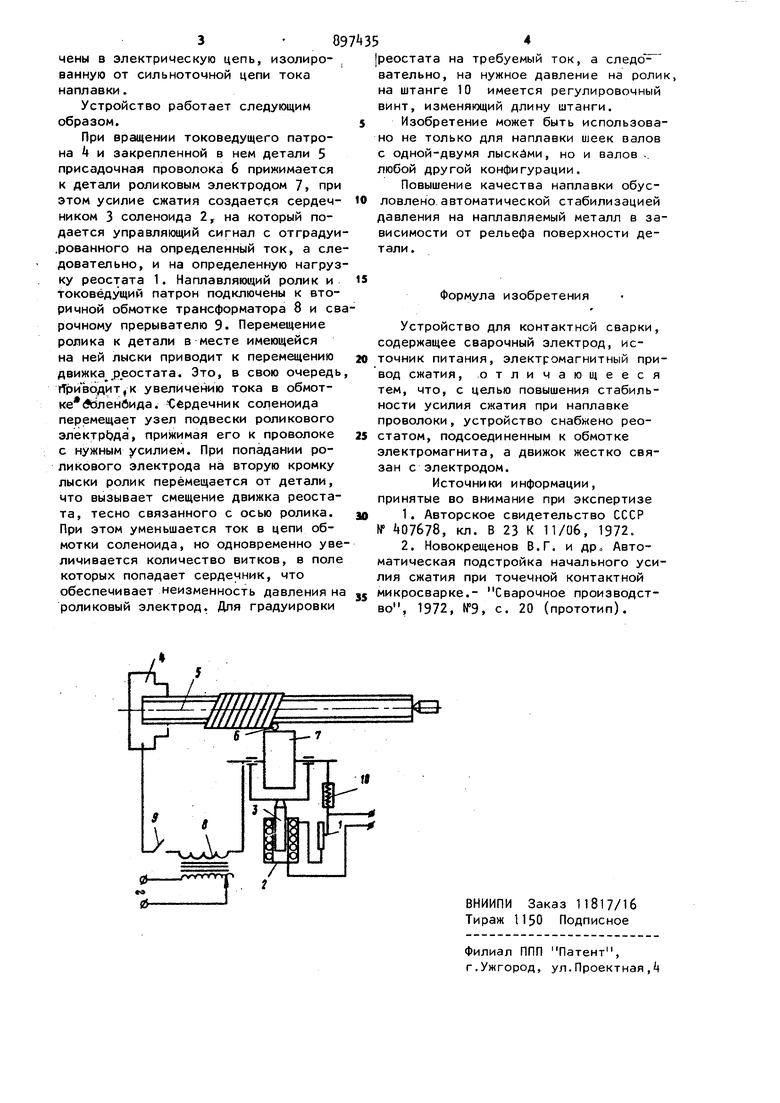
Изобретение относится к машино троению, в частности к производству устройств для контактной сварки. Известны устройства для электроконтактной наплавки металлических цилиндрических изделий, обеспечиваю щие постоянное давление наплавляюще ролика на присадочную проволоку и д таль l. При наплавке изделий нецилиндрической формы такие устройства не по воляют получить качественное соединение наплавленного металла с основой,так как на нецилиндрических повер ностях происходит неизбежное уменьшение давления в контакте присадочная, проволока - деталь, что в свою очередь приводит к выплескам метал ла, пригоранию ролика и т.п. Известно устройство для контактной сварки, содер) сварочный электрод, источник питания, электро магнитный привод сжатия 2. Данное устройство не обеспечивает стабильного усилия сжатия при наплавке проволоки, особенно на нецилиндрические детали или детали цилиндрической формы, имеющие плоские участки. Целью изобретения является повышение стабильности усилия сжатия при наплавке проволоки. Для достижения указанной цели устройство для контактной сварки, содержащее сварочный электрод, источник питания, электромагнитный привод сжатия, снабжено реостатом, присоединенным к обмотке электромагнита, а движок реостата жестко связан с электродом. На чертеже представлена схема предлагаемого устройства. Устройство состоит из реостата 1, электромагнита, включающего соленоид 2 и сердечник 3- Ось наплавлпющето ролика жестко связана с движком реостата 1. Соленоид и реостат вклю йены в электрическую цепь, изолированную от сильноточной цепи тока наплавки. Устройство работает следующим образом. При вращении токоведущего патрона 4 и закрепленной в нем детали 5 присадочная проволока 6 прижимается к детали роликовым электродом 7, при этом усилие сжатия создается сердечНИКОМ 3 соленоида 2, на который подается управляющий сигнал с отградуи рованного на определенный ток, а сле довательно, и на определенную нагруз ку реостата 1. Наплавляющий ролик и Токовёдущий патрон подключены к вторичной обмотке трансформатора 8 и св рочному прерывателю 9. Перемещение ролика к детали в месте имеющейся на ней лыски приводит к перемещению движка,р еостата. Это, в свою очередь Три8одит,к увеличению тока в обмотке Лэленбида. Сбрдечник соленоида перемещает узел подвески роликового электрода, прижимая его к проволоке с нужным усилием. При попадании роликового электрода на вторую кромку лыски ролик перемещается от детали, что вызывает смещение движка реостата, тесно связанного с осью ролика. При этом уменьшается ток в цепи обмотки соленоида, но одновременно уве личивается количество витков, в поле которых попадает сердечник, что обеспечивает неизменность давления на роликовый электрод. Для градуировки |реостата на требуемый ток, а следо - вательно, на нужное давление на ролик, на штанге 10 имеется регулировочный винт, изменяющий длину штанги. Изобретение может быть использовано не только для наплавки шеек валов с одной-двумя лыскйми, но и валов., любой другой конфигурации. Повышение качества наплавки обусловлено, автоматической стабилизацией давления на наплавляемый металл в зависимости от рельефа поверхности детали. Формула изобретения Устройство для контактной сварки, содержащее сварочный электрод, источник питания, электромагнитный привод сжатия, отличающееся тем, что, с целью повышения стабильности усилия сжатия при наплавке проволоки, устройство снабжено реостатом, подсоединенным к обмотке электромагнита, а движок жестко связан с электродом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 407678, кл. В 23 К П/06, 1972. 2.Новокрещенов В.Г. и др„ Автоматическая подстройка начального усилия сжатия при точечной контактной микросварке.- Сварочное производство, 1972, №9, с. 20 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ТОНКОСТЕННЫХ ЭЛЕМЕНТОВ ИЗДЕЛИЙ И СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078655C1 |
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ электроконтактной наплавки | 1991 |
|
SU1830325A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей крупногабаритных изделий | 1975 |
|
SU567568A1 |
| Способ электрокантактной наплавки | 1975 |
|
SU513808A1 |
| Способ регулирования процесса электроконтактной наплавки | 1973 |
|
SU484060A1 |
| Устройство для управления подачей присадочной проволоки при сварке и наплавке | 1974 |
|
SU548393A1 |
