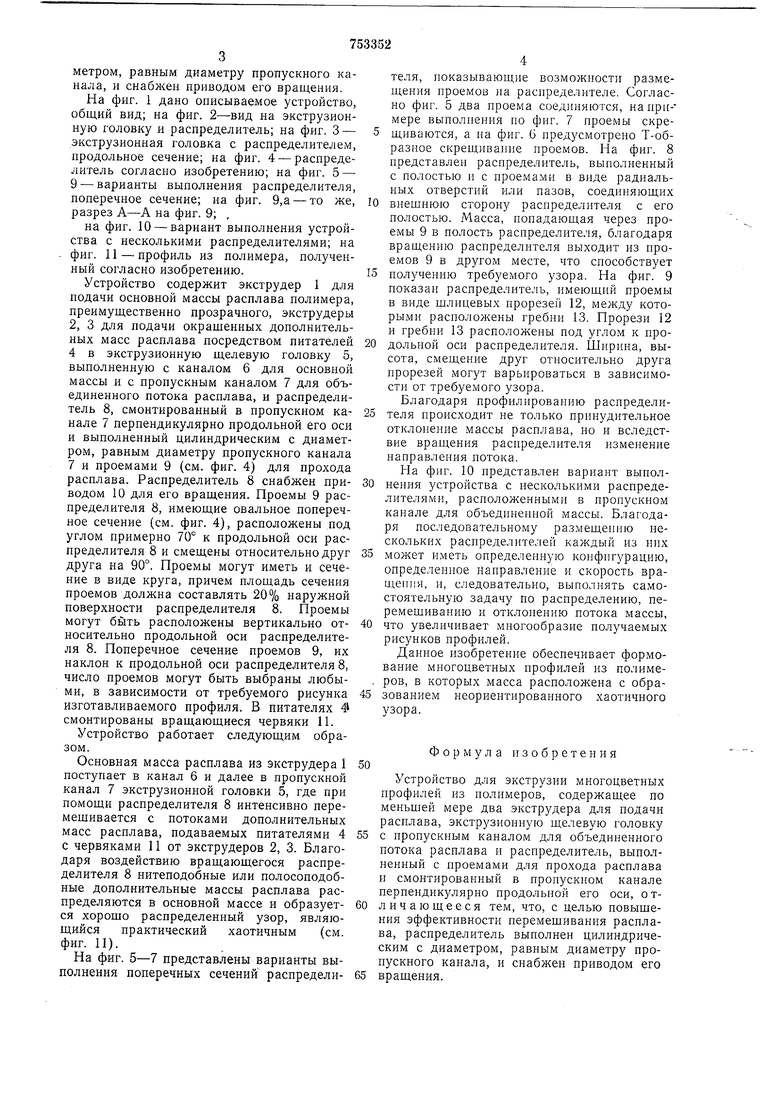
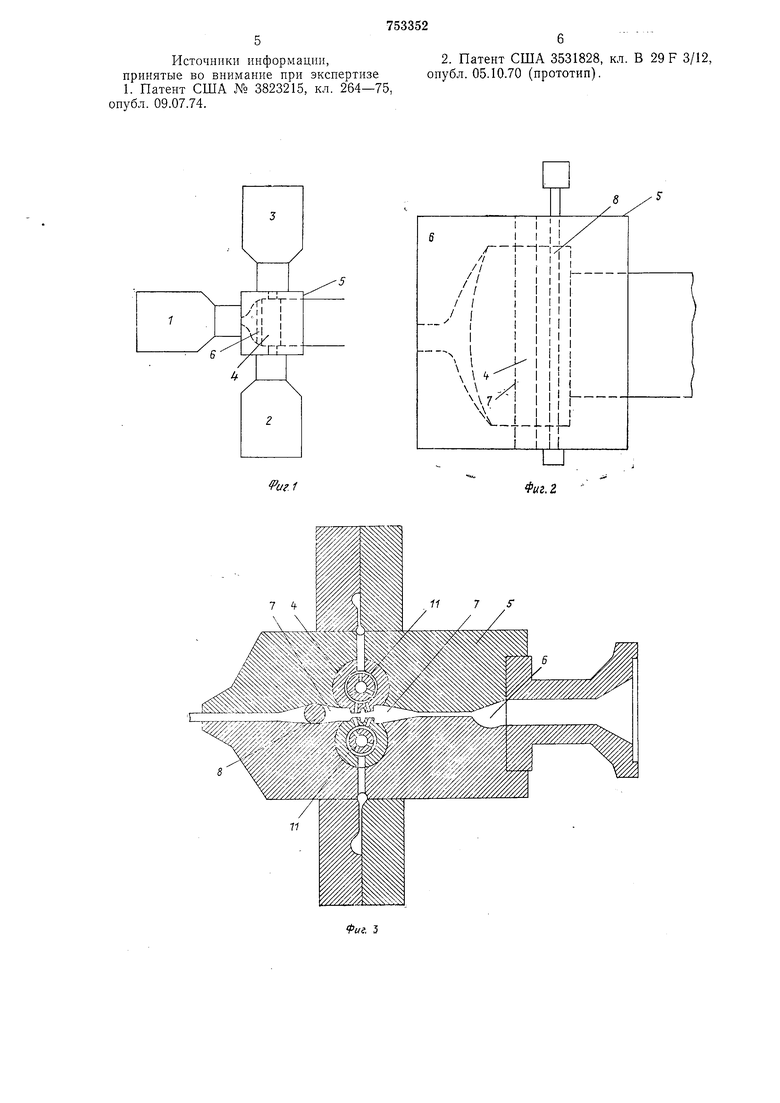
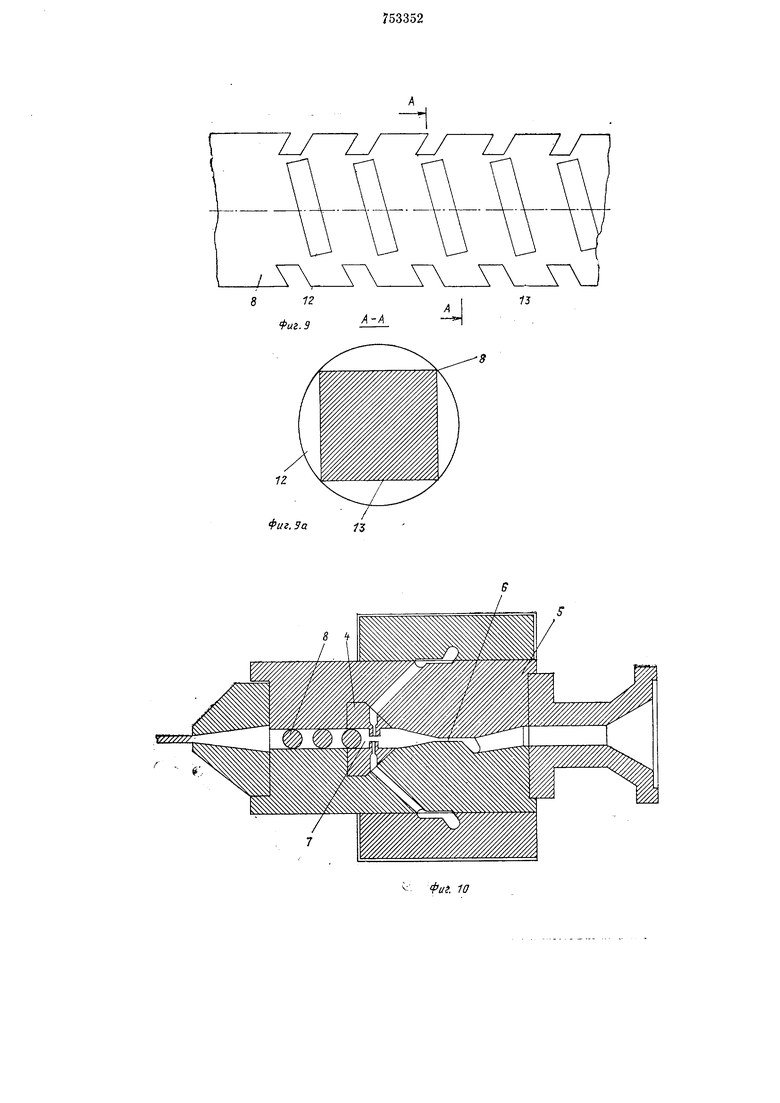
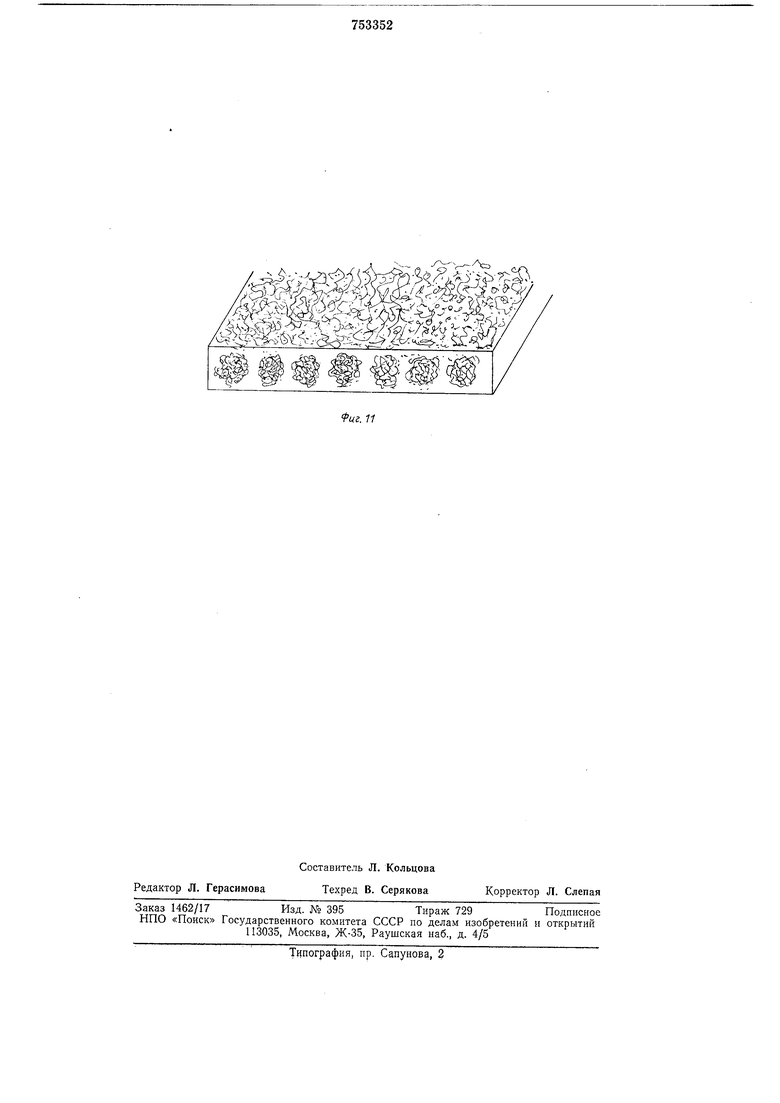
метром, равным диаметру пропускного канала, и снабжен приводом его вращения. На фиг. 1 дано описываемое устройство, общий вид; на фиг. 2-вид на экструзионную головку и распределитель; на фиг. 3 - экструзионная головка с распределителем, продольное сечение; на фиг. 4 - распределитель согласно изобретению; на фнг. 5 - 9 - варианты выполнения распределителя. поперечное сечение; на фиг. 9,а -то же, разрез А-А на фиг. 9; , на фиг. 10 - вариант выполнения устройства с несколькими распределителями; на фиг. 11 - профиль из полимера, полученный согласно изобретению. Устройство содержит экструдер 1 для нодачи основной массы расплава полимера, преимущественно прозрачного, экструдеры 2, 3 для нодачи окращенных дополнительных масс расплава посредством питателей 4 в экструзионную щелевую головку 5, выполненную с каналом 6 для основной массы и с пропускным каналом 7 для объединенного потока расплава, и распределитель а, смонтированный в пропускном канале 7 перпендикулярно продольной его оси и выполненный цилиндрическим с диаметром, равным диаметру пропускного канала 7 и проемами 9 (см. фиг. 4) для прохода расплава. Распределитель 8 снабжен приводом 10 для его вращения. Проемы 9 распределителя 8, имеющие овальное поперечное сечение (см. фнг. 4), расположены под углом примерно 70° к продольной оси распределителя 8 и смещены относительно друг друга на 90°. Проемы могут иметь и сечение в виде круга, причем площадь сечения проемов должна составлять 20% наружной поверхности распределителя 8. Проемы могут быть расположены вертикально относительно продольной оси распределителя 8. Поперечное сечение проемов 9, их наклон к продольной оси распределителя 8, число проемов могут быть выбраны любыми, в зависимости от требуемого рисунка изготавливаемого профиля. В питателях 4 смонтированы вращающиеся червяки И. Устройство работает следующим обраОсновная масса расплава из экструдера 1 поступает в канал 6 и далее в пропускной канал 7 экструзионной головки 5, где при помощи распределителя 8 интенсивно перемещивается с потоками дополнительных масс расплава, подаваемых питателями 4 с червяками 11 от экструдеров 2, 3. Благодаря воздействию вращающегося распределителя 8 нитеподобные или полосоподобные дополнительные массы расплава распределяются в основной массе и образуется хорощо распределенный узор, являющийся практический хаотичным (см. фиг. И). На фиг. 5-7 представлены варианты выполнения поперечных сечении распределителя, показывающие возможности размещения проемов на распределителе. Согласно фиг. 5 два проема соединяются, напримере выполнения по фиг. 7 проемы скрещиваются, а па фиг. 6 предусмотрено Т-образное скрещивание проемов. На фиг. 8 представлен распределитель, выполненный с полостью и с нроемами в виде радиальных отверстий или пазов, соединяющих внешнюю сторону распределителя с его полостью. Масса, попадающая через проемы 9 в полость распределителя, благодаря вращению распределителя выходит из проемов 9 в другом месте, что способствует получению требуемого узора. На фиг. 9 показан распределитель, имеющий проемы в виде шлииевых прорезей 12, между которыми расположены гребни 13. Нрорези 12 и гребни 13 расположены под углом к продольной оси распределителя. Ширина, высота, смещение друг относительно друга прорезей могут варьироваться в зависимости от требуемого узора. Благодаря профилированию распределителя происходит не только принудительное отклонение массы расплава, но и вследствие вращения распределителя изменение направления потока. Па фнг. 10 представлен вариант выполнення зстройства с несколькими распределителями, расположеннымн в пропускном канале для объединенной массы. Благодаря последовательному размещению нескольких раснределителей каждый из них может иметь определенную конфигурацию, определенное направление и скорость вращенпя, н, следовательно, выполнять самостоятельную задачу по распределению, перемещиванию и отклонению потока массы, что увеличивает многообразие получаемых рисунков профилей. Данное изобретение обеспечивает формование многоцветных нрофилей из полимеров, в которых масса расположеиа с образованнем неориентированного хаотичного узора, Формула изобретения Устройство для экструзии многоцветных профилей из полимеров, содержащее по меньщей мере два экструдера для подачи расплава, экструзионную щелевую головку с пропускным каналом для объединенного потока расплава и распределитель, выполненный с нроемами для прохода расплава и смонтированный в пропускном канале перпендикулярно продольной его оси, о тличающееся тем, что, с целью повыщения эффективности неремещивания расплава, распределитель выполнен цилиндрическим с диаметром, равным диаметру пропускного канала, и снабжен приводом его вращения.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3823215, кл. 264-75, опубл. 09.07.74.
2. Патент США 3531828, кл. В 29 F 3/12, опубл. 05.10.70 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Плоскощелевая экструзионная головка для изготовления многоцветных изделий | 1977 |
|
SU642202A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ПОРУЧНЯ ИЗ ТЕРМОПЛАСТМАССЫ | 2008 |
|
RU2497671C2 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| Экструзионная плоскощелевая головка для изготовления плоских полимерных изделий | 1986 |
|
SU1452695A1 |
С±
.ч
с;
