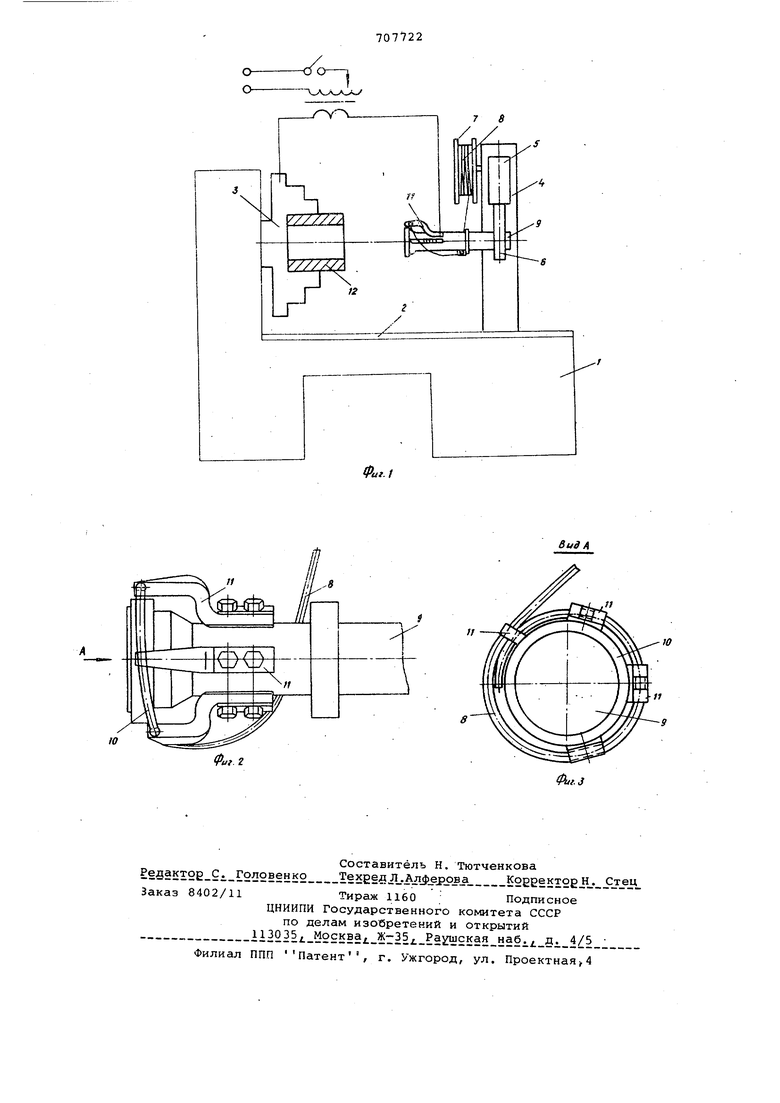
Изобретение относится к сварочному производству и может быть использовано для электроконтактной наплавки стальных проволок при восстановле НИИ внутренних цилиндрических поверх ностей на ремонтных предприятиях. Известна установка для электрокон тактной наплавки, содержащая станину с направляюгадми, зажимной патрон, ме ханизм вращения изделия, роликовьгй э.пектрод, установленный на токоподводящем валу с возможностью свободного вращения вокруг своей оси и возвратно-поступательного перемещения вдоль оси изделия, и направляющее устройство для присадочной прово локи (1) , Однако при наплавке внутренних поверхностей большая часть рабочего времени затрачивается на вспомогател ные операции, включающие разметку и вырубку привариваемой ленты или проволоки, ее скручивание по форме отверстия и ручную установку на место наплавки. Цель изобретения - повышение производительности и качества при наплавке внутренних спиральных швов. Цель достигается тем, что направляющее устрюйство для присадочной проволоки выполнено в виде, по крайней мере, трех пластин, жестко закрепленных на токоподводящем валу вокруг роликового электрода и-имеющих каналы для направления присадочной проволоки, оси которых расположены по касательной к спиральной линии наплавки. На фиг.1 схематично показана установка; на фиг. 2 - покоподводящий вал с роликовым электродом в сборе; на фиг. 3 - вид А фиг. 2. Установка для электроконтактной наплавки состоит из станины 1 с направляющими 2, на которой смонтирован зажимной патрон 3, приводимый в движение механизмом вр ащения изделия (на черт, не показан). На направляющих 2 установлена стойка 4, в верхней части которой смонтирован пневмоцилиндр 5 со штоком 6 и бухта 7 с присадочной проволокой 8. К штоку прикреплен токопроводящий вал 9, на торце которого установлен свободно вращающийся вокруг оси роликовый электрод 10. На поверхности токоподводящего вала, изолированно от него.
прикреплены, по меньшей мере, три Пластины 11, в каждой из которых ест канал -для направления присадочной проволоки 8 с бухты 7 к месту наплавки ,
Подача присс1дочной проволоки с бухты, жестко связанной с механизмом перемещения роликового электрода поз.воляет при его продольном передвижении в процессе наплавки подавать проволоку в каналы пластин под одним и тем же углом с определенного расстояния.
Установка работает следующим образом.
Изделие 12 закрепляют в зажимном патроне 3. Проволоку 8 с бухты 7 подают по спирали через каналы пластин 11, причем при выходе из последнего каналу конец проволоки 8 располагается под роликовым электродом 10, Затем, перемещая по направляющим 2 стойку 4, роликовый электрод 10 вводят внутрь отверстия изделия 12 на требуемую глубину и, включив пневмоцилиндр 5, перемещают шток 6 вниз до тех пор, пока присадочная проволока 8 электродом 10 не прижмет к поверхности изделия 12, ПосЛе этог включгиот механизм вращения изделия и механизм продольного перемещения роликового электрода (на черт, не показан), и от сварочного трансформатора посредством токоподводящего вала 9 с электродом 10 и зг1жимного патрона 3 через проволоку 8 и изделие 12 пропускают импульсы тока, нагревают металл в месте контакта, деформируют его наружной поверх-, ностью электрода 10 и сваривают перекрывающимися точками. При этом присадочная проволока 8, наматываясь по спирали, образует сплошное покрытие на внутренней поверхности изделия 12,
Использование установки для электроконтактной наплавки бесконечной проволокой на ремонтных предприятиях позволит резко повысить производительность за счет исключения таких вспомогательных операций, как подготовка и ручная установка направляемого материала в отверстие и, кроме того, позволит осуществлять наплавку проволокой различного диаметра и исключить междурядковое шунтирование тока.
Формула изобретения
Установка для электроконтактной наплавки, содержащая станину с направляющими, зажимной патрон, механиз вращения изделия, роликовый электрод, установленный на токоподводящем валу с возможностью свободного вращения вокруг своей оси и возвратно-поступательного перемещения вдоль оси изделия, и направляющее устройство для присадочной проволоки, отличающаяся тем, что, с целью повышения производительности и качества при наплавке внутренних спиральных швов, направляющее устройство для присадочной проволоки выполнено в виде, по крайней мере, трех пластин, жестко закрепленных на токоподводящем валу вокруг роликового электрода и имеюгцих каналы для направления присадочной проволоки, оси которых расположены по касательной к спиральной линии наплавки,
Источники ИНфОрМсЩИИ,
принятые во внимание при экспертизе
1, Авторское свидетельство СССР 448098, кл. В 23 К 11/ОС, 29,11,72 (прототип),
7 8
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Устройство для электроконтактной наплавки | 1975 |
|
SU551141A1 |
| Устройство для шовной элетроконтактной сварки | 1982 |
|
SU1044447A1 |
| Способ электроконтактной наплавки | 1991 |
|
SU1830325A1 |
| Устройство для электроконтактной наплавки наружных цилиндрических поверхностей | 1990 |
|
SU1756065A1 |
| Устройство для контактной сварки | 1980 |
|
SU897435A1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ ПЛОСКОЙ ДЕТАЛИ | 2015 |
|
RU2622074C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |
| Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей крупногабаритных изделий | 1975 |
|
SU567568A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2010 |
|
RU2466000C2 |
Фи1 г
Фи1.3
