Изобретение относится к области производства труб и может быть использовано для изготовления металлополимерных труб (МПТ) с теплоизолирующим покрытием.
Известен способ изготовления трубы путем нанесения на ее внешнюю поверхность нескольких слоев вспененного материала (Заявка Великобритании 2046865, F 16 L 9/14, опубл. 1980 г.).
В этом способе на металлическую трубу наносят один или несколько слоев вспененного полиуретана и один внешний защитный слой из полиуретана высокой плотности. Таким образом обеспечивается возможность изготовления металлической трубы с хорошими теплоизоляционными свойствами.
Ограничением этого технического решения является недостаточно высокое качество получаемого изделия, т.к. при изгибе трубы вспененный полиуретан имеет низкую адгезию с металлической стенкой трубы и происходит его отслаивание. Два слоя вспененного полиуретана в этом техническом решении имеют различную стойкость по температуре. Вспененный слой, расположенный ближе к поверхности трубы, имеет стойкость до 177oС, а слой, расположенный дальше от поверхности трубы до 93, 5oС, Кроме того, вспененный слой (слои) имеет большую толщину 25,4 - 152,4 мм, что увеличивает поперечные габариты изделия. Таким образом, изготовленная известным способом труба является жесткой и не предназначена для ее изгиба с сохранением высокого качества вспененного слоя, а предназначена для транспортировки сред при достаточно высокой температуре.
Наиболее близким является способ непрерывного изготовления металлических труб с полимерным покрытием, включающий формирование металлической трубы с полимерным покрытием путем соэкструзии полимерного материала на ее внутреннюю и наружную поверхности при продольном перемещении металлической трубы и охлаждение металлической трубы с полимерным покрытием (Патент Российской Федерации 2126322, В 29 С 47/02, опубл. 1999 г.).
Кроме того, в этом способе при продольном перемещении металлической трубы дополнительно формируют методом соэкструзии адгезионные слои, расположенные между металлической трубой и полимерным покрытием, что обеспечивает высокую адгезию полимерного покрытия к внутренней и наружной металлической стенке. Высокое качество соединения полимерного покрытия с металлической трубой позволяет производить изгиб трубы в различных направлениях относительно ее продольной оси, обеспечивая трубе высокие технико-эксплуатационные характеристики: рабочее давление не менее 20 кг/см2, гидростатического давление среды до 84 кгс/см2, рабочая температура от 40 до 95oС, радиус изгиба от 5 наружных диаметров.
Однако ограничением известного способа является отсутствие средств создания на поверхности МПТ теплоизолирующего покрытия. Использование же пористых теплоизолирующих рукавов, выпускаемых различными фирмами, при установке их на МПТ и при ее изгибе, приводит к образованию складок, что ухудшает теплоизолирующие свойства и ухудшает внешний вид изделия в целом. Кроме того, монтаж таких рукавов трудоемок. Этот известный способ реализован в установке для формирования МПТ ЛТ 002, выпускаемой ЗАО "Научно-производственным предприятием "Маяк-93" с 1998 г.
Известное устройство для изготовления соэкструдированной многослойной трубы содержит установку для формирования металлической трубы с полимерным покрытием ее внутренней и внешней поверхности и ванну охлаждения, установленную на выходе установки и предназначенную для охлаждения трубы (Патент Российской Федерации 2088404, В 29 С 47/02, опубл. 1997 г.).
Наиболее близким изделием является соэкструдированная многослойная труба, содержащая по меньшей мере одну трубу и по меньшей мере один пористый слой, расположенный снаружи и окружающий трубу, при этом труба имеет кольцевую жесткость выше, чем кольцевая жесткость пористого слоя (Патент Российской Федерации 2157939, F 16 L 9/12, опубл. 2000 г.).
В этом техническом решении использован физический способ вспенивания для образования пористого слоя, что требует закачки сжатого газа в эксплуатации, и как следствие его использования сложного и дорогостоящего оборудования.
Труба в этом техническом решении выполнена из пластмассы и предназначена для прокладки ее под землей, поэтому в этом техническом решении указывается, что сжатие стенки пористого слоя составляет по меньшей мере 1,5% от внутреннего диаметра трубы. В этом случае рассматривается поперечное сжатие, поскольку труба должна сохранить свою форму под действием веса грунта. Поэтому в одном из вариантов реализации описана жесткая труба, содержащая внутреннюю трубу ПЭ-Х, тонкий вспененный слой и металлическую водопропускную трубу с пластиковой оболочкой. Таким образом, в этом варианте металлическая труба расположена снаружи, а не внутри готового изделия и служит для придания жесткости конструкции. Вспененный слой в этом техническом решении служит для обеспечения адгезии между ПЭ-Х и металлом, таким как алюминий.
В заявленных технических решениях решается иная задача, чем в известном последнем техническом решении, а именно: обеспечение возможности изгиба трубы с сохранением качества пористого слоя, расположенного на наружной поверхности МПТ.
Решаемая изобретением задача - улучшение технико-эксплуатационных характеристик металлополимерных труб и обеспечение возможности их изгиба без нарушения теплоизолирующего покрытия.
Технический результат, который может быть получен при осуществлении заявленного способа, - расширение ассортимента выпускаемых промышленностью МПТ, обеспечение непрерывного изготовления металлических труб с полимерным покрытием и теплоизолирующим покрытием в едином технологическом цикле.
Технический результат, который может быть получен при выполнении заявленного устройства, - обеспечение высоких технико-эксплуатационных характеристик изготавливаемого изделия, обеспечение единого технологического цикла изготовления МПТ и теплоизолирующего покрытия, а также высокой скорости формирования пористого слоя.
Технический результат, который может быть получен при изготовлении заявленной соэкструдированной многослойной трубы, - расширение ассортимента выпускаемых МПТ, обеспечение присущих МПТ технико-эксплуатационных характеристик с сохранением гибкости и формы после изгиба на радиус не менее пяти наружных диаметров МПТ, обеспечение теплопроводности от 0,04 до 0,1 Вт/К•м, получение пузырьковой закрытой структуры пены для препятствия проникновения влаги, звукопоглощение до 26 дБ для улучшения эксплуатации трубопроводов, установленных в жилых помещениях.
Для решения поставленной задачи с достижением указанного технического результата в известном способе изготовления соэкструдированной многослойной трубы, включающем формирование металлической трубы с полимерным покрытием путем соэкструзии полимерного материала на ее внутреннюю и наружную поверхности при продольном перемещении металлической трубы, охлаждение трубы с полимерным покрытием, согласно изобретению после охлаждения вокруг трубы с полимерным покрытием дополнительно формируют пористый слой путем экструзии полимерного материала со вспенивающим агентом на наружную поверхность внешнего полимерного покрытия металлической трубы при перемещении ее внутри экструзионной головки, имеющей калибр внешней поверхности изготавливаемой трубы, снабженный охлаждающей рубашкой, при этом используют экструзионную головку с по меньшей мере одним каналом для формирования пористого слоя, имеющим поперечное сечение на выходе в месте сопряжения его с калибрующим каналом одинаковое по форме поперечному сечению калибрующего канала, образованного наружной поверхностью металлической трубы с полимерным покрытием и внутренней поверхностью калибра внешней поверхности изготавливаемой трубы, а площадь s поперечного сечения выхода канала для формирования пористого слоя связана с площадью S поперечного сечения калибрующего канала выражением s=S/n, где n - количество каналов для формирования пористого слоя, причем толщину стенки калибра внешней поверхности изготавливаемой трубы между охлаждающей рубашкой и выходом канала для формирования пористого слоя выполняют меньшей, чем толщина стенки калибра внешней поверхности изготавливаемой трубы под охлаждающей рубашкой, а в качестве полимерного материала со вспенивающим агентом для формирования пористого слоя используют полиолефин с порофором при плотности полиолефина 900 - 960 кг/м3, с газовым числом порофора 200 - 220 мл/г и температурой разложения от 180 до 220oС, а экструзию полимерного материала со вспенивающим агентом из экструзионной головки осуществляют при 135 - 180oС.
Возможны дополнительные варианты осуществления заявленного способа, в которых целесообразно, чтобы:
- в качестве полиолефина использовали полиэтилен высокой плотности, или полиэтилен низкой плотности, или полипропилен;
- использовали бы один канал для формирования пористого слоя, а пористый слой формировали с одинаковой плотностью в диапазоне 100 - 500 кг/м 3 и толщиной от 4 до 20 мм;
- формировали пористый слой из по меньшей мере двух вспененных слоев с толщиной каждого вспененного слоя 2,0 - 5,0 мм и с плотностью каждого вспененного слоя уменьшающейся в направлении от наружной поверхности металлической трубы с полимерным покрытием;
- пористый слой формировали бы из трех вспененных слоев с толщиной каждого вспененного слоя 2 - 5 мм и с плотностью вспененного слоя, расположенного ближе к металлической поверхности трубы, от 400 до 500 кг/м3, с плотностью вспененного слоя, расположенного посередине между вспененными слоями, от 300 до 400 кг/м3, с плотностью вспененного слоя, расположенного дальше от металлической поверхности трубы, от 100 до 200 кг/м3;
- пористый слой формировали из вспененных слоев путем последовательного их экструдирования по пути перемещения металлической трубы с полимерным покрытием из экструзионных головок, выполненных только с одним каналом для формирования пористого слоя;
- дополнительно на внешней поверхности пористого слоя формировали бы защитный слой из полиэтилена толщиной 0,02 - 0,05 мм и плотностью 900 - 950 кг/м3;
- при формировании металлической трубы с полимерным покрытием путем соэкструзии полимерного материала на ее внутреннюю и наружную поверхности при продольном перемещении металлической трубы дополнительно формировали бы методом соэкструзии адгезионные слои, расположенные между металлической трубой и полимерным покрытием;
- при формировании металлической трубы с полимерным покрытием вспенивали полимерное покрытие, расположенное внутри металлической трубы.
Для решения поставленной задачи в известном устройстве для изготовления соэкструдированной многослойной трубы, содержащем установку для формирования металлической трубы с полимерным покрытием ее внутренней и внешней поверхности и ванну охлаждения, установленную на выходе установки после формирования трубы и предназначенную для охлаждения трубы, согласно изобретению устройство снабжено установленной после ванны охлаждения экструзионной головкой с калибром внешней поверхности изготавливаемой трубы, наружная поверхность которого снабжена охлаждающей рубашкой, а в качестве калибра внутренней поверхности изготавливаемой трубы использована перемещающаяся в продольном направлении металлическая труба с полимерным покрытием, причем в экструзионной головке выполнен по меньшей мере,один канал для формирования пористого слоя, а калибр внешней поверхности изготавливаемой трубы выполнен в виде единого целого с экструзионной головкой, при этом поперечное сечение выхода канала для формирования пористого слоя в месте его сопряжения с калибрующим каналом выполнено одинаковым по форме поперечнуму сечению калибрующего канала, образованного наружной поверхностью трубы с полимерным покрытием и внутренней поверхностью калибра внешней поверхности, а площадь s поперечного сечения выхода канала для формирования пористого слоя связана с площадью S поперечного сечения калибрующего канала выражением s=S/n, где n - количество каналов для формирования пористого слоя, причем толщина стенки калибра внешней поверхности изготавливаемой трубы между охлаждающей рубашкой и выходом канала для формирования пористого слоя выполнена меньшей, чем толщина стенки калибра внешней поверхности изготавливаемой трубы под охлаждающей рубашкой, а на выходе экструзионной головки с калибром наружной поверхности изготавливаемой трубы установлена дополнительная ванна охлаждения.
Возможны дополнительные варианты выполнения устройства, в которых целесообразно, чтобы:
- количество n каналов для формирования пористого слоя в упомянутой экструзионной головке было выбрано равным одному, при этом была введена по меньшей мере одна дополнительная экструзионная головка с калибром внешней поверхности изготавливаемой трубы, установленная на выходе дополнительной ванны охлаждения, а наружная поверхность калибра внешней поверхности изготавливаемой трубы дополнительной экструзионной головки была снабжена охлаждающей рубашкой, причем в качестве калибра внутренней поверхности изготавливаемой трубы была использована перемещающаяся в продольном направлении труба с формированным пористым слоем, а в дополнительной экструзионной головке был выполнен канал для формирования дополнительного пористого слоя, при этом калибр внешней поверхности изготавливаемой трубы был выполнен в виде единого целого с дополнительной эксрузионной головкой, для этого поперечное сечение выхода канала для формирования дополнительного пористого слоя в месте его сопряжения с калибрующим каналом было выполнено одинаковым по форме и равным по площади поперечному сечению калибрующего канала, образованного наружной поверхностью трубы с формированным пористым слоем и внутренней поверхностью калибра внешней поверхности изготавливаемой трубы дополнительной экструзионной головки, а толщина стенки указанного калибра между охлаждающей рубашкой и выходом канала для формирования дополнительного пористого слоя была выполнена меньшей, чем толщина стенки калибра под его охлаждающей рубашкой;
- экструзионная головка была снабжена каналом для формирования защитного слоя, выход которого расположен в месте сопряжения стенки выхода канала для формирования пористого слоя с внутренней поверхностью калибра внешней поверхности.
Для решения поставленной задачи с достижением технического результата в известной соэкструдированной многослойной трубе, содержащей по меньшей мере одну трубу и по меньшей мере один пористый слой, расположенный снаружи и окружающий трубу, при этом труба имеет кольцевую жесткость выше, чем кольцевая жесткость пористого слоя, согласно изобретению в качестве трубы использована металлическая труба с полимерным покрытием ее внутренней и наружной поверхности, а продольное сжатие или продольное растяжение пористого слоя при изгибе трубы на величину не менее пяти ее наружных диаметров составляет от 0,1 до 20% наружного диаметра трубы.
Возможны дополнительные варианты выполнения изделия, в которых целесообразно, чтобы:
- упомянутый пористый слой был выполнен из вспененного полиэтилена с толщиной 4 - 20 мм и с плотностью 100 - 500 кг/м3;
- упомянутый пористый слой был выполнен из по меньшей мере двух вспененных слоев полиэтилена с толщиной каждого вспененного слоя 2 - 5 мм и с плотностью каждого вспененного слоя, уменьшающейся в направлении от наружной поверхности металлической трубы;
- упомянутый пористый слой был выполнен из трех вспененных слоев с толщиной каждого вспененного слоя 2 - 5 мм и с плотностью вспененного слоя, расположенного ближе к металлической поверхности трубы, от 400 до 500 кг/м3, с плотностью вспененного слоя, расположенного по середине между вспененными слоями, от 300 до 400 кг/м3, с плотностью вспененного слоя, расположенного дальше от металлической поверхности трубы, от 100 до 200 кг/м3;
- был введен защитный слой, расположенный на наружной поверхности упомянутого пористого слоя;
- защитный слой был выполнен из полиэтилена с толщиной 0,02 - 0,05 мм и с его плотностью 900 - 950 кг/м3;
- труба была выполнена с возможностью запоминания ее формы после снятия нагрузки при изгибе и сохранением этой формы при величине внутреннего давления среды до 7 мПа и при температуре среды до 20oС;
- труба была выполнена с возможностью запоминания ее формы после снятия нагрузки при изгибе и сохранением этой формы при величине внутреннего давления среды до 3 мПа и при температуре среды до 95oС;
- металлическая труба была выполнена из материала с модулем упругости не более 1•106 кг/см2;
- металлическая труба была выполнена из алюминия, или меди, или сплавов на их основе с толщиной стенки 0,2 - 0,6 мм;
- в качестве полимерного покрытия металлической трубы был использован полиэтилен;
- в качестве полимерного покрытия металлической трубы был использован полиэтилен низкого давления силанольносшивающийся - ПЕХ, или полиэтилен низкого давления - ПЭНД, или полиэтилен высокого давления - ПЭВД, или полипропилен;
- толщина полимерного покрытия внутренней и внешней поверхности металлической трубы была выбрана от 0,9 до 1 мм с его плотностью 940 - 960 кг/м3;
- полимерное покрытие металлической трубы, расположенное внутри нее, было выполнено в виде вспененного слоя с толщиной 1,5 - 2 мм и с его плотностью 600 - 800 кг/м3;
- были бы введены адгезионные слои, расположенные соответственно между внутренней и внешней поверхностями металлической трубы и внутренним и наружным полимерным покрытиями, при этом толщина адгезионных слоев была выбрана 0,1 - 0,2 мм с их плотностью 920 - 940 кг/м3;
- в качестве адгезионных слоев был использован модифицированный полиэтилен низкой линейной плотности - севилен;
Указанные преимущества, а также особенности настоящего изобретения поясняются вариантами его осуществления со ссылками на чертежи:
фиг. 1 изображает функциональную схему установки для изготовления МПТ с термоизолирующим покрытием с одной экструзионной головкой для изготовления теплоизолирующего покрытия;
фиг. 2 изображает функциональную схему установки для изготовления МПТ с термоизолирующим покрытием с двумя экструзионными головками для изготовления теплоизолирующего покрытия из двух вспененных слоев;
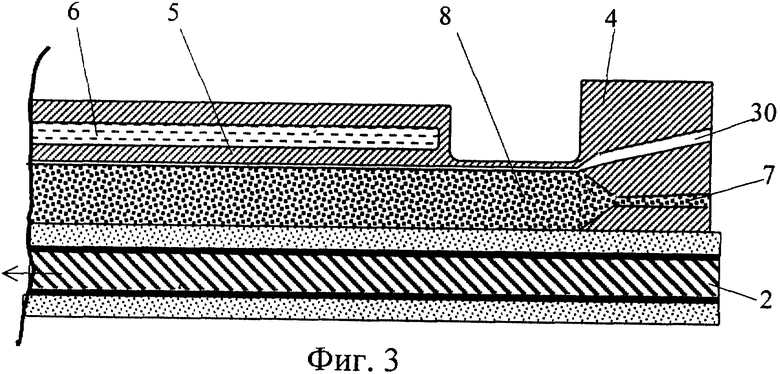
фиг. 3 схематично изображает половину продольного сечения экструзионной головки с калибром внешней поверхности трубы с одним каналом для формирования пористого слоя и с каналом для формирования защитного слоя;
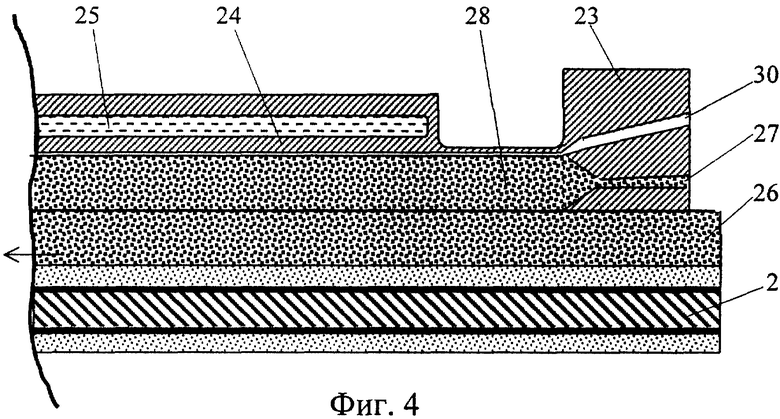
фиг. 4 схематично изображает половину продольного сечения экструзионной головки с калибром внешней поверхности трубы с одним каналом для формирования дополнительного пористого слоя и с каналом для формирования защитного слоя;
фиг. 5 схематично изображает половину продольного сечения экструзионной головки с калибром внешней поверхности трубы с тремя каналами для формирования пористого слоя из вспененных слоев;
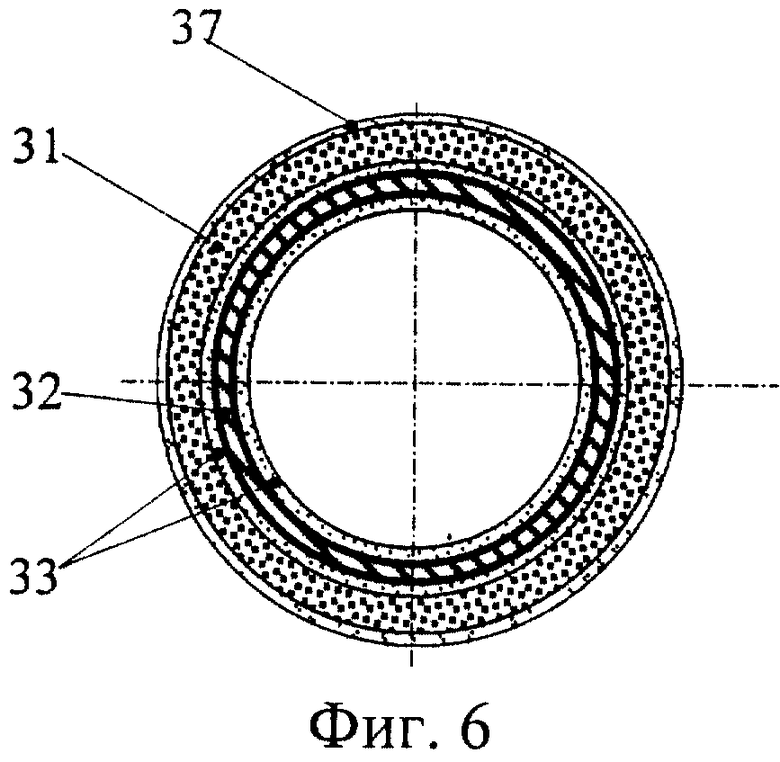
фиг. 6 - поперечное сечение МПТ с теплоизолирующим покрытием из одного вспененного слоя и с защитным слоем;
фиг. 7 - поперечное сечение МПТ с теплоизолирующим покрытием из трех вспененных слоев с плотностью каждого вспененного слоя, уменьшающейся в направлении от наружной поверхности МПТ.
Поскольку заявленный способ реализован в устройстве, то его подробное описание приведено в разделе описания устройства для изготовления соэкструдированной многослойной трубы.
Устройство (фиг. 1) для изготовления соэкструдированной многослойной трубы содержит установку 1 для формирования трубы 2, выполненной металлической с полимерным покрытием ее внутренней и внешней поверхности. Установка 1 для формирования трубы соответствует указанной известной установке для изготовления МПТ. Ванна 3 охлаждения установлена на выходе установки 1 после формирования трубы и предназначена для охлаждения трубы. Устройство снабжено экструзионной головкой 4 с калибром 5 внешней поверхности изготавливаемой трубы, установленной после ванны 3 охлаждения. Наружная поверхность калибра 5 внешней поверхности изготавливаемой трубы снабжена охлаждающей рубашкой 6. В качестве калибра внутренней поверхности (дорна, подложки) использована перемещающаяся в продольном направлении труба 2.
В экструзионной головке 4 (фиг.3) выполнен по меньшей мере один канал 7 для формирования пористого слоя. Калибр 5 внешней поверхности изготавливаемой трубы выполнен в виде единого целого с эксрузионной головкой 4. Для этого поперечное сечение выхода канала 7 для формирования пористого слоя в месте сопряжения его с калибрующим каналом 8, образованным наружной поверхностью трубы 2 и внутренней поверхностью калибра 5, выполнено одинаковым по форме поперечного сечения калибрующему каналу 8. Площадь s поперечного сечения выхода канала 7 для формирования пористого слоя связана с площадью S поперечного сечения калибрующего канала 8 выражением s=S/n, где n - количество каналов 7 для формирования пористого слоя (фиг.5). При n=1 конструкция экструзионной головки 4 принимает вид, изображенный на фиг.3. Толщина стенки калибра 5 (фиг.3, 5) между охлаждающей рубашкой 6 и выходом канала 7 для формирования пористого слоя выполнена меньшей, чем толщина стенки калибра 5 под охлаждающей рубашкой 6. На выходе экструзионной головки 4 с калибром 5 наружной поверхности установлена дополнительная ванна 9 охлаждения (фиг.1).
На фиг.1, 2 также схематично показаны: подкассетное устройство 10, формующее устройство 11, экструдеры 12 полиэтилена, головка 13 экструзионная для нанесения внутреннего и внешнего полимерного покрытия на металлическую трубу, ультразвуковая сварочная головка 14, экструдер 15 адгезива-клея, ванна 16 герметизации, механизм 17 герметизации, тянущее устройство 18, экструдер 19 пористого слоя, экструдер 20 защитного слоя, приемный барабан 21, система 22 оборотного водоснабжения. Тянущее устройство 18 может быть расположено после ванны 3 охлаждения или после дополнительной ванны 9 охлаждения.
Если количество n каналов для формирования пористого слоя в упомянутой экструзионной головке 4 выбрано равным одному, а необходимо, чтобы пористый слой был выполнен из двух или более вспененных слоев, то после дополнительной ванны 9 охлаждения могут быть установлены дополнительные экструзионные головки 23 (фиг.2). Может быть введена по меньшей мере одна дополнительная экструзионная головка 23 с калибром 24 внешней поверхности изготавливаемой трубы, предназначенная для нанесения дополнительного пористого слоя, выполненная аналогично описанному при n=1 и установленная на выходе упомянутой дополнительной ванны 9 охлаждения. Наружная поверхность калибра 24 внешней поверхности изготавливаемой трубы дополнительной экструзионной головки 23 также снабжена охлаждающей рубашкой 25 (фиг.4). В качестве калибра внутренней поверхности использована перемещающаяся в продольном направлении труба 2 с формированным пористым слоем 26 в упомянутой экструзионной головке 4.
В дополнительной экструзионной головке 23 (фиг.4) аналогично фиг.3 выполнен канал 27 для формирования дополнительного пористого слоя. Калибр 24 внешней поверхности изготавливаемой трубы выполнен единым целым с дополнительной эксрузионной головкой 23 (фиг.4). Для этого поперечное сечение выхода канала 27 для формирования дополнительного пористого слоя в месте сопряжения его с калибрующим каналом 28, образованным наружной поверхностью трубы 2 с формированным пористым слоем 26 и внутренней поверхностью дополнительного калибра 24, выполнено одинаковым по форме и равным по площади поперечного сечения калибрующему каналу 28. Толщина стенки дополнительного калибра 23 внешней поверхности между охлаждающей рубашкой 25 и выходом канала 27 для формирования дополнительного пористого слоя выполнена меньшей, чем толщина стенки дополнительного калибра 23 под его охлаждающей рубашкой 25. На фиг.2 также показана охлаждающая ванна 29 установленная за дополнительной экструзионной головкой 23 с калибром 24.
В случае нанесения только одного пористого слоя экструзионная головка 4 может быть снабжена каналом 30 для формирования защитного слоя (фиг.3). Выход канала 30 расположен в месте сопряжения стенки выхода канала 7 для формирования пористого слоя с внутренней поверхностью калибра 5 внешней поверхности. Если использованы дополнительные экструзионные головки 23 (фиг. 2), то канал 30 для формирования защитного слоя выполняют в последней экструзионной головке по направлению перемещения трубы 2.
Однако целесообразно при выполнении пористого слоя из нескольких вспененных слоев, например с их различной плотностью, использовать экструзионную головку 4 с калибром 5, в которой количество каналов 7 выбрано равным количеству вспененных слоев (фиг.5). В этом случае площадь s поперечного сечения выхода канала 7 из экструзионной головки 4 связана с площадью S поперечного сечения калибрующего канала 8 выражением s=S/n, где n - количество каналов 7 для формирования пористого слоя. Выход канала 30 для формирования защитного расположен в месте сопряжения стенки выхода канала 7 для формирования самого последнего наружного пористого слоя с внутренней поверхностью калибра 5 внешней поверхности. Стенки каналов 7 сопряжены между собой по линиям окружностей в случае изготовления пористого слоя (общего) в поперечном сечении в виде кольца.
Работает устройство (фиг.1, 2) следующим образом.
В установке 1 формируют МПТ. После ее охлаждения в ванне 3 (водяной) до температур не выше 30oС, для того, чтобы МПТ могла выполнять функцию калибра внутренней поверхности пористого слоя (выполнять роль непрерывного внутреннего дорна или подложки, что позволяет сохранить структуру пены до ее последующего охлаждения), труба 2 поступает в экструзионную головку 4 с калибром 5 (фиг.1, 3) или в последовательно расположенные экструзионные головки 4, 23 (фиг. 2, 3, 4). В последнем случае пористый слой формируют из вспененных слоев путем последовательного их экструзирования по пути перемещения трубы 2 с полимерным покрытием из экструзионных головок 4, 23, выполненных только с одним каналом 7, 27 для формирования пористого слоя из вспененных слоев.
В экструзионной головке 4 формируют пористый слой (фиг.3) и в случае необходимости и по желанию потребителя защитный слой. В экструзионной головке 4 производят экструзию полимерного материала с вспенивающим агентом на наружную поверхность внешнего полимерного покрытия при перемещении металлической трубы 2, используя химический способ образования пены. В качестве полимерного материала с вспенивающим агентом для пористого слоя используют соответственно полиолефин с порофором при плотности полиолефина от 900 до 960 кг/м3, с газовым числом порофора от 200 до 220 мл/г и температурой его разложения от 180 до 220oС, а экструзию полимерного материала со вспенивающим агентом из экструзионной головки 4 осуществляют при 135 - 180oС.
Для формирования пористого слоя (пены) с закрытой пузырьковой структурой при заявленном химическом методе, разложение порофора и насыщение расплава полиолефина образовавшимися газами проводят в экструдере 19 при температуре большей, чем температура экструзии полимерного материала с вспенивающим агентом из экструзионной головки 4. Для получения расплава полиолефина и разложения порофора целесообразно использовать температуры более 180oС и включая 220oС (температуру полного разложения используемого порофора), что достигается в экструдере 19. В то же время для указанных интервалов разложения порофора и при использовании в качестве полимерного материала полиолефина необходимым и достаточным условием получения пузырьковой закрытой структуры пены является интервал для температур экструзии полимерного материала с вспенивающим агентом из экструзионной головки 4 при 135 - 180oС. При выходе за границы указанного диапазона температур 135 - 180oС экструзии смеси из экструзионной головки 4 пористый слой оказывается не закрытым.
После прохождения трубы через ванну 9 (фиг.1) или через ванну 29 (фиг.2) и охлаждения трубы 2 с пористым слоем (вспененными несколькими слоями) до температур, обеспечивающих возможность ее намотки на приемный барабан 21, осуществляют намотку МПТ с теплоизолирующим покрытием на колесо приемного барабана 21. (Поскольку полученная труба 2 поддается изгибу и имеет небольшой вес, она легко транспортируется в бухтах).
При использовании одного канала 7 для формирования пористого слоя (фиг. 3) в экструзионной головке 4 можно сформировать пористый слой с одинаковой плотностью в диапазоне от 100 до 500 кг/м3 с его толщиной 4,0 - 20 мм.
Для получения пористого слоя с заданной плотностью используют формулу для расчета концентрации порофора в полиолефине:
C = (1/ρПЕН-1/ρпол)/(Г-1/ρпол)•100%,
где С - концентрация порофора;
ρПЕН - заданная плотность пористого слоя;
ρпол - плотность полиолефина;
Г - газовое число порофора.
В качестве полиолефина для изготовления пористого слоя используют полиэтилен высокой плотности, или полиэтилен низкой плотности, или пропилен.
Особенностью изобретения является использование перемещающейся трубы 2 в качестве калибра внутренней поверхности (дорна, подложки), а также то, что толщину стенки калибра 5 между охлаждающей рубашкой 6 и выходом канала 7 для формирования пористого слоя выполняют меньшей, чем толщина стенки калибра 5 под его охлаждающей рубашкой 6 (фиг.3-5). За счет уменьшения теплопередачи между калибром 5 и головкой 4 (фиг.3) удается калибр 5 внешней поверхности изготавливаемой трубы выполнить единым целым с экструзионной головкой 4 и исключить переходную зону между ними (исключить зону В, см. указанный Патент РФ 2157939, фиг. 3). Это позволяет улучшить качество пенообразования и адгезию пористого слоя.
Кроме того, в техническом решении по Патенту РФ 2157939 в продольном направлении перемещаются по меньшей мере три слоя, внутренний слой для формирования внутренней трубы, средний слой - для формирования пористого слоя, и внешний слой - для формирования наружной трубы. Поэтому в этом техническом решении необходимо предусматривать средства для центрирования внутренний трубы.
В заявленном техническом решении калибр 5 внешней поверхности пористого слоя неподвижен, поэтому пористый слой за счет того, что поперечное сечение выхода канала 7 в месте сопряжения его с калибрующим каналом 8 выполнено одинаковым по форме поперечного сечения калибрующему каналу 8, а площадь s поперечного сечения выхода канала 7 связана с площадью S поперечного сечения калибрующего канала 8 выражением s=S/n, где n - количество каналов 7 (фиг. 5), то происходит центрирование трубы 2 непосредственно пористым слоем за счет сил торможения пены в калибре 5.
Для получения пористого слоя из нескольких вспененных слоев используют экструзионную головку 4 (фиг.5) с несколькими каналами 7 для формирования пористого слоя в целом. Поперечное сечение выхода канала 7 для формирования пористого слоя в месте сопряжения его с калибрующим каналом 8, образованным наружной поверхностью металлической трубы 2 с полимерным покрытием и внутренней поверхностью калибра 5 внешней поверхности изготавливаемой трубы, выполняют одинаковым по форме калибрующему каналу 8. Площадь s поперечного сечения выхода канала 7 связана с площадью S поперечного сечения калибрующего канала 8 выражением s=S/n, где n - количество каналов для формирования пористого слоя. При n=1 устройство, изображенное на фиг.5, преобразуется в устройства, изображенные на фиг.3, 4.
Способ позволяет, кроме того, сформировать пористый слой из по меньшей мере двух вспененных слоев с толщиной каждого вспененного слоя от 2,0 до 5,0 мм и с плотностью каждого вспененного слоя уменьшающейся в направлении от наружной поверхности металлической трубы 2 с полимерным покрытием. Такое уменьшение плотности вспененных слоев целесообразно использовать, поскольку при изгибе трубы 2 наибольшее продольное сжатие или растяжение испытывают вспененные слои, расположенные дальше от наружной поверхности трубы 2. В то же время плотность ближайшего к продольной оси трубы 2 вспененного слоя выбирается большей, поскольку плотность полимерного покрытия трубы 2, расположенное снаружи, является достаточно высокой и большей, чем плотность этого вспененного слоя.
Это обеспечивает высокую адгезию вспененных слоев между собой и к полимерному покрытию трубы 2, что препятствует их расслоению при очень малых радиусах изгиба (около 5 D, где D - наружный диаметр трубы 2)
В экспериментальных образцах пористый слой формировали из трех вспененных слоев с толщиной каждого вспененного слоя 2 - 5 мм. Плотность вспененного слоя, расположенного ближе к металлической поверхности трубы 2, была выбрана в диапазоне 400 - 500 кг/м3. Плотность вспененного слоя, расположенного по середине между вспененными слоями, от 300 до 400 кг/м3. Плотность вспененного слоя, расположенного дальше от металлической поверхности трубы 2, от 100 до 200 кг/м3. Образцы показали возможность производить изгиб трубы 2 во внутренней оправке (пружине) с радиусом изгиба от 5 D без ухудшения качества МПТ с теплоизолирующим покрытием, что позволяет производить изгиб трубы 2 с меньшей величиной усилия.
Выполнение защитного слоя во всех модификациях МПТ с теплоизолирующим покрытием не является обязательным, поскольку заявленным способом получают пористый слой с пузырьковой закрытой структурой, препятствующей проникновению влаги. Поэтому защитный слой в основном выполняет декоративную функцию и может быть изготовлен с минимально возможной толщиной от 0,02 до 0,05 мм и с его плотностью от 900 до 960 кг/м3.
Кроме того, при формировании МПТ может быть вспенено аналогичным образом полимерное покрытие, расположенное внутри трубы 2. Эту операцию осуществляют в экструзионной головке 13 установки 1 путем введения соответствующего количества порофора в состав полиэтилена внутреннего покрытия. Теплоизолирующие свойства трубы 2 улучшаются, а качество изготовления пористого слоя, расположенного снаружи, не изменяется, поскольку в качестве калибра внутренней поверхности пористого слоя используются МПТ с полимерным наружным покрытием высокой плотности.
При формировании самой металлической трубы с полимерным покрытием в зависимости от требований потребителя можно сохранять нанесение адгезионных слоев в соответствии с ранее известным способом.
Полученная в соответствии с заявленным способом соэкструдированная многослойная труба характеризуется следующим (фиг. 6, 7). Она содержит по меньшей мере одну трубу 2 (фиг.1-5) и по меньшей мере один пористый слой 31 (фиг. 6), расположенный снаружи и окружающий трубу 2 (фиг.3-5). Труба имеет кольцевую жесткость выше, чем кольцевая жесткость пористого слоя 31. В качестве трубы использована металлическая труба 32 с полимерным покрытием 33 ее внутренней и наружной поверхности. Продольное сжатие или продольное растяжение пористого слоя 31 при изгибе металлической трубы 32 с полимерным покрытием 33 на величину не менее пяти ее наружных диаметров D составляет от 0,1 до 20,0 % наружного диаметра D трубы.
Упомянутый пористый слой 31 (фиг.6) выполнен из полиолефина, преимущественно вспененного полиэтилена с толщиной 4 - 20 мм и с плотностью 100 - 500 кг/м 3.
В варианте выполнения пористый слой 31 (фиг.7) выполнен из по меньшей мере двух вспененных слоев 34, 35 полиэтилена с толщиной каждого вспененного слоя 2 - 5 мм и с плотностью каждого вспененного слоя уменьшающейся в направлении от наружной поверхности металлической трубы 32.
В другом варианте выполнения пористый слой 31 (фиг.6) выполнен из трех вспененных слоев 34, 35, 36 (фиг.7) с толщиной каждого вспененного слоя от 2 до 5 мм. Плотность вспененного слоя 34, расположенного ближе к металлической трубе 32, в диапазоне 400 - 500 кг/м3. Плотность вспененного слоя 35, расположенного по середине между вспененными слоями 34, 36, в диапазоне 300 - 400 кг/м3. Плотность вспененного слоя 36, расположенного дальше от металлической трубы 32, от 100 до 200 кг/м3.
Может быть введен защитный слой 37, расположенный на наружной поверхности пористого слоя 31 (фиг.6). Защитный слой 37 является декоративным и выполнен из полиэтилена с толщиной 0,02 - 0,05 мм и с его плотностью от 900 до 960 кг/м3.
Труба 2 (фиг.1, 2) выполнена с возможностью запоминания ее формы после снятия нагрузки при изгибе и сохранением этой формы при величине внутреннего давления среды до 7 мПа и при температуре среды до 20oС. Кроме того, труба 2 выполнена с возможностью запоминания ее формы после снятия нагрузки при изгибе и сохранением этой формы при величине внутреннего давления среды до 3 мПа и при температуре среды до 95oС.
Металлическая труба 32 (фиг.6, 7) выполнена из материала с модулем упругости не более 1•106 кг/см2, Этому условию удовлетворяет металлическая труба 32, выполненная из алюминия, или меди, или сплавов на их основе. Толщина стенки металлической трубы 32 от 0,2 до 0,6 мм для обеспечения возможности ее изгиба вручную без дополнительных приспособлений.
В качестве полимерного покрытия 33 металлической трубы 32 могут использованы материалы, также выбираемые из класса полиолефинов. Могут быть использованы различные типы полиэтилена: полиэтилен низкого давления силанольносшивающийся - ПЕХ, или полиэтилен низкого давления - ПЭНД, или полиэтилен высокого давления - ПЭВД, а также полипропилен. Толщина полимерного покрытия 33 внутренней и внешней поверхности металлической трубы 32 выбрана от 0,9 до 1 мм с его плотностью 940 - 960 кг/м3. Кроме того, полимерное покрытие 33 металлической трубы 32, расположенное внутри нее, может быть выполнено в виде вспененного слоя толщиной 1,5 - 2 мм и с его плотностью 600 - 800 кг/м3, что дополнительно улучшает теплоизолирующие свойства и не нарушает качество трубы, поскольку пена имеет пузырьковый закрытый характер и вода не может при указанной толщине и плотности внутреннего полимерного покрытия 33 проникнуть к стенке металлической трубы 32.
В конструкцию могут быть введены адгезионные слои 37. Адгезионные слои 37 расположены соответственно между внутренней и внешней поверхностями металлической трубы 32 и внутренним и наружным полимерным покрытием 33. Толщина адгезионных слоев 31 выбрана от 0,1 до 0,2 мм с их плотностью 920 - 940 кг/м3. В качестве адгезионных слоев 37 может быть использован привитый полиэтилен на основе силанольносшиваемого полиэтилена - севилен.
Специалистам понятно, что отдельные детали заявленных технических решений могут быть дополнены и модифицированы, не изменяя существа настоящего изобретения.
Наиболее успешно заявленные способ изготовления соэкструдированной многослойной трубы, устройство для его осуществления и труба, полученная этим способом, промышленно применимы в машиностроении и в строительстве при использовании облегченных металлополимерных труб с термоизолирующим покрытием с возможностью обеспечения их изгиба в различных направлениях.
Полученная МПТ может быть использована в системах внутреннего горячего и холодного водоснабжения в многоэтажном индивидуальном строительстве, а также при реконструкции зданий. Особенно эффективно использовать заявленную МПТ там, где запрещены сварочные работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ КОНСТРУКЦИЯ ТРУБЫ | 2001 |
|
RU2204757C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 1997 |
|
RU2140359C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ИЗДЕЛИЯ, ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И МОДИФИКАТОР, ВХОДЯЩИЙ В СОСТАВ ЭТОЙ КОМПОЗИЦИИ | 2002 |
|
RU2203913C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЛАСТИКОВОЙ ТРУБЫ | 2006 |
|
RU2292511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2005 |
|
RU2287390C1 |
| ТЕПЛОИЗОЛИРОВАННОЕ ФАСОННОЕ ИЗДЕЛИЕ | 2002 |
|
RU2231709C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ШОВНОЙ СВАРКИ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ | 2004 |
|
RU2262426C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ШОВНОЙ СВАРКИ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ | 2004 |
|
RU2262427C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СИНТАКТНОЙ ПЕНЫ, ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ВНЕШНЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1999 |
|
RU2187433C2 |



Изобретение относится к области производства труб и может быть использовано для изготовления металлополимерных труб с теплоизолирующим покрытием. Способ включает формирование металлической трубы с полимерным покрытием путем соэкструзии полимерного материала на ее внутреннюю и наружную поверхности при перемещении трубы и охлаждение. После охлаждения вокруг трубы с полимерным покрытием дополнительно формируют пористый слой путем экструзии полимерного материала со вспенивающимся агентом на наружную поверхность внешнего полимерного покрытия металлической трубы при перемещении ее внутри экструзионной головки. Головка имеет калибр внешней поверхности изготавливаемой трубы, снабженный охлаждающей рубашкой. Используют экструзионную головку с по меньшей мере одним каналом для формирования пористого слоя. Поперечное сечение канала на выходе в месте сопряжения его с калибрующим каналом одинаково по форме с поперечным сечением калибрующего канала, образованного наружной поверхностью металлической трубы с полимерным покрытием и внутренней поверхностью калибра внешней поверхности изготавливаемой трубы. Площадь s поперечного сечения выхода канала для формирования пористого слоя связана с площадью S поперечного сечения калибрующего канала выражением s=S/n, где n - количество каналов. В качестве полимерного материала с вспенивающим агентом для пористого слоя используют полиолефин с порофором при плотности полиолефина 900 - 960 кг/м3, с газовым числом порофора 200 - 220 мл/г и температурой разложения 180 - 200oС. Экструзию осуществляют при 135 - 180oС. Толщину стенки калибра внешней поверхности изготавливаемой трубы между охлаждающей рубашкой и выходом канала для формирования пористого слоя выполняют меньшей, чем толщина стенки калибра внешней поверхности изготавливаемой трубы под охлаждающей рубашкой. Описано также устройство для осуществления способа и соэкструдированная многослойная труба. Изобретение обеспечивает непрерывное изготовление металлических труб с полимерным и теплоизолирующим покрытиями, имеющих возможность изгиба без нарушения теплоизолирующего покрытия. 3 с. и 25 з.п. ф-лы, 7 ил.
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 1997 |
|
RU2126322C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ТРУБУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088404C1 |
| СОЭКСТРУДИРОВАННАЯ МНОГОСЛОЙНАЯ ПЛАСТМАССОВАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2157939C1 |
| СТИРАЛЬНАЯ МАШИНА | 1991 |
|
RU2046865C1 |
| DE 3530187 А1, 05.03.1987 | |||
| US 4640313 А, 03.02.1987 | |||
| Клавишный музыкальный инструмент | 1929 |
|
SU24220A1 |
| EP 0530507 А1, 10.03.1993. | |||

