Область техники, к которой относится изобретение
Настоящее изобретение относится к устройствам и способам для измерения нагрузок, действующих на инструмент машины (станка) для сварки трением с перемешиванием, в частности для измерения действующих на инструмент нагрузок во время работы машины.
Уровень техники
Сварка трением с перемешиванием - это процесс, в котором вращающийся инструмент, или рабочий орган, вдавливается в заготовку и/или продавливается сквозь нее, например, для соединения элементов заготовки в твердом состоянии или для ремонта трещин в заготовке. Типичная машина для сварки трением с перемешиванием содержит шпиндель, на котором крепится вращающийся инструмент. Шпиндель приводит инструмент во вращение и перемещает его через заготовку по требуемой траектории. На инструменте может быть сформирован буртик, который прижимается к заготовке при сварке, и штифт, который отходит от буртика и входит в заготовку. В некоторых вариантах инструмент может быть также снабжен на его внешней рабочей поверхности витками резьбы или другим рельефом. Поскольку инструмент продавливается через заготовку насквозь, можно получить сплошное или непрерывное сварное соединение. Например, при осуществлении сварки машина для сварки трением с перемешиванием погружает вращающийся инструмент в заготовку или между двумя заготовками для создания необходимой силы сопротивления, обеспечивающей выделение достаточной теплоты трения для формирования зоны пластифицированного материала. Продольная ось инструмента обычно удерживается перпендикулярно к поверхности заготовки (или под малым углом относительно нормали к поверхности, так чтобы задняя кромка буртика надвигалась и уплотняла пластифицированный материал). После отвердевания пластифицированного материала элементы заготовки соединяются по сварному шву. Сварка трением с перемешиванием описывается в патенте US 5460317, выданном на имя Thomas и др., содержание которого включено в описание путем ссылки.
Нагрузки или величины усилий, прикладываемые машиной для сварки трением с перемешиванием к инструменту для его продвижения через заготовку, должны поддерживаться для получения достаточного нагрева трением выше заданного минимального значения. Нагрузки, возникающие между инструментом и заготовкой, могут изменяться под влиянием скорости вращения инструмента, скорости продвижения инструмента, температуры инструмента и заготовки, размеров и свойств материала заготовки, а также размеров и геометрической формы инструмента. Например, нитки резьбы или другие рельефные элементы на внешней рабочей поверхности инструмента могут влиять как на нагрузки, возникающие между инструментом и заготовкой, так и на степень перемешивания материала заготовки во время сварки. В некоторых случаях силы, действующие на инструмент, могут быть значительными, и отклонения от оптимальных условий нагрузки могут влиять на качество получаемых сварных соединений, на скорость формирования соединений, а также на долговечность инструмента и машины для сварки.
В одном из типовых процессов сварки машина для сварки содержит контроллер автоматизированного управления, который управляет продвижением инструмента через заготовку по заданной траектории. Контроллер запрограммирован таким образом, чтобы выдерживать определенные параметры сварки, такие, например, как заданные значения радиальной и осевой нагрузок на инструмент, скорость его вращения, а также заданная скорость его продвижения через заготовку. Иначе говоря машина может нагружать инструмент заданным усилием (например, в фунтах) в осевом направлении инструмента в направлении заготовки, вращать инструмент с заданной скоростью (например, в об/мин) и продвигать инструмент через заготовку с заданной скоростью (например, в дюйм/сек). Ввиду изменений условий сварки, например изменения толщины материала заготовки или ее геометрической формы вдоль траектории сварного соединения, нагрузки, действующие между инструментом и заготовкой, могут существенно изменяться при выполнении одной операции сварки. Таким образом, оптимальные значения осевой нагрузки, скорости вращения и поступательного движения инструмента во время сварки могут изменяться. В некоторых случаях контроллер может быть запрограммирован на регулирование параметров сварки во время ее осуществления для учета таких изменений. Такие программы сварки могут требовать выполнения сложных вычислений на основе характеристик конкретной заготовки.
В некоторых случаях сварочная машина также может содержать собственные ("внутренние") датчики, определяющие параметры работы машины, характеризующие нагрузку на инструмент. Например, датчики могут измерять давление жидкости в системе гидравлического привода, которая перемещает инструмент, и полученные измерения могут быть использованы для определения условий нагрузки инструмента. Для того чтобы установить соотношение между показаниями датчика, т.е. его выходным сигналом, и фактической нагрузкой на инструмент, может выполняться "статическая" калибровка, осуществляемая прижимом инструмента к прибору для измерения нагрузки, что позволяет откалибровать датчик по показаниям этого прибора. Такая "статическая" калибровка выполняется в нерабочем состоянии инструмента. Это означает, что инструмент не вращается и не осуществляет сварку, когда его прижимают к устройству измерения нагрузки. В случае сварочной машины, откалиброванной таким образом, обычно возникают расхождения между фактическими нагрузками на инструмент при выполнении сварки и нагрузками, определяемыми собственными датчиками машины.
Таким образом, существует потребность в усовершенствованном устройстве и способе для измерения нагрузок, действующих на инструмент машины для сварки трением с перемешиванием. Такое устройство должно обеспечивать измерение нагрузок, которые фактически действуют на инструмент, и должно быть способно измерять нагрузки во время работы машины для сварки, т.е. когда инструмент вращается и/или инструмент используется для выполнения сварки.
Раскрытие изобретения
Объектами изобретения являются устройство и способ для измерения нагрузок, действующих на инструмент машины для сварки трением с перемешиванием. Предлагаемое в изобретении устройство может соприкасаться с инструментом для измерения действующих на него нагрузок. Кроме того, устройство может использоваться во время работы машины для сварки, т.е. когда инструмент вращается и/или продвигается через заготовку, для измерения нагрузок, приложенных в направлении продвижения инструмента и в направлении, перпендикулярном продвижению, т.е. в направлениях траектории перемещения и нормали к ней.
Предлагаемое в изобретении устройство содержит раму, выполненную с возможностью его присоединения к машине для сварки трением с перемешиванием. К раме присоединены с возможностью вращения первый и второй ролики, которые выполнены таким образом, чтобы касаться инструмента машины для сварки трением с перемешиванием и вращаться вместе с ним. Первый и второй ролики установлены подвижно в первом и втором направлениях, каждое из которых примерно перпендикулярно продольному направлению инструмента. Например, первый ролик может быть закреплен с возможностью вращения на первой рейке, которая установлена на раме с возможностью скольжения и подвижность которой ограничена возможностью изменения ее положения в первом направлении, а второй ролик может быть закреплен с возможностью вращения на второй рейке, которая установлена на раме с возможностью скольжения и подвижность которой ограничена возможностью изменения ее положения во втором направлении, в результате чего нагрузки, приложенные к инструменту в первом и втором направлениях, передаются рейками роликов на первый и второй датчики нагрузки соответственно. С роликами связаны первый и второй датчики нагрузки. Каждый датчик нагрузки обеспечивает определение характеристики положения соответствующего ролика в соответствующем направлении (первом или втором). Таким образом, датчики нагрузки обеспечивают измерение нагрузок, действующих на инструмент машины для сварки трением с перемешиванием во время работы машины. Первое и второе направления могут быть перпендикулярны друг к другу, в результате чего первый датчик нагрузки способен выполнять измерение нагрузки, приложенной в направлении движения инструмента через заготовку (направление траектории перемещения инструмента), а второй датчик нагрузки способен выполнять измерение нагрузки, приложенной в направлении, перпендикулярном направлению движения (направление нормали к траектории перемещения инструмента).
В одном из вариантов осуществления изобретения каждая рейка имеет первый конец и второй конец и установлена с возможностью скольжения в размещенной на раме направляющей, причем на первом конце каждой рейки установлен соответствующий ролик, а второй конец каждой рейки выполнен таким образом, чтобы соприкасаться с соответствующим датчиком нагрузки. Могут быть предусмотрены первый регулировочный элемент, позволяющий регулировать положение первого ролика в первом направлении и расстояние между первым роликом и первым датчиком нагрузки, и второй регулировочный элемент, позволяющий регулировать положение второго ролика во втором направлении и расстояние между вторым роликом и вторым датчиком нагрузки.
Рама может быть выполнена с возможностью ее присоединения к машине съемным образом с помощью одного или нескольких разъемных крепежных элементов. Кроме того, машина для сварки трением с перемешиванием может быть снабжена одним или несколькими установочными средствами для разъемного соединения с рамой. Машина для сварки трением с перемешиванием, имеющая приводимый во вращение инструмент, может также содержать один или несколько датчиков для измерения приложенной к инструменту нагрузки, таких как внутренние несъемные датчики, которые могут калиброваться с использованием результатов измерений, полученных датчиками нагрузки.
Другим объектом изобретения является способ измерения нагрузок, действующих на вращающийся инструмент машины для сварки трением с перемешиванием во время работы машины. При осуществлении предлагаемого в изобретении способа к машине для сварки трением с перемешиванием присоединяют раму, располагая первый и второй ролики, установленные на раме возможностью вращения, вплотную к инструменту. Приводят в действие машину для сварки трением с перемешиванием, вызывая вращение инструмента с передачей от него вращения на первый и второй ролики. Например, вращающийся инструмент машины для сварки трением с перемешиванием может продвигаться через заготовку в направлении перемещения или подачи, создавая в ней сварной шов. При этом измеряют первую нагрузку, приложенную к первому ролику в первом направлении, примерно перпендикулярном продольному направлению инструмента, и вторую нагрузку, приложенную ко второму ролику во втором направлении, примерно перпендикулярном продольному направлению инструмента, например путем измерения нагрузок, действующих на первый и второй датчики нагрузки в соответствующих направлениях, одно из которых может быть направлением движения инструмента через заготовку, и второе может быть направлением, перпендикулярным направлению движения.
Положение первого и второго роликов в первом и втором направлениях соответственно можно отрегулировать, таким образом, чтобы выставить первый и второй ролики вплотную к инструменту. Например, каждый ролик может быть присоединен к рейке, установленной с возможностью скольжения относительно инструмента, и каждая рейка может быть связана с соответствующим первым или вторым датчиком нагрузки. Таким образом, первый ролик может быть закреплен с возможностью вращения на первой рейке, подвижность которой ограничена возможностью изменения ее положения в первом направлении таким образом, чтобы нагрузки, приложенные к инструменту в первом направлении, передавались через первый ролик и через первую рейку на первый датчик нагрузки. Аналогичным образом, второй ролик может быть закреплен с возможностью вращения на второй рейке, подвижность которой ограничена возможностью изменения ее положения во втором направлении таким образом, чтобы нагрузки, приложенные к инструменту в во втором направлении, передавались через второй ролик и через вторую рейку на второй датчик нагрузки. Также могут использоваться первый и второй регулировочные элементы, предназначенные для регулировки положения первого и второго роликов относительно датчиков нагрузки в первом и втором направлениях соответственно.
Рама устройства может присоединяться к машине для сварки трением с перемешиванием съемным образом с помощью одного или нескольких разъемных крепежных элементов, а затем сниматься с машины после выполнения измерений. В некоторых случаях машина для сварки трением с перемешиванием может содержать один или несколько датчиков для измерения нагрузки, действующей на инструмент машины, а способ может предусматривать калибровку датчика(-ов) машины в соответствии с первой и второй нагрузками, приложенными к роликам и измеренными устройством, например, таким образом, чтобы эти датчики можно было использовать для обеспечения точных измерений после снятия устройства с машины.
Краткое описание чертежей
В приведенном ниже описании осуществление изобретения рассматривается со ссылкой на прилагаемые чертежи, необязательно выполненные в масштабе, на которых показано:
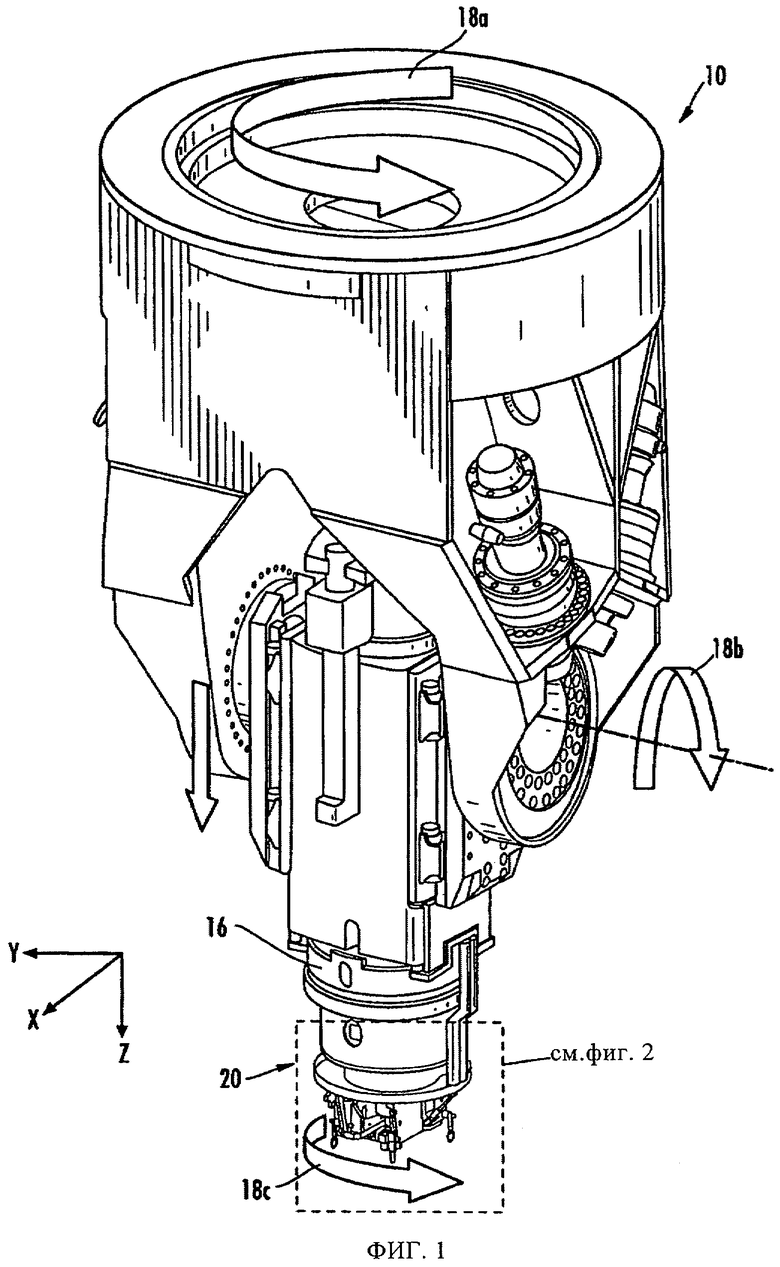
на фиг.1 - вид в перспективе машины для сварки трением с перемешиванием с установленным на ней устройством для измерения нагрузок, действующих на инструмент машины, в соответствии с одним из вариантов осуществления настоящего изобретения,
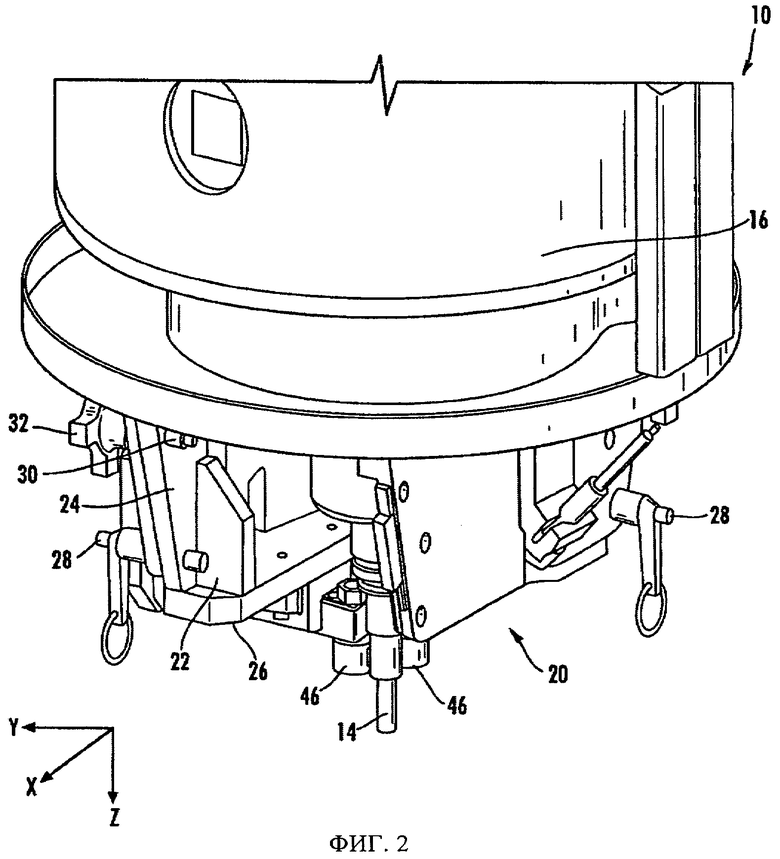
на фиг.2 - вид в перспективе части машины для сварки трением с перемешиванием фиг.1, которая выделена на фиг.1,
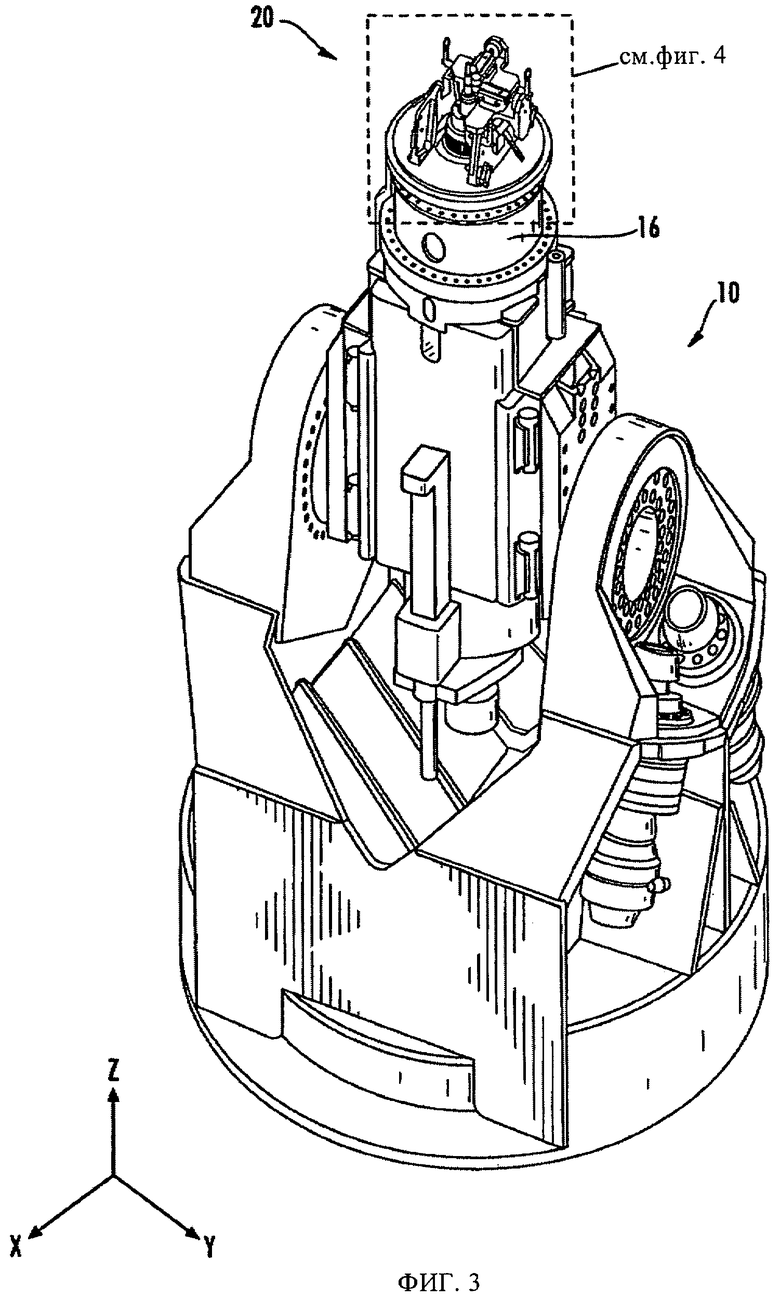
на фиг.3 - другой вид в перспективе, иллюстрирующий машину для сварки трением с перемешиванием, показанную на фиг.1,
на фиг.4 - вид в перспективе части машины для сварки трением с перемешиванием фиг.1, которая выделена на фиг.3,
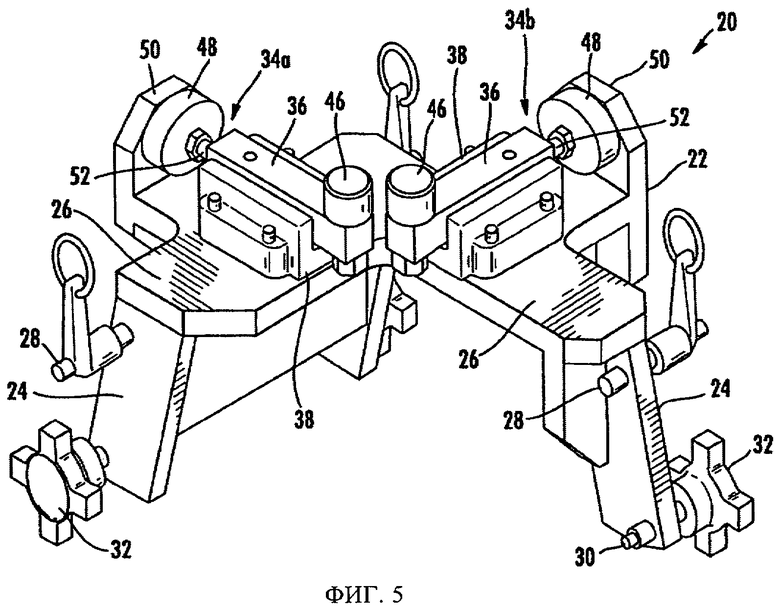
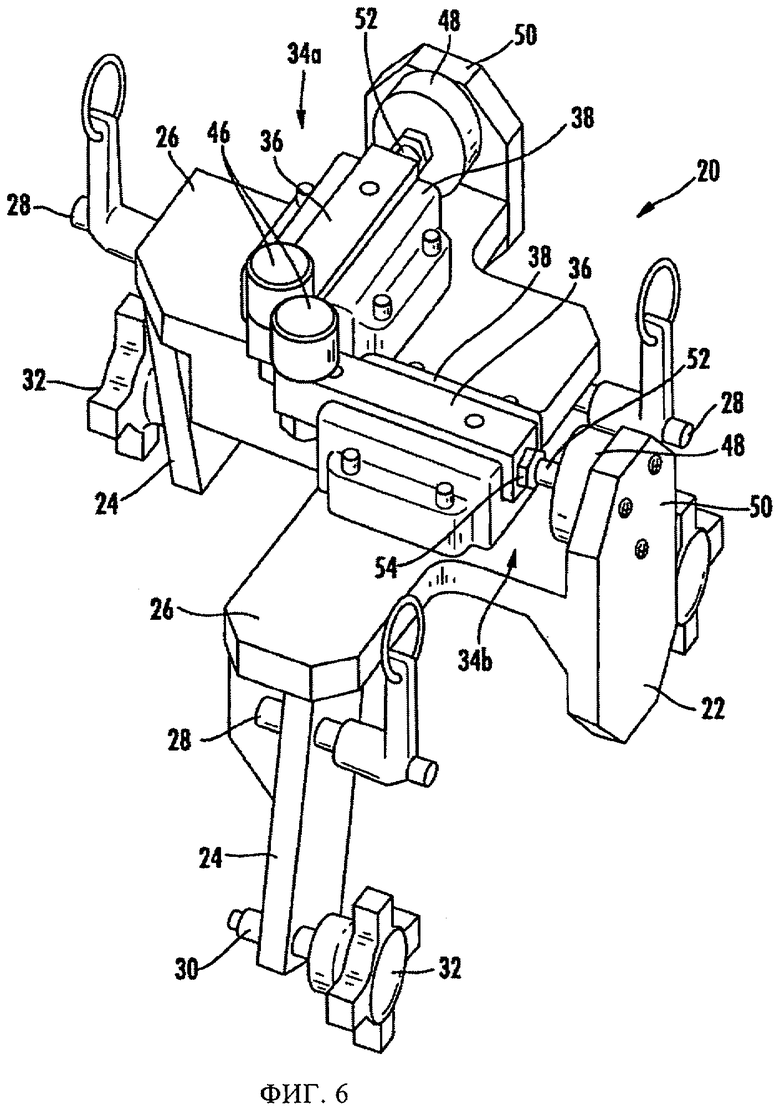
на фиг.5 и 6 - виды в перспективе устройства, показанного на фиг.1, которое предназначено для измерения нагрузок, действующих на инструмент машины для сварки трением с перемешиванием,
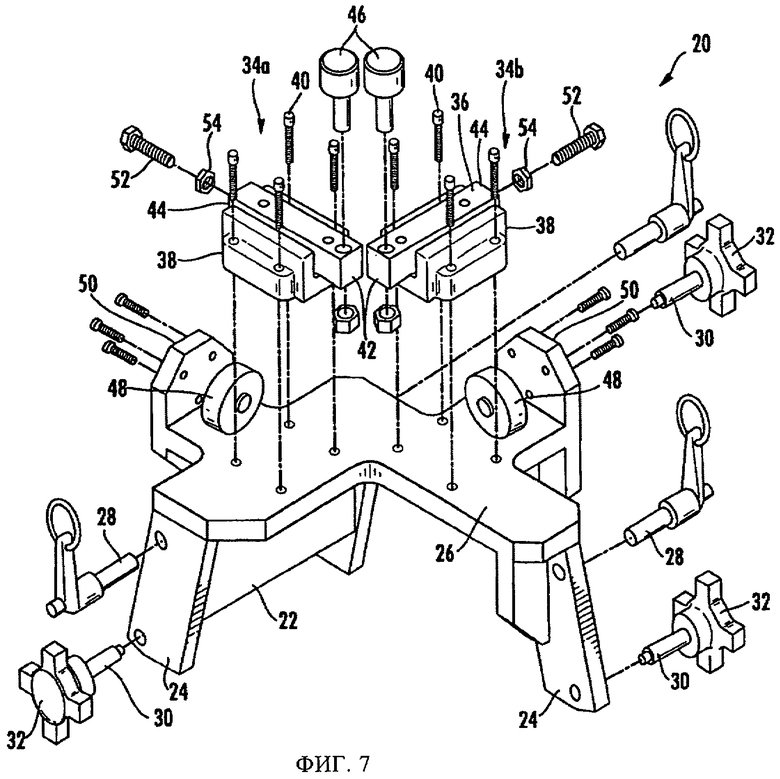
на фиг.7 - вид в перспективе устройства, показанного на фиг.1, в частично собранном состоянии,
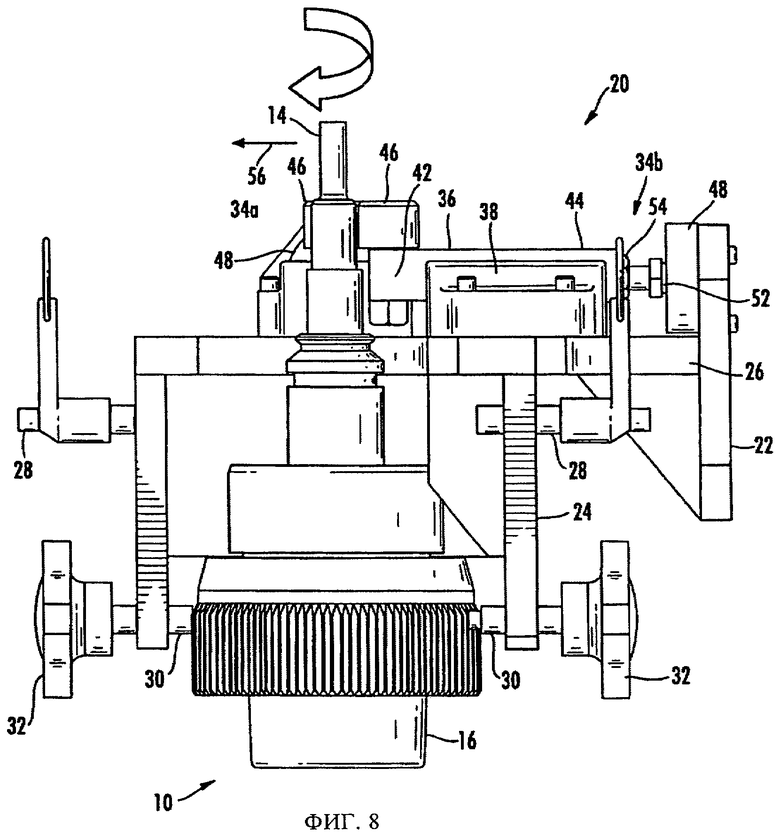
на фиг.8 - вид с частичным вырезом устройства, показанного на фиг.1, как его в целом видно по вертикали по линии 8-8 фиг.4,
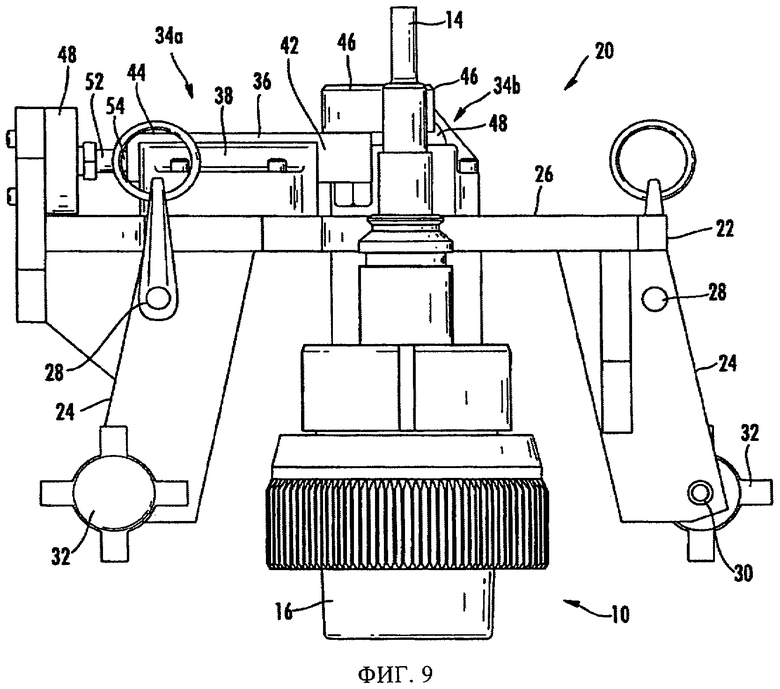
на фиг.9 - вид с частичным вырезом устройства, показанного на фиг.1, как его в целом видно по вертикали в направлении, перпендикулярном плоскости фиг.8,
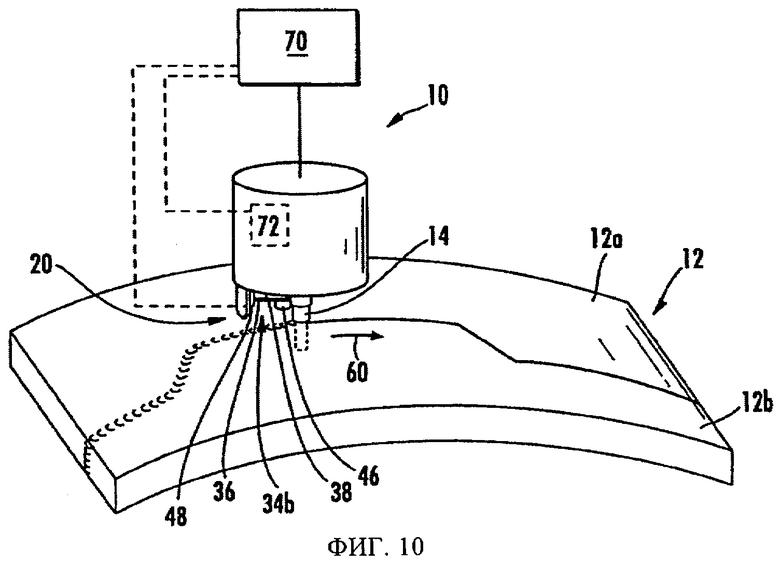
на фиг.10 - схематический вид в перспективе машины для сварки трением с перемешиванием и устройства для измерения нагрузок, действующих на инструмент машины, показанной на фиг.1, во время сварки трением с перемешиванием,
на фиг.11 - схематический вид в плане машины для сварки трением с перемешиванием и устройства для измерения нагрузок, действующих на инструмент машины, которая показана на фиг.10.
Осуществление изобретения
Далее настоящее изобретение рассматривается более подробно со ссылками на прилагаемые чертежи, на которых представлены предпочтительные варианты осуществления изобретения. Вместе с тем, настоящее изобретение может быть осуществлено во многих других формах и не должно рассматриваться ограниченным приведенными ниже вариантами; эти варианты приводятся для обеспечения полноты и наглядности описания и передачи в полной мере объема изобретения для специалистов в данной области техники. Одинаковые ссылочные номера на всех чертежах относятся к одинаковым элементам.
На фиг.1-4 показана конструкция машины (станка) 10 для сварки заготовки 12 (см. фиг.10 и 11) методом сварки трением с перемешиванием. В соответствии с одним из вариантов осуществления настоящего изобретения устройство 20 установлено на машине 10 для сварки трением с перемешиванием и обеспечивает измерение сил или нагрузок, действующих на инструмент 14 машины 10. Машина 10 для сварки трением с перемешиванием, которая может быть одной из широко используемых установок, содержит шпиндель 16, обеспечивающий вращение инструмента 14 и его продвижение через заготовку 12. Кроме того, шпиндель 16 может перемещаться вдоль заготовки 12 с использованием одного или нескольких управляющих устройств, таких как устройство числового программного управления (ЧПУ). Машиной 10 можно управлять вручную, но обычно она предназначена для работы в автоматическом режиме, в котором шпиндель 16 и/или устройство ЧПУ управляются контроллером, осуществляющим управление различными исполнительными механизмами для продвижения инструмента 14 по заданной линии сварки в соответствии с заданной программой сварки. Когда шпиндель 16 перемещается вдоль заготовки 12, инструмент 14, прикрепленный к шпинделю 16, также перемещается. В частности, устройство ЧПУ может перемещать шпиндель 16 и, соответственно, инструмент 14 по осям X, Y, Z. Кроме того, устройство ЧПУ может вращать инструмент 14 вокруг оси С, как показано стрелкой 18а. Кроме вращения инструмента 14 вокруг его продольной оси шпиндель 16 также может содержать приводы для вращения вокруг оси А, как показано стрелкой 18b, и оси Е, как показано стрелкой 18 с.
Как показано, например, на фиг.4, устройство 20 установлено на шпинделе 16 возле вращаемого инструмента 14 и выполнено таким образом, что оно касается инструмента 14. На фиг.5-7 устройство 20 показано снятым с машины 10 для сварки трением с перемешиванием. Устройство 20, как правило, содержит раму или несущую конструкцию 22, форма которой соответствует форме машины 10 для сварки трением с перемешиванием возле инструмента 14. В частности, рама 22 содержит основание 24, снабженное несколькими опорными ножками, расположенными напротив лицевой поверхности шпинделя 16 машины 10 для сварки трением с перемешиванием таким образом, чтобы они поддерживали пластинчатую часть 26 рамы 22 возле инструмента 14.
Рама 22 обычно крепится с возможностью ее снятия к сварной конструкции или силовому каркасу, присоединенной (например, съемным образом) к шпинделю 16 машины 10, таким образом, чтобы устройство 20 можно было присоединить к машине 10 для выполнения калибровки и затем снять с нее. После этого машина 10 может работать без устройства 20, которое может использоваться для калибровки другой машины 10. Например, рама 22 устройства 20 может быть присоединена к машине 10 или установлена на ней съемным образом с использованием одного или нескольких разъемных соединительных элементов, таких как штифты, болты, зажимы или аналогичные устройства. Как можно видеть, через отверстия в раме 22 и соответствующие отверстия в машине 10 для сварки трением с перемешиванием проходят фиксирующие штифты 28. Таким образом, рама 22 может быть установлена на машине 10 для сварки трением с перемешиванием, как показано на фиг.4, и каждый штифт 28 может быть вставлен в соответствующие отверстия рамы 22 и машины 10 для прикрепления рамы 22 к машине 10 в нужном положении. Кроме того, для закрепления рамы 22 в нужном положении могут использоваться дополнительные крепежные устройства, такие как подпружиненные штифты или болты 30 с маховичками 32, установленные в отверстиях с резьбой рамы 22, так что оператор может подкрутить маховички 32 для притягивания болтов 30 к машине 10 или ввода их в соответствующие отверстия машины 10, с резьбой или без резьбы. В некоторых случаях устройство 20 может ограничивать одно или несколько рабочих перемещений машины 10, а в других случаях машина 10 может работать таким образом, чтобы перемещаться в любом направлении независимо от установленного на ней устройства 20.
В других вариантах осуществления настоящего изобретения устройство 20 может быть несъемным, т.е. оно может быть частью машины 10, которую нельзя быстро и легко снять с машины. Например, соединение устройства 20 с машиной 10 может быть выполнено неразъемным с помощью сварки или другого способа жесткого крепления рамы 22 к машине 10.
На пластинчатой части 26 рамы 22 может быть установлен по меньшей мере один механизм 34а, 34b измерения нагрузки. В рассматриваемом варианте осуществления изобретения используются два механизма 34а, 34b измерения нагрузки, каждый из которых содержит часть, которая регулируемым образом установлена на раме 22. В частности, каждый механизм 34а, 34b измерения нагрузки содержит рейку 36, которая установлена с возможностью скольжения в желобке направляющей 38. Направляющая 38 устанавливается или иным образом прикрепляется к раме 22, например, с помощью болтов 40 или иных средств, и в ней имеется желобок для установки рейки 36. Эта рейка 36 установлена в желобке таким образом, что направляющая 38 ограничивает подвижность рейки 36 ее скольжением или иным видом перемещения только в одном направлении. Как показано на фиг.8 и 9, каждая рейка 36 вытянута и имеет первый 42 и второй 44 концы. На первом конце 42 каждой рейки 36 установлен вращающийся ролик 46 таким образом, чтобы внешняя поверхность ролика 46 выступала за пределы рейки 36 для непосредственного контакта с инструментом 14. На втором конце 44 рейки 36, противолежащем ролику 46, рейка 36 связана с соответствующим датчиком 48 нагрузки, который прикреплен к фланцу 50 рамы 22 и предназначен для измерения нагрузок, передаваемых инструментом 14 через ролик 46 и рейку 36. Таким образом, поскольку ролики 46 прижаты к инструменту 14, то любая нагрузка, действующая на инструмент 14 в направлении соответствующего ролика 46, передается непосредственно от инструмента 14 на ролик 46 и через соответствующую рейку 36 на соответствующий датчик 48 нагрузки. Если нагрузки действуют на инструмент 14 в направлении обоих роликов 46, т.е. действующая нагрузка не параллельна первому или второму направлениям, то каждый из датчиков 48 нагрузки может измерять составляющую нагрузки, действующую на инструмент 14 в соответствующем направлении.
Каждый ролик 46, передающий нагрузку, установлен на соответствующей рейке 36 с возможностью вращения, так что ролик 46 может вращаться инструментом 14, который вращается при сварке и вдавливается в заготовку 12. В этом случае ролик 46 может находиться в непосредственном контакте с инструментом 14 при его вращении, получая вращение от инструмента 14. Каждый ролик 46 может содержать подшипник или иную опору, обеспечивающую вращение. Такой непосредственный контакт или взаимодействие между инструментом 14 и роликами 46 может содействовать измерению действующей на инструмент 14 нагрузки, которое будет более точным, чем другие измерения, в которых нагрузки определяются на основе зависимостей между нагрузкой, действующей на инструмент, и выходным сигналом датчика, который не соединен непосредственно с инструментом 14. Кроме того, измерение нагрузки при работе машины 10 может содействовать измерению нагрузки, действующей на инструмент 14, которое будет более точным, чем другие измерения, в которых действующие нагрузки определяются на основе измерений, выполненных на неподвижном инструменте.
Рейки 36 также могут опираться на подшипники или иные установочные устройства с малым трением, чтобы нагрузки эффективно передавались между инструментом 14 и датчиками 48 нагрузки. А именно, каждая направляющая 38 может содержать опорные ролики, обеспечивающие движение с малым трением соответствующей рейки 36 только в одном направлении.
Датчики 48 нагрузки могут быть самых разных типов. Обычно каждый датчик 48 нагрузки обеспечивает определение характеристики положения ролика, чтобы получить нагрузку или силу, действующую на соответствующий ролик 46 в направлении соответствующей направляющей 38 и рейки 36. Например, каждый датчик 48 нагрузки может измерять малые изменения силы, смещения, напряжения, давления или аналогичных характеристик и вырабатывать выходной сигнал, характеризующий нагрузку, т.е. приложенную к нему силу. Одним из примеров датчика 48 нагрузки, который может использоваться в настоящем изобретении, является датчик нагрузки Model 53, поставляемый компанией Sensotec-Lebow Products, подразделением компании Honeywell Sensing and Control (артикул 060-0239-08, диапазон измерений - до 10000 фунтов).
Также между рейкой 36 и датчиком 48 нагрузки может использоваться регулировочный элемент для регулировки расстояния между каждым роликом 46 и связанным с ним датчиком 48 нагрузки, так чтобы ролик 46 соприкасался с инструментом 14, но без значительного прижима ролика 46 и рейки 36, когда инструмент 14 не нагружен. Например, как показано на фиг.5-7, во втором конце каждой рейки 36 имеется отверстие с резьбой, в котором устанавливается винт или болт 52. Когда инструмент 14 не двигается и на него не действуют нагрузки, оператор может легко вращать болт 52 для регулирования длины, на которую он выступает из рейки 36, так чтобы ролик 46 соприкасался с инструментом 14, а головка болта 52 соприкасалась с датчиком 48 нагрузки, не оказывая на него значительной нагрузки (например, примерно 1 фунт и менее). На болте 52 имеется гайка 54, которая вращением может быть прижата к рейке 36 для фиксации болта 52 в отрегулированном положении рейки 36 и предотвращения отворачивания болта 52 во время работы.
В рассматриваемом варианте осуществления изобретения устройство 20 содержит два механизма 34а, 34b измерения нагрузки. Рейки 36 двух механизмов 34а, 34b измерения нагрузки выполнены таким образом, чтобы они могли скользить, изменяя свое положение в направлениях, которые перпендикулярны осевому или продольному направлению инструмента 14. Кроме того, рейки 36 и соответственно ролики 46 выполнены таким образом, чтобы их положение могло изменяться/регулироваться в перпендикулярных направлениях. Таким образом, как показано на фиг.4, продольное направление инструмента 14 параллельно оси Z, а рейки 36 выполнены таким образом, чтобы их положение относительно рамы 22 можно было регулировать в направлениях осей Х и Y. В результате, два механизма 34а, 34b измерения нагрузки устройства 20 могут быть использованы для определения полной нагрузки, действующей на инструмент 14 при его продвижении через заготовку 12. Например, если инструмент 14 продвигается через заготовку в направлении 56 (см. фиг.8), то датчик 48 нагрузки одного механизма 34b измерения нагрузки может измерять величину нагрузки, действующей на инструмент 14 в противоположном параллельном направлении. Датчик 48 нагрузки другого механизма 34а измерения нагрузки может измерять любые нагрузки, действующие в направлении, перпендикулярном направлению 56 (т.е. в направлении, перпендикулярном плоскости фиг.8). Таким образом, устройство 20 может измерять нагрузки, приложенные к инструменту 14 как в направлении его движения вдоль линии сварки, так и в перпендикулярном направлении, т.е. в направлении траектории перемещения инструмента и по нормали к ней.
На фиг.10 и 11 иллюстрируется использование устройства 20 для измерения нагрузок, действующих на вращающийся инструмент 14 машины 10 для сварки трением с перемешиванием, при выполнении машиной 10 операции сварки для соединения двух частей 12а, 12b заготовки 12. Как показано на фиг.11, инструмент 14 машины 10 вращается в направлении 58 и движется в направлении 60 через заготовку 12 по линии раздела 62 двух состыкованных частей 12а, 12b заготовки 12. При продвижении вращающегося инструмента 14 через заготовку 12 выделяется тепло трения инструмента об изделие, в результате чего материал заготовки пластифицируется. Пластифицированный материал перемешивается инструментом 14, и после охлаждения и отвердевания материала формируется сварное соединение или шов 64. Заготовка 12 и линия сварки могут иметь самые разные формы, включая сложные кривые в трехмерном пространстве. Направление и ориентация инструмента 14 при выполнении сварки могут быть изменены соответствующим образом, например может быть изменено направление движения инструмента 14 через заготовку 12 в плоскости осей Х и Y (см. фиг.11) и/или изменена ориентация инструмента 14, например, путем его поворота, чтобы он отслеживал кривизну заготовки 12 (см. фиг.10).
При продвижении инструмента 14 через заготовку 12 нагрузки, приложенные к инструменту 14, через рейки 36 передаются на датчики 48 нагрузки. Например, при движении инструмента 14 в направлении 60 (см. фиг.11) нагрузка, действующая на него, передается на датчик 48 нагрузки механизма 34b в направлении 66, противоположном и параллельном направлению 60. Некоторая нагрузка, обычно меньшей величины, может также действовать в перпендикулярном направлении на ролик 46 другого механизма 34а, и она будет измеряться датчиком 48 нагрузки механизма 34а. Каждый датчик 34а, 34b выполнен таким образом, чтобы он вырабатывал сигналы, соответствующие действующим нагрузкам, и передавал их в контроллер 70 и/или в другое интерфейсное устройство, например в устройство цифровой индикации, которое содержит цифровой ЖК-дисплей, для отображения пользователю величины нагрузки.
Движением инструмента 14 через заготовку 12 управляет контроллер, который содержит процессор и запоминающее устройство и который может быть тем же самым контроллером 70, который принимает сигналы из датчиков 48 нагрузки, как это предусмотрено в рассматриваемом варианте, или же может быть отдельным управляющим устройством. Контроллер 70 управляет движением и другими операциями машины 10. В частности, процессор контроллера 70 может вырабатывать команды управления исполнительными механизмами машины 10 в соответствии с программой сварки, т.е. с заранее заданным набором компьютерных команд, которые могут храниться в запоминающем устройстве контроллера 70. При этом процессор управляет движением инструмента 14 по линии сварки, которая соответствует линии 62 раздела частей заготовки 12. Кроме того, процессор может управлять движением инструмента 14 в соответствии с различными параметрами сварки, такими как нагрузки, создаваемые инструментом 14 или действующие на него. Например, программа сварки может содержать команды управления скоростью или другой характеристикой движения инструмента 14 для поддержания определенной скорости или поддержания действующих на него нагрузок в определенном диапазоне. В некоторых случаях нагрузка, или диапазон нагрузок, может варьироваться во время сварки, например, в зависимости от материала или от других характеристик заготовки 12. При этом контроллер 70 может принимать информацию о нагрузках, измеренных датчиками 48 нагрузки, и регулировать движение инструмента 14 соответствующим образом, например, увеличивая скорость продвижения инструмента 14 через заготовку 12 для увеличения нагрузки на инструменте 14 или снижая скорость продвижения инструмента 14 через заготовку 12 для уменьшения нагрузки на инструмент 14. В некоторых случаях контроллер 70 может математически объединять значения нагрузок, измеренные различными датчиками 48 нагрузок для определения полной величины и направления, характеризующих полную нагрузку, действующую на инструмент 14.
Кроме того, контроллер 70 может также принимать информацию о нагрузках, обеспечиваемую машиной 10 для сварки трением с перемешиванием, например информацию, вырабатываемую датчиками 72, установленными в машине 10 и являющимися ее неотъемлемыми частями. Такие датчики 72 могут измерять давления, напряжения, нагрузки и другие аналогичные параметры, определяющие нагрузки, приложенные к инструменту 14. Контроллер 70 может сравнивать сигналы, полученные от датчиков 48 нагрузки, с сигналами внутренних датчиков 72 машины 10. Кроме того, контроллер 70 может осуществлять калибровку (или обеспечивать выходную информацию, которая может быть использована оператором для калибровки) одного или нескольких внутренних датчиков 72 машины 10. В этом случае устройство 20 может содействовать выполнению калибровки внутренних датчиков 72 машины 10, так что последующие измерения, осуществляемые этими датчиками, будут достаточно точными. Такая калибровка обычно выполняется на новых машинах для сварки трением с перемешиванием, а также может выполняться на регулярной основе для поддержания точности работы внутренних датчиков 72 машины.
Специалистам в области техники, к которой относится настоящее изобретение, после ознакомления с существом изобретения, изложенным выше со ссылками на прилагаемые чертежи, должны быть понятны различные модификации рассмотренных в описании вариантов, а также другие варианты осуществления изобретения. Поэтому должно быть ясно, что объем изобретения не ограничивается конкретными рассмотренными примерами и что их модификации, а также и другие варианты, охватываются объемом прилагаемой формулы изобретения. Хотя в настоящем описании используются конкретные термины, они используются только в целях описания и никоим образом не ограничивают объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СПОСОБ И УСТРОЙСТВО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2008 |
|
RU2466812C2 |
| СПОСОБ ГИБКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2095174C1 |
| Устройство для закрепления железнодорожного состава | 2019 |
|
RU2712389C1 |
| Способ гибки змеевиков и устройство для его осуществления | 1988 |
|
SU1814575A3 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Устройство для полирования оптических деталей | 1989 |
|
SU1834787A3 |
| ИНСТРУМЕНТ ДЛЯ ФИКСАЦИИ ЛОПАТОК И ЕГО ПРИМЕНЕНИЕ ДЛЯ СВАРКИ ЛОПАТОК ТРЕНИЕМ | 2001 |
|
RU2280546C2 |
| УСТРОЙСТВА ДЛЯ ЦЕНТРОВКИ (ВАРИАНТЫ), РАЗГИБАНИЯ И УПЛОЩЕНИЯ ТРУБЫ | 1994 |
|
RU2126732C1 |

Изобретение может быть использовано при сварке трением с перемешиванием для измерения нагрузок, действующих на инструмент сварочной машины, в частности, во время ее работы. Устройство (20) содержит раму (22), присоединяемую к машине (10) для сварки трением с перемешиванием, и присоединенные к раме (22) ролики (46) с возможностью их вращения. Ролики установлены с возможностью касания инструмента (14) и вращения с ним. Каждый ролик (46) установлен подвижно в своем направлении, примерно перпендикулярном продольному направлению инструмента, и связан с соответствующим датчиком (48) нагрузки. Датчики (48) нагрузки измеряют характеристику положения роликов (46) и определяют нагрузки, приложенные к инструменту (14). Во время работы машины при перемещении вращающегося инструмента через заготовку для формирования сварного соединения ролики (46) находятся в контакте с вращающимся инструментом (14) для измерения нагрузок, действующих на инструмент в направлении движения инструмента и в направлении, перпендикулярном направлению движения. Изобретение обеспечивает измерение фактических нагрузок, действующих на инструмент, в том числе при движении инструмента через заготовку. 2 н. и 8 з.п. ф-лы, 11 ил.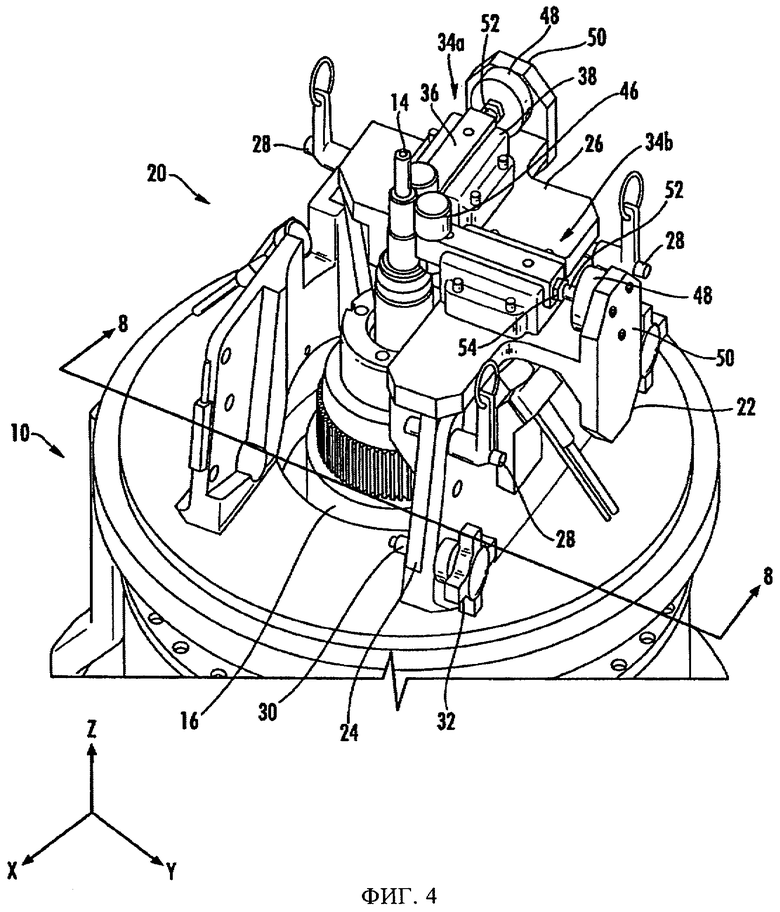
1. Устройство для измерения нагрузок, действующих на вращающийся инструмент машины для сварки трением с перемешиванием, во время работы машины, содержащее:
- раму, присоединяемую к машине для сварки трением с перемешиванием;
- первый и второй ролики, присоединенные к раме с возможностью вращения и выполненные таким образом, чтобы касаться инструмента и вращаться вместе с ним, причем первый ролик установлен подвижно в первом направлении, примерно перпендикулярном продольному направлению инструмента, а второй ролик установлен подвижно во втором направлении, примерно перпендикулярном продольному направлению инструмента;
- первый и второй датчики нагрузки, связанные с роликами, причем первый датчик нагрузки обеспечивает определение характеристики положения первого ролика в первом направлении, а второй датчик нагрузки обеспечивает определение характеристики положения второго ролика во втором направлении, в результате чего датчики нагрузки обеспечивают измерение нагрузок, приложенных к вращающемуся инструменту машины для сварки трением с перемешиванием во время его работы.
2. Устройство по п.1, которое содержит:
- первую рейку, установленную на раме с возможностью скольжения, причем первая рейка связана с первым датчиком нагрузки, ее подвижность ограничена возможностью изменения ее положения в первом направлении, а первый ролик закреплен с возможностью вращения на первой рейке, в результате чего нагрузки, приложенные к инструменту в первом направлении, передаются через первый ролик и первую рейку на первый датчик нагрузки; и
- вторую рейку, установленную на раме с возможностью скольжения, причем вторая рейка связана со вторым датчиком нагрузки, ее подвижность ограничена возможностью изменения ее положения во втором направлении, а второй ролик закреплен с возможностью вращения на второй рейке, в результате чего нагрузки, приложенные к инструменту во втором направлении, передаются через второй ролик и вторую рейку на второй датчик нагрузки.
3. Устройство по п.1, в котором первое и второе направления перпендикулярны друг другу, в результате чего первый датчик нагрузки способен выполнять измерение нагрузки, приложенной в направлении движения инструмента через заготовку, а второй датчик нагрузки способен выполнять измерение нагрузки, приложенной в направлении, перпендикулярном направлению движения.
4. Устройство по п.1, в котором рама выполнена с возможностью ее присоединения к машине съемным образом с помощью одного или нескольких разъемных крепежных элементов.
5. Устройство по п.2, в котором каждая рейка имеет первый конец и второй конец и установлена с возможностью скольжения в размещенной на раме направляющей, причем на первом конце каждой рейки установлен соответствующий ролик, а второй конец каждой рейки выполнен таким образом, чтобы соприкасаться с соответствующим датчиком нагрузки.
6. Устройство по п.1, которое содержит первый регулировочный элемент, позволяющий регулировать положение первого ролика в первом направлении и расстояние между первым роликом и первым датчиком нагрузки, и второй регулировочный элемент, позволяющий регулировать положение второго ролика во втором направлении и расстояние между вторым роликом и вторым датчиком нагрузки.
7. Способ измерения нагрузок, действующих на вращающийся инструмент машины для сварки трением с перемешиванием во время работы машины, характеризующийся тем, что
- к машине для сварки трением с перемешиванием присоединяют раму, располагая первый и второй ролики, установленные на раме с возможностью вращения, вплотную к инструменту,
- приводят в действие машину для сварки трением с перемешиванием, вызывая вращение инструмента с передачей от него вращения на первый и второй ролики, и
- во время работы машины для сварки трением с перемешиванием измеряют первую нагрузку, приложенную к первому ролику в первом направлении, примерно перпендикулярном продольному направлению инструмента, и вторую нагрузку, приложенную ко второму ролику во втором направлении, примерно перпендикулярном продольному направлению инструмента.
8. Способ по п.7, в котором дополнительно регулируют положение первого ролика в первом направлении, а второго ролика - во втором направлении, таким образом, чтобы выставить первый и второй ролики вплотную к инструменту.
9. Способ по п.8, в котором положение первого ролика регулируют с помощью первого регулировочного элемента, а положение второго ролика - с помощью второго регулировочного элемента.
10. Способ по п.7, в котором раму присоединяют к машине для сварки трением с перемешиванием съемным образом с помощью одного или нескольких разъемных крепежных элементов, а после выполнения измерений раму снимают с машины для сварки трением с перемешиванием.
| US 2005040209 A1, 24.02.2005 | |||
| US 2005006441 A1, 13.01.2005 | |||
| Способ инерционной сварки трением | 1988 |
|
SU1493424A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ | 2001 |
|
RU2196030C2 |

