Изобретение относится к электронно-лучевой обработке, в частности к технологии электронно-лучевой сварки стыковых соединений деталей с зазором, и может быть использовано во всех отраслях машиностроения.
Известен способ однопроходной электронно-лучевой сварки в углублении (в том числе в узкой разделке) в труднодоступных местах конструкции (Электронно-лучевая сварка изделий большой толщины. Инженерный поиск/Е.Л.Мамутов. М.: Машиностроение, 1992. - 232 с: ил.). При этом электронный пучок пропускают через полость узкой разделки, осуществляют проплавление кромок, появляется общая сварочная ванна и после кристаллизации формируется сварной шов. Ведение процесса сварки по приведенной автором на с.104 схеме не позволяет получать сварные соединения удовлетворительного качества при сварке изделий большой толщины с глубоким проплавлением.
Частично указанные недостатки устранены в наиболее близком к предлагаемому способе электронно-лучевой сварки по авторскому свидетельству СССР 1577198 (А 1, В23К 15/00 с приоритетом от 09.01.89). Согласно прототипу электронный луч пропускают через полость разделки кромок прямоугольного сечения, симметричную относительно стыка. Процесс сварки осуществляют без разделки свариваемых кромок при острой фокусировке, измеряют параметры процесса и ширину лицевого валика сварного шва. Далее выполняют прямоугольную разделку свариваемых кромок, сварку ведут на токе электронного пучка в 1.6-1.8 и токе фокусировки в 1.08-1.10 раза больше соответствующих параметров процесса при сварке без разделки свариваемых кромок. Причем повышение качества формирования шва достигается благодаря появлению свойства капиллярности в полости разделки. При рекомендуемой ширине разделки, кромки смачиваются жидким металлом, при этом возникают силы поверхностного натяжения и жидкий металл удерживается от провисания. Таким образом, устраняются корневые дефекты.
Недостатком такого технического решения является низкое качество сварных соединений при сварке изделий большой толщины с глубоким несквозным проплавлением с конструктивно заданным зазором.
Технической задачей данного изобретения является получение качественных сварных соединений изделий большой толщины путем повышения стабильности формирования шва при глубоком несквозном проплавлении с конструктивно заданным зазором.
Решение технической задачи достигается тем, что, по сравнению с известным способом сварки электронным лучом, включающим предварительную настроечную сварку кромок с определением поперечных размеров лицевого валика шва, последующую основную сварку деталей с разделкой кромок и пропусканием электронного луча через полость разделки кромок, в предлагаемом техническом решении перед основной сваркой у основания полости разделки кромок выполняют паз размерами на 15-20% больше размеров лицевого валика шва предварительной настроечной сварки.
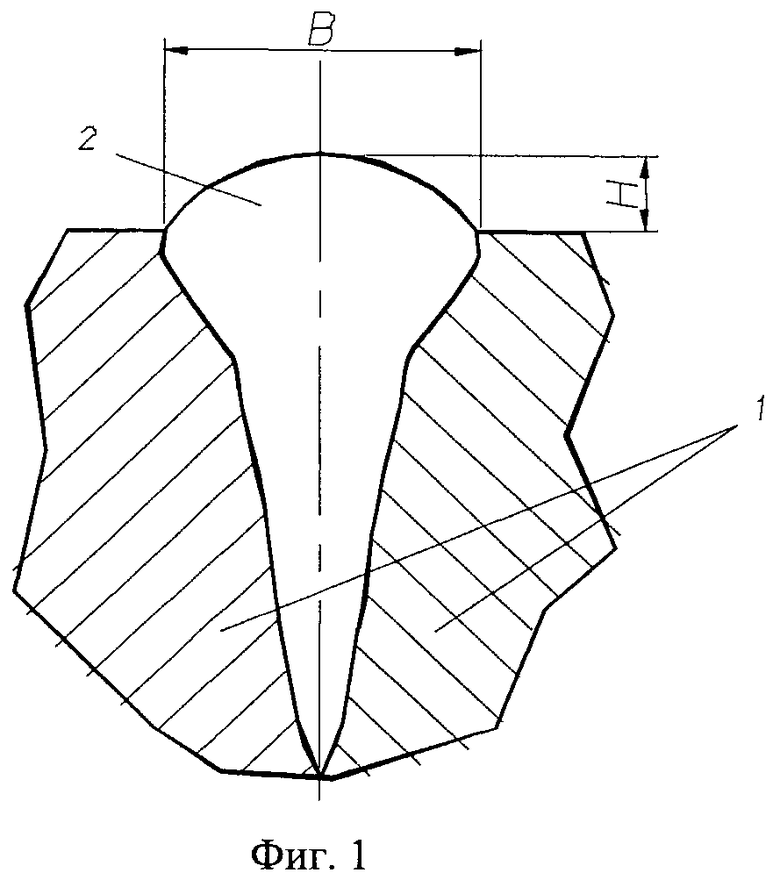
Сущность изобретения поясняется чертежами, где на фиг.1 показаны кромки свариваемых деталей для настроечной сварки в сборе и геометрические характеристики лицевого валика (усиления) шва; на фиг.2 показаны кромки деталей для основной сварки в сборе.
На чертежах, для пояснения способа сварки электронным лучом приведены следующие обозначения: детали для проведения предварительных экспериментов 1, лицевой валик (усиление) шва 2 шириной В и высотой Н, кромки изделия для основной сварки 3, свариваемый стык 4, конструктивно заданная полость разделки кромок 5, прямоугольный паз 6 шириной Вn и высотой Нn.
Предлагаемый способ электронно-лучевой сварки стыковых соединений изделий большой толщины реализуется следующим образом.
Производят предварительную настроечную сварку деталей 1 для подбора параметров режима основной сварки и определения размеров паза 6. Выбор оптимальных параметров режима основной сварки и размеров паза 6 проводят по шлифам сварного соединения. Затем осуществляют основную сварку стыка 4, при которой электронный луч пропускают через полость разделки кромок 5, у основания которой до сварки обрабатывают паз 6 произвольной формы (например, прямоугольной) размерами не менее чем на 15-20% больше размеров лицевого валика, получаемого при предварительной настроечной сварке без разделки кромок.
При электронно-лучевой сварке с глубоким несквозным проплавлением деталей большой толщины, когда электронный луч пропускают через заданную конструктивно полость разделки кромок 5, расплавленный металл, формирующий усиление сварного шва при сварке без разделки кромок 2 в хвостовой части сварочной ванны, не помещается в полости разделки 5 и вытесняется не только в хвостовую часть, но и по передней стенке парогазового канала перед электронным пучком. Это приводит к интенсивному испарению вытесненного металла по мере движения пучка. За счет этого неконтролируемо изменяются параметры пучка, а именно происходит его рассеивание и изменение положения фокальной плоскости. При этом происходит изменение глубины проплавления. Кроме того, это может вызвать образование полостей в металле шва и корневых дефектов. Для исключения проявления данных эффектов необходимо создавать условия формирования шва такими, как при сварке без полости разделки кромок. А именно сделать паз в основании полости разделки такого размера, чтобы в нем помещалось усиление шва 2, формируемое при сварке без разделки кромок.
Ширину Вn и высоту Нn прямоугольного паза выполняют больше на 15-20% ширины В и высоты Н лицевого валика соответственно, полученных при сварке без зазора, так как в случае Вn<(1.15-1.2)В и Нn<(1.15-1.2)Н.
Верхняя граница ширины и высоты паза не ограничивается. Она может быть ограничена только конструктивными особенностями изделия. Нижняя граница выбирается из условия достаточности объема паза в условиях колебаний размеров усиления шва при сварке без полости разделки кромок. Экспериментально установлено, что техническое задание решается при размерах паза на 15% больше лицевого валика шва предварительной настроечной сварки.
Использование предлагаемого способа сварки позволяет получать качественные сварные соединения изделий большой толщины с конструктивно заданным зазором при глубоком несквозном проплавлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| Способ сварки плавлением | 1990 |
|
SU1722746A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ электронно-лучевой сварки деталей из ферромагнитных материалов | 2019 |
|
RU2739931C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
Изобретение относится к электронно-лучевой обработке и позволяет получить качественные сварные соединения изделий большой толщины путем повышения стабильности формирования шва при глубоком несквозном проплавлении с конструктивно заданным зазором. Осуществляют предварительную сварку без разделки кромок с несквозным проплавлением. Определяют ширину и высоту полученного лицевого валика шва. Выполняют разделку кромок под основную сварку с образованием полости (5) разделки и основную сварку с пропусканием электронного луча через полость (5) разделки кромок. Разделку кромок перед основной сваркой выполняют с образованием паза (6) у основания полости (5) разделки с шириной и высотой не менее, чем на 15% более ширины и высоты лицевого валика шва, полученного при предварительной сварке. 2 ил.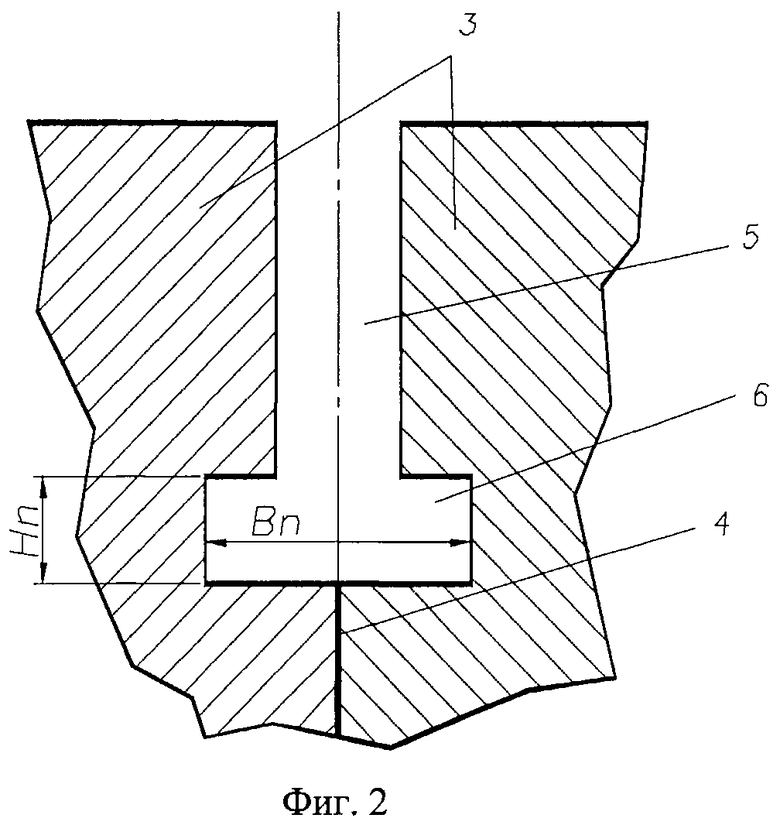
Способ сварки электронным лучом деталей, включающий предварительную сварку без разделки кромок с несквозным проплавлением, определение ширины и высоты полученного лицевого валика шва, разделку кромок под основную сварку с образованием полости разделки и основную сварку с пропусканием электронного луча через полость разделки кромок, отличающийся тем, что разделку кромок перед основной сваркой выполняют с образованием паза у основания полости разделки, при этом паз выполняют шириной и высотой не менее чем на 15% более ширины и высоты лицевого валика шва, полученного при предварительной сварке.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1989 |
|
SU1577198A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТРУБ | 2005 |
|
RU2285599C1 |
| Способ сварки плавлением | 1990 |
|
SU1722746A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2004 |
|
RU2259264C1 |
| Способ лечения невралгии тройничного нерва | 1983 |
|
SU1114423A1 |
| JP 10113777 A, 06.05.1998 | |||
| US 2001023527 A1, 27.09.2001. | |||

