Изобретение относится к обработке материалов давлением, а именно к способам и устройствам для упрочнения металлов в процессе обработки.
Известен способ формообразования плоских кольцевых заготовок, при котором из исходной трубчатой заготовки путем поочередной раздачи и обжима ее концов в штампах для холодной штамповки формируют конический полуфабрикат, который деформируют в плоское кольцо [патент 2108186 РФ, МКИ B21D 53/16, B21D 41/00, опубл. 10.04.1998].
Недостатком способа является невозможность обеспечения интенсивной пластической деформации.
Известен способ интенсивной пластической деформации материалов в пересекающихся каналах, заключающийся в деформировании заготовки путем равноканального углового прессования продавливанием заготовки через пересекающиеся вертикальный и горизонтальный каналы матрицы [патент 2128055 РФ, МКИ B21C 25/00, опубл. 27.03.1999].
Недостаток способа заключается в ограничении способа прессованием только объемных заготовок.
Известное устройство для интенсивной пластической деформации материалов давлением содержит матрицу с расположенными в ней двумя пересекающимися каналами [Валиев Р.З., Александров И.В. Наноструктурные материалы, полученные интенсивной пластической деформацией. - М.: Логос, 2000. - С.13, рис.1.1, б].
Недостатком устройства также является возможность прессования только объемных заготовок.
Известны способ получения кольцевых заготовок и устройство для его осуществления, близкие к изобретению по технической сущности и достигаемому положительному эффекту [патент 2163853 РФ, МКИ B21J 5/00, опубл. 10.03.2001 (прототип)]. Способ включает нагрев установленной в верхнюю кольцевую матрицу на упор заготовки, помещение ее в штамп в изотермической ванне, поперечное выдавливание до наружного размера, который задают нижней кольцевой матрицей, после чего осуществляют отрезку выдавленного металла и одновременно производят редуцирование заготовки. Устройство содержит штамп с верхней и нижней с внутренним утолщением матрицами, пуансоном, кольцевым ножом и каналом редуцирования кольца, при этом диаметр внутреннего утолщения равен диаметру получаемого кольца.
Данные способ и устройство имеют недостаточную прочность получаемых кольцевых заготовок и трудоемкость эксперимента.
Известны способ упрочнения кольцевой заготовки и устройство для его осуществления, близкие к изобретению по технической сущности и достигаемому техническому результату [RU 2329108 C2, МКИ B21C 23/14, 2008.07.20, с.5, с.8, фиг.4 (прототип)].
Способ упрочнения кольцевой заготовки канальным угловым прессованием включает нагрев кольцевой заготовки, размещение ее в кольцевом канале матрицы, выполненной с пересекающимися кольцевыми каналами, и деформирование кольцевой заготовки путем ее продавливания через упомянутые пересекающиеся кольцевые каналы матрицы посредством кольцевого пуансона.
Устройство для канального углового прессования содержит матрицу, выполненную с пересекающимися кольцевыми каналами, и кольцевой пуансон.
Недостаток данных способа и устройства заключается в недостаточной эффективности повышения механических свойств металла кольцевой заготовки.
Задачей изобретения является разработка эффективного способа упрочнения кольцевых заготовок и устройства для его осуществления.
Задача изобретения решается способом упрочнения кольцевой заготовки канальным угловым прессованием, заключающимся в нагреве кольцевой заготовки, размещении ее в кольцевом канале матрицы, выполненной с пересекающимися кольцевыми каналами, и деформировании кольцевой заготовки путем ее продавливания через упомянутые пересекающиеся кольцевые каналы матрицы посредством кольцевого пуансона, согласно изобретению используют матрицу с тремя или пятью пересекающимися кольцевыми каналами, а продавливание кольцевой заготовки через пересекающиеся кольцевые каналы матрицы осуществляют с обеспечением поперечного выдавливания кольцевой заготовки.
Задача изобретения решается посредством устройства для канального углового прессования, содержащего матрицу, выполненную с пересекающимися кольцевыми каналами, и кольцевой пуансон, согласно изобретению матрица выполнена с тремя или пятью пересекающимися кольцевыми каналами и с возможностью при продавливании через них кольцевой заготовки ее поперечного выдавливания.
Сущность изобретения заключается в следующем.
При многократном канальном угловом прессовании кольцевой заготовки происходит измельчение зерен металла, за счет чего обеспечивается его упрочнение.
Заявляемое техническое решение в виде предлагаемого способа и устройства обеспечивает повышение прочности и износостойкости кольцевой заготовки. Эффективность упрочнения материала обеспечивается многократным канальным угловым прессованием кольцевой заготовки.
Сопоставительный анализ с прототипом показывает, что заявляемое изобретение для канального углового прессования кольцевой заготовки отличается деформированием кольцевой заготовки путем канального углового прессования продавливанием трубчатым пуансоном через три или пять пересекающихся кольцевых каналов матрицы.
Схема заявляемого устройства для осуществления способа представлена на рисунках. На фиг.1 изображено устройство с тремя пересекающимися кольцевыми каналами матрицы. На фиг.2 представлено устройство с пятью пересекающимися кольцевыми каналами матрицы.
Устройство для канального углового прессования кольцевой заготовки содержит матрицу 1, трубчатый пуансон 2, приемный 3, промежуточные 4 или 4, 5, 6 и выходной 7 каналы.
Устройство для канального углового прессования кольцевой заготовки работает следующим образом.
В кольцевой канал 3 матрицы 1 устанавливается кольцевая заготовка 8 (например, заготовка золотого обручального кольца). Осуществляется нагрев кольцевой заготовки посредством, например, накидной электропечи (не показана). Воздействуя на нее трубчатым пуансоном 2, продавливают заготовку 8 в промежуточный(-е) канал(-ы) 4 (4, 5, 6). В месте пересечения каналов 3 и 4, 4 и 7 (3 и 4, 4 и 5, 5 и 6, 6 и 7) материал заготовки 8 испытывает деформацию сдвига. Движение пуансона 2 продолжается до конца кольцевого канала 3, а затем осуществляется ход назад. Далее в кольцевой канал 3 устанавливается следующая кольцевая заготовка, при продавливании которой осуществляется дальнейшее прессование и продвижение предыдущей заготовки. И так до тех пор, пока заготовка 8 не выдавится из каналов матрицы 1.
Использование предлагаемой конструкции устройства для канального углового прессования кольцевой заготовки позволяет деформировать кольцевую заготовку посредством канального углового прессования и подвергать ее деформированию сдвигом в несколько циклов прессования в одном эксперименте, обеспечивая интенсивную пластическую деформацию в материале заготовки, что приводит к повышению ее прочностных характеристик и износостойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения кольцевой заготовки или втулки канальным угловым прессованием и устройство для его осуществления | 2021 |
|
RU2780004C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2457062C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛИЧЕСКОЙ ПЛАСТИНЫ. | 2012 |
|
RU2514239C2 |
| УСТРОЙСТВО ДЛЯ ВЗРЫВНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2431537C1 |
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2424073C1 |
| СПОСОБ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВКИ | 2005 |
|
RU2291009C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРУТКОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2341346C2 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ЗАГОТОВКИ | 2011 |
|
RU2475319C2 |
| УСТРОЙСТВО ДЛЯ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛОВ | 2010 |
|
RU2429926C1 |

Изобретение относится к обработке давлением и может быть использовано для упрочнения материала кольцевых заготовок методом канального углового прессования. Нагретую кольцевую заготовку размещают в кольцевом канале матрицы. Матрица выполнена с тремя или пятью пересекающимися кольцевыми каналами. Заготовку деформируют путем продавливания через пересекающиеся кольцевые каналы матрицы посредством кольцевого пуансона. При деформировании осуществляют поперечное выдавливание заготовки. В результате обеспечивается повышение эффективности упрочнения обрабатываемой заготовки. 2 н.п. ф-лы, 2 ил.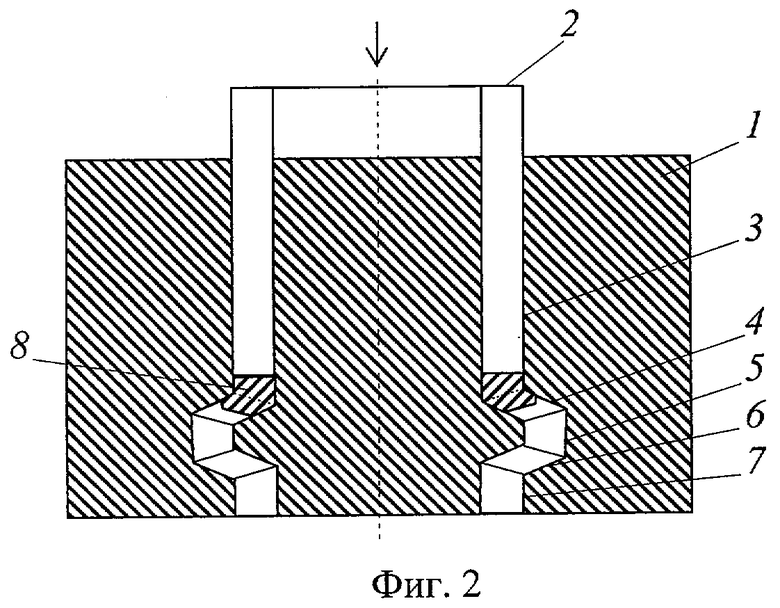
1. Способ упрочнения кольцевой заготовки канальным угловым прессованием, включающий нагрев кольцевой заготовки, размещение ее в кольцевом канале матрицы, выполненной с пересекающимися кольцевыми каналами, и деформирование кольцевой заготовки путем ее продавливания через упомянутые пересекающиеся кольцевые каналы матрицы посредством кольцевого пуансона, отличающийся тем, что используют матрицу с тремя или пятью пересекающимися кольцевыми каналами, а продавливание кольцевой заготовки через пересекающиеся кольцевые каналы матрицы осуществляют с обеспечением поперечного выдавливания кольцевой заготовки.
2. Устройство для упрочнения кольцевой заготовки канальным угловым прессованием, содержащее матрицу, выполненную с пересекающимися кольцевыми каналами, и кольцевой пуансон, отличающееся тем, что матрица выполнена с тремя или пятью пересекающимися кольцевыми каналами и с возможностью продавливания кольцевой заготовки через упомянутые кольцевые каналы с обеспечением поперечного выдавливания кольцевой заготовки.
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ УГЛОВЫМ ПРЕССОВАНИЕМ | 2006 |
|
RU2333062C2 |
| Рудничная аккумуляторная лампа с устройством для автоматического прерывания тока при разбитии предохранительного стеклянного колпака (цилиндра) | 1930 |
|
SU21073A1 |
| US 5513512 A, 07.05.1996. | |||

