Изобретение относится к технике фасовки и упаковки, преимущественно сыпучих продуктов, и может быть использовано в хими,- ческой, микробиологической и других отраслях промышленности.
Цель изобретения - повышение производительности и улучшение качества упаковки.
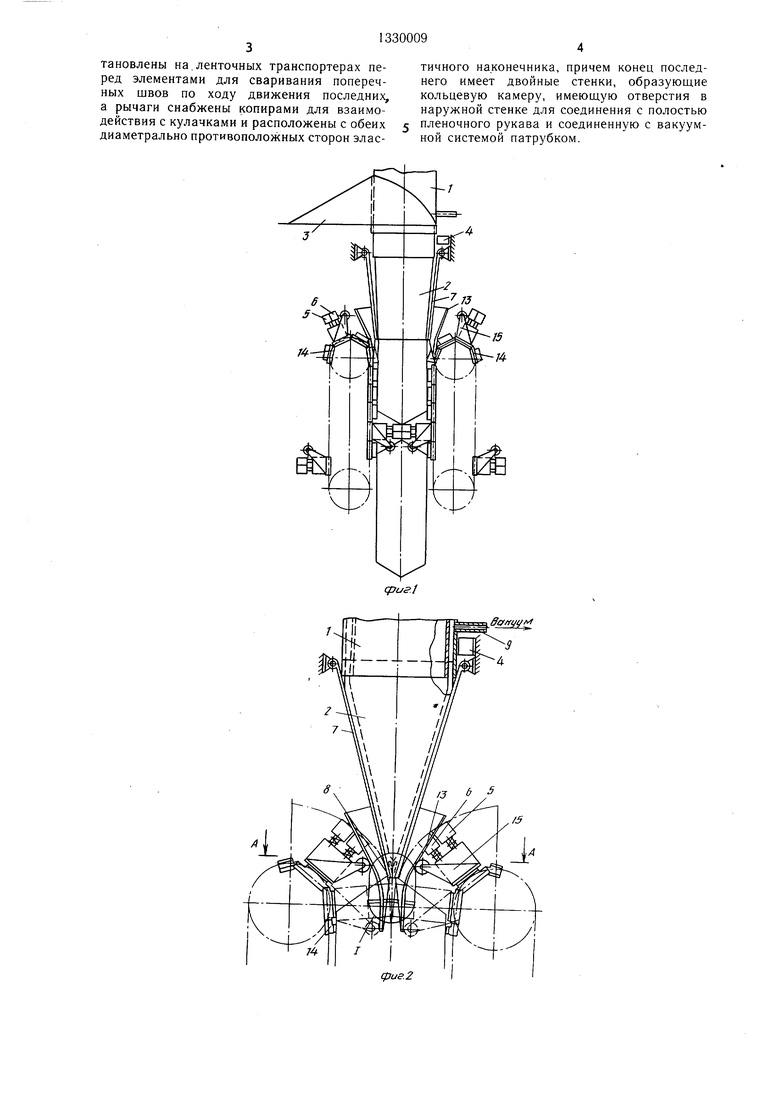
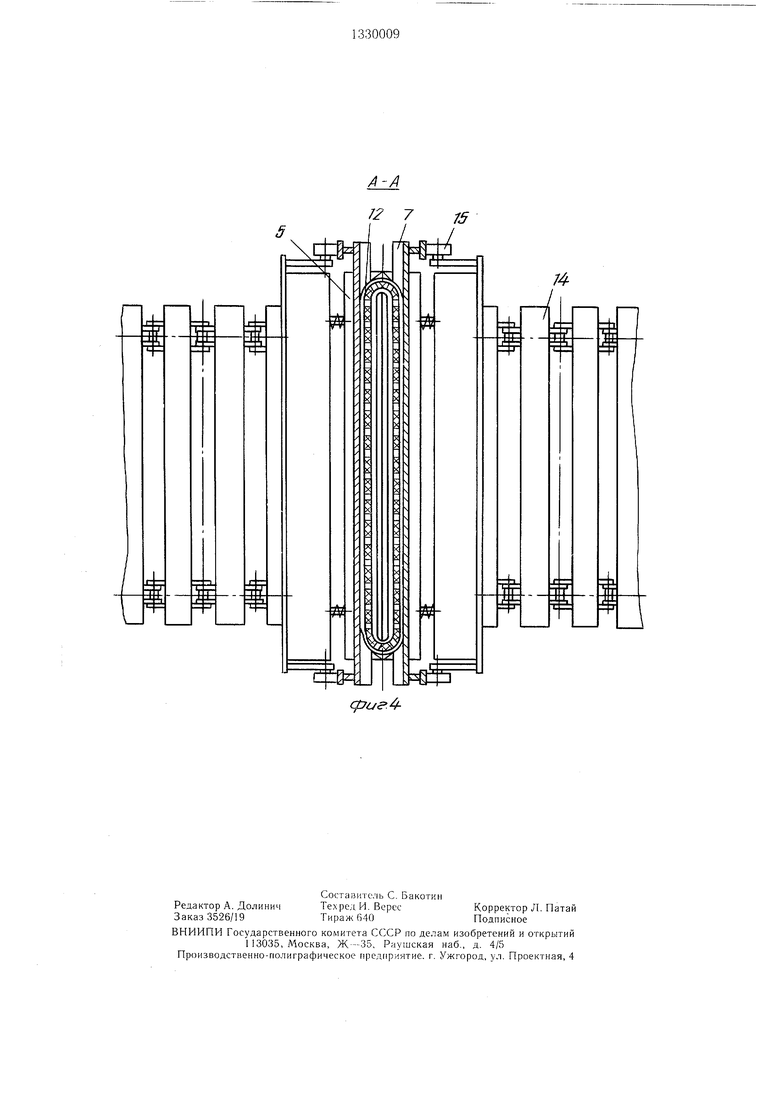
На фиг. 1 изображено устройство для изготовления, наполнения и запечатывания пакетов из термопластического материала, общий вид; на фиг. 2 - элемент образования поперечных швов в момент удаления воздуха из наполненного пакета; на фиг. 3 - узел I на фиг. 2, момент очистки зоны поперечных швов от пыли; на фиг. 4 - разрез А-А на фиг. 2.
Устройство содержит подающую трубу 1 с эластичным наконечником 2, рукавообра- зователь 3, элементы 4 и 5 для сваривания продольного и поперечных швов, прижимы 6, рычаги 7, расположенные с обеих диаметрально противоположных сторон эластичного наконечника 2 с возможностью пережима его нижнего конца, выполненного с двойными стенками, образующими кольцевую камеру 8, которая соединена с одной стороны с вакуумной системой патрубком 9, а с другой - с полостью 10 пленочного рукава 11 посредством отверстий 12 на наружной стенке камеры 8. Рычаги 7 снабжены копирами 13. Транспортеры 14 служат для закрепления на них и перемещения прижимов 6, элементов 5 для сваривания поперечных швов и кулачков 15 для взаимодействия последних с копирами 13 рычагов 7.
Устройство работает следующим образом.
Лента из термосклеивающегося материала с помощью рукавообразователя 3 сворачивается в рукав 11 вокруг подающей трубы 1 и сваривается элементом 4 для сваривания продольного щва (фиг. 1). При дальнейщем движении нижний конец пленочного рукава сходит с эластичного наконечника 2 и заваривается элементами 5 для сваривания поперечных щвов, упаковываемый продукт заполняет рукав 11 через подающую трубу I, кулачки 15, двигаясь вместе с транспортерами 14, воздействуют на копиры 13 рычагов 7, заставляя их поворачиваться вокруг своих осей навстречу друг другу, при этом от их воздействия частично складывается движущийся рукав I и герметично пережимается полость нижнего конца эластичного наконечника 2 (фиг. 2). Включается вакуумная система и производится отсос воздуха из наполненного пакета через отверстия 12 в наружных стенках кольцевой камеры 8, образованной двойными стенками конца эластичного наконечника 2 и связанной с вакуумной системой патрубко.м 9.
Транспортеры 14 подводят в зону об- зования поперечных щвов прижимы 6, которые встречаются попарно и пережимают пленочный рукав 11 окончательно (фиг. 3).
С этого момента начинается отсос пыли из полости 10 выще прижимов и со стенок пленочного рукава в зоне будущих поперечных щвов. При дальнейщем движении протяжных транспортеров 14 и пленочного рукава. 11 попарно встречаются элементы для сваривания поперечных швов 5 и образуют два щва в зоне, очищенной от проникщей пыли. Это гарантирует высокое качество швов, один из которых запечатывает наполненный пакет, а второй
5 образует дно нового мешка. В .момент сварки производится разрез пленочного рукава между швами. Все операции происходят в непрерывном процессе от одного привода, что увеличивает производительность устройства и качество упаковки.
0
Наличие прижимов, установленных по ходу движения пакетов перед эле.ментами для сваривания поперечных швов и рычагами, расположенными с обеих диаметрально
5 противоположных сторон эластичного наконечника с возможностью пережима его нижнего конца, выполненного с двойными стенками, образующими кольцеобразную камеру, которая соединена с одной стороны с вакуумной системой, а с другой - с
0 полостью пленочного рукава посредством отверстий в наружной стенке кольцевой ка.меры, обеспечивает принудительный отсос воздуха из верхней части наполненного пакета и очистку поверхностей пленки в зоне образования поперечных швов, что значи5 тельно повыщает качество их проварки и тем самым надежность. Кроме того, за счет удаления воздуха повышается формостабиль- ность укупоренного пакета.
Связь рычагов с копирами и закрепле- 0 пие прижимов и элементов для сваривания поперечных швов на двух бесконечных протяжных транспортерах, снабженных кулачками для воздействия на копиры рычагов, обеспечивает выполнение всех операций в непрерывном процессе и от одного
5
привода.
Формула изобретения
Устройство для изготовления, наполне- ния и запечатывания пакетов из термопластичного материала, содержащее подаю- трубу с эластичным наконечником, рукавообразователь и элементы для сваривания продольного и поперечных швов, отличающееся тем, что, с целью повышения производительности и улучшения качества упаковки, устройство снабжено двумя транспортерами, дву.мя рычага.ми, кулачка.ми и прижимами, причем кулачки и прижимы установлены на.ленточных транспортерах перед элементами для сваривания поперечных швов по ходу движения последних, а рычаги снабжены копирами для взаимодействия с кулачками и расположены с обеих диаметрально противоположных сторон эластичного наконечника, причем конец последнего имеет двойные стенки, образующие кольцевую камеру, имеющую отверстия в наружной стенке для соединения с полостью пленочного рукава и соединенную с вакуумной системой патрубком.
фиг. 2
cpus .4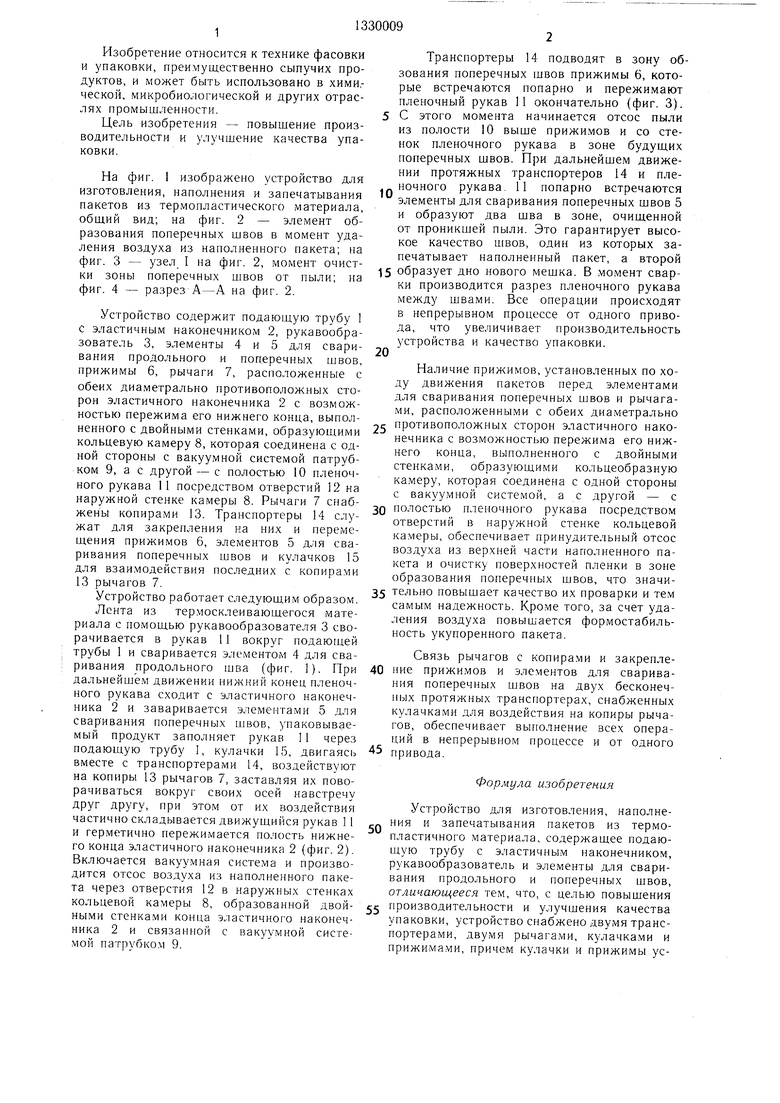
Изобретение относится к устройству для изготовления, наполнения и запечатывания пакетов из термопластичного материала, может быть использовано в химической, микробиологической и других отраслях промышленности и направлено на повышение производительности и улучшение качества упаковки. Устройство содержит подаюш,ую трубу с эластичным наконечником 2, рукавообразователь, элементы для сваривания продольного и поперечных швов, прижимы 6 и рычаги 7. Конец эластичного наконечника 2 имеет двойные стенки, образуюш,ие кольцевую камеру 8, сообщенную с полостью 10 пленочного рукава 11 через отверстия 12 в наружной стенке камеры 8 и с вакуумной системой. При пережатии нижнего конца эластичного наконечника 2 рычагами 7 происходит отсос пыли с пленочного рукава 11 в зоне образования поперечных швов через отверстия 12. При этом прижимы 6 пережимают и герметизируют пакет ниже зоны шва. При дальнейшем движении пленочного рукава 11 на нем выполняют поперечный шов элементами 5. Это повышает качество сварки пакетов, поскольку она производится по незапыленной поверхности. А поскольку все операции производятся непрерывно, повышается производительность устройства. 4 ил. « (Л со 00 со 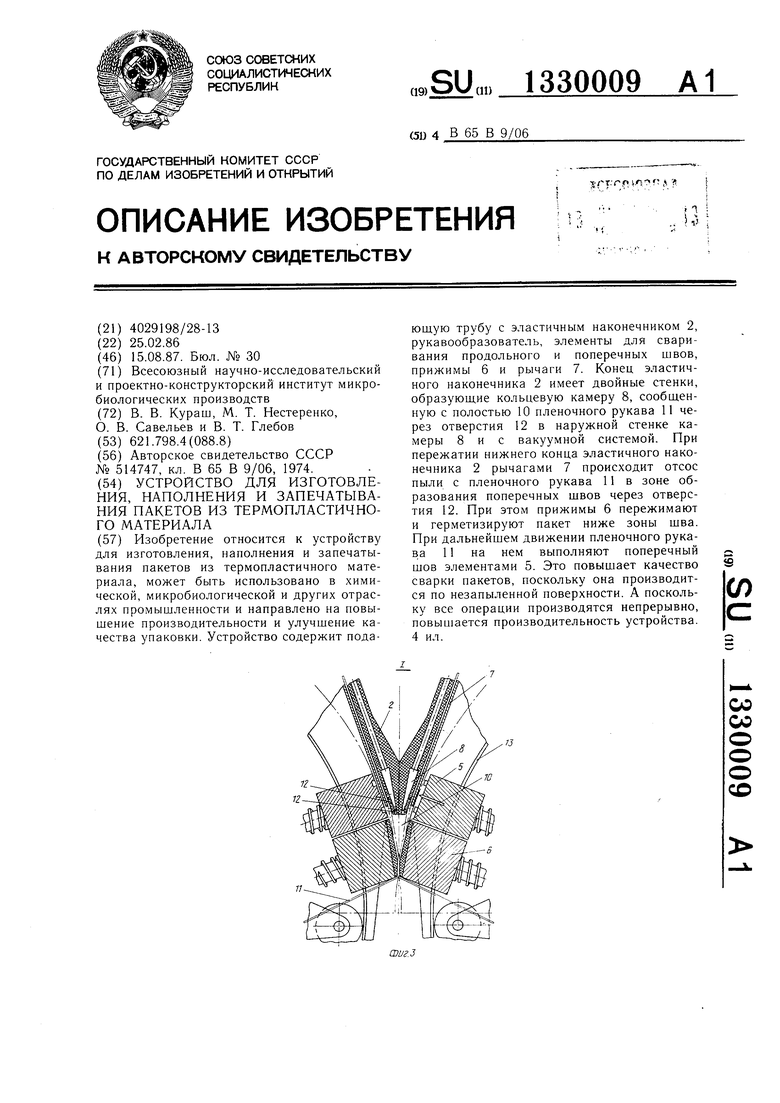
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1974 |
|
SU514747A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
