Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству вакуумной дегазации для расплавленного стекла и способу вакуумной дегазации для расплавленного стекла.
Уровень техники изобретения
До сих пор, для того чтобы улучшить качество формируемых стеклянных изделий, с целью удаления пузырьков, образующихся в расплавленном стекле, получаемом посредством расплавления исходного материала в плавильной печи, перед формованием расплавленного стекла в формообразующем устройстве выполняли стадию очистки.
В данной стадии очистки был известен способ добавления заранее в исходный материал, например, сульфата натрия (Na2SO4) в качестве средства очистки, расплавления исходного материала для получения расплавленного стекла, поддерживания и сохранения расплавленного стекла при предварительно заданной температуре и обеспечения за счет этого роста и перемещения пузырьков вверх в расплавленном стекле с помощью средства очистки для удаления данных пузырьков.
Кроме того, был известен способ вакуумной дегазации посредством введения расплавленного стекла в разреженную среду, при этом растущие пузырьки, присутствующие в потоке расплавленного стекла, непрерывно поступают в разреженную среду, обеспечивая за счет этого перемещение пузырьков вверх и их разрушение для удаления пузырьков с последующим откачиванием расплавленного стекла из разреженной среды.
В способе вакуумной дегазации образуется поток расплавленного стекла, и расплавленное стекло движется в разреженной среде, в частности в камере вакуумной дегазации, внутри которой поддерживается предварительно заданная степень разрежения. Когда расплавленное стекло движется в камере вакуумной дегазации, пузырьки, содержащиеся в расплавленном стекле, значительно вырастают за относительно короткое время, так что выросшие пузырьки перемещаются вверх в расплавленном стекле за счет сил выталкивания и лопаются на поверхности расплавленного стекла, обеспечивая возможность за счет этого эффективно удалять пузырьки с поверхности расплавленного стекла.
В подобном устройстве вакуумной дегазации необходимо, чтобы материал, образующий канал для расплавленного стекла, такой как камера вакуумной дегазации, восходящая труба или нисходящая труба, который составляет канал для расплавленного стекла, обладал превосходной жаропрочностью и антикоррозийной стойкостью к расплавленному стеклу. В качестве материала, удовлетворяющего данному требованию, используется платина или платиновый сплав, такой как платиново-родиевый сплав, или огнеупорный кирпич, такой как электроплавленный литой кирпич.
Данные материалы представляют собой материалы, превосходные по жаропрочности и антикоррозийной стойкости к расплавленному стеклу, но в каждом случае, когда канал для расплавленного стекла изготавливают из огнеупорных кирпичей, платины или платинового сплава, на поверхности раздела между поверхностью стенки канала и расплавленным стеклом могут образовываться пузырьки. Когда подобное образование пузырьков на поверхности раздела между поверхностью стенки канала и расплавленным стеклом происходит в камере вакуумной дегазации (особенно на нижерасположенной стороне камеры вакуумной дегазации) или в нисходящей трубе, удалять пузырьки из расплавленного стекла трудно, что является причиной дефектов в стеклянных изделиях.
Как описано выше, для того чтобы удалять пузырьки в расплавленном стекле эффективно и надежно, необходим процесс роста пузырьков в расплавленном стекле и обеспечения перемещения вверх и разрушения пузырьков на поверхности расплавленного стекла. Для того чтобы проводить подобный процесс надежно и эффективно, необходимо поддерживать степень разрежения в камере вакуумной дегазации в пределах необходимого диапазона.
В способе вакуумной дегазации для расплавленного стекла, описанном в Патентном Документе 1, для того чтобы всегда поддерживать степень разрежения в камере вакуумной дегазации в пределах необходимого диапазона, предложено компенсировать степень разрежения в камере вакуумной дегазации в соответствии с изменением барометрического давления. Однако, когда степень разрежения в камере вакуумной дегазации компенсирована, уровень расплавленного стекла в камере вакуумной дегазации изменяется с нарушением действия вакуумной дегазации. Соответственно, в способе вакуумной дегазации для расплавленного стекла, описанном в Патентном Документе 1, когда степень разрежения в камере вакуумной дегазации компенсирована, предложено перемещать вверх и вниз положение камеры вакуумной дегазации для поддержания постоянного уровня расплавленного стекла в камере вакуумной дегазации.
В способе, описанном в Патентном Документе 1, в то время как уровень расплавленного стекла в камере вакуумной дегазации поддерживается постоянным, степень разрежения в камере вакуумной дегазации всегда поддерживается в пределах необходимого диапазона, посредством чего возможно поддерживать действие вакуумной дегазации всегда в оптимальном состоянии.
Однако невозможно перемещать вверх и вниз камеру для вакуумной дегазации в каждом устройстве вакуумной дегазации. Например, в случае использования камеры вакуумной дегазации большого размера для увеличения производительности дегазации расплавленного стекла, чрезвычайно сложно перемещать вверх и вниз подобную камеру для вакуумной дегазации в соответствии с компенсацией степени разрежения в камере вакуумной дегазации, и подобный способ является нецелесообразным.
Кроме того, в случае устройства вакуумной дегазации, имеющего конструкцию с прикреплением восходящей трубы и нисходящей трубы к впускной шахте и выпускной шахте соответственно, как, например, устройство вакуумной дегазации, описанное в Патентном Документе 2, невозможно перемещать камеру для вакуумной дегазации вверх и вниз.
В подобных случаях устройства вакуумной дегазации, имеющего камеру для вакуумной дегазации, которую нельзя перемещать вверх и вниз, когда степень разрежения в камере вакуумной дегазации компенсируют в соответствии с изменением барометрического давления, уровень расплавленного стекла в камере вакуумной дегазации изменяется с нарушением действия вакуумной дегазации. В частности, когда уровень расплавленного стекла в камере вакуумной дегазации поднимается, расстояние от дна камеры вакуумной дегазации до уровня расплавленного стекла увеличивается, что препятствует перемещению вверх пузырьков, находящихся поблизости от дна камеры вакуумной дегазации, и уменьшает действие вакуумной дегазации. Когда камеру для вакуумной дегазации нельзя передвигать вверх и вниз, трудно регулировать давление на дне, поскольку оно определяется глубиной дна от уровня расплавленного стекла в камере вакуумной дегазации.
Патентный Документ 1: JP-A-2006-306662
Патентный Документ 2: JP-A-2000-7344
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, КОТОРЫЕ НЕОБХОДИМО РЕШИТЬ ПОСРЕДСТВОМ ИЗОБРЕТЕНИЯ
Для того чтобы решить упомянутые выше проблемы общепринятых технологий, целью настоящего изобретения является создание устройства вакуумной дегазации для расплавленного стекла и способа вакуумной дегазации для расплавленного стекла, которые могут устранить образование пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла, такого как камера вакуумной дегазации, восходящая труба или нисходящая труба, составляющие устройство вакуумной дегазации, которые могут устранить влияние понижения действия вакуумной дегазации, вследствие поднятия уровня расплавленного стекла в камере вакуумной дегазации, и которые могут устойчиво за счет этого демонстрировать действие вакуумной дегазации.
СРЕДСТВО ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
Для того чтобы достигнуть упомянутой выше цели, согласно настоящему изобретению создано устройство вакуумной дегазации для расплавленного стекла, содержащее восходящую трубу, камеру вакуумной дегазации, нисходящую трубу, впускную шахту для подачи расплавленного стекла в восходящую трубу и выпускную шахту для приема расплавленного стекла из нисходящей трубы, при этом устройство вакуумной дегазации для расплавленного стекла дополнительно содержит отделяющий механизм для отделения части расплавленного стекла, движущегося из нисходящей трубы в выпускную шахту и возвращающую трубу для возврата расплавленного стекла, отделяемого с помощью отделяющего механизма во впускную шахту (далее в настоящей заявке, называемое «устройство вакуумной дегазации настоящего изобретения»).
Первый вариант осуществления устройства вакуумной дегазации настоящего изобретения состоит в том, что выпускная шахта содержит боковой участок, имеющий отверстие, образующее конец возвращающей трубы,
с выпускным концом нисходящей трубы соединена конструкция канала для расплавленного стекла, содержащая полую трубу, изготовленную из платины или платинового сплава, часть которой функционирует в качестве отделяющего механизма, причем
конструкция канала имеет двухтрубную конструкцию, содержащую внутреннюю трубу и наружную трубу, образованные, по меньшей мере, в боковом участке выпускного конца конструкции канала,
внутренняя труба имеет впускной конец и выпускной конец, которые являются открытыми концами,
наружная труба имеет впускной конец, который является открытым концом, и выпускной конец, который является закрытым концом, при этом внутренняя труба проникает через часть закрытого конца, а
со стороны выпускного конца наружной трубы выполнено отверстие в положении, обращенном к отверстию, выполненному в боковом участке выпускной шахты.
Второй вариант осуществления устройства вакуумной дегазации настоящего изобретения состоит в том, что в боковом участке выпускной шахты выполнено отверстие, образующее конец возвращающей трубы,
нисходящая труба имеет конструкцию канала для расплавленного стекла, содержащую полую трубу, изготовленную из платины или платинового сплава и имеющую часть, функционирующую в качестве отделяющего механизма,
конструкция канала имеет двухтрубную конструкцию, содержащую внутреннюю трубу и наружную трубу, сформированные, по меньшей мере, в выпускном конце конструкции канала,
внутренняя труба имеет впускной конец и выпускной конец, которые являются открытыми концами,
наружная труба имеет впускной конец, который является открытым концом, и выпускной конец, который является закрытым концом, при этом внутренняя труба проникает через часть закрытого конца, а
со стороны выпускного конца наружной трубы выполнено отверстие в положении, обращенном к отверстию, выполненному в боковом участке выпускной шахты.
В первом и втором вариантах осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что внутренняя труба выступает из закрытого конца наружной трубы на выпускном конце конструкции канала.
В первом и втором вариантах осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что расстояние Lin (мм) от впускного конца внутренней трубы до верхнего конца отверстия, выполненного со стороны выпускного конца наружной трубы, и внутренний диаметр Din (мм) внутренней трубы, удовлетворяют отношению, выраженному следующей формулой:
Lin≥Din/2.
В первом и втором вариантах осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что разница Dout-in (мм) между внутренним диаметром наружной трубы и наружным диаметром внутренней трубы и внутренний диаметр Din (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
Dout-in/2≥0,02×Din.
В первом и втором вариантах осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что расстояние Lin (мм) от впускного конца внутренней трубы до верхнего конца отверстия, выполненного в выпускном конце наружной трубы, и разница Dout-in (мм) между внутренним диаметром наружной трубы и наружным диаметром внутренней трубы удовлетворяет отношению, выраженному следующей формулой:
Lin≥(Dout-in/2)×3.
В первом и втором вариантах осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что разница площадей поперечного сечения Sout-in (мм2), полученная посредством вычитания площади поперечного сечения протока во внутренней трубе из площади поперечного сечения протока в наружной трубе, и площадь поперечного сечения Sin (мм2) протока во внутренней трубе удовлетворяют отношению, выраженному следующей формулой:
Sout-in≤Sin.
В первом и втором вариантах осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что площадь S (мм2) отверстия, выполненного в выпускном конце наружной трубы, и внутренний диаметр Dout (мм) наружной трубы удовлетворяют отношению, выраженному следующей формулой:
S≥9×Dout.
В первом и втором вариантах осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что верхний конец отверстия, имеющегося в выпускном конце наружной трубы, расположен в положении ниже на 0-500 мм, чем верхний конец отверстия, имеющегося в боковом участке выпускной шахты.
Третий вариант осуществления устройства вакуумной дегазации настоящего изобретения состоит в том, что нисходящая труба и выпускная шахта соединены с возможностью сообщаться друг с другом, выпускная шахта имеет двухтрубную конструкцию, содержащую основной корпус шахты, являющийся наружной трубой, и внутреннюю трубу, расположенную внутри основного корпуса шахты и проходящую в выпускном направлении, причем в основном корпусе шахты имеется отверстие, образующее конец возвращающей трубы, а двухтрубная конструкция функционирует в качестве отделяющего механизма.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что внутренний диаметр D1 (мм) нисходящей трубы и наружный диаметр D2 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
D1>D2.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что разница ∆D (мм) между внутренним диаметром нисходящей трубы и наружным диаметром внутренней трубы и внутренний диаметр D3 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
∆D≥0,04×D3.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что разница площадей поперечного сечения ∆S (мм2), полученная посредством вычитания площади поперечного сечения протока во внутренней трубе из площади поперечного сечения протока в нисходящей трубе, и площадь поперечного сечения S1 (мм2) протока во внутренней трубе удовлетворяют отношению, выраженному следующей формулой:
∆S≤S1.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что нисходящая труба и внутренняя труба частично перекрывают друг друга, а длина L (мм) участка, где они перекрываются, и наружный диаметр D2 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
L≤5×D2.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что расстояние d (мм) между выпускным концом нисходящей трубы и впускным концом внутренней трубы и наружный диаметр D2 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
0,5×D2≤d≤5×D2.
Четвертый вариант осуществления устройства вакуумной дегазации настоящего изобретения состоит в том, что отверстие возвращающей трубы, открывающееся в выпускной шахте, удовлетворяет следующим условиям (1) и (2), при этом отверстие функционирует в качестве отделяющего механизма:
(1) отверстие пересекает часть воображаемой области, полученной за счет продления в воображении нисходящей трубы в выпускном направлении; и
(2) отверстие не пересекает воображаемую линию, полученную за счет воображаемого продления центральной оси нисходящей трубы в выпускном направлении.
В четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что минимальное расстояние dmin (мм) между возвращающей трубой и воображаемой линией и радиус Ddown (мм) нисходящей трубы удовлетворяют отношению, выраженному следующей формулой:
0<dmin<Ddown.
В четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что угол α (градусы) между отверстием и воображаемой линией удовлетворяют отношению, выраженному следующей формулой:
10≤α≤80.
В четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что высота нижней поверхности выпускной шахты отличается от высоты нижней поверхности возвращающей трубы в области отверстия.
В четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что нижняя поверхность выпускной шахты и нижняя поверхность возвращающей трубы, которые имеют разные высоты, соединены посредством наклонной конструкции, имеющей угол от 5 до 60°.
В четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительным является то, что площадь отверстия приблизительно равна площади поперечного сечения возвращающей трубы.
Предпочтительно устройство вакуумной дегазации для расплавленного стекла настоящего изобретения дополнительно содержит насосное средство для регулирования потока расплавленного стекла в возвращающей трубе.
Предпочтительно устройство вакуумной дегазации для расплавленного стекла настоящего изобретения дополнительно содержит средство нагревания расплавленного стекла, проходящего через возвращающую трубу.
Предпочтительно устройство вакуумной дегазации для расплавленного стекла настоящего изобретения дополнительно содержит средство перемешивания расплавленного стекла, проходящего через возвращающую трубу.
Кроме того, настоящее изобретение предоставляет способ вакуумной дегазации расплавленного стекла, который представляет собой способ вакуумной дегазации расплавленного стекла за счет обеспечения прохождения расплавленного стекла через камеру вакуумной дегазации, внутри которой поддерживается состояние разрежения, причем согласно способу отделяют часть расплавленного стекла, вытекающего из камеры вакуумной дегазации, и возвращают отделяемое расплавленное стекло снова в камеру вакуумной дегазации (далее в данной заявке называемый «способ вакуумной дегазации настоящего изобретения»).
В способе вакуумной дегазации настоящего изобретения предпочтительно, количество отделяемого расплавленного стекла составляет, по меньшей мере, 0,1% и самое большее 10% от количества расплавленного стекла, проходящего через камеру вакуумной дегазации.
В способе вакуумной дегазации настоящего изобретения предпочтительно, что количество отделяемого расплавленного стекла составляет, по меньшей мере, 1% и самое большее 5% от количества расплавленного стекла, проходящего через камеру вакуумной дегазации.
В способе вакуумной дегазации настоящего изобретения предпочтительно, что отношение количества отделяемого расплавленного стекла к количеству расплавленного стекла, проходящего через камеру вакуумной дегазации, изменяется в то время, как расплавленное стекло проходит через камеру вакуумной дегазации.
В способе вакуумной дегазации настоящего изобретения предпочтительно, что отделяемое расплавленное стекло нагревают перед его возвращением в камеру вакуумной дегазации.
В способе вакуумной дегазации настоящего изобретения предпочтительно, что отделяемое расплавленное стекло перемешивают перед его возвращением в камеру вакуумной дегазации.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В способе вакуумной дегазации настоящего изобретения часть расплавленного стекла, вытекающего из камеры вакуумной дегазации, который представляет собой конкретно пограничный ламинарный поток, содержащий в себе многочисленные пузырьки, обусловленные образованием пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла или обусловленные понижением действия вакуумной дегазации вследствие повышения уровня расплавленного стекла в камере вакуумной дегазации, отделяют от основного потока расплавленного стекла и возвращают в камеру вакуумной дегазации, с целью снова подвергнуть воздействию вакуумной дегазации. С помощью данного способа возможно остановить образование пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла или повлиять на понижение действия вакуумной дегазации вследствие повышения уровня расплавленного стекла в камере вакуумной дегазации для стабилизации посредством этого действия вакуумной дегазации. С помощью данного способа возможно получать стеклянные изделия высокого качества, имеющие минимум дефектов.
Более того, расплавленное стекло, отделяемое от основного потока и возвращаемое в камеру вакуумной дегазации, составляет нижний слой, а расплавленное стекло, вновь поступающее из плавильной камеры, составляет верхний слой, посредством чего считается, что в камере вакуумной дегазации формируется два слоя. Образование подобного двухслойного потока уменьшает виртуальную глубину расплавленного стекла, вновь поступающего из плавильной камеры в камеру вакуумной дегазации. Это улучшает действие вакуумной дегазации.
Кроме того, до сих пор описанное выше расплавленное стекло, заключающее в себе пузырьки, отбраковывалось после вакуумной дегазации. Однако в способе вакуумной дегазации настоящего изобретения, поскольку вакуумную дегазацию выполняют снова, как описано выше, количество расплавленного стекла, подлежащее отбраковыванию, уменьшается, а выход продукции увеличивается.
Устройство вакуумной дегазации настоящего изобретения имеет отделяющий механизм для отделения части расплавленного стекла, двигающегося из нисходящей трубы в выпускную шахту, и возвращающую трубу для возврата расплавленного стекла, отделяемого посредством отделяющего механизма, во впускную шахту для того, чтобы эффективно отделять пограничный ламинарный слой, содержащий в себе многочисленные пузырьки, от расплавленного стекла, вытекающего из камеры вакуумной дегазации. Соответственно, устройство вакуумной дегазации подходит для осуществления способа вакуумной дегазации настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 представляет собой изображение поперечного сечения первого варианта осуществления устройства вакуумной дегазации настоящего изобретения.
Фиг. 2 представляет собой частичное увеличенное изображение, показывающее сторону нижнего конца (выпускного конца) удлиняющей трубы 8 и ее окружающее пространство устройства 1 вакуумной дегазации, показанного на Фиг. 1.
Фиг. 3 представляет собой изображение, аналогичное Фиг. 2, которое дополнительно показывает размеры конкретных участков удлиняющей трубы 8.
Фиг. 4 представляет собой изображение поперечного сечения варианта осуществления удлиняющей трубы, в котором форма закрытого конца наружной трубы отличается от формы удлиняющей трубы 8 Фиг. 2.
Фиг. 5 представляет собой изображение поперечного сечения, показывающее еще один вариант осуществления удлиняющей трубы, в котором форма внутренней трубы отличается от форм удлиняющих труб 8, 8', показанных на Фиг. 2-4.
Фиг. 6 представляет собой изображение поперечного сечения, показывающее еще один вариант осуществления удлиняющей трубы.
Фиг. 7 представляет собой изображение поперечного сечения, показывающее третий вариант осуществления устройства вакуумной дегазации настоящего изобретения.
Фиг. 8 представляет собой частичное увеличенное изображение, показывающее выпускную шахту 15 и его окружающее пространство устройства вакуумной дегазации 1', показанного на Фиг. 7.
Фиг. 9 представляет собой изображение, аналогичное Фиг. 8, которое демонстрирует обозначения, показывающие размеры конкретных участков на Фигуре.
Фиг. 10 представляет собой увеличенное изображение поперечного сечения, показывающее выпускную шахту и окружающее ее пространство еще одного примера третьего варианта осуществления устройства вакуумной дегазации настоящего изобретения, в котором отношение между удлиняющей трубой и внутренней трубой отличается от отношения в конструкции, показанной на Фиг. 9.
Фиг. 11 представляет собой изображение, аналогичное Фиг. 10, на котором форма верхнего конца (впускного конца) внутренней трубы отличается от формы Фиг. 10.
Фиг. 12 представляет собой изображение поперечного сечения, показывающее четвертый вариант осуществления устройства вакуумной дегазации настоящего изобретения.
Фиг. 13 представляет собой частичное увеличенное изображение, показывающее выпускную шахту и окружающее ее пространство устройства вакуумной дегазации 1'', показанного на Фиг. 12.
Фиг. 14 представляет собой частичное увеличенное изображение, показывающее выпускную шахту и окружающее ее пространство еще одного примера четвертого варианта осуществления устройства вакуумной дегазации настоящего изобретения.
ПОЯСНЕНИЕ ОБОЗНАЧЕНИЙ
1, 1', 1'': устройство вакуумной дегазации
2: вакуумный кожух
3: камера вакуумной дегазации
4, 4': восходящая труба
5, 5': нисходящая труба
6: теплоизолятор
7: удлиняющая труба (сторона восходящей трубы)
8, 8', 14, 14': удлиняющая труба (сторона нисходящей трубы)
81, 81', 81'', 81''': внутренняя труба
82, 82', 82'', 82''': наружная труба
83, 83', 83'', 83''': отверстие
9, 19: выпускная шахта
10, 15, 15', 20: выпускная шахта
11: возвращающая труба
12: насосное средство
13: перемешивающее средство
18: участок с расширяющимся диаметром
22: отверстие
23: воображаемая область
24: воображаемая линия
100: плавильная камера
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Теперь настоящее изобретение будет описано со ссылкой на чертежи. Фиг. 1 представляет собой изображение поперечного сечения первого варианта осуществления устройства вакуумной дегазации настоящего изобретения. Устройство вакуумной дегазации, показанное на Фиг. 1, используется для процесса вакуумной дегазации расплавленного стекла G в плавильной камере 100 и непрерывной подачи расплавленного стекла G в камеру последующей обработки (не показанную).
Устройство вакуумной дегазации 1 имеет вакуумный кожух, изготовленный из металла, такого как нержавеющая сталь, внутри которого во время работы поддерживается состояние разрежения. Внутри вакуумного кожуха 2 заключена камера 3 вакуумной дегазации и расположена таким образом, что ее продольная ось проходит в горизонтальном направлении. К нижней поверхности конца камеры 3 вакуумной дегазации прикреплена восходящая труба 4, проходящая в вертикальном направлении, а к нижней поверхности другого конца прикреплена нисходящая труба 5.
В устройстве 1 вакуумной дегазации каждая из камеры 3 вакуумной дегазации, восходящей трубы 4 и нисходящей трубы 5 представляет собой полую трубу, изготовленную из огнеупорных кирпичей, таких как электроплавленные литые кирпичи, платины или платинового сплава.
Камера 3 вакуумной дегазации предпочтительно представляет собой полую трубу, изготовленную из огнеупорных кирпичей, которая имеет прямоугольное внешнее поперечное сечение, и внутренняя форма, формирующая проток для расплавленного стекла, предпочтительно имеет прямоугольное поперечное сечение.
Каждая из восходящей трубы 4 и нисходящей трубы 5 представляет собой полую трубу, изготовленную из огнеупорных кирпичей, которые имеют круглое поперечное сечение или многоугольное поперечное сечение, включая прямоугольник в качестве внешней формы, и внутренняя форма, формирующая проток для расплавленного стекла, предпочтительно имеет круглое поперечное сечение.
С другой стороны, когда камера 3 вакуумной дегазации представляет собой полую трубу, изготовленную из платины или платинового сплава, форма внутреннего поперечного сечения, формирующая проток для расплавленного стекла в камере 3 вакуумной дегазации, предпочтительно имеет круглую или эллиптическую форму.
Когда каждая из восходящей трубы и нисходящей трубы является полой трубой, изготовленной из платины или платинового сплава, форма внутреннего поперечного сечения, формирующая проток для расплавленного стекла, в каждой из восходящей трубы 4 и нисходящей трубы 5 предпочтительно имеет круглую или эллиптическую форму.
Размеры составных элементов устройства вакуумной дегазации могут быть выбраны подходящим образом в зависимости от устройства вакуумной дегазации, подлежащего использованию. В случае камеры 3 вакуумной дегазации, показанной на Фиг. 1, размеры, например, являются следующими.
Длина в горизонтальном направлении составляет от 1 до 30 м, предпочтительно от 1 до 25 м, более предпочтительно от 1 до 20 м. Ширина формы внутреннего поперечного сечения составляет от 0,2 до 10 м, предпочтительно от 0,2 до 7 м, более предпочтительно от 0,2 до 5 м.
Кроме того, конкретный пример размеров восходящей трубы 4 и нисходящей трубы 5 изложен далее.
Длина составляет от 0,2 до 6 м, предпочтительно от 0,4 до 4 м.
Ширина формы внутреннего поперечного сечения составляет от 0,05 до 0,8 м, предпочтительно от 0,1 до 6 м.
К нижним концам (нижерасположенным концам) восходящей трубы 4 и нисходящей трубы 5 прикреплены соответствующие удлиняющие трубы 7 и 8. Каждая из удлиняющих труб 7 и 8 представляет собой полую цилиндрическую трубу, изготовленную из платины или платинового сплава.
Восходящая труба 4 сообщается с камерой 3 вакуумной дегазации и вводит расплавленное стекло G из плавильной камеры 100 в камеру 3 вакуумной дегазации. По этой причине нижний конец (выпускной конец) удлиняющей трубы 7, прикрепленный к восходящей трубе 4, вставляют в открывающийся конец впускной шахты 9 и погружают в расплавленное стекло G во впускной шахте 9.
Нисходящая труба 5 сообщается с камерой 3 вакуумной дегазации и выгружает дегазированное в вакууме расплавленное стекло G в камеру следующей обработки (не показанную). По этой причине нижний конец (выпускной конец) удлиняющей трубы 8, прикрепленный к нисходящей трубе 5, вставляют в открытый конец выпускной шахты 10 и погружают в расплавленное стекло G в выпускной шахте 10.
Впускную шахту 9 и выпускную шахту 10 изготавливают из огнеупорных кирпичей, платины или платинового сплава. Когда впускную шахту 9 и выпускную шахту 10 изготавливают из огнеупорных кирпичей, их формы поперечного сечения предпочтительно имеют многоугольную форму каждая, как, например, прямоугольную форму, или круглую или эллиптическую форму по причине легкости производства и предотвращения коррозии огнеупорных кирпичей и т.д. С другой стороны, когда впускную шахту 9 и выпускную шахту 10 изготавливают из платины или платинового сплава, их формы поперечного сечения предпочтительно имеют круглую или эллиптическую форму каждая по причине легкости производства и твердости при деформации и т.д.
Как описано более подробно ниже, удлиняющая труба 8, образующая конструкцию канала для расплавленного стекла, имеет сторону нижнего конца (выпускного конца), обладающую двухтрубной конструкцией, которая функционирует в качестве отделяющего механизма для отделения части расплавленного стекла G, двигающегося из нисходящей трубы 5 в выпускную шахту 10. Более конкретно, часть расплавленного стекла, заключающая в себе множество пузырьков, обусловленных образованием пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла или обусловленных понижением действия вакуумной дегазации вследствие повышения уровня расплавленного стекла в камере вакуумной дегазации, отделяется от основного потока расплавленного стекла G, двигающегося из нисходящей трубы 5 в выпускную шахту 10. Возвращающая труба для возврата расплавленного стекла, отделяемого с помощью отделяющего механизма, во впускную шахту 9 соединяет выпускную шахту 10 и впускную шахту 9.
Возвращающая труба 11 снабжена насосным средством 12 для регулирования потока расплавленного стекла в возвращающей трубе 11 и перемешивающим средством 13 для перемешивания расплавленного стекла, проходящего через возвращающую трубу 11. Однако насосное средство 12 и перемешивающее средство 13 не являются существенными составными элементами в первом варианте осуществления устройства вакуумной дегазации настоящего изобретения, и устройство 1 вакуумной дегазации может не иметь данных средств, поскольку устройство может демонстрировать предусмотренные функции без данных средств.
Фиг. 2 представляет собой частичное увеличенное изображение, показывающее сторону нижнего конца (выпускного конца) удлиняющей трубы 8 и ее окружающее пространство, устройства вакуумной дегазации, показанного на Фиг. 1.
Удлиняющая труба 8, показанная на Фиг. 2, имеет сторону нижнего конца (выпускного конца), обладающую двухтрубной конструкцией, содержащей внутреннюю трубу 81 и наружную трубу 82. Каждая из внутренней трубы 81 и наружной трубы 82 представляет собой полую цилиндрическую трубу, изготовленную из платины или платинового сплава. В данной заявке платиновый сплав может представлять собой, например, платиново-золотой сплав или платиново-родиевый сплав. «Платина и платиновый сплав» включает в себя укрепленную платину, образованную посредством диспергирования оксида металла в платину или платиновый сплав. Оксид металла, подлежащий диспергированию, представляет собой, например, оксид металла 3, 4 или 13 группы в периодической таблице, как, например, Al2O3, ZrO2 или Y2O3.
В удлиняющей трубе, показанной на Фиг. 2, внутренняя труба имеет верхний конец (впускной конец) и нижний конец (выпускной конец), которые представляют собой открытые концы.
Наружная труба 82 имеет верхний конец (впускной конец), являющийся открытым концом, и нижний конец (выпускной конец), являющийся закрытым концом. Внутренняя труба 81 проходит сквозь часть нижнего конца (выпускного конца) наружной трубы 82, являющегося закрытым концом, и нижний конец (выпускной конец) внутренней трубы 81 выступает из нижнего конца (выпускного конца) (закрытого конца) наружной трубы 82. В данном случае в удлиняющей трубе 8, показанной на Фиг. 2, нижний конец (выпускной конец) внутренней трубы 81 выступает из нижнего конца (выпускного конца) (закрытого конца) наружной трубы 82, но нижний конец (выпускной конец) внутренней трубы необязательно выступает из нижнего конца (выпускного конца) (закрытого конца) наружной трубы. В данном случае высота нижнего конца (выпускного конца) внутренней трубы равна высоте нижнего конца (выпускного конца) наружной трубы. Фраза «внутренняя труба 81 проходит сквозь часть нижнего конца (выпускного конца) наружной трубы 82, являющегося закрытым концом», означает, что часть нижнего конца (выпускного конца) наружной трубы 82, который представляет собой закрытый конец, снабжена отверстием, в которое вставлен нижний конец (выпускной конец) наружной трубы 81, который представляет собой открытый конец.
Боковая поверхность нижнего конца (выпускного конца) (закрытого конца) наружной трубы 82 снабжена отверстием 83. Более конкретно, боковая стенка на боковой поверхности нижнего конца (выпускного конца) (закрытого конца) наружной трубы 82 снабжена отверстием 83, имеющим удлиненную в поперечном направлении прямоугольную форму, чья сторона в продольном направлении наружной трубы 82 длиннее, чем ее сторона в периферийном направлении наружной трубы 82. На Фиг. 2 отверстие 83 расположено приблизительно на той же самой высоте, что и высота отверстия возвращающей трубы 11, предоставленного в участке боковой поверхности (боковой стенке) выпускной шахты 10. В данной заявке отверстие 83 предпочтительно расположено приблизительно на той же самой высоте, что и высота отверстия возвращающей трубы 11, предоставленного в участке боковой поверхности (боковой стенке) выпускной шахты, или верхний конец (вышерасположенный боковой конец) отверстия 83 предпочтительно расположен в положении ниже, чем верхний конец (вышерасположенный боковой конец) отверстия возвращающей трубы 11.
Когда сторона нижнего конца (выпускного конца) удлиняющей трубы 8 имеет двухтрубную конструкцию, двухтрубная конструкция функционирует в качестве отделяющего механизма для отделения от основного потока расплавленного стекла G, двигающегося из нисходящей трубы 5 в выпускную шахту 10, части, заключающей в себе множество пузырьков вследствие образования пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла или обусловленных понижением действия вакуумной дегазации вследствие поднятия уровня расплавленного стекла в камере вакуумной дегазации. Причина, по которой удлиняющая труба 8 функционирует в качестве отделяющего механизма, будет описана далее.
Как описано выше, одна причина, почему пузырьки в расплавленном стекле увеличиваются, несмотря на вакуумную дегазацию, состоит в образовании пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла. Пузырьки, образующиеся на поверхности раздела между расплавленным стеклом и поверхностью стенки расплавленного стекла, не равномерно рассредоточены в расплавленном стекле, но они текут в пограничном ламинарном потоке, имеющем определенную толщину вдоль поверхности стенки канала, например в пограничном ламинарном потоке, имеющем толщину от приблизительно 10 до 50 мм.
Кроме того, другая причина, почему пузырьки в расплавленном стекле увеличиваются, состоит в том, что, когда уровень расплавленного стекла в камере вакуумной дегазации поднимается, действие вакуумной дегазации уменьшается с предотвращением перемещения вверх пузырьков, присутствующих в области нижней поверхности камеры вакуумной дегазации. Подобные пузырьки, присутствующие в области рядом с нижней поверхностью камеры 3 вакуумной дегазации, вытекают из камеры 3 вакуумной дегазации с достижением нисходящей трубы 5 (в дополнение к удлиняющей трубе 8), и они текут в пограничном ламинарном потоке, имеющем толщину, равную, например, приблизительно 3-5 мм, образованном вдоль поверхности стенки нисходящей трубы 5 (в дополнение к удлиняющей трубе 8), более конкретно вдоль поверхности стенки на боковой поверхности трубы, рядом с впускной стороной в горизонтальном направлении потока расплавленного стекла в камере вакуумной дегазации (далее в данной заявке называемой «впускная сторона в горизонтальном направлении»).
Далее в данном описании «пограничный ламинарный поток» включает пограничный ламинарный поток, обусловленный образованием пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла, и пограничный ламинарный поток, обусловленный уменьшением дегазирующего действия вследствие повышения уровня расплавленного стекла в камере вакуумной дегазации.
Когда поток расплавленного стекла, содержащий в себе подобный пограничный ламинарный поток, достигает двухтрубной конструкции удлиняющей трубы, показанной на Фиг. 2, пограничный ламинарный поток, заключающий в себе многочисленные пузырьки, движется в участок зазора (далее в данной заявке называемый также «участок зазора двухтрубной конструкции») между наружной стенкой внутренней трубы 81 и внутренней стенкой наружной трубы 82. Между тем, расплавленное стекло основного потока, не являющегося пограничным ламинарным потоком (далее в данной заявке называемого «основной поток»), движется в зазор внутри внутренней трубы 81 (далее в данной заявке называемый «внутри внутренней трубы 81»). Соответственно, пограничный ламинарный поток физически отделен от основного потока. В данном случае основной поток означает поток расплавленного стекла, в котором пузырьки удалены в достаточной степени посредством вакуумной дегазации, который в итоге можно использовать в качестве продукции.
Основной поток, движущийся внутри внутренней трубы 81, движется в направлении стрелки А на Фигуре. А именно, основной поток проходит через нижний конец (выпускной конец) (открытый конец) внутренней трубы 81 и движется в выпускном направлении в выпускную шахту 10. Между тем, пограничный ламинарный поток, движущийся в участке зазора двухтрубной конструкции, движется в направлении стрелки В на Фигуре. А именно, пограничный ламинарный поток вытекает через отверстие 83, предоставленное на боковой стенке наружной трубы 82, в выпускную шахту 10 и движется через отверстие, предоставленное в участке боковой поверхности (боковой стенке) выпускной шахты 10, в возвращающую трубу 11.
В результате в формирующее устройство подается только основной поток, из которого пузырьки удалены в достаточной степени посредством вакуумной дегазации.
С другой стороны, пограничный ламинарный поток, заключающий в себе многочисленные пузырьки, движется в возвращающей трубе 11 и направляется во впускную шахту 9. Пограничный ламинарный поток, который достиг впускной шахты 9, движется вверх в восходящую трубу 4 (более конкретно удлиняющую трубу 7 и восходящую трубу 4) вместе с расплавленным стеклом, вновь подаваемым из плавильной камеры 100, и направляется в камеру 3 вакуумной дегазации.
Таким образом, в устройстве вакуумной дегазации настоящего изобретения, поскольку пограничный ламинарный поток, заключающий в себе многочисленные пузырьки, направляется в камеру 3 вакуумной дегазации и снова подвергается вакуумной дегазации, возможно подавление воздействия образования пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла или понижение действия вакуумной дегазации вследствие поднятия уровня расплавленного стекла в камере вакуумной дегазации.
Более того, пограничный ламинарный поток, направляемый во впускную шахту 9, поднимается вдоль возвратной боковой поверхности восходящей трубы 4, когда он находится на уровне с расплавленным стеклом, подаваемым из плавильной камеры 100. Соответственно, считается, что в камере 3 вакуумной дегазации расплавленное стекло, отделяемое от основного потока и возвращаемое в камеру 3 вакуумной дегазации, составляет нижний поток, тогда как расплавленное стекло, вновь поступающее из плавильной камеры 100, составляет верхний поток с образованием двухслойного потока. Поскольку образуется подобный двухслойный поток, виртуальная глубина расплавленного стекла, вновь поступающего из плавильной камеры 100 в камеру 3 вакуумной дегазации, уменьшается. Соответственно, ожидается улучшение действия вакуумной дегазации.
В данной заявке описанный выше эффект, который может быть получен посредством отделения пограничного ламинарного потока, заключающего в себе многочисленные пузырьки, за счет отделяющего механизма и возврата его через возвращающую трубу в камеру вакуумной дегазации, также демонстрируется подобным образом в устройствах вакуумной дегазации второго и четвертого вариантов осуществления.
В первом варианте осуществления устройства вакуумной дегазации настоящего изобретения необходимо отметить следующие моменты для правильного отделения пограничного ламинарного потока от основного потока. Пожалуйста, обратитесь к Фиг. 3 для следующих моментов. В данной заявке Фиг. 3 является аналогичной Фиг. 2 за исключением того, что на Фиг. 3 добавлены обозначения, показывающие размеры участков.
В удлиняющей трубе 8, показанной на Фиг. 3, для того чтобы предотвратить сливание снова пограничного ламинарного потока (изображенного на Фиг. 2 стрелкой В) из отверстия 83 с основным потоком расплавленного стекла (изображенного на Фиг. 2 стрелкой А) из внутренней трубы 81, внутренняя труба 83, показанная на Фиг. 3, предпочтительно выступает из нижнего конца (выпускного конца) (закрытого конца) наружной трубы 82.
Хотя ситуация зависит от положения и формы отверстия 83, предоставленного в боковой стенке наружной трубы 82, если расстояние между отверстием 83, являющимся выпуском пограничного ламинарного потока, и нижним концом (выпускным концом) внутренней трубы 81, являющимся выпуском основного потока, маленькое, пограничный ламинарный поток и основной поток, которые разделены двухтрубным механизмом, могут снова слиться. Когда внутренняя труба 81 выступает из нижнего конца (выпускного конца) (закрытого конца) наружной трубы 82, нижний конец (выпускной конец) внутренней трубы 81 достаточно отделен от отверстия 83. Соответственно, не существует риска, что пограничный ламинарный поток снова сольется с основным потоком и есть возможность надежно разделить данные потоки.
Для того чтобы надежно отделить пограничный ламинарный поток от основного потока, расстояние Lexit от нижнего конца (нижерасположенной стороны) отверстия 83 до нижнего конца (выпускного конца) внутренней трубы 81 составляет предпочтительно от 10 до 200 мм.
Для того чтобы физически отделить пограничный ламинарный поток от основного потока, расстояние Lin (мм) от верхнего конца (впускного конца) внутренней трубы 81 до верхнего конца (вышерасположенного бокового конца) отверстия 83 и внутренний диаметр Din (мм) внутренней трубы 81 предпочтительно удовлетворяет отношению, выраженному следующей формулой (1).
Lin≥Din/2. (1)
(1)
Когда Lin и Din удовлетворяют отношению, выраженному приведенной выше формулой (1), длина двухтрубной конструкции от отверстия 83, более конкретно длина участка зазора в двухтрубной конструкции от отверстия 83, достаточна для физического отделения пограничного ламинарного потока от основного потока.
Din изменяется в зависимости от размера устройства вакуумной дегазации, в частности от скорости потока (т/день) расплавленного стекла, проходящего через устройство, но, как правило, он составляет от 50 до 900 мм, более предпочтительно от 100 до 700 мм. Lin составляет предпочтительно, по меньшей мере, 50 мм, более предпочтительно, по меньшей мере, 100 мм, особенно предпочтительно, по меньшей мере, 200 мм и самое большее 1500 мм. В данном случае удлиняющая труба 8 может иметь двухтрубную конструкцию по всей длине, при условии, что нет проблем со стоимостью. С другой стороны, если Lin составляет 50 мм или меньше, расстояние до отверстия 83 становится недостаточным и отделение пограничного ламинарного потока от основного потока может стать неудовлетворительным.
В первом варианте осуществления устройства вакуумной дегазации настоящего изобретения Lin (мм) и Din (мм) предпочтительно удовлетворяет отношению, выраженному следующей формулой (2), более предпочтительно удовлетворяет отношению, выраженному следующей формулой (3)
Lin≥1,0×Din, (2)
1,0×Din≤Lin≤4×Din.(3)
В устройстве 1 вакуумной дегазации, показанном на Фиг. 1, длина всей удлиняющей трубы 8, включая участок, не являющийся двухтрубной конструкцией, составляет, как правило, от 100 до 3000 мм, более предпочтительно от 200 до 1500 мм. В устройстве 1 вакуумной дегазации, имеющем конструкцию, показанную на Фиг. 1, для того чтобы регулировать уровень расплавленного стекла G в камере 3 вакуумной дегазации, необходимо перемещать вверх и вниз камеру 3 вакуумной дегазации максимально приблизительно на 600 мм. В то же время необходимо, чтобы передний край удлиняющей трубы 8 был всегда погружен в расплавленное стекло G в выпускной шахте 10. Когда длина всей удлиняющей трубы 8 находится в пределах упомянутого выше диапазона, даже если камеру 3 вакуумной дегазации перемещают вверх и вниз в максимальном диапазоне, передняя кромка удлиняющей трубы 8 всегда погружена в расплавленное стекло G в выпускной шахте 10.
Для того чтобы физически отделить пограничный ламинарный поток от основного потока, разница Dout-in (мм) между внутренним диаметром наружной трубы 82 и наружным диаметром внутренней трубы 81 предпочтительно удовлетворяет отношению, выраженному следующей формулой (4), с внутренним диаметром Din (мм) внутренней трубы 81. В данном случае Dout-in/2 соответствует ширине участка зазора двухтрубной конструкции
Dout-in/2≥0,02×Din.(4)
Когда Dout-in и Din удовлетворяют отношению, выраженному следующей формулой (4), ширина участка зазора двухтрубной конструкции достаточна для физического отделения пограничного ламинарного потока от основного потока.
Толщина пограничного ламинарного потока немного изменяется в зависимости от температуры или вязкости расплавленного стекла или материала, составляющего проток и т.д., и, как правило, составляет от 3 до 5 мм. Для того чтобы предотвратить перетекание подобного пограничного ламинарного потока в основной поток необходимо указанное выше соотношение.
Dout-in/2 конкретно составляет предпочтительно, по меньшей мере, 5 мм, более предпочтительно, по меньшей мере, 10 мм, особенно предпочтительно самое большее 100 мм. Если Dout-in/2 превышает 100 мм, ширина участка зазора двухтрубной конструкции становится очень большой по отношению к толщине пограничного ламинарного потока, и, соответственно, количество расплавленного стекла, отделяемого от основного потока и перемещаемого в участок зазора двухтрубной конструкции, увеличивается, понижая выход продукции стекла, что не является предпочтительным.
В удлиняющей трубе 8, показанной на Фиг. 2, предпочтительно, что только пограничный ламинарный поток отделяется для движения в участок зазора двухтрубной конструкции, и для того чтобы этого достигнуть, идеально обеспечить ширину участка зазора двухтрубной конструкции, равную, по существу, толщине пограничного ламинарного потока. Однако толщина пограничного ламинарного потока во время проведения вакуумной дегазации не всегда постоянна и может варьировать. Соответственно, для того чтобы надежно отделять пограничный ламинарный поток для передвижения в участок зазора двухтрубной конструкции, ширина участка зазора двухтрубной конструкции предпочтительно больше, чем толщина пограничного ламинарного потока в определенной степени. В данном случае часть основного потока также отделяется с передвижением в участок зазора двухтрубной конструкции.
Соответственно, если ширина участка зазора двухтрубной конструкции очень большая по сравнению с толщиной пограничного ламинарного потока, величина основного потока, отделяемого для передвижения в участок зазора двухтрубной конструкции, увеличивается с понижением выхода продукции стекла, что не является предпочтительным.
В первом варианте осуществления устройства вакуумной дегазации настоящего изобретения Dout-in (мм) и Din (мм) предпочтительно удовлетворяет отношению, выраженному следующей формулой (5), более предпочтительно удовлетворяет отношению, выраженному следующей формулой (6)
Dout-in/2≥0,04×Din,(5)
0,04×Din≤Dout-in/2≤0,25×Din.(6)
В данной заявке Din составляет, как правило, от 50 до 900 мм, как описано выше, более предпочтительно от 100 до 700 мм. Толщина стенок внутренней трубы 81 и наружной трубы 82, которые необходимо использовать для конструкции канала расплавленного стекла и изготавливать из платины или платинового сплава, предпочтительно составляет от 0,4 до 6 мм каждой, более предпочтительно от 0,8 до 4 мм.
По упомянутым выше причинам наружный диаметр внутренней трубы 81 составляет предпочтительно от 55 до 905 мм, более предпочтительно от 105 до 705 мм. Наружный диаметр наружной трубы 82 составляет предпочтительно от 70 до 1200 мм, более предпочтительно от 100 до 1000 мм.
Кроме того, чтобы физически отделить пограничный ламинарный поток от основного потока, расстояние Lin (мм) от верхнего конца (впускного конца) внутренней трубы 81 до верхнего конца (вышерасположенного бокового конца) отверстия 83 и расстояние Dout-in (мм) между внутренним диаметром наружной трубы 82 и наружным диаметром внутренней трубы 81 предпочтительно удовлетворяет отношению, выраженному следующей формулой (7)
Lin≥(Dout-in/2)×3.(7)
Когда Lin и Dout-in удовлетворяет указанному выше отношению, длина Lin участка зазора двухтрубной конструкции от отверстия 83 относительно ширины (Dout-in/2) участка зазора двухтрубной конструкции достаточна для физического отделения пограничного ламинарного потока от основного потока.
Кроме того, Dout-in×20≥Lin предпочтительно удовлетворительно.
Кроме того, для того чтобы физически отделить пограничный ламинарный поток от основного потока, разница площадей поперечного сечения Sout-in (мм2), полученная посредством вычитания площади поперечного сечения протока во внутренней трубе 81 из площади поперечного сечения протока в наружной трубе 82, и площадь поперечного сечения Sin (мм2) внутренней трубы 81 предпочтительно удовлетворяют отношению, выраженному следующей формулой (8)
Sout-in≤Sin.(8)
В данной заявке площади поперечного сечения протоков в наружной трубе 82 и внутренней трубе 81 означают площади поперечного сечения, перпендикулярные продольным направлениям протоков в наружной трубе 82 и внутренней трубе 81. Когда Sout-in и Sin удовлетворяет отношению, выраженному следующей формулой (8), ширина участка зазора двухтрубной конструкции не становится очень большой относительно толщины пограничного ламинарного потока, и, соответственно, количество расплавленного стекла в основном потоке, отделяемое для движения в участок зазора двухтрубной конструкции, не увеличивается. Соответственно, выход производства стекла не уменьшается.
В первом варианте осуществления устройства вакуумной дегазации настоящего изобретения Sout-in (мм2) и Sin (мм2) предпочтительно удовлетворяют отношению, выраженному следующей формулой (9), более предпочтительно удовлетворяет отношению, выраженному следующей формулой (10)
Sout-in≤0,90×Sin,(9)
Sout-in≤0,80×Sin.(10)
Кроме того, 0,50×Sin≤Sout-in предпочтительно удовлетворительно.
Кроме того, для того чтобы физически отделить пограничный ламинарный поток от основного потока, площадь S83 (мм2) отверстия 83 и внутренний диаметр Dout (мм) наружной трубы 82 предпочтительно удовлетворяет отношению, выраженному следующей формулой (11).
S83≥9×Dout.(11)
В данной заявке площадь S83 отверстия 83 представляет собой площадь проекции отверстия 83 на плоскости. Когда S83 и Dout удовлетворяют отношению, выраженному приведенной выше формулой (11), отверстие 83 достаточно большое для вытекания расплавленного стекла, проходящего участок зазора между наружной трубой 82 и внутренней трубой 81, и, соответственно, гидравлическое сопротивление пограничного ламинарного потока значительно не увеличивается, когда он проходит через отверстие 83. Если отверстие 83 чрезвычайно маленькое, гидравлическое сопротивление пограничного ламинарного потока значительно увеличивается, когда он проходит через отверстие 83. В результате между пограничным ламинарным потоком, передвигающимся через участок зазора двухтрубной конструкции, и основным потоком, двигающимся внутри внутренней трубы 81, возникает значительная разница текучести с понижением эффекта отделения пограничного ламинарного потока от основного потока. В данном случае указанная выше формула (11) представляет собой формулу, выведенную с точки зрения, что потоку расплавленного стекла, равному, по меньшей мере, 3 мм, нужно будет вытекать через отверстие, когда толщина пограничного ламинарного потока составляет 3 мм.
В первом варианте осуществления устройства вакуумной дегазации настоящего изобретения S83 (мм2) и Dout предпочтительно удовлетворяют отношению, выраженному следующей формулой (12), более предпочтительно удовлетворяют отношению, выраженному следующей формулой (13)
S83≥12×Dout,(12)
20×Dout≤S83≤90×Dout.(13)
Когда S83 больше, чем 90×Dout, размер отверстия 83 становится очень большим относительно внутреннего диаметра наружной трубы 82, и, соответственно, пограничный ламинарный поток, отделяемый с помощью двухтрубной конструкции, может снова сливаться с основным потоком.
В данной заявке, отверстие 83 предпочтительно предоставлено рядом с закрытым концом наружной трубы 82. В данном случае, окружающее пространство закрытого конца включает не только участок закрытого конца наружной трубы 82, но также участок боковой стенки наружной трубы 82 рядом с закрытым концом, как показано на Фиг. 2. «Участок, близкий к закрытому концу» в данной заявке означает участок наружной трубы 82 в пределах 200 мм от закрытого конца.
За счет предоставления отверстия 83 поблизости от закрытого конца возможно увеличить длину участка зазора двухтрубной конструкции для физического отделения пограничного ламинарного потока от основного потока.
Кроме того, количество отверстий 83 составляет не обязательно одно, но их может быть много. Когда число отверстий множественное, достаточно, чтобы, по меньшей мере, одно отверстие было расположено в положении в пределах 200 мм от закрытого конца наружной трубы 82.
Кроме того, когда отверстие 83 имеет прямоугольную форму, она предпочтительно представляет собой не прямоугольную форму, вытянутую в продольном направлении наружной трубы 82 (то есть вертикальную продольную прямоугольную форму), но прямоугольную форму, вытянутую в периферийном направлении наружной трубы 82 (то есть поперечную вытянутую продольную форму), по причине, что, когда пограничный ламинарный поток проходит через отверстие 83, гидравлическое сопротивление небольшое.
Форма отверстия 83 не ограничена прямоугольной формой, но оно может иметь различные формы. Например, оно может иметь квадратную, круглую или эллиптическую форму. Кроме того, оно может иметь многоугольную форму, такую как треугольную, пятиугольную, шестиугольную или восьмиугольную форму.
Длина отверстия 83 в периферийном направлении наружной трубы 82 (то есть ширина отверстия 83) предпочтительно меньше, чем ширина отверстия возвращающей трубы 11, предоставленной в участке боковой поверхности (боковой стенке) выпускной шахты 10. Если ширина отверстия 83 больше, чем ширина отверстия возвращающей трубы 11, пограничный ламинарный поток, отделенный посредством двухтрубной конструкции, может снова сливаться с основным потоком.
В данном случае отверстие 83 является шириной формы, получаемой за счет проекции отверстия 83 на плоскости.
Аналогичным образом, когда отверстие возвращающей трубы 11 имеет изогнутую плоскую форму, ширина отверстия возвращающей трубы 11 является шириной формы, получаемой за счет проекции отверстия 83 на плоскости.
На Фиг. 2 отверстие 83, предоставленное в наружной трубе 82, помещено в положение, близкое к отверстию возвращающей трубы 11, предоставленному в участке боковой поверхности (боковой стенке) выпускной шахты 10, более конкретно помещено на той же самой высоте, что и отверстие возвращающей трубы 11. В данном случае верхний конец (вышерасположенный боковой конец) отверстия 83 предпочтительно помещен в положение ниже, чем верхний конец (вышерасположенный боковой конец) отверстия возвращающей трубы 11 (конкретно, верхний конец (вышерасположенный боковой конец) отверстия 83 предпочтительно помещен в положение от 0 до 500 мм ниже, чем верхний конец (вышерасположенный боковой конец) отверстия возвращающей трубы 11). Для того чтобы предотвратить сливание снова пограничного ламинарного потока и основного потока, разделенных посредством двухтрубной конструкции, верхний конец (вышерасположенный боковой конец) отверстия 83 предпочтительно помещен в положение ниже, чем верхний конец (вышерасположенный боковой конец) отверстия возвращающей трубы 11.
Как описано выше, в устройстве 1 вакуумной дегазации, имеющем конструкцию, показанную на Фиг. 1, для того чтобы регулировать уровень расплавленного стекла в камере 3 вакуумной дегазации, камеру 3 вакуумной дегазации необходимо перемещать вверх и вниз максимально приблизительно на 600 мм. Соответственно, позиционное взаимное расположение между отверстием 83 и отверстием возвращающей трубы 11, предоставленным в участке боковой поверхности (боковой стенке) выпускной шахты 10, изменяется в определенной степени от позиционного взаимного расположения, показанного на Фиг. 2. Однако предпочтительно, что, даже когда камеру 3 вакуумной дегазации перемещают вверх и вниз, отверстие 83 не отдаляется очень далеко от отверстия возвращающей трубы 11 с целью предотвращения слияния пограничного ламинарного потока, отделяемого посредством двухтрубной конструкции, с основным потоком. Расстояние между верхним концом отверстия 83 и верхним концом (вышерасположенным боковым концом) отверстия возвращающей трубы 11 в состоянии, когда они находятся на максимальном расстоянии, составляет предпочтительно самое большее 400 мм, более предпочтительно самое большее 200 мм.
Кроме того, для того чтобы предотвратить слияние снова пограничного ламинарного потока, вытекающего из отверстия 83, с основным потоком, площадь отверстия возвращающей трубы 11, предоставленного в участке боковой поверхности (боковой стенке) выпускной шахты 10, должна быть до некоторой степени большой. Конкретно, при условии, что площадь отверстия возвращающей трубы 11 составляет S11 (мм2), она предпочтительно удовлетворяет отношению, выраженному следующей формулой (14) с площадью S83 (мм2) отверстия 83
S11≥S83.(14)
В первом варианте осуществления устройства вакуумной дегазации настоящего изобретения внутренняя труба 81 и наружная труба 82, составляющие двухтрубную конструкцию, являются полыми трубами, изготовленными из платины или платинового сплава, а их формы не ограничены при условии, что они удовлетворяют следующим условиям с (1) по (3).
(1) Внутренняя труба 81 имеет верхний конец (впускной конец) и нижний конец (выпускной конец), которые представляют собой открытые концы.
(2) Наружная труба 82 имеет верхний конец (впускной конец), который представляет собой открытый конец, и нижний конец (выпускной конец), который представляет собой закрытый конец. В данном случае внутренняя труба 81 проникает через часть нижнего конца (выпускного конца) наружной трубы 82, который представляет собой закрытый конец.
(3) Отверстие 83 предоставлено в боковой поверхности нижнего конца (выпускного конца) наружной трубы 82.
Соответственно, внутренняя труба 81 и наружная труба 82 могут иметь поперечное сечение эллиптической формы или многоугольной формы, как, например, прямоугольная, шестиугольная или восьмиугольная форма.
Кроме того, в удлиняющей трубе 8, показанной на Фиг. 2, закрытый конец (нижний конец, выпускной конец) наружной трубы 82 является горизонтальным концом. Однако форма закрытого конца наружной трубы этим не ограничена. Фиг. 4 представляет собой изображение поперечного сечения, показывающее еще один вариант осуществления удлиняющей трубы, в котором форма закрытого конца наружной трубы отличается от формы удлиняющей трубы 8, показанной на Фиг. 2. Удлиняющая труба 8', показанная на Фиг. 4, подобна удлиняющей трубе, показанной на Фиг. 2 в том, что каждая из внутренней трубы 81' и наружной трубы 82' составляет двухтрубную конструкцию, но они отличаются тем, что закрытый конец (нижний конец (выпускной конец)) наружной трубы 82' имеет наклонно скошенную форму.
Более конкретно, относительно длины наружной трубы 82' длина боковой поверхности трубы, обращенной к отверстию возвращающей трубы 11, предоставленному в участке боковой поверхности (боковой стенке) выпускной шахте 10, более длинная, чем длина другой боковой поверхности трубы, за счет чего закрытый конец (нижний конец (выпускной конец)) наружной трубы 82' является наклонно скошенным.
Отверстие 83' предоставлено в боковой стенке наружной трубы 82' на стороне трубы, обращенной к отверстию возвращающей трубы 11 рядом с нижним концом (выпускным концом). Удлиняющая труба 8', показанная на Фиг. 4, может направлять пограничный ламинарный поток, который движется через участок зазора двухтрубной конструкции вдоль закрытого конца (нижнего конца (выпускного конца)) наружной трубы 82', который является наклонно скошенным, в направлении отверстия 83'.
В данном случае открытый конец внутренней трубы 81', то есть верхний конец (конец впускной стороны), или нижний конец (конец выпускной стороны) могут иметь форму, являющуюся наклонно скошенной. Например, на Фиг. 4 следующий эффект демонстрируется, когда внутренняя труба 81' имеет такую форму, что верхний конец (впускной конец) внутренней трубы 81' на стороне, дальней от отверстия 83', ниже, чем верхний конец (впускной конец) внутренней трубы 81' на стороне, ближней к отверстию 83'. По отношению к расстоянию перемещения пограничного ламинарного потока в двухтрубной конструкции до достижения отверстия 83', когда верхний конец (впускной конец) внутренней трубы 81' не скошен, расстояние перемещения пограничного ламинарного потока, двигающегося через участок зазора на стороне трубы, дальней от отверстия 83', длиннее, чем расстояние перемещения через участок зазора на стороне трубы, ближней к отверстию 83', и, соответственно, может возникнуть потеря давления пограничного ламинарного потока, движущегося через участок зазора. Когда форма является скошенной, так что верхний конец (впускной конец) внутренней трубы 81' на стороне, дальней от отверстия 83', ниже, чем верхний конец (впускной конец) внутренней трубы 81' на стороне, ближней к отверстию 83', то разница между расстоянием перемещения пограничного ламинарного потока через участок зазора на стороне трубы, дальней от отверстия 83', и расстоянием перемещения пограничного ламинарного потока через участок зазора на стороне трубы, ближней к отверстию 83', становится небольшой и, соответственно, возможность возникновения потери давления ламинарного потока, движущегося через участок зазора, становится небольшой.
Соотношения указанных выше формул с (1) по (14) применимы также к удлиняющей трубе 8', показанной на Фиг. 4. В данном случае в удлиняющей трубе 8', показанной на Фиг. 4, расстояние Lexit (со ссылкой на Фиг. 3) от нижнего конца (нижерасположенного бокового конца) отверстия 83 до нижнего конца (выпускного конца) внутренней трубы 81 является расстоянием от нижнего конца (нижерасположенного бокового конца) отверстия 83' до нижнего конца (выпускного конца) внутренней трубы 81'. Расстояние Lin от верхнего конца (впускного конца) внутренней трубы 81' до верхнего конца (вышерасположенного бокового конца) отверстия 83', внутренний диаметр Din внутренней трубы 81', расстояние Dout-in между внутренним диаметром наружной трубы 82' и наружным диаметром внутренней трубы 81', площади поперечных сечений протоков во внутренней трубе 81' и наружной трубе 82', площадь S83 отверстия 83' и площадь S11 отверстия возвращающей трубы 11, предоставленного в участке боковой поверхности (боковой стенке) выпускной шахты 10, определяются таким же образом, как параметры удлиняющей трубы 8, показанной на Фиг. 2.
В удлиняющих трубах 8, 8', показанных на Фиг. 2-4, каждая из внутренних трубок 81, 81' представляет собой полую цилиндрическую трубу, имеющую форму прямой трубы с постоянным диаметром (внутренним диаметром, наружным диаметром) по всей длине, но форма внутренней трубы этим не ограничена. Фиг. 5 представляет собой изображение поперечного сечения, показывающее еще один вариант осуществления удлиняющей трубы, в котором форма внутренней трубы отличается от формы внутренней трубы в удлиняющих трубах 8, 8', показанных на Фиг. 2-4. В удлиняющих трубах 8, 8', показанных на Фиг. 5, внутренняя труба 81” и наружная труба 82” составляют двухтрубную конструкцию таким же образом, как и удлиняющие трубы 8, 8', показанные на Фиг. 2-4. Однако в удлиняющей трубе 8”, показанной на Фиг. 5, внутренняя труба 81” имеет часть (участок поблизости с нижним концом (впускным концом) на Фигуре), в которой диаметр расширяется с образованием формы конической трубы. Нижний конец (выпускной конец) внутренней трубы 81”, имеющей форму конической трубы, соединен с внутренней стенкой наружной трубы 82” для того, чтобы сформировать закрытый конец на нижнем конце (выпускном конце) участка зазора между наружной стенкой внутренней трубы 81” и внутренней стенкой наружной трубы 82”. Соответственно, нижний конец (выпускной конец) внутренней трубы 81” не выступает из закрытого конца наружной трубы 82”. В удлиняющей трубе 8”, показанной на Фиг. 5, возможно направлять пограничный ламинарный поток, двигающийся через участок зазора двухтрубной конструкции, вдоль наружной стенки внутренней трубы 81”, имеющей форму конической трубы, в направлении отверстия 83”.
Соотношения упомянутых выше формул с (1) по (14) применимы для удлиняющей трубы 8”, показанной на Фиг. 5. В данном случае в удлиняющей трубе 8”, показанной на Фиг. 5, внутренний диаметр Din внутренней трубы 81” составляет внутренний диаметр участка внутренней трубы 81”, чей диаметр не расширен. Расстояние Lin от верхнего конца (впускного конца) внутренней трубы 81” до верхнего конца (вышерасположенного бокового конца) отверстия 83”, разница Dout-in между внутренним диаметром наружной трубы 82” и наружным диаметром внутренней трубы 81”, площади поперечных сечений протоков во внутренней трубе 81” и наружной трубе 82”, площадь S83 отверстия 83” и площадь S11 отверстия возвращающей трубы 11, предоставленного в участке боковой поверхности (боковой стенке) выпускной шахты 10, определяются таким же образом, как и показатели удлиняющей трубы 8, показанной на Фиг. 2.
Кроме того, в удлиняющей трубе 8, 8' или 8”, показанной на Фиг. 2-5, каждое из отверстий 83, 83' или 83”, предоставленных в боковой поверхности нижнего конца (выпускного конца) наружной трубы 82, 82' или 82”, расположено близко к отверстию возвращающей трубы 11, предоставленному в участке боковой поверхности (боковой стенке) выпускной шахты 10, для предотвращения слияния снова пограничного ламинарного потока, вытекающего из отверстия 83, 83' или 83”, с основным потоком. Однако, как показано в удлиняющей трубе 8''', показанной на Фиг. 6, может быть предоставлен трубопровод 84 для направления пограничного ламинарного потока, вытекающего из отверстия 83''', непосредственно в отверстие возвращающей трубы 11. В данном случае в удлиняющей трубе 8''', показанной на Фиг. 6, отверстие 83''' предоставлено не в боковой стенке наружной трубы 82''', но предоставлено в части закрытого конца.
Удлиняющая труба 8''', показанная на Фиг. 6, имеет усложненную конструкцию, но превосходна в том, что она может надежно отделять пограничный ламинарный поток от основного потока.
В удлиняющей трубе 8, 8' или 8'', показанной на Фиг. 2-5, единственный открывающий участок 83, 83' или 83'' предоставлен в боковой стенке поблизости от нижнего конца (выпускного конца) наружной трубы 82, 82' или 82'', а в удлиняющей трубе 8''', показанной на Фиг. 6, единственное отверстие 83''' предоставлено в части закрытого конца наружной трубы 82'''. Однако количество отверстий этим не ограничено, и их может быть множество. В таком случае множество отверстий может быть предоставлено с возможностью размещения в положениях на той же самой высоте в наружной трубе (то есть с расположением в направлении слева направо), или они могут быть предоставлены в том же самом положении в периферийном направлении на разных высотах в наружной трубе (а именно, они являются расположенными вертикально). Кроме того, они могут быть предоставлены в комбинированном виде двух данных вариантов осуществления (а именно, они расположены в вертикальном и боковом направлениях).
В данном случае, когда предоставлено множество отверстий, Lexit определяют как расстояние от нижнего конца (нижерасположенного бокового конца) отверстия, расположенного в наиболее нижнем положении, до нижнего конца (выпускного конца) внутренней трубы. Lin определяют как расстояние от верхнего конца (вышерасположенного бокового конца) отверстия, расположенного в наиболее верхнем положении, до верхнего конца (впускного конца) внутренней трубы. S определяют как общую площадь всех отверстий. В данном случае упомянутую выше формулу (14) применяют к отверстиям, соответствующим друг другу (которые представляют собой отверстие на боковой поверхности нижнего конца (нижерасположенного бокового конца) наружной трубы и отверстие в выпуске наружу).
Расплавленное стекло (пограничный ламинарный поток), отделяемое посредством двухтрубной конструкции удлиняющей трубы 8, в соответствии с изложенным выше принципом, возвращается через возвращающую трубу 11 во впускную шахту 9.
Возвращающая труба 11 представляет собой полую трубу, изготовленную из огнеупорных кирпичей, платины или платинового сплава. Когда возвращающая труба 11 представляет собой полую трубу, изготовленную из огнеупорных кирпичей, она является полой трубой, изготовленной из огнеупорных кирпичей, имеющих прямоугольное поперечное сечение, при этом внутренняя форма, образующая направление потока расплавленного стекла, предпочтительно имеет прямоугольное поперечное сечение или круглое поперечное сечение. Между тем, когда возвращающая труба 11 представляет собой полую трубу, изготовленную из платины или платинового сплава, поперечное сечение внутренней формы, образующей направление потока расплавленного стекла, имеет предпочтительно круглую или эллиптическую форму. В любом из данных случаев в возвращающей трубе 11 внутренняя форма, образующая направление потока расплавленного стекла, предпочтительно согласуется с формой отверстия, предоставленного в боковой поверхности выпускной шахты 10, с целью предотвращения замедления расплавленного стекла. Кроме того, для того чтобы предотвратить увеличение гидравлического сопротивления или возникновение потери давления расплавленного стекла, площадь поперечного сечения возвращающей трубы 11 является предпочтительно постоянной на протяжении всей длины возвращающей трубы 11. Соответственно, площадь поперечного сечения возвращающей трубы 11 предпочтительно является по существу такой же, как площадь отверстия, предоставленного в участке боковой поверхности (боковой стенке) выпускной шахты 10, и площадь отверстия, предоставленного в участке боковой поверхности (боковой стенке) впускной шахты 9.
Кроме того, возвращающая труба 11 предпочтительно предоставлена таким образом, чтобы длина прохода во впускную шахту 9 была минимизирована. По этой причине возвращающая труба 11 предпочтительно тянется в горизонтальном направлении в сторону впускной шахты 9. Кроме того, для того чтобы предотвратить увеличение гидравлического сопротивления расплавленного стекла в возвращающей трубе 11, предпочтительно минимизировать изогнутые участки, предоставленные в возвращающей трубе 11. На Фиг. 1 возвращающая труба 11 тянется вверх на участке, где оборудовано насосное средство 12, и возвращающая труба 11 тянется вниз на участке, где оборудовано перемешивающее средство 13. Однако положения насосного средства 12 и перемешивающего средства 13 можно поменять местами, и их положения не лимитированы при условии, что обеспечены их функции.
Размеры возвращающей трубы 11 соответствующим образом выбирают в зависимости от устройства вакуумной дегазации, подлежащего использованию. В случае возвращающей трубы 11, показанной на Фиг. 1, конкретным примером размеров являются следующие.
Длина в горизонтальном направлении: от 1 до 15 м, предпочтительно от 1 до 12 м, более предпочтительно от 1 до 10 м.
Ширина внутренней формы поперечного сечения: от 0,2 до 7 м, предпочтительно от 0,2 до 5 м, более предпочтительно от 0,2 до 3 м.
Устройство вакуумной дегазации, показанное на Фиг. 1, имеет насосное средство 12 для регулирования потока расплавленного стекла в возвращающей трубе 11. Насосное средство 12 регулирует поток расплавленного стекла в возвращающей трубе 11 с целью формирования потока расплавленного стекла g с постоянной скоростью потока во впускном направлении (обозначенном стрелкой). С помощью данной конструкции предотвращается замедление расплавленного стекла в возвращающей трубе 11. Кроме того, возможно предотвращение обратного тока расплавленного стекла в возвращающей трубе 11 вследствие входа расплавленного стекла из впускной шахты 9 в возвращающую трубу 11. Кроме того, с помощью насосного средства 12 возможно регулировать скорость потока расплавленного стекла в возвращающей трубе 11.
В данной заявке, если можно управлять потоком расплавленного стекла в возвращающей трубе 11 для образования потока расплавленного стекла с постоянной скоростью потока во впускном направлении (обозначенном стрелкой) без использования насосного средства 12, нет необходимости использовать насосное средство. Например, когда разница между температурой расплавленного стекла в удлиняющей трубе 7, соединенной с восходящей трубой 4, и температурой расплавленного стекла в удлиняющей трубе 8, соединенной с нисходящей трубой 5, большая, поток расплавленного стекла в возвращающей трубе 11 во впускном направлении (обозначенный стрелкой) образуется даже без использования насосного средства 12 за счет эффекта тепловой конвекции.
Насосное средство 12 отдельно не ограничено при условии, что оно обладает длительной жароустойчивостью против потока расплавленного стекла с высокой температурой и применимо для расплавленного стекла, обладающего высокой вязкостью, и его можно свободно выбрать из насосных средств, имеющих известную конструкцию. Среди них предпочтительным является насос осевого типа по причине того, что он имеет высокую долговечность при высокой температуре. В качестве насоса осевого типа широко известен насос, имеющий пропеллерообразные лопасти, а насос осевого типа, имеющий спиральную лопасть, особенно предпочтителен, поскольку он обеспечивает высокую эффективность.
На Фиг. 1 насосное средство 12 предоставлено поблизости от центра возвращающей трубы 11, но положение для предоставления насосного средства отдельно не лимитировано, и оно может быть предоставлено в положении ближе к выпускной шахте 10 или положении ближе к впускной шахте 9. Кроме того, при условии, что потоком расплавленного стекла в возвращающей трубе 11 можно правильно управлять, насосное средство может быть предоставлено в выпускной шахте 10, боле конкретно поблизости от отверстия возвращающей трубы 11 в выпускной шахте 10 или во впускной шахте 9, например поблизости от отверстия возвращающей трубы 11 во впускной шахте 9.
Кроме того, на Фиг. 1 в возвращающей трубе 11 предоставлено единственное насосное средство 12, но количество насосных средств этим не ограничено, и может быть предоставлено множество насосных средств. Например, вместо перемешивающего средства 13 на Фиг. 1 в качестве насосного средства может быть предоставлен насос осевого типа.
Устройство вакуумной дегазации, показанное на Фиг. 1, имеет перемешивающее средство 13 для перемешивания расплавленного стекла, проходящего через возвращающую трубу 11. Перемешивающее средство 13 не является существенным составляющим элементом, но перемешивающее средство предпочтительно предоставляют для того, чтобы повысить однородность расплавленного стекла, возвращаемого через возвращающую трубу 11. Перемешивающее средство можно свободно выбрать из известных средств, используемых для цели перемешивания расплавленного стекла.
В данной заявке, как описано выше, насос осевого типа обладает функцией перемешивания расплавленного стекла. Когда возможно повысить однородность расплавленного стекла в достаточной степени с помощью функции перемешивания насоса осевого типа, предоставленного в качестве насосного средства, независимое перемешивающее средство предоставлять необязательно.
Кроме того, в расплавленном стекле, проходящем через конструкцию канала, подобную возвращающей трубе 11, предоставленной в горизонтальном направлении, может возникать неравномерность температуры расплавленного стекла. Например, в некоторых случаях расплавленное стекло на нижней стороне возвращающей трубы 11 может иметь более низкую температуру, чем температура расплавленного стекла на верхней стороне. Когда возникает подобная неравномерность температуры, ухудшается однородность расплавленного стекла, что не является преимуществом.
В первом варианте осуществления устройства вакуумной дегазации настоящего изобретения для того, чтобы предотвратить возникновение неравномерной температуры расплавленного стекла, проходящего через возвращающую трубу 11, может быть предоставлено нагревающее средство для нагревания расплавленного стекла, проходящего через возвращающую трубу 11, например средство для нагревания расплавленного стекла с нижней стороны возвращающей трубы 11. Когда предоставляют подобное нагревающее средство, тип нагревающего средства отдельно не ограничивают, причем может быть использовано нагревающее средство, аналогичное нагревающему средству, используемому для нагревания стекла в плавильной камере для стекла. А именно, может быть использовано средство для нагревания расплавленного стекла за счет сгорания топлива или средство нагревания расплавленного стекла за счет использования электрической энергии.
Второй вариант осуществления устройства вакуумной дегазации настоящего изобретения является аналогичным первому варианту осуществления устройства вакуумной дегазации настоящего изобретения за исключением того, что к нижнему концу (выпускному концу) выпускной трубы не прикреплена удлиняющая труба, а сама нисходящая труба представляет собой полую трубу, изготовленную из платины или платинового сплава, имеющую двухтрубную конструкцию на стороне своего нижнего конца (выпускного конца). Соответственно, во втором варианте осуществления устройства вакуумной дегазации настоящего изобретения, нижний конец (выпускной конец) нисходящей трубы вставляют в открытый конец выпускной шахты и погружают в расплавленное стекло в выпускной шахте.
Во втором варианте осуществления устройства вакуумной дегазации настоящего изобретения двухтрубная конструкция нисходящей трубы функционирует в качестве отделяющего механизма для отделения пограничного ламинарного потока, содержащего в себе множество пузырьков, от основного потока расплавленного стекла, двигающегося из нисходящей трубы в выпускную шахту.
В данном случае признаки, которым должна удовлетворять нисходящая труба, имеющая двухтрубную конструкцию, аналогичны признакам, описанным относительно двухтрубной конструкции удлиняющей трубы в первом варианте осуществления устройства вакуумной дегазации настоящего изобретения.
Далее будет описан третий вариант осуществления устройства вакуумной дегазации настоящего изобретения.
Фиг. 7 представляет собой изображение поперечного сечения, показывающее третий вариант осуществления устройства вакуумной дегазации настоящего изобретения. Устройство 1' вакуумной дегазации, показанное на Фиг. 7, является аналогичным устройству 1 вакуумной дегазации, показанному на Фиг. 1, за исключением следующих отличий.
Удлиняющая труба 14, присоединенная к нижней торцевой стороне (выпускному концу) нисходящей трубы 15, не имеет двухтрубной конструкции.
Выпускная шахта 15 имеет конструкцию, которая будет описана позже.
Фиг. 8 представляет собой частичное увеличенное изображение, показывающее выпускную шахту 15 и окружающее ее пространство устройства 1' вакуумной дегазации, показанного на Фиг. 7. Выпускная шахта 15, показанная на Фиг. 8, имеет двухтрубную конструкцию, составленную основным корпусом 16 шахты, образующим наружную трубу, при этом внутренняя труба 17 расположена в основном корпусе 16 шахты и тянется в выпускном направлении. Данная двухтрубная конструкция функционирует в качестве отделяющего механизма для отделения пограничного ламинарного потока, содержащего в себе множество пузырьков, от основного потока расплавленного стекла G, двигающегося из нисходящей трубы 5 в выпускную шахту 15.
Основной корпус 16 шахты имеет цилиндрический корпус, имеющий открытый верхний конец (впускной конец) и закрытое дно, при этом форма отверстия верхнего конца (впускного конца) представляет собой, например, прямоугольную форму, такую как квадратная форма, или круглую форму. В участке боковой поверхности (боковой стенке) основного корпуса 16 шахты предоставлено отверстие возвращающей трубы 11. В данном случае положение для предоставления отверстия возвращающей трубы 11 не лимитировано участком боковой поверхности (боковой стенкой) основного корпуса 16 шахты, но оно может быть предоставлено в дне основного корпуса 16 шахты.
Внутренняя труба 17 представляет собой полую цилиндрическую трубу, имеющую открытые концы, а форма его поперечного сечения представляет собой, например, круглую форму. Внутренняя труба 17 имеет один конец, расположенный на впускной стороне трубы вдоль направления потока расплавленного стекла, то есть на стороне нисходящей трубы 5, более конкретно на стороне трубы, близкой к удлиняющей трубе 14, которую прикрепляют к нижнему концу (выпускному концу) нисходящей трубы 5. Внутренняя труба 17 имеет другой конец, проникающий через участок боковой поверхности (боковую стенку) основного корпуса 16 шахты и тянущийся в выпускном направлении вдоль направления потока расплавленного стекла. В целом, форма внутренней трубы 17 является по существу L формой.
Основной корпус 16 шахты и внутреннюю трубу 17, как правило, изготавливают из платины или платинового сплава. Когда основной корпус 16 шахты и внутреннюю трубу 17 изготавливают из платины или платинового сплава, их формы поперечного сечения имеют круглую или эллиптическую форму каждая по причине легкости производства или прочности при деформации и т.д.
В данном случае основной корпус 16 шахты и внутренняя труба 17 могут быть изготовлены из огнеупорных кирпичей. Когда основной корпус 16 шахты и внутреннюю трубу 17 изготавливают из огнеупорных кирпичей, их формы поперечного сечения имеют многоугольную форму каждая, как, например, прямоугольная, круглую или эллиптическую форму по причине легкости производства или предотвращения коррозии огнеупорных кирпичей и т.д.
На Фиг. 8 удлиняющая труба 14 и внутренняя труба 17 частично перекрывают друг друга. Более конкретно, верхний конец (впускной конец) внутренней трубы 17 расположен внутри удлиняющей трубы 14, за счет чего они совпадают друг с другом. Однако не требуется, чтобы удлиняющая труба 14 и внутренняя труба 17 частично совпадали друг с другом, но допустимо, чтобы они не совпадали друг с другом.
Кроме того, в устройстве 1' вакуумной дегазации, показанном на Фиг. 7, удлиняющую трубу 14, изготовленную из платины или платинового сплава, прикрепленную к нижнему концу (выпускному концу) нисходящей трубы 5, изготовленной из огнеупорных кирпичей или из платины или платинового сплава, погружают в расплавленное стекло в выпускной шахте 15 (основном корпусе 16 шахты). Однако в некоторых устройствах вакуумной дегазации, в расплавленное стекло в выпускной шахте погружают нисходящую трубу, изготовленную из платины или платинового сплава. В подобном случае нисходящая труба, изготовленная из платины или платинового сплава, непосредственно совпадает с внутренней трубой выпускной шахты. Третий вариант осуществления устройства вакуумной дегазации настоящего изобретения включает подобную конструкцию.
Далее в данном описании «выпускная труба и внутренняя труба выпускной шахты совпадают» включает оба следующих случая (а) и (b).
(а) Удлиняющая труба, изготовленная из платины или платинового сплава, прикрепленная к нижнему концу (выпускному концу) нисходящей трубы, изготовленной из огнеупорных кирпичей платины или платинового сплава, совпадает с внутренней трубой выпускной шахты.
(b) Нисходящая труба, изготовленная из платины или платинового сплава, непосредственно совпадает с внутренней трубой выпускной шахты.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения для правильного отделения пограничного ламинарного потока от основного потока необходимо отметить следующие моменты. Пожалуйста, обратитесь к Фиг. 9 для следующих моментов. В данном случае Фиг. 9 точно такая же, как и Фиг. 8, за исключением того, что добавлены обозначения, показывающие размеры участков.
На Фиг. 9 внутренний диаметр D1 (мм) удлиняющей трубы 14 и наружный диаметр D2 (мм) внутренней трубы 17 предпочтительно удовлетворяют отношению, выраженному следующей формулой (15).
D1>D2
(15)
А именно, в третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения, когда нисходящая труба (включая случай, когда это удлиняющая труба) совпадает с внутренней трубой выпускной шахты, они имеют позиционное взаимное расположение, при котором верхний конец (впускной конец) внутренней трубы выпускной шахты расположен внутри нисходящей трубы.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения, когда удлиняющая труба и внутренняя труба имеют указанное выше позиционное взаимное расположение, будут продемонстрированы следующие эффекты.
Когда поток расплавленного стекла, заключающий в себе пограничный ламинарный поток, достигает совпадающего участка удлиняющей трубы 14 и внутренней трубы 17 на Фиг. 8, пограничный ламинарный поток, заключающий в себе многочисленные пузырьки, движется в область, которая относится к зазору между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17, то есть участок зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17 (обозначено стрелкой В на Фигуре). Между тем, основной поток, не являющийся пограничным ламинарным потоком, движется во внутреннюю трубу 17 (обозначено стрелкой А на Фигуре). В результате пограничный ламинарный поток физически отделен от основного потока.
Основной поток, движущийся внутри внутренней трубы 17, движется вдоль направления стрелки А на Фигуре. А именно, он движется в выпускном направлении во внутренней трубе 17. Между тем, пограничный ламинарный поток, движущийся в участке зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17, двигается вдоль направления стрелки В на Фигуре и двигается через отверстие, предоставленное в участке боковой поверхности (боковой стенке) основного корпуса 16 шахты в возвращающей трубе 11.
Таким образом, пограничный ламинарный поток физически отделен от основного потока, и только основной поток, из которого пузырьки удалены в достаточной степени посредством вакуумной дегазации, подается в формирующее устройство. С другой стороны, пограничный ламинарный поток, заключающий в себе множество пузырьков, движется в возвращающей трубе 11 для отправки во впускную шахту 9. Пограничный ламинарный поток, который достиг впускной шахты 9, движется вверх через восходящую трубу 4 (более конкретно, через удлиняющую трубу 7 и восходящую трубу 4) наряду с расплавленным стеклом, вновь поступающим из плавильной камеры 100, для отправки в камеру 3 вакуумной дегазации.
С целью физического отделения пограничного ламинарного потока от основного потока, разница ∆D (мм) между внутренним диаметром D1 удлиняющей трубы 14 и наружным диаметром D2 внутренней трубы 17 предпочтительно удовлетворяет отношению, выраженному следующей формулой (16) с внутренним диаметром D3 (мм) внутренней трубы 17
∆D≥0,04×D3.(16)
Когда ∆D и D3 удовлетворяют отношению, выраженному описанной выше формулой (16), ширина участка зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17, то есть ∆D/2, достаточна для физического отделения пограничного ламинарного потока от основного потока.
∆D конкретно составляет предпочтительно, по меньшей мере, 10 мм, более предпочтительно, по меньшей мере, 20 мм, особенно предпочтительно, по меньшей мере, 40 мм и самое большее 200 мм. Если ∆D превышает 200 мм, ширина зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17 становится очень большой относительно толщины пограничного ламинарного потока, и скорость потока основного потока уменьшается, что не является предпочтительным.
На Фиг. 8 предпочтительно, что только пограничный ламинарный поток отделен для движения в участок зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17. Для того чтобы этого достигнуть, в идеале, ширина участка зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17 по существу такая же, как толщина пограничного ламинарного потока.
Однако толщина пограничного ламинарного потока во время выполнения вакуумной дегазации не всегда постоянна и может изменяться. Соответственно, для того чтобы надежно отделять пограничный ламинарный поток для перемещения его в участок зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17, ширина участка зазора предпочтительно больше в определенной степени, чем толщина пограничного ламинарного потока. В данном случае часть основного потока также отделяется и движется в участок зазора.
Соответственно, когда ширина участка зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17 чрезмерно больше, чем толщина пограничного ламинарного потока, количество основного потока, отделяемого с целью движения в участок зазора, увеличивается с понижением выхода производства стекла, что не является предпочтительным.
В третьем варианте осуществления устройства вакуумной дегазации ∆D (мм) и D3 (мм) предпочтительно удовлетворяют отношению, выраженному следующей формулой (17), более предпочтительно удовлетворяют отношению, выраженному следующей формулой (18)
∆D≥0,08×D3,(17)
0,1×D3≤∆D≤0,6×D3.(18)
В данном случае D3 составляет, как правило, от 50 до 900 мм, более предпочтительно от 100 до 700 мм. Толщина стенок внутренней трубы 17 и удлиняющей трубы 14, изготовленных из платины или платинового сплава, составляет предпочтительно от 0,4 до 6 мм, более предпочтительно от 0,8 до 4 мм.
По указанным выше причинам наружный диаметр D2 внутренней трубы 17 составляет предпочтительно от 51 до 912 мм, более предпочтительно от 102 до 708 мм. Наружный диаметр удлиняющей трубы 14 составляет предпочтительно от 60 до 1300 мм, более предпочтительно от 123 до 1000 мм.
Кроме того, для того чтобы физически отделить пограничный ламинарный поток от основного потока, разница ∆S (мм2) площадей поперечного сечения, полученная посредством вычитания площади поперечного сечения протока во внутренней трубе 17 из площади поперечного сечения протока в возвращающей трубе 11, предпочтительно удовлетворяет отношению, выраженному следующей формулой (19), с площадью S1 (мм2) поперечного сечения протока во внутренней трубе 17
∆S≤S1.(19)
В данном случае площадь поперечного сечения протока в удлиняющей трубе 14 или во внутренней трубе 17 означает площадь поперечного сечения в плоскости, перпендикулярной продольному направлению протока в удлиняющей трубе 14 или внутренней трубе 17. Когда ∆S и S1 удовлетворяют отношению, выраженному формулой (19), ширина участка зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17 не становится очень большой относительно толщины пограничного ламинарного потока, и, соответственно, величина основного потока, отделяемого для движения в участок зазора, не увеличивается. Соответственно, выход производства стекла не понижается.
Кроме того, предпочтительно, что отношение 0,50 × S1 ≤ ∆S является удовлетворительным.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения предпочтительно, что имеется участок совпадения. Если имеется участок совпадения, эффект отделения пограничного ламинарного потока от основного потока увеличивается, что является предпочтительным.
Длина L (мм) участка совпадения и наружный диаметр D2 (мм) внутренней трубы 17 предпочтительно удовлетворяют отношению, выраженному следующей формулой (20)
L≥0,5×D2.(20)
В устройстве 1' вакуумной дегазации, имеющей конструкцию, показанную на Фиг. 7, для того чтобы регулировать высоту уровня расплавленного стекла G в камере 3 вакуумной дегазации, камеру 3 вакуумной дегазации необходимо перемещать вверх и вниз максимально приблизительно на 600 мм. В это время удлиняющая труба 14 перемещается вверх и вниз в соответствии с перемещением камеры 3 вакуумной дегазации. Соответственно, длина L участка совпадения изменяется в соответствии с перемещением камеры 3 вакуумной дегазации, и L является минимальной, когда камера 3 вакуумной дегазации перемещается вверх в максимальное положение.
Во всех состояниях, включая состояние, когда L является минимальной, L и D2 предпочтительно удовлетворяют отношению, выраженному указанной выше формулой (20). В данном случае, как описано выше, L может быть 0 (то есть удлиняющая труба 14 и внутренняя труба 17 не совпадают друг с другом).
Кроме того, поскольку верхний конец (выпускной конец) внутренней трубы может входить в удлиняющую трубу (нисходящую трубу) очень сильно, L предпочтительно удовлетворяет следующей формуле (21)
L≤5×D2.(21)
Когда L и D2 удовлетворяют отношению, выраженному следующей формулой (20) во всех состояниях, включая состояние, когда L является минимальной, независимо от перемещения камеры 3 вакуумной дегазации, длина L участка зазора между внутренней стенкой удлиняющей трубы 14 и наружной стенкой внутренней трубы 17 достаточна для физического отделения пограничного ламинарного потока от основного потока. Кроме того, даже если камеру 3 вакуумной дегазации перемещают вверх и вниз в максимальном интервале, передний край удлиняющей трубы 14 всегда погружен в расплавленное стекло в выпускной шахте 15 (основном корпусе 16 шахты).
D2 изменяется в зависимости от размера устройства вакуумной дегазации, особенно от скорости потока (т/день) расплавленного стекла, проходящего через устройство вакуумной дегазации, но составляет, как правило, от 51 до 912 мм, более предпочтительно от 102 до 708 мм. L составляет предпочтительно, по меньшей мере, 30 мм, а самое большее 1000 мм, более предпочтительно, по меньшей мере, 50 мм, а самое большее 700 мм. Если L превышает 1000 мм, увеличение L больше не имеет значения для отделения пограничного ламинарного потока от основного потока, а длина совпадающего участка становится необычайно длинной, что повышает стоимость.
В данном случае длина самой удлиняющей трубы 14 составляет, как правило, от 200 до 3000 мм, более предпочтительно от 400 до 1500 мм. Поскольку внутренняя труба 17 тянется в выпускном направлении на Фигуре, длина отдельно не ограничена. Однако длина внутренней трубы 17 составляет предпочтительно от 50 до 60 мм, более предпочтительно от 100 мм до 500 мм.
В третьем варианте осуществления устройства вакуумной дегазации настоящего изобретения достаточно, что выпускная шахта имеет двухтрубную конструкцию, содержащую основной корпус шахты, являющийся наружной трубой, и внутреннюю трубу, расположенную внутри основного корпуса шахты и тянущуюся в выпускном направлении, причем двухтрубная конструкция не ограничена конструкцией, в которой удлиняющая труба 14 совпадает с внутренней трубой 17, как показано на Фиг. 8.
Фиг. 10 представляет собой частичное увеличенное изображение, показывающее выпускную шахту и окружающее ее пространство в еще одном примере третьего варианта осуществления устройства вакуумной дегазации настоящего изобретения. Данный пример такой же, как пример, показанный на Фиг. 8, за исключением того, что отношение между удлиняющей трубой и внутренней трубой другое.
В примере, показанном на Фиг. 10, удлиняющая труба 14' не перекрывает внутреннюю трубу 17', а нижний конец (выпускной конец) удлиняющей трубы 14' изолирован от верхнего конца (выпускного конца) внутренней трубы 17'. Поскольку они не перекрываются, возможно не только упростить сам платиновый канал, но также упростить конструкцию оборудования.
В данном случае отсутствие перекрывания может быть признано как простое изменение конструкции, но это не так. Необходимо отметить, что существует затруднение, присущее устройству для расплавленного стекла.
Часть оборудования для производства стекла эксплуатируют непрерывно в течение необычайно длительного времени (приблизительно от 2 до 15 лет), с момента, когда оно было собрано и запущен поток расплавленного стекла. Соответственно, если происходит какая-либо ошибка, ее необычайно трудно поправить, и становится необходимой общая реконструкция. Кроме того, поскольку расплавленное стекло имеет необычайно высокую температуру, равную, по меньшей мере, 1200°C, чрезвычайно трудно непосредственно наблюдать за потоком. Соответственно, устройство для расплавленного стекла предпочтительно конструируют, чтобы это было устройство, не имеющее позднее какой-либо проблемы, и в то же самое время чтобы это было необычайно простое устройство в некоторых случаях.
Данное изобретение без перекрывания имеет большое значение для вопроса, что цель настоящего изобретения может быть достигнута без перекрывания.
Когда поток расплавленного стекла, заключающий в себе пограничный ламинарный поток, достигает нижнего конца (выпускного конца) удлиняющей трубы 14', показанной на Фиг. 10, пограничный ламинарный поток, заключающий в себе множество пузырьков, двигается вдоль направления стрелки В в нижнем конце (выпускном конце) удлиняющей трубы 14'. А именно, из нижнего конца (выпускного конца) удлиняющей трубы 14' он распространяется наружу и двигается в зазоре между внутренней стенкой основного корпуса 16' шахты и наружной стенкой внутренней трубы 17'. Между тем, основной поток движется вдоль направления стрелки А и движется во внутреннюю трубу 17'. В результате пограничный ламинарный поток физически отделен от основного потока.
В примере, показанном на Фиг. 10, причина, по которой пограничный ламинарный поток двигается вдоль направления стрелки В, описывается далее.
На участке между нижним концом (выпускным концом) удлиняющей трубы 14' и верхним концом (выпускным концом) внутренней трубы 17' между центральным участком основного корпуса 16' шахты, в котором течет основной поток, и наружной периферией (поблизости от внутренней стенки) основного корпуса 16' шахты образуется разница давлений, за счет чего давление вдоль наружной периферии (поблизости от внутренней стенки) основного корпуса 16' шахты ниже, чем давление в области центра основного корпуса 16' шахты. За счет данной разницы давлений пограничный ламинарный поток движется вдоль направления стрелки В.
В примере, показанном на Фиг. 10, основной поток движется вдоль направления стрелки А на Фигуре во внутреннюю трубу 17' и движется в выпускном направлении. Между тем, пограничный ламинарный поток движется вдоль направления стрелки В на Фигуре в участок зазора между внутренней стенкой основного корпуса 16' шахты и наружной стенкой внутренней трубы 17' и движется через отверстие, предоставленное в участке боковой поверхности (боковой стенке) основного корпуса 16' шахты, в возвращающую трубу 11. Таким образом, пограничный ламинарный поток физически отделен от основного потока, и в формирующее устройство подается только основной поток, из которого с помощью вакуумной дегазации в достаточной степени удалены пузырьки. Между тем, пограничный ламинарный поток, заключающий в себе многочисленные пузырьки, движется в возвращающей трубе 11 для отправки во впускную шахту 9. Пограничный ламинарный поток, который достиг впускной шахты 9, движется через восходящую трубу 4 (более конкретно, через удлиняющую трубу 7 и восходящую трубу 4) наряду с расплавленным стеклом, вновь поступающим из плавильной камеры 100, для отправки в камеру 3 вакуумной дегазации.
В примере, показанном на Фиг. 10, расстояние d (мм) между нижним концом (выпускным концом) удлиняющей трубы 14' и верхним концом (выпускным концом) внутренней трубы 17' предпочтительно удовлетворяет отношению, выраженному следующей формулой (22) с наружным диаметром D2 (мм) внутренней трубы 17'
0<d≤5×D2.(22)
Когда d и D2 удовлетворяют приведенной выше формуле (22), расстояние между нижним концом (выпускным концом) удлиняющей трубы 14' и верхним концом (выпускным концом) внутренней трубы 17' достаточно для физического отделения пограничного ламинарного потока от основного потока. Более конкретно, когда d и D2 удовлетворяют приведенной выше формуле (22), пограничный ламинарный поток движется вдоль направления стрелки В, в то время как основной поток движется вдоль стрелки А. Соответственно, нет риска, что часть основного потока движется вдоль направления стрелки В и что часть пограничного ламинарного потока, двигающегося вдоль направления стрелки В, снова сольется с основным потоком.
d и D2 предпочтительно удовлетворяют следующей формуле (23), более предпочтительно удовлетворяют следующей формуле (24)
0,5×D2≤d≤4×D2,(23)
0,5×D2≤d≤2×D2.(24)
D2 определяется таким же образом, как параметр в примере, показанном на Фиг. 8, и он, как правило, составляет от 51 до 912 мм, более предпочтительно от 102 до 708 мм. d предпочтительно составляет, по меньшей мере, 30 мм, а самое большее 1000 мм, более предпочтительно, по меньшей мере, 50 мм, а самое большее 700 мм.
В данном случае размеры удлиняющей трубы 14' и внутренней трубы 17' аналогичные размерам, описанным в примере, показанном на Фиг. 8.
Фиг. 11 представляет собой частичное увеличенное изображение, показывающее выпускную шахту и окружающее ее пространство в еще одном примере третьего варианта осуществления устройства вакуумной дегазации настоящего изобретения. В примере, показанном на Фиг. 11, форма верхнего конца (впускного конца) внутренней трубы 17'' отличается от формы внутренней трубы 17' Фиг. 12. А именно, в примере, показанном на Фиг. 11, в верхнем конце (впускном конце) внутренней трубы 17'' предоставлен участок 18 с расширяющимся диаметром. В примере, показанном на Фиг. 11, поскольку участок 18 с расширяющимся диаметром предоставлен в верхнем конце (впускном конце) внутренней трубы 17'', возможно увеличить скорость основного потока, тогда как изменение конструкции оборудования является минимальным.
В данном случае участок 18 с расширяющимся диаметром не ограничен участком, показанным на Фиг. 11, на котором диаметр уменьшается быстро, но может представлять собой участок, на котором диаметр уменьшается в виде наклона или уступами.
В примере, показанном на Фиг. 10 или Фиг. 11, внутренний диаметр D1 (мм) удлиняющей трубы 14' и наружный диаметр D2 (мм) внутренней трубы 17' или 17'' предпочтительно удовлетворяют отношению, выраженному следующей формулой (25)
0,98×D2≤D1≤2,5×D2.(25)
В данном случае, как показано на Фиг. 11, когда на верхнем конце (впускном конце) внутренней трубы 17' предоставлен участок 18 с расширяющимся диаметром, наружный диаметр D2 внутренней трубы 17'' означает наружный диаметр участка 18 с расширяющимся диаметром.
Когда внутренний диаметр D1 удлиняющей трубы 14' и наружный диаметр D2 внутренней трубы 17' или 17'' удовлетворяют отношению, выраженному следующей формулой (25), разница между внутренним диаметром удлиняющей трубы 14' и наружным диаметром внутренней трубы 17' или 17'' незначительно больше, что таким образом подходит для физического отделения пограничного ламинарного потока от основного потока. Когда разница между внутренним диаметром удлиняющей трубы 14' и наружным диаметром наружной трубы 17' или 17'' значительно больше, может быть невозможно удовлетворительно отделять пограничный ламинарный поток от основного потока (когда наружный диаметр внутренней трубы 17' или 17'' большой). Кроме того, величина основного потока, отделяемого в сторону пограничного ламинарного слоя, увеличивается с уменьшением выхода продукции стекла, что не является предпочтительным (когда внутренний диаметр удлиняющей трубы 14' большой).
Далее будет описан четвертый вариант осуществления устройства вакуумной дегазации настоящего изобретения.
Фиг. 12 представляет собой изображение поперечного сечения, показывающее четвертый вариант осуществления устройства вакуумной дегазации настоящего изобретения. Устройство 1'' вакуумной дегазации, показанное на Фиг. 12, то же самое, что и устройство 1 вакуумной дегазации, показанное на Фиг. 1, за исключением следующих отличий.
Конструкция не такая, что нижние концы удлиняющих труб, соединенных с вышерасположенной трубой и нижерасположенной трубой соответственно, погружены в расплавленное стекло во впускной шахте и выпускной шахте соответственно, но такая, что впускная труба 4' и выпускная труба 5' сообщаются с впускной шахтой 19 и выпускной шахтой 20 соответственно с возможностью наполнения расплавленным стеклом (отличие 1).
Отсутствует двухтрубная конструкция, функционирующая в качестве отделяющего механизма, которая присутствует в вариантах осуществления устройства вакуумной дегазации настоящего изобретения с первого по третий (отличие 2).
Устройство 1'' вакуумной дегазации, показанное на Фиг. 12, имеет конструкцию, в которой восходящая труба 4' и нисходящая труба 5' соединены с впускной шахтой 19 и выпускной шахтой 20 соответственно с возможностью наполнения расплавленным стеклом, за счет чего конструкция имеет такие преимущества, что конструкция является жесткой, а расходы на строительство устройства могут быть сэкономлены.
Однако, поскольку устройство 1'' вакуумной дегазации, показанное на Фиг. 12, имеет конструкцию, в которой восходящая труба 4' и нисходящая труба 5' соединены с впускной шахтой 19 и выпускной шахтой 20 соответственно с возможностью наполнения расплавленным стеклом, невозможно поддерживать уровень расплавленного стекла G в камере 3 вакуумной дегазации постоянным за счет перемещения вверх и вниз камеры 3 вакуумной дегазации, когда корректируют степень разрежения в камере 3 вакуумной дегазации. Соответственно, когда уровень расплавленного стекла G в камере 3 вакуумной дегазации изменяется, изменение воздействует на эффект вакуумной дегазации. В частности, когда уровень расплавленного стекла G в камере 3 вакуумной дегазации поднимается, эффект вакуумной дегазации понижается, вызывая проблему в том, что увеличивается пограничный ламинарный поток, заключающий в себе многочисленные пузырьки.
Однако в устройстве 1'' вакуумной дегазации, показанном на Фиг. 12, пограничный ламинарный поток, заключающий в себе многочисленные пузырьки, отделяют посредством отделяющего механизма от основного потока расплавленного стекла G, перемещая из нисходящей трубы 5' в выпускную шахту 20, а пограничный ламинарный поток возвращается через возвращающую трубу 11 в камеру 3 вакуумной дегазации. Соответственно, возможно нейтрализовать влияние понижения эффекта вакуумной дегазации.
Однако в четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения разница 1 не является неотъемлемой структурой, но таким же образом, как в вариантах осуществления устройства вакуумной дегазации настоящего изобретения с первого по третий, конструкция может быть такова, что нижние концы удлиняющих труб, соединенных с восходящей трубой и нисходящей трубой, соответственно погружены в расплавленное стекло во впускной шахте и выпускной шахте соответственно.
В четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения отверстие возвращающей трубы 11, открывающееся в выпускной шахте 20 так, чтобы удовлетворять следующим условиям (1) и (2), функционирует в качестве отделяющего механизма для отделения пограничного ламинарного потока, заключающего в себе многочисленные пузырьки, от основного потока расплавленного стекла G, выходящего из нисходящей трубы 5' в выпускную шахту 20.
(1) Отверстие пересекает часть воображаемой области, полученной за счет продления в воображении нисходящей трубы 5' в выпускном направлении; и
(2) Отверстие не пересекает воображаемую линию, полученную за счет продления в воображении центральной оси нисходящей трубы 5' в выпускную сторону.
Указанные выше условия (1) и (2) будут описаны со ссылкой на Фиг. 13. Фиг. 13 представляет собой частичное увеличенное изображение, показывающее выпускную шахту и окружающее ее пространство в устройстве 1'' вакуумной дегазации, показанном на Фиг. 12.
На Фиг. 13 возвращающая труба 11 тянется с левой стороны выпускной шахты 20 на Фигуре, то есть из области нижнего конца участка боковой поверхности (боковой стенки) во впускную сторону в горизонтальном направлении, в направлении впускной стороны в горизонтальном направлении. Отверстие 22 (показанное пунктирной линией) возвращающей трубы 11 предоставлено в области нижнего конца участка боковой поверхности (боковой стенки) на впускной стороне в горизонтальном направлении выпускной шахты 20 и пересекает часть воображаемой области 23 (показанной штрихованным участком), полученной посредством продления в воображении нисходящей трубы 5' в выпускном направлении. В данном случае в данном описании воображаемая область, полученная посредством продления нисходящей трубы в выпускном направлении, означает, как показано на Фиг. 13, не область, полученную посредством продления наружного диаметра нисходящей трубы 5' в выпускном направлении, но область, полученную посредством продления внутреннего диаметра нисходящей трубы 5' в выпускном направлении. За счет подобной конструкции пограничный ламинарный поток, текущий вдоль боковой поверхности нисходящей трубы 5' на левой стороне Фигуры, то есть вдоль боковой поверхности нисходящей трубы 5' на впускной стороне в направлении потока расплавленного стекла G в горизонтальном направлении, отделяется от основного потока с возможностью движения через отверстие 22 с входом в возвращающую трубу 11.
На Фиг. 13 отверстие 22 не пересекает воображаемую линию 24 (изображенную пунктирной линией), полученную посредством продления в воображении центральной оси нисходящей трубы 5' в выпускном направлении. За счет данной конструкции возможно эффективно вводить участок пограничного ламинарного потока из основного потока в возвращающую трубу 11.
Соответственно, в четвертом варианте осуществления устройства вакуумной дегазации настоящего изобретения в пограничном ламинарном потоке, текущем вдоль поверхности стенки нисходящей трубы 5', отделяется пограничный ламинарный поток, текущий вдоль поверхности стенки нисходящей трубы 5' во впускную сторону в горизонтальном направлении, то есть на левой стороне на Фигуре.
Как описано выше, причинами, почему пузырьки в расплавленном стекле увеличиваются независимо от проведения вакуумной дегазации, являются образование пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла и понижение действия вакуумной дегазации вследствие поднятия уровня расплавленного стекла в камере вакуумной дегазации.
Для стекол, таких как стекла для зданий или автомобилей, для которых условия качества, касающиеся пузырьков, не очень строгие, достаточно, что пограничный ламинарный поток, заключающий в себе пузырьки, обусловленные, главным образом, второй причиной, отделяют и возвращают в камеру вакуумной дегазации с целью снова подвергнуть их вакуумной дегазации.
Как описано выше, пограничный ламинарный поток, образуемый за счет понижения действия вакуумной дегазации вследствие поднятия уровня расплавленного стекла в камере вакуумной дегазации, течет вдоль поверхности стенки нисходящей трубы 5 на впускной стороне в горизонтальном направлении трубы, то есть с левой стороны трубы на Фигуре, и, соответственно, возможно отделить такой пограничный ламинарный поток от основного потока посредством использования четвертого варианта осуществления устройства вакуумной дегазации настоящего изобретения. Кроме того, в пограничном ламинарном потоке, возникающем за счет образования пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла, участок, протекающий вдоль поверхности стенки нисходящей трубы 5' на впускной стороне в горизонтальном направлении трубы, то есть с левой стороны трубы на Фигуре, может быть отделен посредством использования четвертого варианта осуществления устройства вакуумной дегазации настоящего изобретения.
С другой стороны, для такого стекла, которое предполагается использовать для плоских экранных панелей дисплеев, для которых требуемое для стекла качество, касающееся пузырьков, необычайно жесткое, предпочтительно использовать варианты осуществления устройства вакуумной дегазации настоящего изобретения с первого по третий для отделения пограничного ламинарного потока от основного потока с помощью двухтрубной конструкции, чтобы отделять пограничный ламинарный поток, обусловленный образованием пузырьков на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла, а также пограничный ламинарный поток, обусловленный понижением действия вакуумной дегазации вследствие поднятия уровня расплавленного стекла в камере вакуумной дегазации.
В данном случае, когда используется любой из вариантов осуществления устройства вакуумной дегазации настоящего изобретения с первого по третий, может также быть отделен соответствующим образом пограничный ламинарный поток, формирующий поверхностный слой потока расплавленного стекла G в камере 3 вакуумной дегазации. В некоторых условиях вакуумной дегазации на поверхности расплавленного стекла в камере вакуумной дегазации присутствуют нелопнувшие пузырьки, которые образуют поверхностный слой потока расплавленного стекла G, движущегося в камере вакуумной дегазации. Когда поток расплавленного стекла G движется в нисходящую трубу, поверхностный слой потока расплавленного стекла G, заключающий в себе нелопнувшие пузырьки, имеет тенденцию разворачиваться вдоль поверхности стенки выпускного конца камеры вакуумной дегазации и двигаться в нисходящую трубу. В результате тенденцию заключать в себе больше пузырьков имеет пограничный ламинарный поток, текущий вдоль поверхности стенки нисходящей трубы на выпускной стороне в горизонтальном направлении потока расплавленного стекла (далее в данной заявке называемый «выпускная сторона в горизонтальном направлении») трубы, а не пограничный ламинарный поток, текущий вдоль поверхности стенки нисходящей трубы на впускной стороне в горизонтальном направлении трубы. Посредством использования вариантов осуществления устройства вакуумной дегазации настоящего изобретения с первого по третий, которые отделяют пограничный ламинарный поток от основного потока с помощью двухтрубной конструкции, подобный пограничный ламинарный поток может также быть отделен должным образом.
Возвращаясь к четвертому варианту осуществления устройства вакуумной дегазации настоящего изобретения, для того чтобы предоставить отверстие 22 так, чтобы удовлетворять указанным выше условиям (1) и (2), как явствует из Фиг. 13, достаточно, чтобы конец возвращающей трубы 11, более конкретно конец отверстия 22 возвращающей трубы 11, был расположен в воображаемой области 23 и на впускной стороне в горизонтальном направлении от воображаемой линии 24. Другими словами, достаточно, чтобы отверстие 22 было предоставлено таким образом, чтобы минимальное расстояние dmin (мм) между возвращающей трубой 11 и воображаемой линией 24, удовлетворяло отношению, выраженному следующей формулой (26), с радиусом Ddown (мм) нисходящей трубы 5'
0<dmin<Ddown.(26)
На Фиг. 13 отверстие 22 предоставлено наклонно в области нижнего конца участка боковой поверхности (боковой стенки) выпускной шахты 20 на впускной стороне в горизонтальном направлении, но отверстие, удовлетворяющее указанным выше условиям (1) и (2), может быть предоставлено в дне выпускной шахты 20. Например, когда отверстие предоставлено в области левого конца в дне выпускной шахты 20, указанные выше условия (1) и (2) выполняются. В таком случае возвращающая труба тянется вниз из отверстия на Фигуре. Также за счет подобной конструкции возможно отделять пограничный ламинарный поток, текущий вдоль поверхности стенки нисходящей трубы 5', на впускной стороне в горизонтальном направлении трубы, то есть с левой стороны трубы на Фигуре, от основного потока. Однако в подобной конструкции, поскольку необходимо изгибать возвращающую трубу в середине для вытягивания возвращающей трубы в направлении впускной стороны в горизонтальном направлении, гидравлическое сопротивление расплавленного стекла в возвращающей трубе может увеличиться. Кроме того, в случае конструкции, где отверстие возвращающей трубы предоставлено в дне выпускной шахты, невозможно увеличить площадь отверстия и гидравлическое сопротивление расплавленного стекла в возвращающей трубе 11 становится высоким по сравнению с конструкцией, где отверстие 22 предоставлено наклонно в области нижнего конца участка боковой поверхности (боковой стенки) выпускной шахты 20 на впускной стороне в горизонтальном направлении шахты, как показано на Фиг. 13.
Соответственно, как показано на Фиг. 13, предпочтительно наклонное предоставление отверстия 22 в области нижнего конца участка боковой поверхности (боковой стенки) выпускной шахты 20 на впускной стороне в горизонтальном направлении шахты, как показано на Фиг. 13. В данном случае угол α (градусы) между отверстием 22 и воображаемой линией 24 предпочтительно удовлетворяет следующей формуле (27)
10≤α≤80.(27)
В данном случае, когда угол α удовлетворяет указанной выше формуле (27), конструкция является превосходной для отделения пограничного ламинарного потока, а площадь отверстия 22 является соответствующей. Кроме того, поскольку угол изгиба протока расплавленного стекла, поступающего из отверстия 22 в возвращающую трубу 11, становится плавным, гидродинамическое сопротивление расплавленного стекла в возвращающей трубе 11 не увеличивается. Кроме того, с точки зрения отделения пограничного ламинарного потока и с точки зрения оборудования, угол α более предпочтительно составляет, по меньшей мере, 20 градусов и самое большее 70 градусов.
Как показано на Фиг. 13, когда отверстие 22 возвращающей трубы 11, тянущейся во впускную сторону в горизонтальном направлении, предоставлено наклонно в области нижнего конца участка боковой поверхности (боковой стенки) выпускной шахты 20 на впускной стороне в горизонтальном направлении, для того чтобы предотвратить ослабление расплавленного стекла в области отверстия 22, предпочтительно сделать высоту нижней поверхности выпускной шахты 20 иную, чем высота нижней поверхности возвращающей трубы 11, для того чтобы образовать между ними ступень. На Фиг. 13 высота нижней поверхности возвращающей трубы 11 ниже, чем высота нижней поверхности выпускной шахты 20.
Фиг. 14 представляет собой частичное увеличенное изображение, показывающее выпускную шахту и окружающее ее пространство еще одного примера четвертого варианта осуществления устройства вакуумной дегазации настоящего изобретения. На Фиг. 14 высота нижней поверхности выпускной шахты 20 ниже, чем высота нижней поверхности возвращающей трубы 11, в отличии от Фиг. 13.
Как показано на Фиг. 13 и 14, в случае предоставления ступени между нижней поверхностью выпускной шахты 20 и нижней поверхностью возвращающей трубы 11 для того, чтобы предотвратить ослабление расплавленного стекла в области отверстия 22, их предпочтительно соединяют посредством наклонной конструкции, имеющей угол от 5 до 60°. В данном случае фраза «наклонная конструкция, имеющая угол от 5 до 60° в виде приблизительной формы» главным образом означает наклонную конструкцию наклонной формы, имеющую угол от 5 до 60°, но этим не ограниченную, и включает конструкцию ступени, которая может приблизительно принята как наклонная конструкция, имеющая от 5 до 60°. Когда угол наклонной конструкции находится в пределах указанного выше интервала, возможно эффективно предотвращать ослабление расплавленного стекла в области отверстия 22. Кроме того, если угол наклонной конструкции очень маленький, поскольку длина наклонной конструкции становится длинной, площадь поперечного сечения выпускной шахты 20 или возвращающей трубы 11 становится небольшой или площадь поперечного сечения выпускной шахты 20 или возвращающей трубы 11 изменяется в середине, что не является преимуществом.
Наклонная конструкция, соединяющая нижнюю поверхность выпускной шахты 20 и нижнюю поверхность возвращающей трубы 11, предпочтительно имеет угол от 10 до 60 градусов, более предпочтительно от 30 до 60 градусов.
Когда между нижней поверхностью выпускной шахты 20 и нижней поверхностью возвращающей трубы 11 предоставлена ступень, поскольку они могут быть соединены посредством наклонной конструкции, имеющей угол от 5 до 60°, высота ступени отдельно не лимитирована. Высота ступени определяется предпочтительно таким образом, что площадь отверстия 22 становится по существу такой же, как площадь поперечного сечения возвращающей трубы 11.
Далее будет описан способ вакуумной дегазации настоящего изобретения.
Способ вакуумной дегазации настоящего изобретения представляет собой способ вакуумной дегазации расплавленного стекла посредством обеспечения прохождения расплавленного стекла через камеру вакуумной дегазации, внутри которой поддерживается состояния разрежения, который отличается тем, что часть расплавленного стекла, вытекающего из камеры вакуумной дегазации, отделяют и отделяемое расплавленное стекло снова возвращают в камеру вакуумной дегазации. Другими словами, в способе вакуумной дегазации настоящего изобретения, когда вакуумную дегазацию расплавленного стекла осуществляют посредством использования устройства вакуумной дегазации, часть расплавленного стекла, вытекающего из камеры вакуумной дегазации, конкретно пограничный ламинарный поток, заключающий в себе многочисленные пузырьки, отделяют от расплавленного стекла, вытекающего из камеры вакуумной дегазации, а отделенный пограничный ламинарный поток снова возвращают в камеру вакуумной дегазации, чтобы снова осуществить вакуумную дегазацию.
Соответственно, способ вакуумной дегазации настоящего изобретения может быть выполнен должным образом посредством использования вариантов осуществления устройства вакуумной дегазации настоящего изобретения с первого по четвертый.
В способе вакуумной дегазации расплавленного стекла настоящего изобретения расплавленное стекло предпочтительно непрерывно подают и выводят из камеры вакуумной дегазации.
В данном случае скорость потока расплавленного стекла составляет предпочтительно от 1 до 1000 тонн/день с точки зрения производительности.
Соотношение расплавленного стекла, отделяемого и возвращаемого в камеру вакуумной дегазации, основанное на расплавленном стекле, вытекающем из камеры вакуумной дегазации, зависит от соотношения пограничного ламинарного потока, заключенного в расплавленном стекле, вытекающем из камеры вакуумной дегазации, и составляет предпочтительно самое большее 20% расплавленного стекла, вытекающего из камеры вакуумной дегазации, для того чтобы предотвратить понижение выхода продукции стекла. Соотношение расплавленного стекла, отделяемого и возвращаемого в камеру вакуумной дегазации, основанное на расплавленном стекле, вытекающем из камеры вакуумной дегазации, составляет более предпочтительно от 0,1 до 10%, а еще более предпочтительно от 1 до 5%.
Соотношение расплавленного стекла, отделяемого и возвращаемого в камеру вакуумной дегазации, основанное на расплавленном стекле, вытекающем из камеры вакуумной дегазации, может изменяться во время осуществления вакуумной дегазации. Например, в начале вакуумной дегазации, поскольку количество пузырьков, заключенных в расплавленном стекле, большое, соотношение расплавленного стекла, отделяемого и возвращаемого в камеру вакуумной дегазации, устанавливают более высокое, а затем когда состояние вакуумной дегазации стабилизируется, а пузырьки уменьшаются, соотношение расплавленного стекла, отделяемого и возвращаемого в камеру вакуумной дегазации, может быть уменьшено. Соотношение расплавленного стекла, отделяемого и возвращаемого в камеру вакуумной дегазации, можно регулировать посредством изменения скорости потока расплавленного стекла в возвращающей трубе 11 с помощью насосного средства 12.
Кроме того, отделяемое расплавленное стекло предпочтительно нагревают и перемешивают в возвращающей трубе 11 перед тем, как вернуть его в камеру вакуумной дегазации.
Для того чтобы предотвратить образование разницы температур между расплавленным стеклом, подаваемым из плавильной камеры, и расплавленным стеклом в камере вакуумной дегазации, камеру вакуумной дегазации предпочтительно нагревают таким образом, чтобы температура внутри составляла от 1100 до 1500°C, особенно предпочтительно от 1150 до 1450°C. Когда температура расплавленного стекла, возвращаемого в камеру вакуумной дегазации, становится ниже, чем температура расплавленного стекла, непрерывно подаваемого из плавильной камеры, возможно поднять температуру расплавленного стекла в возвращающей трубе 11 с помощью нагревающего средства.
Когда осуществляют способ вакуумной дегазации, внутри камеры вакуумной дегазации, расположенной в вакуумном кожухе, поддерживают предварительно заданное состояние разрежения за счет откачивания воздуха в вакуумном кожухе наружу, например, с помощью вакуумного насоса. В данном случае внутри камеры вакуумной дегазации откачивают от 51 до 613 гектопаскалей (от 38 до 460 мм рт. ст.), более предпочтительно внутри камеры вакуумной дегазации откачивают от 80 до 338 гектопаскалей (от 60 до 253 мм рт. ст.).
Стекло, подходящее для способа вакуумной дегазации настоящего изобретения, не ограничено по составу, поскольку стекло получают посредством способа горячего плавления. Соответственно, это может быть натриевокальциевосиликатный тип стекла, такой как известково-натриевое стекло, или щелочное стекло, такое как щелочноборосиликатное стекло.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение применимо для производства различных типов стекол, требующихся для удовлетворения жестких требований по пузырькам.
Полное раскрытие Патентной Заявки Японии № 2008-046247, поданной 27 февраля 2008 года, включая описание, формулу изобретения, чертежи и сущность, включено в данную заявку посредством ссылки во всей своей полноте.
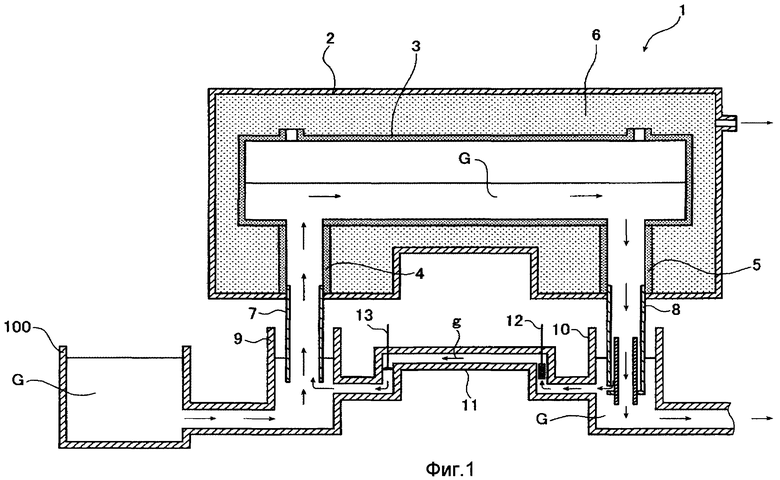
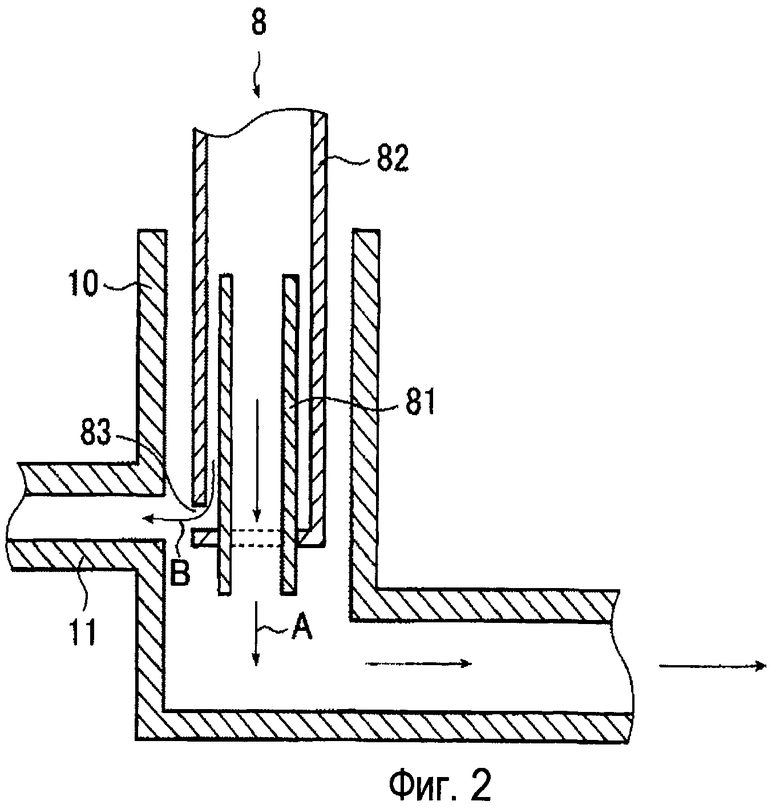
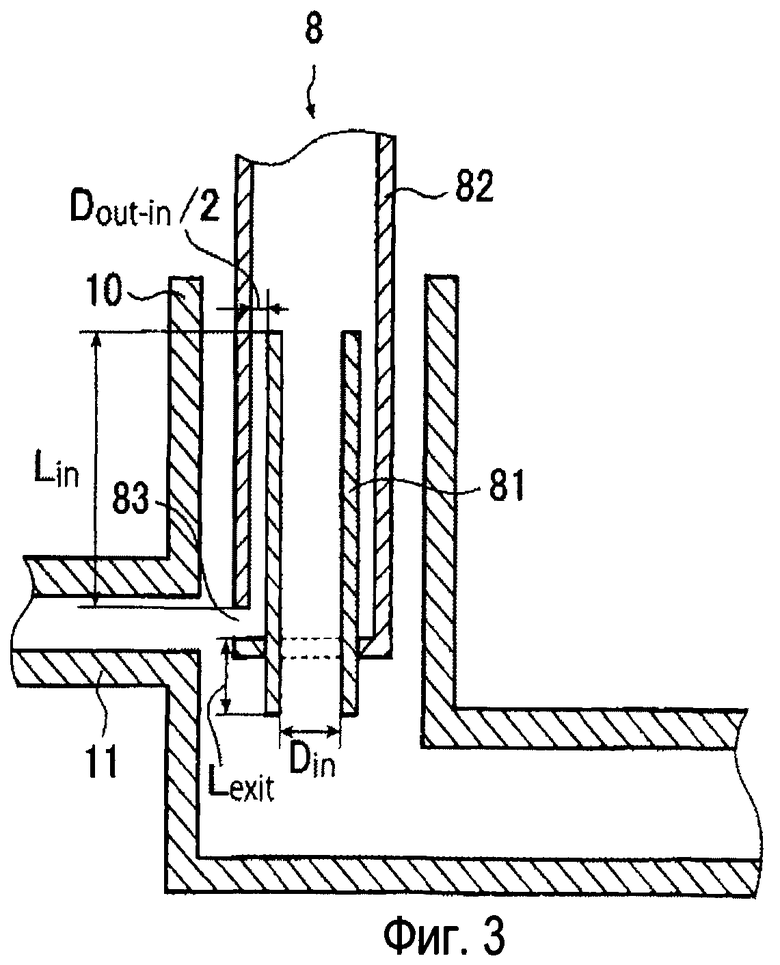
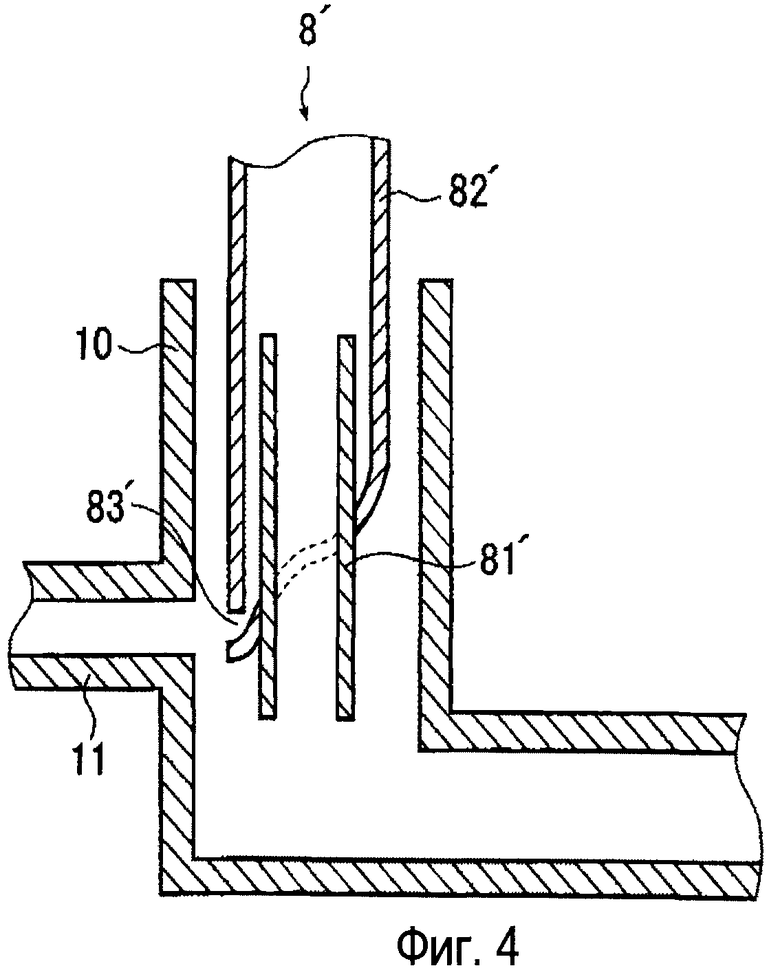
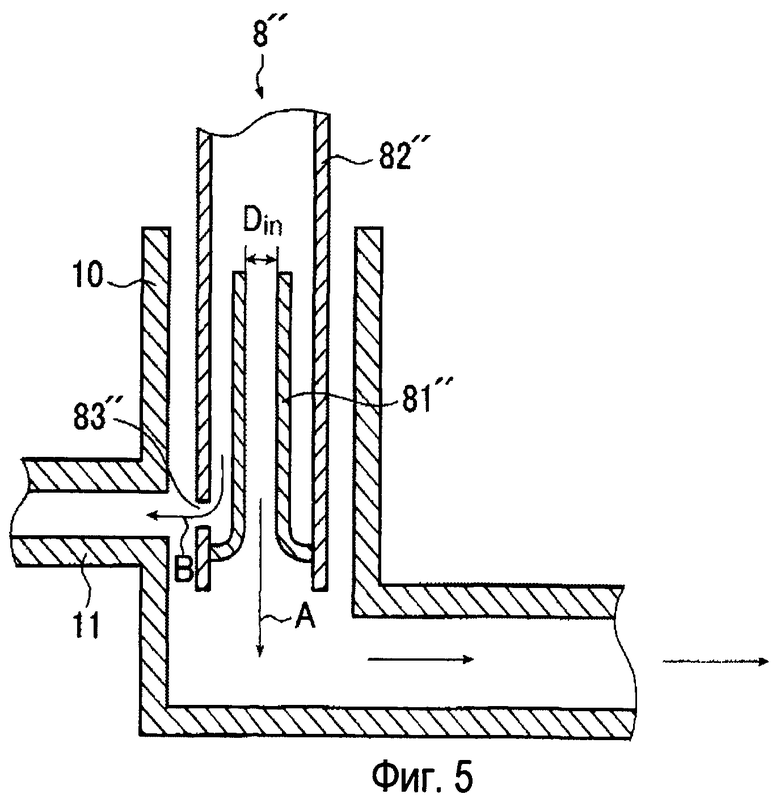
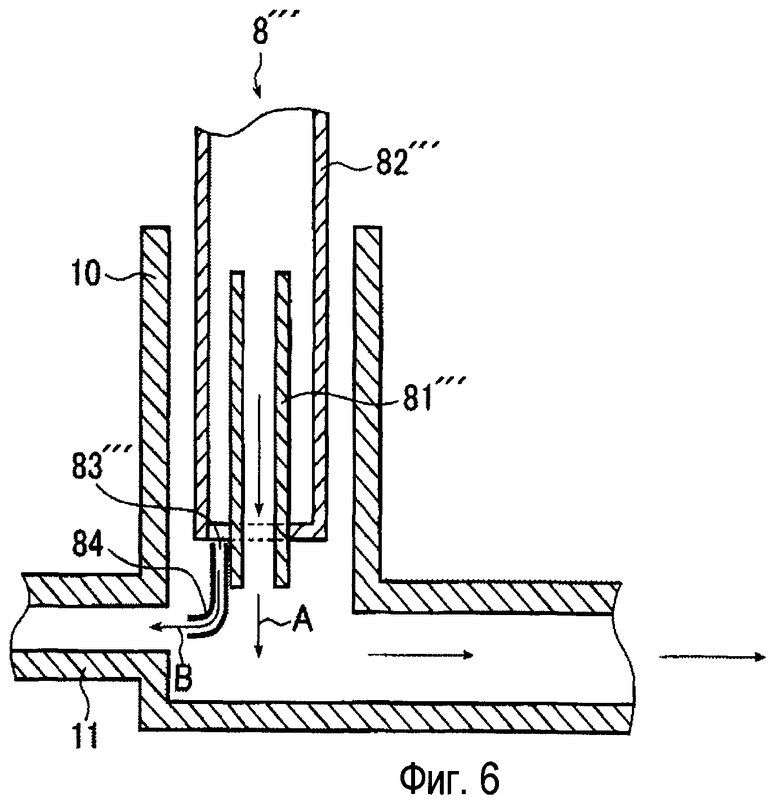
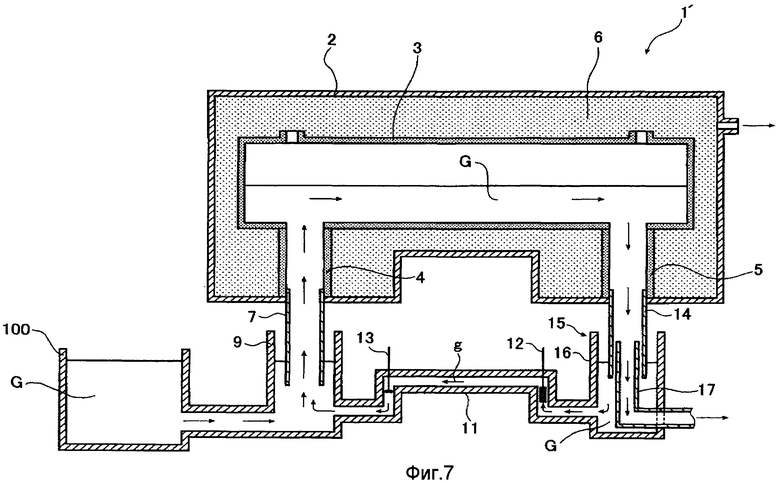
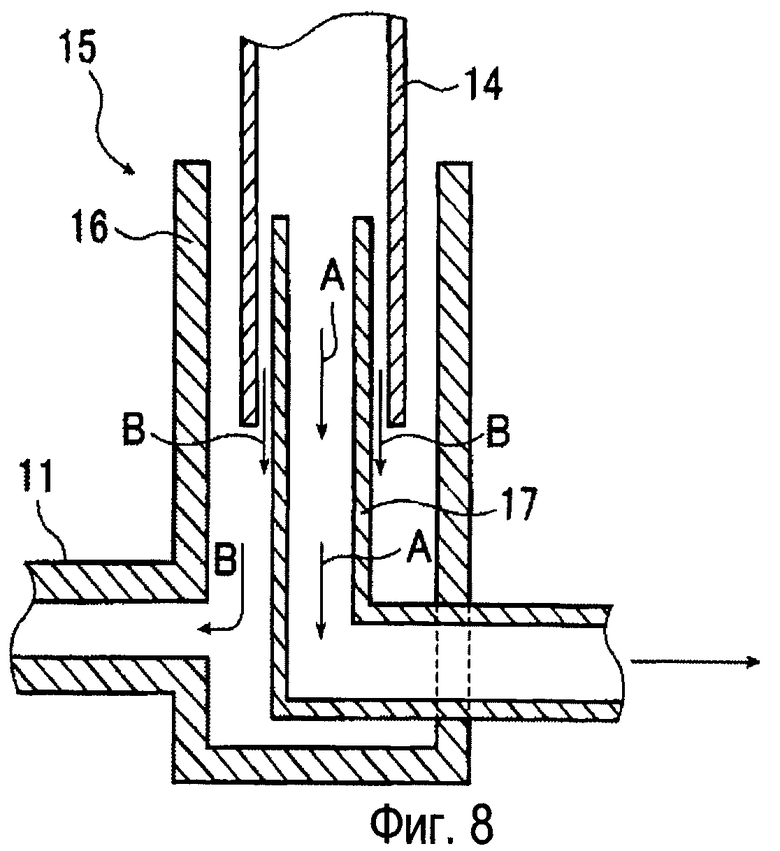
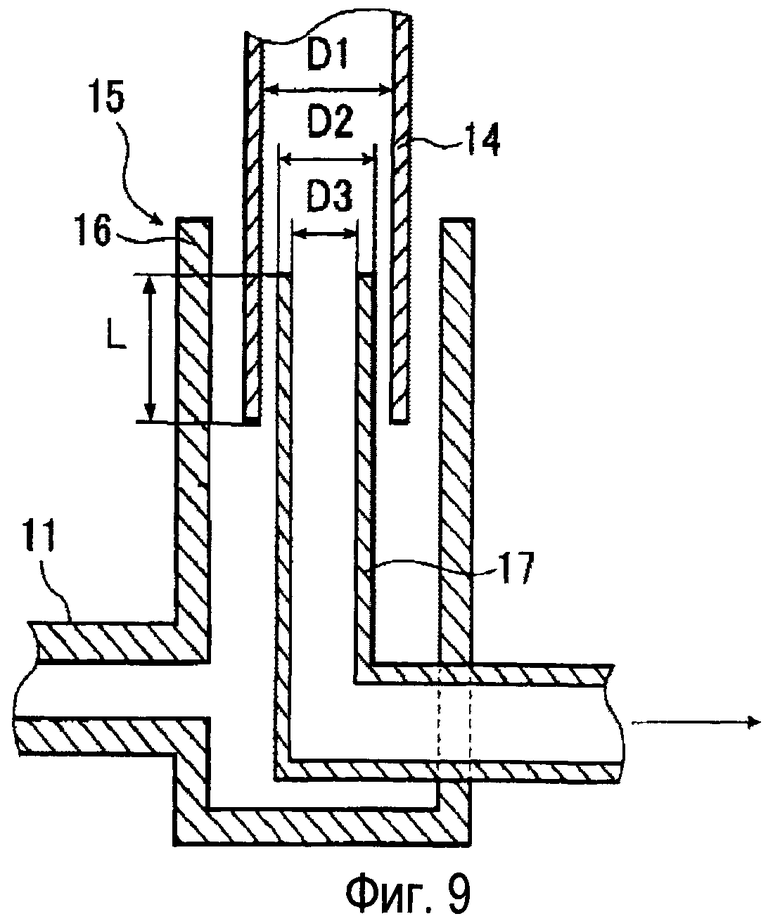
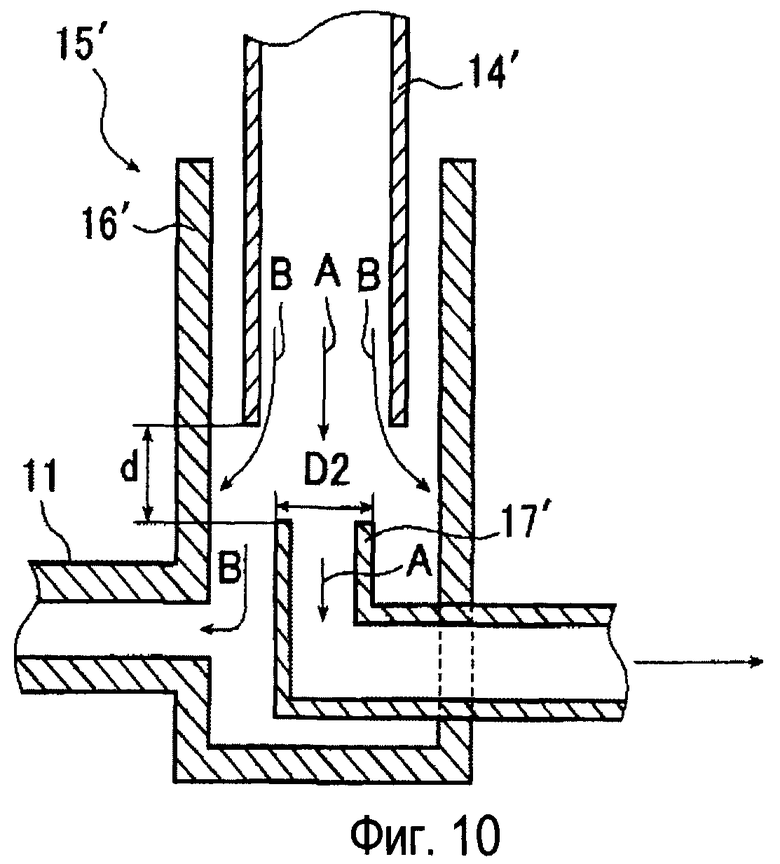
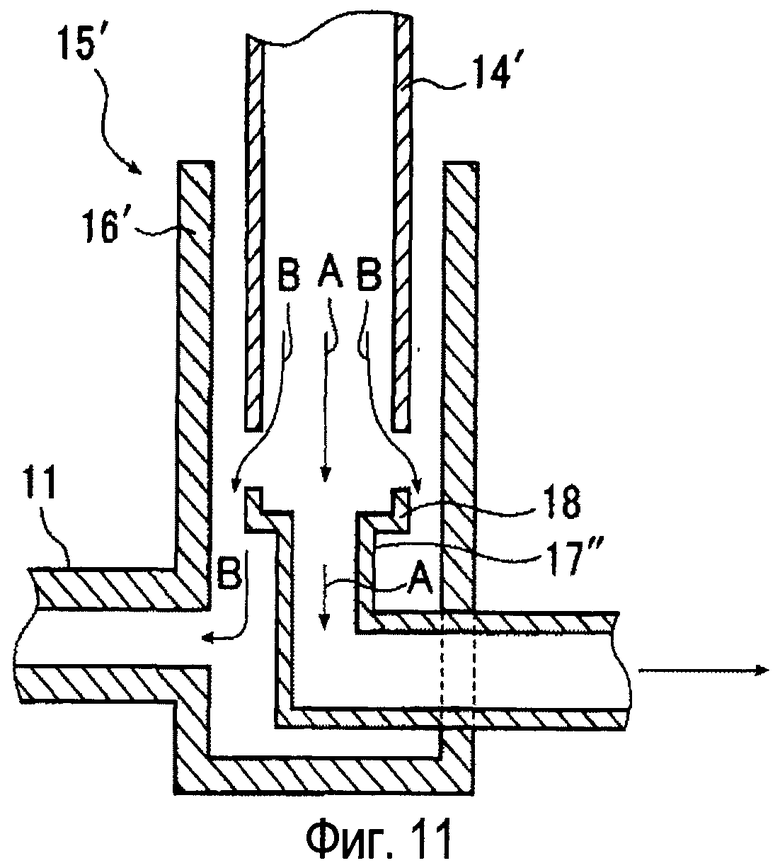
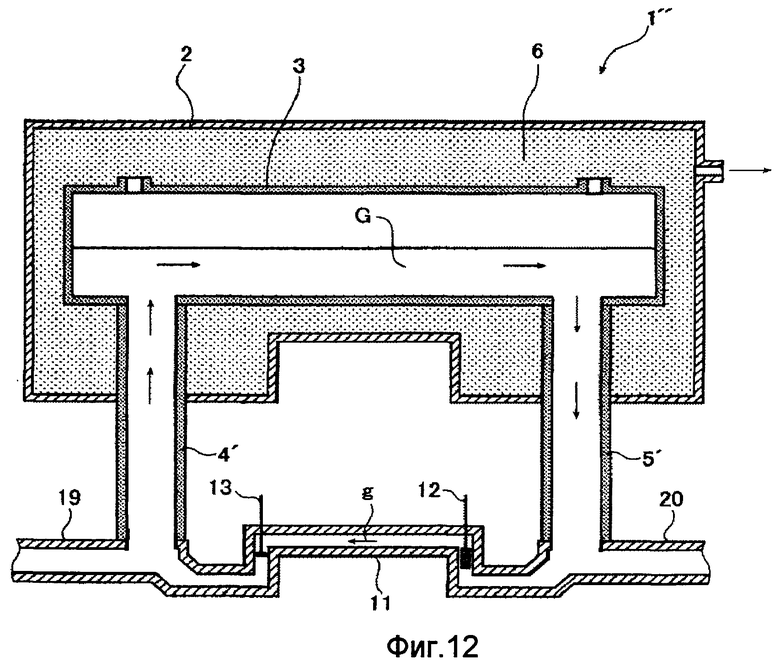

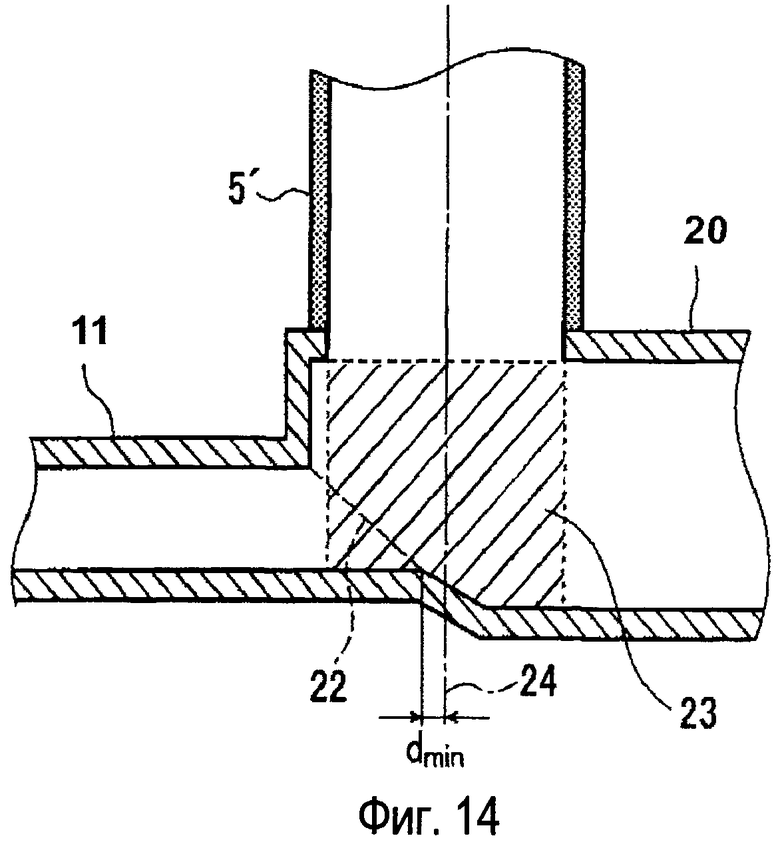
Изобретение относится к устройству вакуумной дегазации и способу вакуумной дегазации для расплавленного стекла. Техническим результатом изобретения является снижение образования газовых пузырей на поверхности раздела между расплавленным стеклом и поверхностью стенки канала для расплавленного стекла. Устройство вакуумной дегазации для расплавленного стекла содержит восходящую трубу, камеру вакуумной дегазации, нисходящую трубу, впускную шахту для подачи расплавленного стекла в восходящую трубу и выпускную шахту для приема расплавленного стекла из нисходящей трубы. При этом устройство вакуумной дегазации для расплавленного стекла дополнительно содержит отделяющий механизм для отделения части расплавленного стекла, движущегося из нисходящей трубы в выпускную шахту, и возвращающую трубу для возврата расплавленного стекла, отделяемого с помощью отделяющего механизма, во впускную шахту. 2 н. и 29 з.п. ф-лы, 14 ил.
1. Устройство вакуумной дегазации для расплавленного стекла, содержащее восходящую трубу, камеру вакуумной дегазации, нисходящую трубу, впускную шахту для подачи расплавленного стекла в восходящую трубу и выпускную шахту для приема расплавленного стекла из нисходящей трубы, при этом устройство вакуумной дегазации для расплавленного стекла дополнительно содержит отделяющий механизм для отделения части расплавленного стекла, движущегося из нисходящей трубы в выпускную шахту, и возвращающую трубу для возврата расплавленного стекла, отделяемого с помощью отделяющего механизма, во впускную шахту.
2. Устройство вакуумной дегазации для расплавленного стекла по п.1, в котором выпускная шахта имеет боковой участок с отверстием, образующим конец возвращающей трубы,
с выпускным концом нисходящей трубы соединена конструкция канала для расплавленного стекла, содержащая полую трубу, изготовленную из платины или платинового сплава, часть которой функционирует в качестве отделяющего механизма, причем
конструкция канала имеет двухтрубную конструкцию, содержащую внутреннюю трубу и наружную трубу, образованные, по меньшей мере, в боковом участке выпускного конца конструкции канала, при этом
внутренняя труба имеет открытый конец в каждом из впускного конца и выпускного конца,
наружная труба имеет впускной конец, который является открытым концом, и выпускной конец, который является закрытым концом, при этом внутренняя труба проникает через часть закрытого конца, а
со стороны выпускного конца наружной трубы выполнено отверстие в положении, обращенном к отверстию, выполненному в боковом участке выпускной шахты.
3. Устройство вакуумной дегазации для расплавленного стекла по п.1, в котором в боковом участке выпускной шахты выполнено отверстие, образующее конец возвращающей трубы,
нисходящая труба имеет конструкцию канала для расплавленного стекла, содержащую полую трубу, изготовленную из платины или платинового сплава, и имеющую часть, функционирующую в качестве отделяющего механизма,
конструкция канала имеет двухтрубную конструкцию, содержащую внутреннюю трубу и наружную трубу, сформированные, по меньшей мере, на выпускном конце конструкции канала,
внутренняя труба имеет впускной конец и выпускной конец, которые являются открытыми концами,
наружная труба имеет впускной конец, который является открытым концом, и выпускной конец, который является закрытым концом, при этом внутренняя труба проникает через часть закрытого конца, а
со стороны выпускного конца наружной трубы выполнено отверстие в положении, обращенном к отверстию, выполненному в боковом участке выпускной шахты.
4. Устройство вакуумной дегазации для расплавленного стекла по п.2, в котором внутренняя труба выступает из закрытого конца наружной трубы на выпускном конце конструкции канала.
5. Устройство вакуумной дегазации для расплавленного стекла по п.2, в котором расстояние Lin (мм) от впускного конца внутренней трубы до верхнего конца отверстия, выполненного на выпускном конце наружной трубы, и внутренний диаметр Din (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
Lin≥Din/2.
6. Устройство вакуумной дегазации для расплавленного стекла по п.2, в котором разница Dout-in (мм) между внутренним диаметром наружной трубы и наружным диаметром внутренней трубы и внутренний диаметр Din (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
Dout-in/2≥0,02·Din.
7. Устройство вакуумной дегазации для расплавленного стекла по п.2, в котором расстояние Lin (мм) от впускного конца внутренней трубы до верхнего конца отверстия, выполненного в выпускном конце наружной трубы, и разница Dout-in (мм) между внутренним диаметром наружной трубы и наружным диаметром внутренней трубы удовлетворяет отношению, выраженному следующей формулой:
Lin≥(Dout-in/2)·3.
8. Устройство вакуумной дегазации для расплавленного стекла по п.2, в котором разница площадей поперечного сечения Sout-in (мм2), полученная посредством вычитания площади поперечного сечения протока во внутренней трубе из площади поперечного сечения протока в наружной трубе, и площадь поперечного сечения Sin (мм2) протока во внутренней трубе удовлетворяют отношению, выраженному следующей формулой:
Sout-in≤Sin.
9. Устройство вакуумной дегазации для расплавленного стекла по п.2, в котором площадь S (мм2) отверстия, выполненного в выпускном конце наружной трубы, и внутренний диаметр Dout (мм) наружной трубы удовлетворяют отношению, выраженному следующей формулой:
S≥9·Dout.
10. Устройство вакуумной дегазации для расплавленного стекла по п.2, в котором верхний конец отверстия, выполненного в выпускном конце наружной трубы, расположен в положении ниже на 0-500 мм, чем верхний конец отверстия, выполненного в боковом участке выпускной шахты.
11. Устройство вакуумной дегазации для расплавленного стекла по п.1, в котором нисходящая труба и выпускная шахта соединены с возможностью сообщаться друг с другом, выпускная шахта имеет двухтрубную конструкцию, содержащую основной корпус шахты, являющийся наружной трубой, и внутреннюю трубу, расположенную внутри основного корпуса шахты и проходящую в выпускном направлении, при этом в основном корпусе шахты имеется отверстие, образующее конец возвращающей трубы, а двухтрубная конструкция функционирует в качестве отделяющего механизма.
12. Устройство вакуумной дегазации для расплавленного стекла по п.11, в котором внутренний диаметр D1 (мм) нисходящей трубы и наружный диаметр D2 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
D1>D2.
13. Устройство вакуумной дегазации для расплавленного стекла по п.11, в котором разница ΔD (мм) между внутренним диаметром нисходящей трубы и наружным диаметром внутренней трубы и внутренний диаметр D3 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
ΔD≥0,04·D3.
14. Устройство вакуумной дегазации для расплавленного стекла по п.11, в котором разница площадей поперечного сечения ΔS (мм2), полученная посредством вычитания площади поперечного сечения протока во внутренней трубе из площади поперечного сечения протока в нисходящей трубе, и площадь поперечного сечения S1 (мм2) протока во внутренней трубе удовлетворяют отношению, выраженному следующей формулой:
ΔS≤S1.
15. Устройство вакуумной дегазации для расплавленного стекла по п.11, в котором нисходящая труба и внутренняя труба частично перекрывают друг друга, а длина L (мм) участка, где они перекрываются, и наружный диаметр D2 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
L≤5·D2.
16. Устройство вакуумной дегазации для расплавленного стекла по п.11, в котором расстояние d (мм) между выпускным концом нисходящей трубы и впускным концом внутренней трубы и наружный диаметр D2 (мм) внутренней трубы удовлетворяют отношению, выраженному следующей формулой:
0,5·D2≤d≤5·D2.
17. Устройство вакуумной дегазации для расплавленного стекла по п.1, в котором отверстие возвращающей трубы, открывающееся в выпускную шахту, удовлетворяет следующим условиям (1) и (2), при этом отверстие функционирует в качестве отделяющего механизма:
(1) отверстие пересекает часть воображаемой области, полученной за счет воображаемого продления нисходящей трубы в выпускном направлении; и
(2) отверстие не пересекает воображаемую линию, полученную за счет воображаемого продления в воображении центральной оси нисходящей трубы в выпускном направлении.
18. Устройство вакуумной дегазации для расплавленного стекла по п.17, в котором минимальное расстояние dmin (мм) между возвращающей трубой и воображаемой линией и радиус Ddown (мм) нисходящей трубы удовлетворяют отношению, выраженному следующей формулой:
0<dmin<Ddown.
19. Устройство вакуумной дегазации для расплавленного стекла по п.17, в котором угол α (градусы) между отверстием и воображаемой линией удовлетворяют отношению, выраженному следующей формулой:
10≤α≤80.
20. Устройство вакуумной дегазации для расплавленного стекла по п.17, в котором высота нижней поверхности выпускной шахты отличается от высоты нижней поверхности возвращающей трубы в области отверстия.
21. Устройство вакуумной дегазации для расплавленного стекла по п.20, в котором нижняя поверхность выпускной шахты и нижняя поверхность возвращающей трубы, которые имеют разные высоты, соединены посредством наклонной конструкции, имеющей угол от 5 до 60°.
22. Устройство вакуумной дегазации для расплавленного стекла по п.17, в котором площадь отверстия приблизительно равна площади поперечного сечения возвращающей трубы.
23. Устройство вакуумной дегазации для расплавленного стекла по п.1, которое дополнительно содержит насосное средство для регулирования потока расплавленного стекла в возвращающей трубе.
24. Устройство вакуумной дегазации для расплавленного стекла по п.1, которое дополнительно содержит средство нагревания расплавленного стекла, проходящего через возвращающую трубу.
25. Устройство вакуумной дегазации для расплавленного стекла по п.1, которое дополнительно содержит средство перемешивания расплавленного стекла, проходящего через возвращающую трубу.
26. Способ вакуумной дегазации для расплавленного стекла, который представляет собой способ вакуумной дегазации расплавленного стекла за счет обеспечения прохождения расплавленного стекла через камеру вакуумной дегазации, внутри которой поддерживается состояние разрежения, согласно которому отделяют часть расплавленного стекла, вытекающего из камеры вакуумной дегазации, и возвращают отделенное расплавленное стекло снова в камеру вакуумной дегазации.
27. Способ вакуумной дегазации для расплавленного стекла по п.26, при котором количество отделяемого расплавленного стекла составляет, по меньшей мере, 0,1% и самое большее 10% от количества расплавленного стекла, проходящего через камеру вакуумной дегазации.
28. Способ вакуумной дегазации для расплавленного стекла по п.26, при котором количество отделяемого расплавленного стекла составляет, по меньшей мере, 1% и самое большее 5% от количества расплавленного стекла, проходящего через камеру вакуумной дегазации.
29. Способ вакуумной дегазации для расплавленного стекла по п.26, при котором отношение количества отделяемого расплавленного стекла к количеству расплавленного стекла, проходящего через камеру вакуумной дегазации, изменяется при прохождении расплавленного стекла через камеру вакуумной дегазации.
30. Способ вакуумной дегазации для расплавленного стекла по п.26, при котором отделяемое расплавленное стекло нагревают перед его возвращением в камеру вакуумной дегазации.
31. Способ вакуумной дегазации для расплавленного стекла по п.26, при котором отделяемое расплавленное стекло перемешивают перед его возвращением в камеру вакуумной дегазации.
| Стекловаренная печь | 1984 |
|
SU1178697A1 |
| Установка для варки стекла | 1983 |
|
SU1164214A1 |
| Способ осветления стекломассы при варке в шахтных печах и устройство для осуществления способа | 1946 |
|
SU68469A1 |
| Устройство для съема с оправок трубчатых изделий | 1985 |
|
SU1298094A1 |
| Сито | 1980 |
|
SU908417A1 |

