Область техники, к которой относится изобретение
Настоящее изобретение относится к абразивному изделию, описанному в п.1 формулы изобретения.
Настоящее изобретение также относится к способу изготовления литейной формы, описанному в п.9 формулы изобретения и используемому при изготовлении указанного абразивного изделия.
Кроме того, настоящее изобретение относится к устройству, описанному в п.25 формулы изобретения и предназначенному для изготовления литейной формы, описанной в п.28 формулы изобретения, и используемому при изготовлении указанной литейной формы, и относится к литейной форме, изготовленной согласно указанному способу.
Настоящее изобретение относится также к способу создания цифровой модели шаблона поверхности получаемого изделия с помощью компьютерной программы. Далее эта модель используется для управления чистовой обработкой, регулируемой цифровым образом, при формировании компонентов шаблона во время применения компьютерного программного продукта по п.29 с целью изготовления указанной литейной формы.
Такое абразивное изделие используется при тонком шлифовании требуемых поверхностей, которые обрабатывают абразивным инструментом. Абразивное изделие содержит абразивное покрытие, расположенное на так называемой гибкой основе, однако также допустимы твердые основы.
Уровень техники
При тонком шлифовании для получения оптимальной, не содержащей дефектов поверхности используется мелкозернистый абразив. Тем не менее, в процессе обработки абразивными изделиями, покрытыми мелкозернистым абразивом, обычно возникают две основные проблемы. Во-первых, покрытая абразивом верхняя поверхность изделия забивается материалом, отделяемым от обрабатываемой поверхности. Во-вторых, при обычных способах нанесения покрытия при разбрасывании абразивных зерен образуются нерегулярности и дефекты, так называемые дефекты рассеяния. Эти проблемы в свою очередь приводят к слишком сильным царапинам в абразивной структуре обрабатываемой поверхности.
Кроме того, абразивное изделие легко теряет свойства при влажной абразивной обработке. Это является результатом того, что часть жидкости испаряется, а остальная часть жидкости смешивается с отходами абразивной обработки в липкую клееподобную густую массу.
Чтобы избежать указанной проблемы, абразивное изделие покрывают суспензией из мелкозернистого песка и клеящего вещества, которую формуют согласно структурированному точному шаблону с целью получения поверхности лучшего качества. Цель состоит в том, чтобы обеспечить пористость этого шаблона, которая дает больше пространства для отходов абразивной обработки, и поэтому ухудшение свойств абразивной поверхности не происходит так легко. Благодаря хрупкости структуры шаблона и малым размерам абразивных зерен также было достигнуто постепенное восстановление абразивных зерен; при этом то, что фактура их поверхности более тонкая по сравнению с составными компонентами формуемой структуры, подразумевается по определению. Эти способы также позволяют создавать каналы в поверхности покрытия и отверстия в абразивном изделии или комбинации каналов и отверстий, которые способствуют самоочищению абразивного изделия, подводу жидкости к нему и выбросу отходов абразивной обработки.
Например, в абразивном покрытии были созданы линейные компоненты из абразивных составных компонентов определенной формы. Однако очевидно, что при абразивной обработке с линейным перемещением, направление которого совпадает с линиями абразивного покрытия, указанные компоненты образуют полосы на обрабатываемой поверхности.
Даже если при абразивной обработке используются вибрирующие инструменты, колебательное движение абразивного изделия вместе со свободно вращающимся диском, в частности, с инструментом в наклонном положении, может привести к возвратно-поступательному движению на периферии диска, которое соответствует линейным компонентам абразивного покрытия и, следовательно, может вызвать полосы, которые очень трудно отполировать.
Развитие техники и ее уровень в настоящий момент описан в патентных документах, например, таком как US 2292261. В этом документе описан способ изготовления абразивного изделия путем покрытия гибкой основы массой, состоящей из связующего вещества и песка. Нанесенный слой прижимают формой с заданным шаблоном для того, чтобы таким образом сформировать покрытие и чтобы получить линейный шаблон с абразивными четырехугольными выступами. В конце получающееся покрытие отверждают.
В свою очередь в документе US 5014468 описано гибкое абразивное изделие, состоящее из гибкой основы и покрытия, содержащего связующее вещество и песок. Согласно документу, поверхность покрытия снабжена трехмерными компонентами, создающими прерывистую поверхность, обычно гексагонального шаблона. Такой шаблон легче всего получить с помощью валика для глубокой печати. Недостаток такого решения состоит в том, что нельзя в полной мере регулировать высоту указанных компонентов, которая зависит от распределения пленки в каждой части компонентов во время раскатывания валика для глубокой печати по формируемой поверхности.
В документе US 5152917 описано абразивное изделие, имеющее неслучайную структуру абразивных составных компонентов точно определенной формы, обычно пирамид с тремя или четырьмя сторонами, при этом ширина пирамид может изменяться, но обычно пирамиды расположены линейным образом. В документе US 5304223 описан способ изготовления и использования изделия, описанного в документе US 5152917.
Проблема при изготовлении структуры абразивных зерен состоит в том, чтобы создать структуру поверхности, прототип или литейную форму, с помощью которой должно формоваться абразивное покрытие.
Поскольку обычно используются пирамидальные структуры размера от 25 до 200 мкм, то при работе требуется очень высокая точность. Поэтому часто используют способы, в которых изготавливают пуансон, который далее вдавливают в матрицу, тем самым формуют шаблон покрытия. Обычно такие шаблоны создают посредством вырубания V-образных канавок, расположенных поперек верхней поверхности пуансона, с помощью которого далее окончательно изготавливают матрицу. V-образные канавки обеспечивают получение пирамид различного внешнего вида.
Чтобы иметь возможность изготовления сетчатых материалов в форме рулонов обычными способами, описанными в указанных выше патентных документах, например, требуются инструменты (обычно большой цилиндр или валик) весьма больших размеров. Это ограничивает практическое и экономически оправданное изготовление.
Раскрытие изобретения
В настоящем изобретении, по существу, можно избежать проблем существующего уровня техники. Исходя из этого, цель настоящего изобретения заключается в том, чтобы предложить абразивное изделие с высокой абразивной способностью, форму для его изготовления, способ и установку для экономичного и точного изготовления упомянутой литейной формы.
Согласно изобретению эта цель достигается в абразивном изделии, описанном в п.1 формулы настоящего изобретения. Во-вторых, для изготовления соответствующего изобретению абразивного изделия используют литейную форму, изготовленную способом, описанным в п.9 формулы изобретения.
Литейная форма соответствует п.28 формулы изобретения и ее изготавливают с использованием устройства, соответствующего п.25 формулы изобретения. При указанном изготовлении для создания цифровой модели, которая может быть использована для управления устройством, формирующим шаблон поверхности литейной формы, предпочтительно использовать компьютерную программу и компьютерный программный продукт, которые описаны в п.29 формулы изобретения..
В соответствующих последующих зависимых пунктах формулы изобретения описаны подходящие дальнейшие варианты развития изобретения, которые дополнительно его улучшают.
Изобретение основано на идее отказа от установленного принципа изготовления абразивных изделий, начиная с непрерывной сети с неслучайными плоскими структурами, по которым штампуются абразивные изделия. Вместо этого, согласно настоящему изобретению, абразивные изделия изготавливают поодиночке. Так, структуры покрытой абразивом верхней поверхности отдельных абразивных изделий формуют с помощью отдельной вогнутой литейной формы. Используя указанную вогнутую литейную форму как одноразовую форму, можно без слишком высоких затрат и благодаря небольшому размеру абразивного изделия изготовить усовершенствованные структуры. Индивидуальные вогнутые литейные формы могут быть просто снабжены крепежными средствами или пальцами, которые позволяют просто крепить форму к инструменту или держателю или которые позволяют их формировать или прижимать их друг к другу на плоской или цилиндрической части инструмента, что дает возможность формировать или прижимать одновременно несколько литейных форм или несколько литейных форм в непрерывной последовательности, если используется непрерывный материал, например, в виде пленки и если основа абразивного изделия также является пленкой.
Способ, описанный в настоящем изобретении, абразивное изделие, изготовленное по этому способу, и его абразивное покрытие имеют несколько существенных преимуществ по сравнению с существующим уровнем техники. Следовательно, абразивное изделие может быть изготовлено со структурой, при которой отдельные абразивные компоненты расположены случайным образом. Эта случайность может быть обеспечена различными способами, так как ни создание рельефа, ни размер литейной формы не накладывают на размер обрабатываемой поверхности ограничений, присутствующих при обычных способах вырубания и непрерывном изготовлении рулонного материала.
Согласно настоящему изобретению даже возможно изготавливать абразивные изделия, в которых составные зерна содержат только одно абразивное зерно, в результате чего получается абразивное изделие однородной структуры и обработка которым приводит к однородному результату.
Случайное распределение составных зерен позволяет с высокой степенью определенности избежать риска взаимного влияния зерен во время работы абразивным изделием, которое соответствует настоящему изобретению.
Предпочтительно, чтобы соответствующие изобретению одноразовые формы были изготовлены из полимерного материала, привитого полимером с более резко выраженными освобождающими свойствами, по сравнению с основным полимером литейной формы. Таким образом, в определенных случаях одноразовая форма может использоваться несколько раз, в частности, если непосредственно в инструменте, в котором формируется поверхностная структура, используется ультрафиолетовое отверждение абразивного покрытия или отверждение излучением другого типа. Отверждение излучением может производиться и через литейную форму, и через основу изделия, если обе изготовлены из подходящего материала, через который может проникнуть используемое излучение.
Другие достоинства и детали изобретения более подробно описаны ниже.
Краткое описание чертежей
Ниже изобретение будет описано более подробно со ссылками на чертежи, на которых:
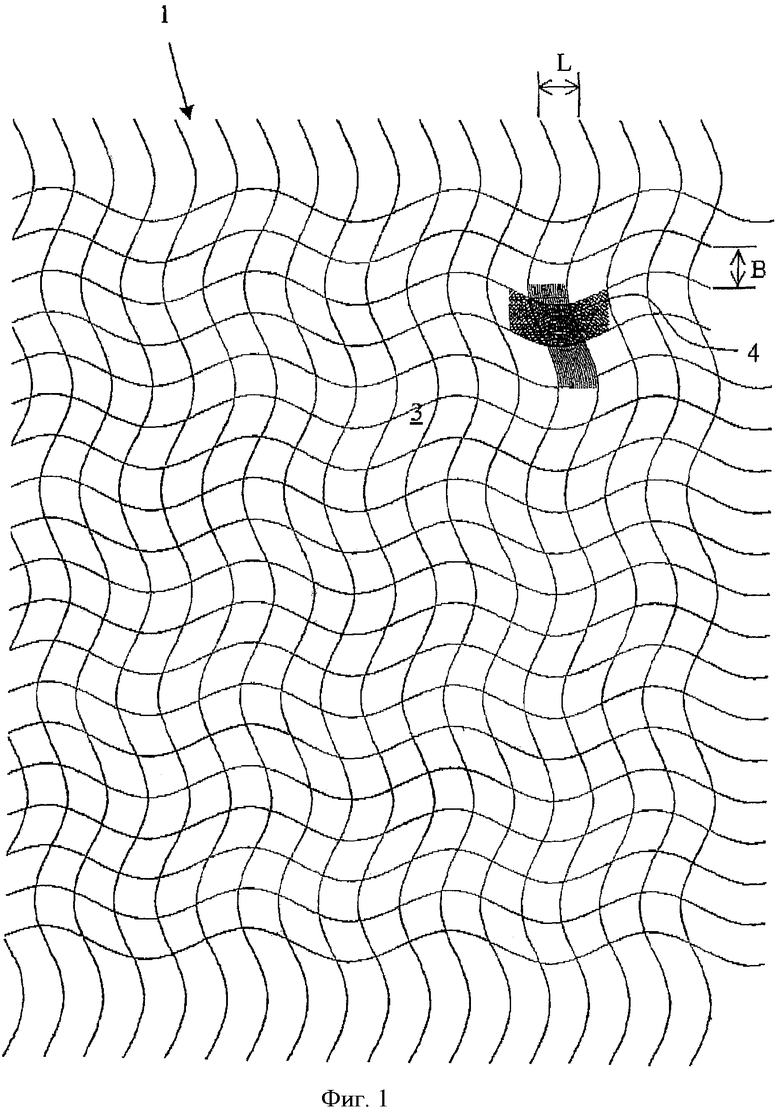
фиг.1 - схематический вид абразивного покрытия с нелинейной системой координат, предназначенной для создания составных полей на верхней поверхности получаемой литейной формы;
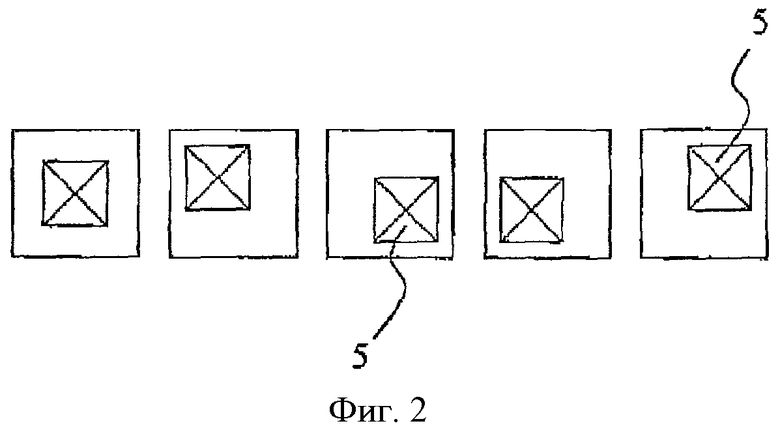
фиг.2 - вид, показывающий примеры альтернативных размещений пирамидальных составных зерен;
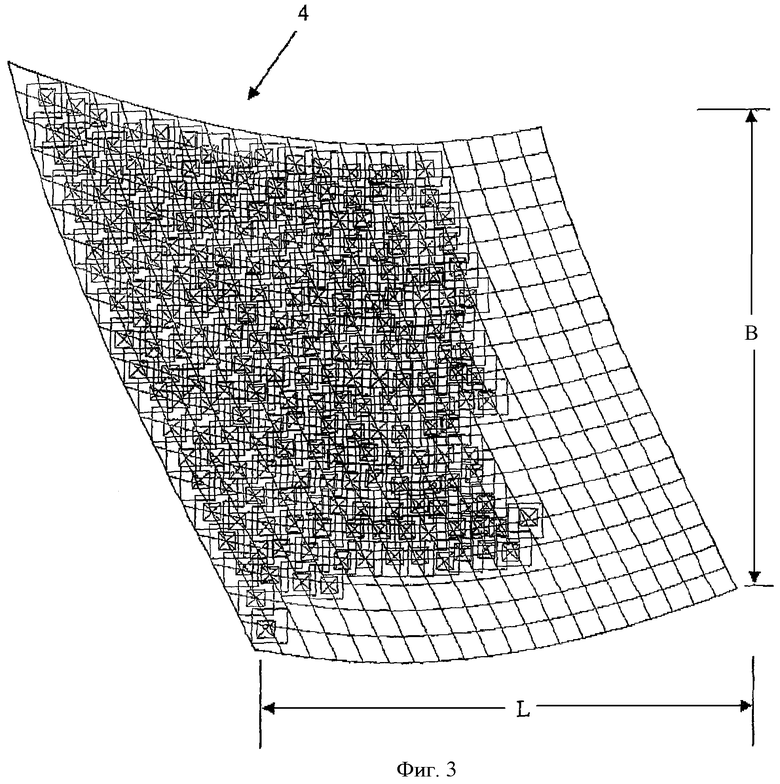
фиг.3 - вид, показывающий увеличение составного поля с фиг.1;
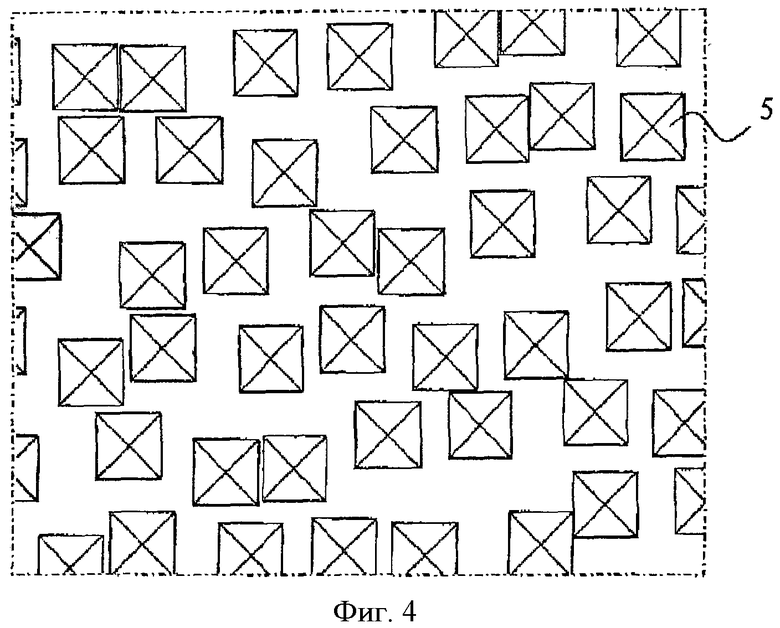
фиг.4 - вид сверху, показывающий верхнюю поверхность литейной формы (в этом случае пуансона), предназначенной для изготовления абразивного покрытия со случайно расположенными составными зернами;
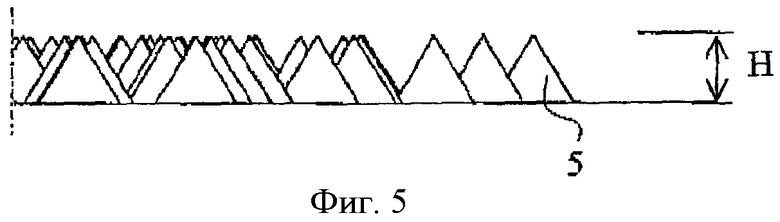
фиг.5 - вид сбоку, показывающий литейную форму с фиг.4;
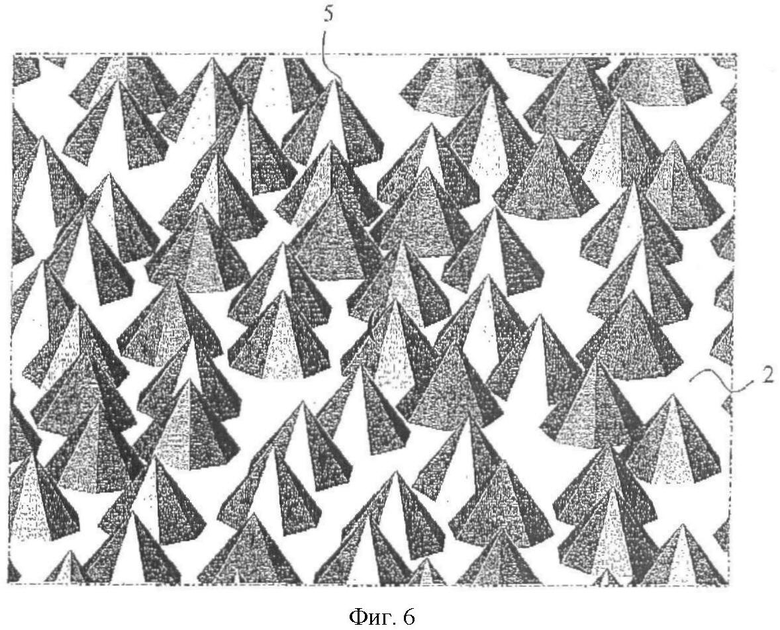
фиг.6 - вид, показывающий цифровую модель пуансона, содержащего случайно расположенные пирамидальные составные зерна;
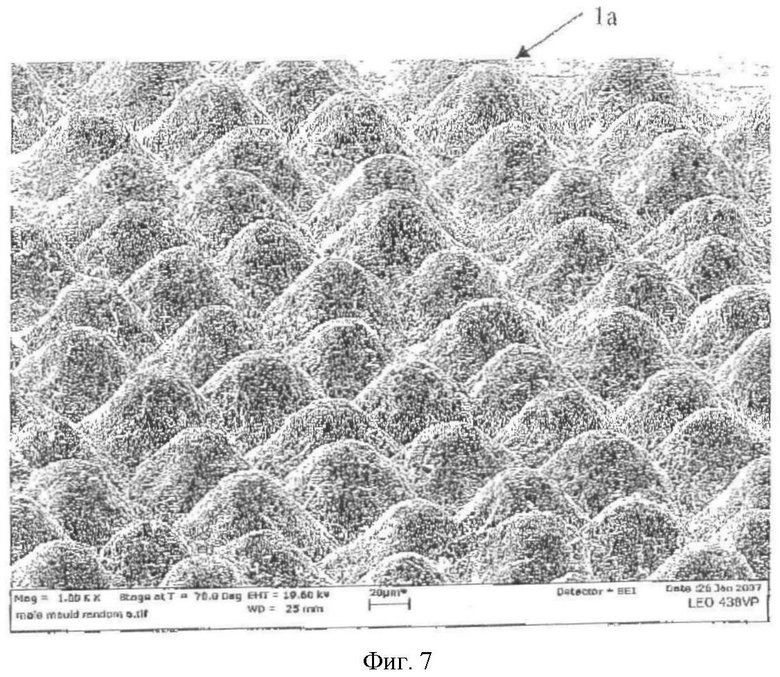
фиг.7 - полученный с помощью электронного микроскопа вид пуансона, соответствующего настоящему изобретению;
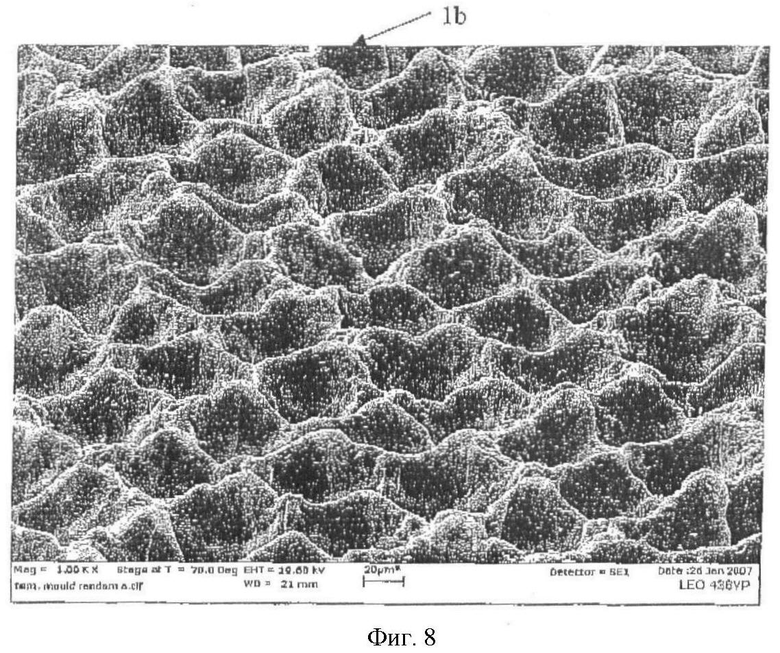
фиг.8 - полученный с помощью электронного микроскопа вид матрицы, соответствующей настоящему изобретению;
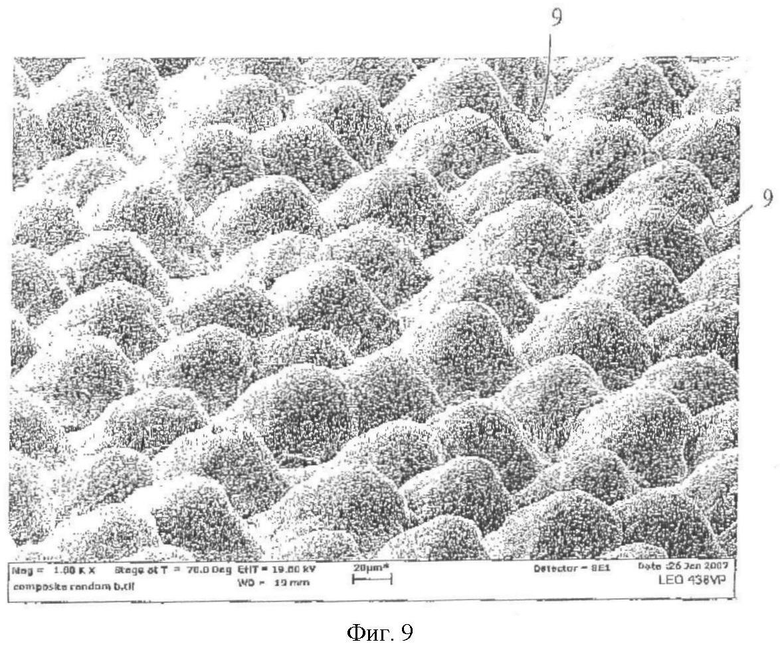
фиг.9 - вид, содержащий полученную с помощью электронного микроскопа картину составных зерен на верхней поверхности абразивного изделия;
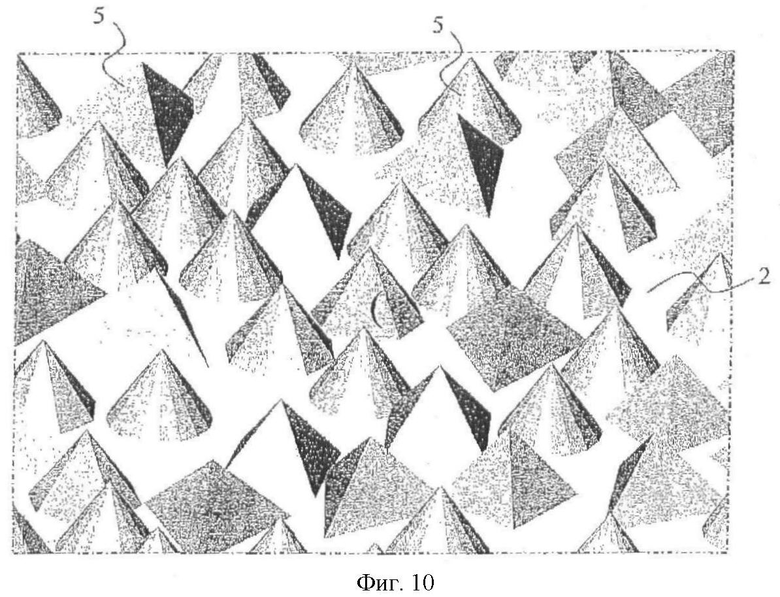
фиг.10 - вид, показывающий альтернативную цифровую модель пуансона, содержащего случайно расположенные пирамидальные составные зерна различных форм;
фиг.11 - вид, содержащий полученную с помощью электронного микроскопа картину составных зерен, случайным образом расположенных на верхней поверхности абразивного изделия, соответствующего литейной форме, изготовленной по цифровой модели с фиг.10; и
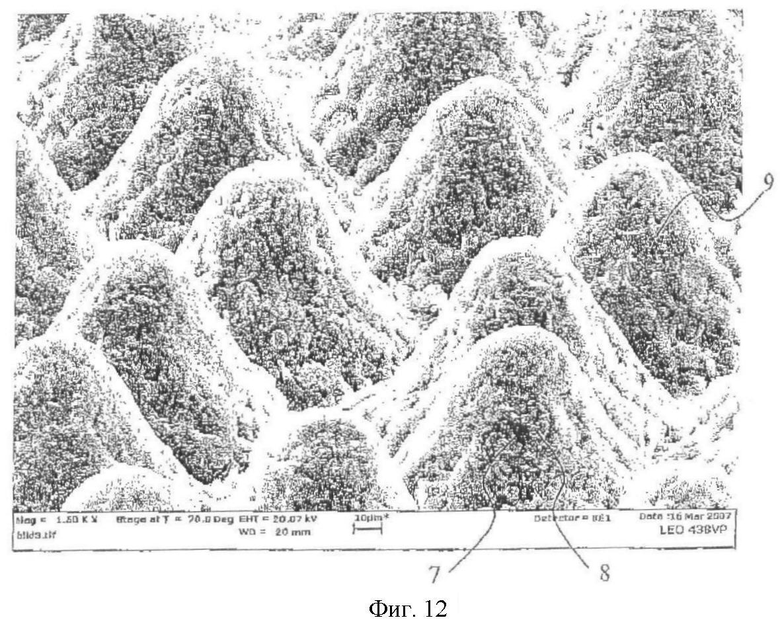
фиг.12 - вид, содержащий полученную с помощью электронного микроскопа дополнительно увеличенную картину составных зерен с фиг.11.
Осуществление изобретения
Некоторые предпочтительные варианты осуществления соответствующего настоящему изобретению абразивного изделия и его абразивного покрытия, и способов изготовления абразивного изделия и абразивного покрытия описаны ниже со ссылками на упомянутые выше фигуры. В связи с этим, абразивное изделие содержит показанные на фигурах структурные части, причем каждая обозначена соответствующей ссылочной позицией. Эти ссылочные позиции соответствуют ссылочным позициям, используемым далее в описании.
Таким образом, на фиг.1 показан схематичный вид конкретного варианта осуществления литейной формы 1, используемой для изготовления соответствующего настоящему изобретению абразивного изделия. На этой фигуре сильно увеличенная верхняя поверхность 2 литейной формы разделена системой координат, в этом случае нелинейной. Здесь, верхняя поверхность содержит ячеистое поле 3, стороны которой параллельны осям системы координат. Это ячеистое поле состоит из отдельных составных полей 4, которые получаются, когда линии ячеистого поля пересекаются. Длина и ширина такого составного поля равны L и В соответственно.
На фиг.3 показано упомянутое выше дополнительно увеличенное составное поле 4. В этом случае составное поле включает в себя прототипы 5 составных зерен, распределенные, по существу, случайно по поверхности составного поля. Такое распределение получается в результате размещения различными способами отдельных прототипов составных зерен в пределах установленных границ поверхностей, например, согласно фиг.2. Затем эти модели могут быть случайным образом размещены на составном поле с целью в конечном итоге получить литейную форму, позволяющую изготавливать соответствующее настоящему изобретению абразивное изделие со случайным распределением составных зерен по его верхней поверхности 6.
Фиг.4 и 5 являются соответственно видами сверху и сбоку, на которых показано соответствующее распределение составных зерен абразивного покрытия в горизонтальной проекции.
Далее на фиг.6 представлен схематичный аксонометрический вид, показывающий верхнюю поверхность 2 литейной формы и прототипы 5 для ее абразивного покрытия. Прототипы абразивного покрытия содержат множество многогранных моделей, которые в этом варианте осуществления изобретения имеют, в основном, пирамидальную форму.
Чтобы получить требуемое расположение абразивного покрытия на верхней поверхности 6 абразивного изделия, известную в технике основу покрывают суспензией, которая предпочтительно содержит клеящее вещество 7 и песок или другие абразивные зерна 8. Далее из суспензии, расположенной на основе, формуют многогранные конусы, прижимая, по меньшей мере, одну упомянутую выше литейную форму 1 с нужным так называемым негативным шаблоном - матрицу 1b, - к покрытой суспензией верхней поверхности абразивного изделия. Таким образом, абразивное покрытие принимает заранее определенную структуру, определяемую литейной формой, и снабжено упомянутыми выше коническими или многогранными зернами, которые в конце отверждают с целью получения составных зерен 9 абразивного покрытия. Следовательно, в конечном итоге верхняя поверхность абразивного изделия будет иметь трехмерный шаблон из отдельно изготовленных составных зерен из песка и клеящего вещества, при этом шаблон содержит составные зерна одинаковой или различной формы, случайно расположенные на верхней поверхности отдельного абразивного изделия. Таким образом, сформировано абразивное изделие со специфичным для изделия шаблоном распределения составных зерен по верхней поверхности абразивного изделия.
Составное зерно 9 также можно сформировать, заполняя сначала углубления матрицы 1b суспензией или песком или соответствующими абразивными зернами 8. В этом случае углубления литейной формы размещают так, чтобы они соответствовали отдельно, по меньшей мере, одному абразивному зерну и клеящему веществу 7, чтобы затем прижать друг к другу основу и матрицу с содержимым. Адгезия может быть дополнительно улучшена с помощью промежуточного слоя клеящего вещества. Совместное использование этого слоя клеящего вещества, распределяемого по влажной основе, и составных объектов компонентов, выполненных из суспензии в форме, позволяет существенно улучшить адгезию составных зерен к основе.
Согласно вариантам осуществления настоящего изобретения, геометрические формы составных зерен 9 предпочтительно состоят из конических тел или многогранников. Согласно фиг.6 или 10, таким многогранным телом является равносторонняя пирамида или усеченная пирамида, у которой, например, нижняя поверхность направлена к основе и которая содержит три или большее количество боковых поверхностей. Даже возможно, чтобы составное зерно принимало форму удлиненной призмы, например, содержащей сторону, соответствующую вышеуказанной нижней поверхности с продольными краевыми линиями, которые существенно длиннее поперечных краевых линиях призмы или ее высоты. Обычно поперечное сечение составных зерен, по существу, уменьшается в направлении от указанной выше основы, что способствует лучшему освобождению. Также предпочтительно, чтобы высота Н составных зерен, по существу, была на одном уровне с верхней поверхностью абразивного изделия, что соответствует фиг.5.
Также возможно обрабатывать верхнюю поверхность 6 всего абразивного изделия как единое целое, или разделять ее на рядом расположенные составные поля 4. В таком абразивном изделии каждое составное поле будет иметь трехмерный шаблон ряда отдельно изготовленных, случайно расположенных составных зерен 9. Смежные составные поля могут иметь аналогичный трехмерный шаблон, соответствующий фиг.1 и 3, но также формы шаблонов могут отличаться друг от друга.
Возвращаясь схематическому виду, показанному на фиг.1, предпочтительно, чтобы верхняя поверхность 2 литейной формы 1 была снабжена шаблоном, содержащим поперечное линейное разделение, которое таким образом образует сетку. Каждая отдельная ячейка, ограниченная таким способом, представляет собой собственное составное поле 4.
Сетка содержит разделение линиями, создающее, например, регулярную структуру, при этом соответствующие разделительные линии, по существу, являются прямыми и они равномерно распределены по верхней поверхности 2 литейной формы 1. Например, возможны решения, в которых сетка создана из областей, образованных, по существу, между прямыми и параллельными линиями, расположенными перпендикулярно друг другу на одинаковом расстоянии друг от друга. В качестве альтернативы, сетка может содержать треугольные области, образованные равномерно распределенными прямыми и параллельными линиями, расположенными под углом в 60° друг к другу в трех осевых направлениях.
Кроме того, сетка может быть составлена из разделительных линий, не являющихся прямыми. Предпочтительно, чтобы они были изогнутыми и синусоидальными, в соответствии с фиг.1, или их форма может быть зигзагообразной.
Разделительные линии сетки даже могут изменяться повторяющимся образом, согласно соотношению, находящемуся в диапазоне от 1:1.2 до 1:2, В качестве альтернативы, изменение разделительных линий может быть случайным в пределах требуемого диапазона от 1:1.2 до 1:2, при этом диапазон изменения, например, разделяется на пять интервалов и один из которых выбирается с помощью генератора случайных чисел последовательно для каждой линии. Кроме того, возможно, чтобы параллельность разделительных линий нарушалась повторяющимся образом или случайно в пределах вышеупомянутых интервалов.
Нет необходимости в том, чтобы абразивное покрытие содержало одинаковые составные зерна 9, а трехмерный шаблон покрытия может, по меньшей мере, частично содержать составные зерна различных форм.
Если абразивное покрытие содержит составные зерна 9, имеющие форму удлиненных многогранников, например, призм, то они могут располагаться на основе парами, при этом предпочтительно, чтобы они были размещены чередующимся образом и были параллельны и находились под углом друг к другу.
Даже если абразивное изделие часто имеет плоскую структуру, настоящее изобретение не ограничивает абразивное изделие таким вариантом осуществления. Верхняя поверхность 6, на которую наносят покрытие, может также отклоняться от плоскости и может, например, представлять собой верхнюю поверхность абразивного инструмента. Верхняя поверхность абразивного изделия может также быть изготовлена изогнутой, чтобы соответствовать поверхности, которую будут обрабатывать абразивным инструментом.
Чтобы иметь возможность получить абразивное изделие, которое оптимальным образом предотвращает взаимное влияние при абразивной обработке, возможно обрабатывать каждое абразивное изделие отдельно. Следовательно, структурированный шаблон покрытой абразивом верхней поверхности 6 каждого отдельного абразивного изделия формуют с помощью отдельной негативной литейной формы - матрицы 1b, показанной на фиг.8. Такая литейная форма имеет случайно спроектированный шаблон.
Эту литейную форму 1, которую предпочтительно изготавливать в виде одноразовой формы, изготавливают формованием с помощью исходной модели - пуансона 1a, - показанного на фиг.7. Следующий способ, например, может быть использован для получения поверхности литейной формы со случайным распределением частей составного зерна 9.
На первом этапе способа изготовления, верхнюю поверхность 2 получаемой литейной формы 1 и доступную область обработки, расположенную на литейной форме и предпочтительно содержащую одно или несколько указанных составных полей 4, маркируют специальными элементами, после чего описывают численным образом. Верхняя поверхность 2 может быть плоской, являться частью внешней или внутренней поверхности цилиндра, внешней или внутренней поверхности сферы или иметь форму специального инструмента. На следующем этапе способа так проводят планирование формующего шаблона обрабатываемой области, чтобы получаемые части будущих составных зерен 9 были выбраны случайным образом из конечного числа доступных готовых прототипов различной формы, примеры которых показаны на фиг.2. Конечно возможно, что такие прототипы составных зерен, по существу, были одинаковыми или что их изготавливают произвольным образом на основе некоторых заданных предельных значений. Далее, размещая выбранные прототипы 5 в случайно выбранных местах обрабатываемой области, части составных зерен вводят в цифровую модель обрабатываемой области. В то же самое время, может быть задана случайная ориентация прототипов в обрабатываемой области. Наконец, верхнюю поверхность литейной формы обрабатывают с целью получения окончательной литейной формы 1 по указанной цифровой модели.
Для реализации описанного выше цифрового распределения прототипов 5 составных зерен 9, предпочтительно, чтобы работу выполнял блок автоматической обработки данных. Для этой работы предпочтительно использовать компьютерный программный продукт, разработанный для этой цели и записанный в упомянутом выше автоматическом блоке обработки данных или другом запоминающем устройстве, информация из которого может быть считана упомянутым блоком автоматической обработки данных. Запоминающее устройство может состоять, например, из электрической, магнитной, оптической, инфракрасной или полупроводниковой системы, приспособления или устройства передачи или другого соответствующего приспособления.
С использованием одного или нескольких алгоритмов автоматический блок обработки данных обрабатывает цифровую модель с целью получения покрытия литейной формы. Далее предпочтительно, чтобы эту цифровую модель использовали для управления инструментом или станком, который непосредственно обрабатывают литейную форму - матрицу 1b, в которой формуется окончательное покрытие абразивного изделия. Конечно, указанный инструмент или станок также может быть использован для изготовления пуансона 1а, который при формовании прижимают к возможно присутствующей матрице.
Заданная обрабатываемая область литейной формы 1 обычно содержит заранее заданную часть верхней поверхности литейной формы. В этом случае обрабатываемая область может содержать всю верхнюю поверхность, но поверхность также может быть разделена согласно структуре, включающей в себя разделение поперечными линиями, таким образом обеспечивают сетку на верхней поверхности, где каждая отдельная ячейка, ограниченная таким способом, представляет собой специальную обрабатываемую область, согласно фиг.1. Как было упомянуто ранее, обрабатываемая область может содержать сетку благодаря наличию регулярного шаблона с разделительным линиями, где разделительные линии, по существу, являются прямыми и распределены равномерно или не являются прямыми линиями. Аналогично, разделительные линии могут быть параллельны или не параллельны.
Как при формировании всей обрабатываемой области литейной формы 1, прототипы 5 составных зерен 9, в соответствии с которыми формируют части составных зерен, выбирают случайно в пределах каждой отдельной ячейки. Аналогично, составные зерна как в цифровой модели, так и в соответствующей обрабатываемой области, формируют в случайном порядке, со случайной ориентацией и в случайно выбранных местах.
Размещение прототипа 5 составного зерна 9 в цифровой модели и затем самого составного зерна на верхней поверхности 6 абразивного изделия может изменяться различным образом. Прототип, который указывает геометрическую форму частей составного зерна, можно свободно изменять, и прототипы также можно поочередно вращать в продольном и поперечном направлении друг относительно друга. Если прототипы составных зерен представляют собой, например, удлиненные многогранники, то предпочтительно, чтобы они были размещены парами таким образом, чтобы в обрабатываемой области чередовались поперечно и продольно ориентированные прототипы. Распределять прототипы составных зерен на обрабатываемой области литейной формы 1 можно полностью случайно по всей указанной области, но также возможно определить некоторые правила, например, что для каждого отдельного блока обрабатываемой области определено число составных зерен и соответствующий прототип, которые случайно размещают по обрабатываемой области.
Далее может быть размещена упомянутая выше сетка, которая делит поверхность на очень мелкие части, при этом каждое, таким образом, определенное составное поле 4 обозначает границу между отдельными составными зернами 9. В таком варианте осуществления изобретения, когда для прототипов 5 составных зерен задано некоторое количество альтернативных местоположений относительно точек пересечения разделительных линий, случайное расположение создают, случайным образом выбирая одну из альтернатив в каждой отдельной ячейке в обрабатываемой области.
Такой вариант осуществления изобретения показан на фиг.4-6. Изменяя расположение многогранников на поверхности, получают некоторое количество возможных конструктивных элементов, другими словами, прототипов составных зерен 9. Затем на поверхности обрабатываемой области может быть размещено такое количество этих конструктивных элементов, что они, по существу, заполнят указанную поверхность. Когда указанные элементы располагают автоматически, с помощью генератора случайных чисел или другого соответствующего вычислительного алгоритма, есть возможность каждый раз получать различные расположения составных зерен абразивного покрытия.
Согласно сказанному выше, блок автоматической обработки данных используют для создания цифровой модели будущего покрытия литейной формы 1. После этого, устройство для изготовления литейной формы использует эту цифровую модель для обработки литейной формы, необходимой для изготовления структурированного абразивного покрытия, соответствующего сказанному выше. Предпочтительно, чтобы устройство содержало элементы, установленные для маркировки обрабатываемой области литейной формы. Кроме того, устройство содержит, по меньшей мере, один инструмент для обработки поверхности литейной формы к которой будет прилегать покрытие при формовании. Предпочтительно, чтобы инструмент содержал прибор для осуществления лазерной абляции или другой формы так называемого эпитаксиального роста для обработки верхней поверхности литейной формы.
Использование лазера для размещения частей составных зерен 9 в литейной форме 1 дает возможность простого создания нужных нелинейных и не мешающих друг другу шаблонов. Согласно указанному выше, можно изготовить шаблоны, в которых расположение компонентов является полностью или частично случайным. На фиг.11 показан выполненный с помощью электронного микроскопа вид абразивного изделия, полученного в результате такого расположения.
При лазерной абляции каждое составное, зерно 9 в литейной форме формируется отдельно и может даже иметь индивидуальную форму. Форма изменяется в зависимости от того, как лазерный луч движется во время абляции. Абляция может быть выполнена в одном направлении только в соответствии с заданным шаблоном, аналогично линиям в телевизионном экране, работа которого основана на перемещении электронного луча. Абляция также может быть выполнена с непрерывно чередующимся изменением рабочего направления, так называемое случайное сканирование. Выбор способа обработки влияет на внешний вид частей составных зерен и на их изменение по верхней поверхности 2 литейной формы 1. Проведенные эксперименты показали, что случайно выбранные чередующиеся изменения рабочего направления в основном дают лучший результат.
При изготовлении литейной формы 1 могут также быть использованы другие известные работы способы обработки, такие как электрохимическая гравировка или так называемое "алмазное точение".
Описание и прилагаемые фигуры предназначены только для иллюстрации настоящего решения. Следовательно, решение не ограничено только указанным выше вариантом осуществления изобретения или вариантом, описанным в прилагаемой формуле изобретения, но возможны многочисленные изменения, комбинации или альтернативные варианты осуществления, не выходящие за рамки идеи, описанной в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ, СПОСОБ ЕГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ И РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2124978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ И АБРАЗИВНЫЕ ИНСТРУМЕНТЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2320472C2 |
| Абразивная масса и способ её изготовления | 2022 |
|
RU2816321C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ НЕРАВНОМЕРНОЕ РАСПРЕДЕЛЕНИЕ ОТВЕРСТИЙ | 2012 |
|
RU2603747C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164203C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2018 |
|
RU2771903C1 |
| ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ С НИЗКИМ КОЭФФИЦИЕНТОМ ОКРУГЛОСТИ | 2010 |
|
RU2517526C2 |
| МОДЕЛЬНЫЙ АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2143332C1 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
Настоящее изобретение относится к машиностроению и может быть использовано при изготовлении абразивного изделия. Абразивное изделие содержит структурированное абразивное покрытие, расположенное на верхней поверхности изделия. Абразивные зерна и клеящее вещество формуют на основе с образованием на верхней поверхности изделия трехмерной заданной структуры. Эту структуру создают из отдельных составных зерен. При формировании структуры используют компьютерную программу, предназначенную для случайного размещения указанных составных зерен на верхней поверхности абразивного изделия. Предусмотрена литейная форма, с помощью которой указанным образом полученная структура может быть перенесена на верхнюю поверхность абразивного изделия, а также устройство для изготовления указанной литейной формы. В результате повышается абразивная способность абразивного изделия. 5 н. и 24 з.п. ф-лы, 12 ил.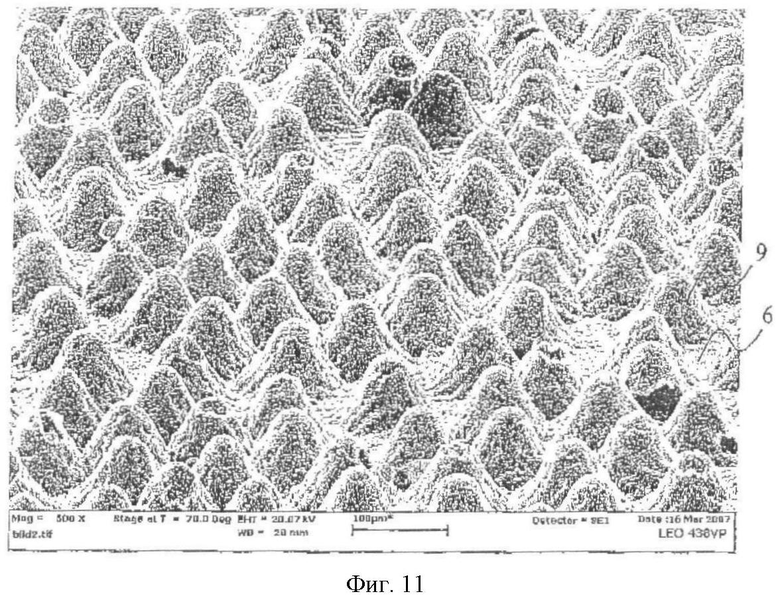
1. Абразивное изделие, содержащее структурированное абразивное покрытие, расположенное на верхней поверхности (6) абразивного изделия и выполненное посредством формования абразивных зерен (8) и клеящего вещества (7) на основе, отличающееся тем, что
верхняя поверхность (6) абразивного изделия содержит трехмерную структуру из отдельно расположенных составных зерен (9), включающих в себя абразивные зерна (8) и клеящее вещество (7) и предварительно задана для изделия;
при этом структура содержит составные зерна, размещенные случайным образом по верхней поверхности указанного абразивного изделия.
2. Абразивное изделие по п.1, отличающееся тем, что составное зерно (9), содержит по меньшей мере одно абразивное зерно (8).
3. Абразивное изделие по п.1, отличающееся тем, что составное зерно (9) структуры содержит базовую поверхность, прилегающую к основе, а поперечное сечение составного зерна уменьшается в направлении от указанной основы.
4. Абразивное изделие по п.3, отличающееся тем, что высоты (Н) составных зерен (9) структуры, по существу, одинаковы.
5. Абразивное изделие по п.1, отличающееся тем, что верхняя поверхность (6) абразивного изделия содержит расположенные рядом составные поля (4), каждое составное поле включает в себя по меньшей мере одно составное зерно (9), размещенное случайно относительно соответствующего составного поля.
6. Абразивное изделие по п.5, отличающееся тем, что трехмерная структура содержит по меньшей мере частично составные зерна (9) различных геометрических форм.
7. Абразивное изделие по п.1, отличающееся тем, что верхняя поверхность (6) абразивного изделия не является плоской.
8. Абразивное изделие по п.7, отличающееся тем, что верхнюю поверхность (6) абразивного изделия изготавливают так, что она соответствует обрабатываемой абразивным инструментом поверхности.
9. Способ изготовления литейной формы (1), используемой при изготовлении структурированного абразивного покрытия абразивного изделия, абразивное покрытие которого размещено на верхней поверхности (6) абразивного изделия и выполнено посредством формования абразивных зерен (8) и клеящего вещества (7) на основе для формирования составных зерен (8), отличающийся тем, что он включает
маркировку по меньшей мере одной обрабатываемой области, доступной на верхней поверхности (2) литейной формы (1),
формирование на обрабатываемой области трехмерных структур формования, предварительно заданных для абразивного изделия, составленных из отдельных прототипов для составных зерен (9), при этом прототипы составных зерен размещают на обрабатываемой области в случайно выбранных местах.
10. Способ по п.9, отличающийся тем, что обеспечивают прототипы (5) для составных зерен (9) случайной формы в пределах предварительно заданных поверхностей.
11. Способ по п.10, отличающийся тем, что прототипы (5) составных зерен являются случайно выбранными из доступных прототипов (5) различной формы.
12. Способ по п.10, отличающийся тем, что прототипы (5) составных зерен располагают на предварительно заданных поверхностях со случайной ориентацией.
13. Способ по любому из пп.9-12, отличающийся тем, что изготавливают пуансон (1а).
14. Способ по любому из пп.9-12, отличающийся тем, что изготавливают матрицу (1b).
15. Способ по любому из пп.9-12, отличающийся тем, что обрабатываемая область содержит заранее предварительно заданную часть верхней поверхности (2) литейной формы (1) для изготовления абразивного изделия.
16. Способ по п.14, отличающийся тем, что обрабатываемая область содержит всю верхнюю поверхность (2) литейной формы (1) для изготовления абразивного изделия.
17. Способ по п.16, отличающийся тем, что делят верхнюю поверхность (2) литейной формы (1) согласно структуре, содержащей разделение поперечными линиями, при этом указанное разделение составляет сетку, а каждая отдельная ячейка, отграниченная таким образом, является обрабатываемой областью.
18. Способ по п.17, отличающийся тем, что разделение линиями представляет собой регулярную структуру.
19. Способ по любому из пп.17 и 18, отличающийся тем, что разделение линиями проводят с помощью разделительных линий, которые, по существу, являются прямыми и отстоят друг от друга на одинаковом расстоянии.
20. Способ по любому из пп.17 и 18, отличающийся тем, что разделение линиями выполняют с помощью разделительных линий, которые, по существу, не являются прямыми.
21. Способ по п.17, отличающийся тем, что сетку размещают с очень мелкими ячейками, при этом каждая отдельная ячейка определяет границу между отдельными прототипами (5) составных зерен (9), причем, задавая для прототипов некоторое количество альтернативных местоположений относительно точек пересечения разделительных линий сетки, создают случайное расположение, случайным образом выбирая одну из альтернатив для каждой отдельной части структуры.
22. Способ по п.9, отличающийся тем, что прототипы (5) составных зерен (9) на верхней поверхности (2) литейной формы (1) формируют с использованием лазерной абляции.
23. Способ по п.9, отличающийся тем, что прототипы (5) составных зерен (9) на верхней поверхности (2) литейной формы (1) формируют с использованием способа электрохимической гравировки.
24. Способ по п.9, отличающийся тем, что прототипы (5) составных зерен (9) на верхней поверхности (2) литейной формы (1) формируют с использованием алмазного точения.
25. Устройство для изготовления литейной формы (1), используемой при изготовлении структурированного абразивного покрытия, расположенного на верхней поверхности (6) абразивного изделия путем формования абразивных зерен (8) и клеящего вещества (7) на основе, и изготовленной согласно способу по любому из пп.9-23, которое содержит
элементы, установленные с возможностью маркировки обрабатываемой области на верхней поверхности литейной формы,
инструменты, установленные с возможностью формирования на обрабатываемой области трехмерной структуры, предварительно заданной для отдельного абразивного изделия и нужной для получения отдельных прототипов (5) составных зерен (9), расположенных на обрабатываемой области в случайно выбранных местоположениях, причем инструмент установлен с возможностью обработки прототипов составных зерен.
26. Устройство для изготовления литейной формы (1) по п.25, в котором структура формования для прототипов (5) составных зерен расположена так, чтобы инструмент мог придать случайную форму прототипу (5) на обрабатываемой области.
27. Устройство для изготовления литейной формы (1) по любому из пп.25 и 26, в котором структура формования для прототипов (5) составных зерен приспособлена для размещения прототипов составных зерен со случайной ориентацией.
28. Литейная форма, используемая при изготовлении структурированного абразивного покрытия на верхней поверхности (6) абразивного изделия путем формования абразивных зерен (8) и клеящего вещества (7) на основе, отличающаяся тем, что литейная форма (1) имеет верхнюю поверхность (2), содержащую элементы, распределенные на ней в случайном порядке для получения составных зерен (9) индивидуальной формы и изготовлена способом по любому из пп.9-24.
29. Компьютерный читаемый носитель информации для управления устройством для изготовления литейной формы способом по любому из пп.9-24, содержащий соответствующую программу, выполняемую компьютером, для осуществления функции размещения прототипов (5) составных зерен (9) в литейной форме (1).
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| US 5304223 A, 19.04.2004 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ, СПОСОБ ЕГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ И РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2124978C1 |
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |

