Изобретение относится к области производства контейнеров из композиционных материалов, армированных волокном, для использования при высоких температурных и динамических нагрузках и может быть использовано в пиротехнике для запуска высотных фейерверков, в военной технике для изготовления пусковых контейнеров ракетных установок, контейнеров для установки различных вышибных зарядов.
Пиротехническая мортира представляет собой трубу с глухим дном и, в зависимости от кратности использования, может быть изготовлена из многослойной бумаги, пластмассы, стеклопластика или металла. При выстреле мортира должна выдерживать давление в несколько десятков атмосфер.
Известны пиротехнические стеклопластиковые мортиры, представляющие собой трубы, намотанные из стекловолокна или стеклоткани, пропитанных связующим на основе полиэфирной или эпоксидной смолы, с установленными в них донными заглушками с разными вариантами их армирования и усиления их связи со стенками трубы.
Известна пиротехническая мортира по патенту США 6637309, представляющая собой стеклопластиковую трубу один конец которой закрыт донной заглушкой, выполненной из стеклоткани, пропитанной полимерным связующим. Крепление донной заглушки в трубе осуществляется за счет того, что ее края запрессованы в кольцевой канавке, выполненной на внутренней стенке трубы, а сама донная заглушка выполнена куполообразной формы с вершиной купола, обращенной внутрь трубы.
При этом донная заглушка может быть выполнена в виде гибкого диска из уже отвержденного стеклопластика, диаметр которого превосходит внутренний диаметр канавки на внутренней поверхности трубы, в которую этот диск запрессовывается. При установке гибкий диск формирует купол, вогнутый внутрь трубы. В другом варианте куполообразная донная заглушка формуется непосредственно в трубе, на установленной на уровне кольцевой канавки матрице, имеющей вогнутую внутрь трубы куполообразную поверхность. Мат из стеклоткани, пропитанной полимерным связующим обжимают на матрице за счет давления, создаваемого, например, пуансоном так, что он заполняет кольцевую канавку, после чего связующее отверждают.
Недостатком данной конструкции является ее ненадежность и малый ресурс, а выпуклое дно усложняет установку заряда.
Ближайшим аналогом является стеклопластиковая пиротехническая мортира китайского производства, например производства фирмы Huihe Industrial Co., Ltd.
Мортира состоит из стеклопластиковой трубы, намотанной из стекловолокна или стеклоткани, пропитанной связующим на основе полиэфирной или эпоксидной смолы, и установленной в одном из ее концов донной заглушки, представляющей собой отвержденную композицию на основе связующего и наполнителя, в качестве которого используют рубленное стекловолокно. Заглушка усилена металлическими стержнями, проходящими через стенку трубы, а снаружи дополнительно обмотана стеклотканью, пропитанной связующим, закрепленной на наружной стенке трубы кольцевыми витками стеклоровинга.
Недостатком известной конструкции стеклопластиковой мортиры является недостаточная прочность в зоне крепления донной заглушки к стенкам трубы, и, как следствие, ее недостаточно высокий ресурс. Это особенно проявляется при нештатном срабатывании заряда по различным причинам. Как правило, это приводит к растрескиванию или отрыву донной заглушки. Мортиры большого диаметра не выдерживают внутреннего давления после незначительного числа выстрелов и при штатном срабатывании заряда.
Технической задачей группы изобретений является повышение прочности стеклопластиковой пиротехнической мортиры, а также создание простого малозатратного способа ее изготовления и устройства для ее формования.
Техническим результатом группы изобретений является повышение надежности и ресурса стеклопластиковой пиротехнической мортиры, упрощение технологического процесса ее изготовления.
Поставленная техническая задача решается, а технический результат достигается тем, что в стеклопластиковой пиротехнической мортире, содержащей стеклопластиковую трубу с жестко закрепленной в ней донной заглушкой, стеклопластиковая труба и донная заглушка выполнены заодно и включают, по крайней мере, три соединенных между собой слоя с разным направлением армирования, полученных намоткой ровинга из стекловолокна, пропитанного полимерным связующим, причем первый несущий поперечно армированный слой получен круговой намоткой ровинга с одновременным формированием донной заглушки в виде куполообразной пробки, выпуклой наружу, второй продольно-поперечно армированный слой, нанесенный поверх несущего поперечно армированного слоя трубы и куполообразной поверхности донной заглушки, включает как минимум два слоя ровинга, уложенных спиральной намоткой с чередованием наклона ровинга одного слоя относительно другого во взаимно противоположных направлениях, а третий наружный поперечно армированный слой получен круговой намоткой ровинга поверх продольно-поперечного армированного сформированием в области донной заглушки плоской торцевой поверхности, при этом в центре донной заглушки выполнено технологическое отверстие.
Указанный результат достигается и тем, что:
- технологическое отверстие в донной заглушке выполнено с резьбой;
- технологическое отверстие в донной заглушке выполнено с переменным
проходным сечением;
- технологическое отверстие в донной заглушке снабжено вкрученным
болтом;
- технологическое отверстие в донной заглушке заполнено наполненной композицией на основе полимерного связующего.
Поставленная техническая задача решается, а технический результат достигается и тем, что предлагается устройство для формования стеклопластиковой пиротехнической мортиры, включающее цилиндрическую оправку с резьбовым отверстием, выполненным соосно в ее торцевой части, матричную втулку и фланец с центральным отверстием, при этом фланец посредством шпильки или болта через матричную втулку жестко скреплен с цилиндрической оправкой.
Технический результат достигается и тем, что:
- на наружной поверхности матричной втулки выполнена резьба;
- матричная втулка выполнена с переменным сечением.
Поставленная техническая задача решается, а технический результат достигается также тем, что способ изготовления стеклопластиковой пиротехнической мортиры включает круговую намотку на цилиндрическую оправку ровинга с одновременным формированием у торцевой части оправки донной заглушки в виде куполообразной пробки, выпуклой наружу, последующую спиральную намотку по сформированной круговой намоткой поверхности, включая куполообразную поверхность донной заглушки, по крайней мере, двух слоев ровинга с чередованием наклона ровинга одного слоя относительно другого во взаимно противоположных направлениях, круговую намотку ровинга по всей поверхности с формированием в области донной заглушки плоского торца и последующую термическую обработку, при этом в качестве ровинга используют ровинг из стекловолокна или, собственно, стекловолокно, пропитанные полимерным связующим, а в качестве полимерного связующего - термореактивное связующее, например, на основе эпоксидной смолы.
Решение поставленной технической задачи достигается также тем, что спиральную намотку осуществляют под углом наклона ровинга к оси оправки, преимущественно 10-20°.
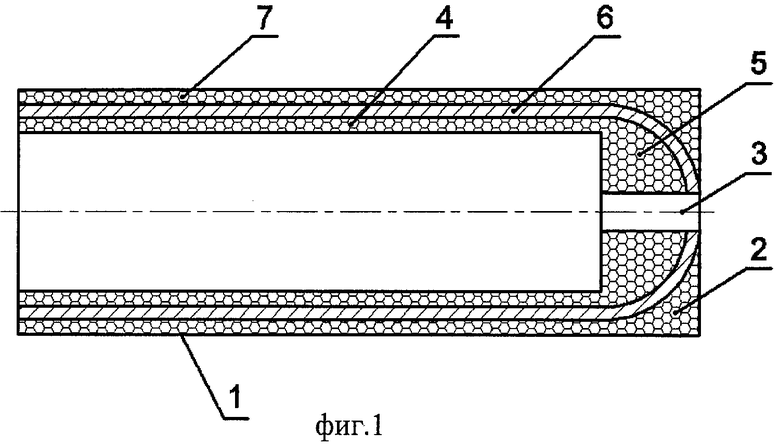
На фиг.1 изображена стеклопластиковая пиротехническая мортира, согласно изобретению, в разрезе.
На фиг.2 схематично изображено устройство для формования стеклопластиковой пиротехнической мортиры.
На фиг.3 схематично изображена стеклопластиковая пиротехническая мортира на устройстве для формования.
Стеклопластиковая пиротехническая мортира (фиг.1) содержит трубу 1 и донную заглушку 2 с технологическим отверстием 3, выполненные заодно и включающие несущий поперечно армированный слой 4, формирующий внутреннюю поверхность трубы 1 и куполообразную пробку 5 донной заглушки 2, продольно-поперечно армированный слой 6 и поперечно армированный слой 7.
Несущий поперечно армированный слой 4, формирующий внутреннюю поверхность трубы 1 и куполообразную пробку 5 донной заглушки 2, получен круговой намоткой ровинга из стекловолокна, пропитанного полимерным связующим. Продольно-поперечно армированный слой 6, нанесенный поверх несущего поперечно армированного слоя 4 трубы 1 и куполообразной поверхности пробки 5 донной заглушки 2, включает как минимум два слоя ровинга, уложенных спиральной намоткой с чередованием наклона ровинга одного слоя относительно другого во взаимно противоположных направлениях, при этом предпочтителен минимальный угол наклона ровинга к оси трубы, который может быть обеспечен технологическим оборудованием, преимущественно 10-20°. Увеличение угла наклона при укладке ровинга снижает эффективность продольного армирования и для сохранения прочности требует увеличения слоев, что ведет к увеличению материалоемкости изделия. Уменьшение угла наклона ровинга к оси трубы менее 10° возможно только при закреплении ровинга на поверхности трубы при разворотах, что влечет за собой существенное усложнение технологии.
Поперечно армированный слой 7, формирующий наружную поверхность трубы 1 и плоскую торцевую поверхность донной заглушки 2, получен круговой намоткой.
Количество продольно-поперечно армированных и укладываемых поверх них поперечно армированных слоев может быть увеличено и определяется из расчета требуемых прочностных характеристик мортиры.
Диаметр торцевой поверхности донной заглушки, формируемый наружным поперечно армированным слоем ровинга, определяется условиями и удобством эксплуатации и может быть меньше, равным или больше диаметра трубы.
Технологическое отверстие в донной заглушки в зависимости от требований может быть выполнено с резьбой или с переменным проходным сечением и использоваться для крепления мортиры к пусковой поверхности или глушиться вкрученным болтом или заливкой наполненной композицией на основе полимерного связующего.
Устройство для формования стеклопластиковой пиротехнической мортиры (фиг.2), содержит цилиндрическую оправку 8 с резьбовым отверстием 9, матричную втулку 10, фланец 11 и стяжной болт или шпилька с гайкой 12.
Диаметр цилиндрической оправки 8 определяет внутренний диаметр трубы, а размеры матричной втулки 10 и форма ее наружной поверхности - толщину донной заглушки стеклопластиковой пиротехнической мортиры, размер и форму технологического отверстия в ней.
Способ изготовления стеклопластиковой пиротехнической мортиры осуществляют следующим образом.
Изготовление стеклопластиковой пиротехнической мортиры согласно изобретению осуществляют в едином процессе - стеклопластиковую трубу и донную заглушку формируют заодно, по крайней мере, из трех соединенных между собой слоев с разным направлением армирования намоткой ровинга из стекловолокна, пропитанного полимерным связующим.
Для осуществления способа используют устройство для формования стеклопластиковой пиротехнической мортиры, схема которого приведена на (фиг.2).
Способ изготовления стеклопластиковой пиротехнической мортиры включает одновременное формирование на цилиндрической оправке 8 несущего поперечно армированного слоя 4, а у торца оправки на матричной втулке 10 куполообразной пробки 5 круговой намоткой ровинга из стекловолокна, пропитанного полимерным связующим.
На сформированную поверхность несущего слоя 4 и куполообразной пробки 5 спиральной намоткой наносят не менее двух слоев пропитанного полимерным связующим ровинга с чередованием наклона ровинга одного слоя относительно другого во взаимно противоположных направлениях, которые образуют продольно-поперечно армированный слой 6, а на него круговой намоткой ровинга укладывают поперечно армированный слой 7, заполняя пространство между поверхностью куполообразной пробки 5 и фланцем 11, формируя таким образом торцевую поверхность донной заглушки 2.
После формования и отверждения стеклопластиковую пиротехническую мортиру снимают с устройства для формования. Для этого в устройстве для формования выкручивают стяжной болт 12, убирают фланец 11, изделие снимают с оправки 8 и из донной заглушки 2 вынимают матричную втулку 10.
Предлагаемая конструкция стеклопластиковой мортиры с выполнением заодно трубы и донной заглушки намоткой ровинга слоями с различным направлением армирования обеспечивает как повышение прочности крепления донной заглушки, так и повышение прочности мортиры в целом, как следствие, увеличение ее ресурса. Конструкция стеклопластиковой мортиры обеспечивает ее изготовление на существующем технологическом оборудовании в рамках одного технологического процесса, обеспечивая упрощение технологии и снижение трудозатрат, что и является техническим результатом, который достигается при использовании этой группы изобретений.
Предлагаемые изобретения промышленно применимы, так как могут быть реализованы в условиях промышленного производства с использованием стандартного оборудования, современных материалов и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композитная мортира и устройство для ее формирования | 2023 |
|
RU2835044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ИЗДЕЛИЯ | 2003 |
|
RU2236716C1 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ РЕЗЬБЫ И СТЕКЛОПЛАСТИКОВАЯ ТРУБА С РЕЗЬБОЙ, ИЗГОТОВЛЕННОЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2011 |
|
RU2460746C1 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |
| ТРУБНАЯ МУФТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2256841C2 |
| СИЛОВАЯ ОБОЛОЧКА РАДИОПРОЗРАЧНОГО КОРПУСА ВЫСОКОГО ДАВЛЕНИЯ ИЗ СТЕКЛОБАЗАЛЬТОПЛАСТИКА ДЛЯ УСТРОЙСТВ ЭЛЕКТРОМАГНИТНОГО КАРОТАЖА СКВАЖИН | 2012 |
|
RU2586227C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |

Изобретение относится к области производства контейнеров из композиционных материалов, армированных волокном, для использования при высоких температурных и динамических нагрузках. Стеклопластиковая пиротехническая мортира содержит, выполненные заодно, стеклопластиковую трубу с жестко закрепленной в ней донной заглушкой. Включает, по крайней мере, три соединенных между собой слоя с разным направлением армирования, полученных намоткой ровинга из стекловолокна, пропитанного полимерным связующим. В центре донной заглушки выполнено сквозное технологическое отверстие. Устройство для формования стеклопластиковой пиротехнической мортиры включает цилиндрическую оправку с резьбовым отверстием, выполненным соосно в ее торцевой части, матричную втулку и фланец с центральным отверстием. Фланец посредством шпильки или болта через матричную втулку жестко скреплен с цилиндрической оправкой. Способ изготовления стеклопластиковой пиротехнической мортиры включает круговую намотку на цилиндрическую оправку ровинга с одновременным формированием у торцевой части оправки донной заглушки в форме выпуклого наружу купола. Спиральную намотку под углом наклона ровинга к оси оправки, преимущественно 10-20° по сформированной кольцевой намоткой поверхности. включая куполообразную поверхность донной заглушки. По крайней мере, двух слоев ровинга с чередованием наклона ровинга одного слоя относительно другого во взаимно противоположных направлениях, круговую намотку ровинга по всей поверхности с формированием в области донной заглушки плоского торца и последующую термическую обработку. Достигается повышение прочности стеклопластиковой пиротехнической мортиры. 3 н. и 7 з.п. ф-лы, 3 ил.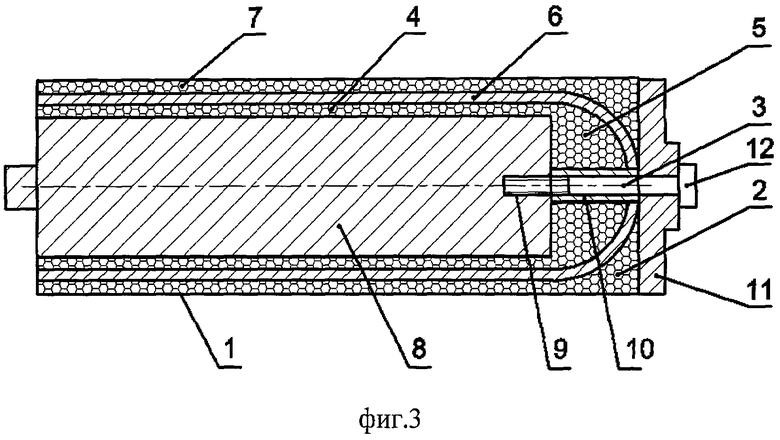
1. Стеклопластиковая пиротехническая мортира, содержащая стеклопластиковую трубу с жестко закрепленной в ней донной заглушкой, отличающаяся тем, что стеклопластиковая труба и донная заглушка выполнены заодно и включают, по крайней мере, три соединенных между собой слоя с разным направлением армирования, полученных намоткой ровинга из стекловолокна, пропитанного полимерным связующим, причем первый несущий поперечно армирорванный слой получен круговой намоткой ровинга с одновременным формированием донной заглушки в виде куполообразной пробки, выпуклой наружу, второй продольно-поперечно армированный слой, нанесенный поверх несущего поперечно армированного слоя трубы и куполообразной поверхности донной заглушки, включает как минимум два слоя ровинга, уложенных спиральной намоткой с чередованием наклона ровинга одного слоя относительно другого во взаимно противоположных направлениях, а третий наружный поперечно армированный слой получен круговой намоткой ровинга поверх продольно-поперечно армированного с формированием плоской торцевой поверхности донной заглушки, при этом в центре донной заглушки выполнено сквозное технологическое отверстие.
2. Стеклопластиковая пиротехническая мортира по п.1, отличающаяся тем, что технологическое отверстие в донной заглушке выполнено с резьбой.
3. Стеклопластиковая пиротехническая мортира по п.1, отличающаяся тем что технологическое отверстие в донной заглушке выполнено с переменным проходным сечением.
4. Стеклопластиковая пиротехническая мортира по п.2, отличающаяся тем, что технологическое отверстие в донной заглушке снабжено вкрученным болтом.
5. Стеклопластиковая пиротехническая мортира по п.3, отличающаяся тем, что технологическое отверстие в донной заглушке заполнено наполненной композицией на основе полимерного связующего.
6. Устройство для формования стеклопластиковой пиротехнической мортиры по п.1, включающее цилиндрическую оправку с резьбовым отверстием, выполненным соосно в ее торцевой части, матричную втулку и фланец с центральным отверстием, при этом фланец посредством шпильки или болта через матричную втулку жестко скреплен с цилиндрической оправкой.
7. Устройство для формования стеклопластиковой пиротехнической мортиры по п.6, отличающееся тем, что на наружной поверхности матричной втулки выполнена резьба.
8. Устройство для формования стеклопластиковой пиротехнической мортиры по п.6, отличающееся тем, что матричная втулка выполнена с переменным сечением.
9. Способ изготовления стеклопластиковой пиротехнической мортиры, включающий круговую намотку на цилиндрическую оправку ровинга с одновременным формированием у торцевой части оправки донной заглушки в форме выпуклого наружу купола, спиральную намотку по сформированной кольцевой намоткой поверхности, включая куполообразную поверхность донной заглушки, по крайней мере, двух слоев ровинга с чередованием наклона ровинга одного слоя относительно другого во взаимно противоположных направлениях, круговую намотку ровинга по всей поверхности с формированием в области донной заглушки плоского торца и последующую термическую обработку, при этом в качестве ровинга используют ровинг из стекловолокна или, собственно, стекловолокно, пропитанные полимерным связующим, а в качестве полимерного связующего - термореактивное связующее, например, на основе эпоксидной смолы.
10. Способ изготовления стеклопластиковой пиротехнической мортиры по п.9, отличающийся тем, что спиральную намотку осуществляют под углом наклона ровинга к оси оправки, преимущественно, 10-20°.
| US 2002139240 A1, 03.10.2002 | |||
| US 3641870 A, 15.02.1972 | |||
| DE 19959047 A1, 15.06.2000 | |||
| Устройство для опрессовки изоляции обмоток электрических машин | 1973 |
|
SU496637A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСТРЕЛА | 2008 |
|
RU2376542C2 |
| СТВОЛ МЕТАТЕЛЬНОЙ УСТАНОВКИ | 1982 |
|
SU1080575A1 |

