Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок типа пластин свободной ковкой о
Цель - повышение качества поковок и выхода годного за счет исключения зажимов при окончательной протяжке.
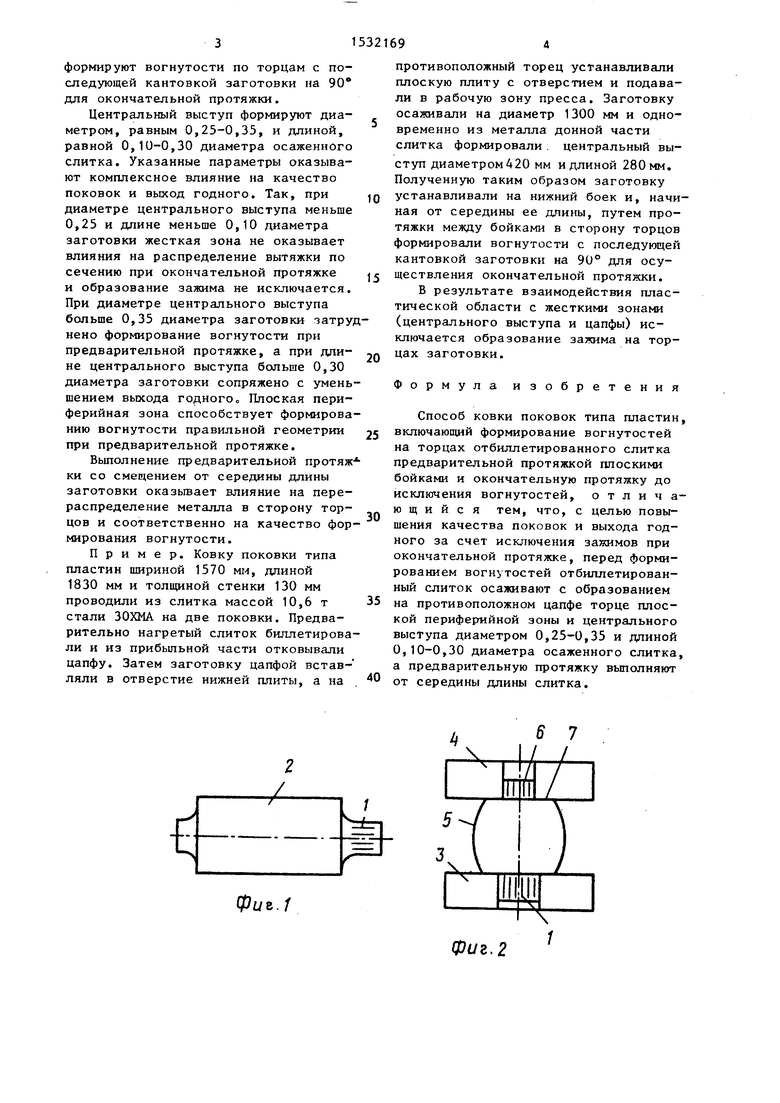
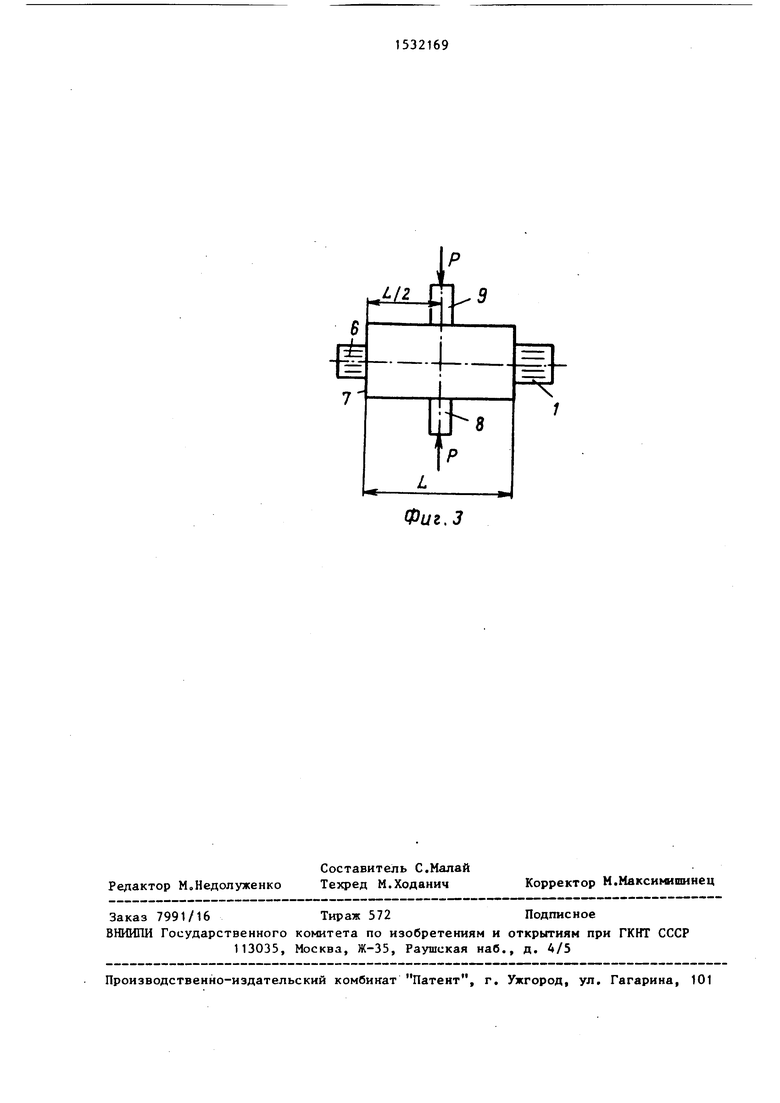
На фиг. 1 показан отбиллетирован- ный слиток с цапфой; на фиг. 2 - осаженный слиток с центральным выступом и плоской зоной на одном из торцов на фиг. 3 - слиток перед предварительной протяжкой.
Способ осуществляется следующим образом.
Нагретьй до ковочной температуры слиток подают под пресс, биллетируют
и отковывают цапфу 1. Полученную таким образом заготовку 2, устанавливают цапфой в отверстие нижней плиты 3, а на противоположньй торец устанавливают верхнюю осадочную плиту 4 с отверстием и подают в рабочую зону пресса. В процессе осадки между плитами получают заготовку 5 и путем затекания металла прибыльной или донной частей слитка в отверстие верхней плиты формируют центральный выступ 6 и периферийную плоскую зону 7. После получения заданных размеров центрального выступа заготовку устанавливают на нижний боек 8 и, начиная от середины ее длины предварительной протяжкой верхним бойком 9
ел
СО
ISD
Од
формируют вогнутости по торцам с последующей кантовкой заготовки на 90° для окончательной протяжки.
Центральный выступ формируют диаметром, равным 0,25-0,35, и длиной, равной 0,10-0,30 диаметра осаженного слитка. Указанные параметры оказывают комплексное влияние на качество поковок и выход годного. Так, при диаметре центрального выступа меньше 0,25 и длине меньше 0,10 диаметра заготовки жесткая зона не оказывает влияния на распределение вытяжки по сечению при окончательной протяжке и образование зажима не исключается. При диаметре центрального выступа больше 0,35 диаметра заготовки затрунено формирование вогнутости при предварительной протяжке, а при дли- не центрального выступа больше 0,30 диаметра заготовки сопряжено с уменьшением выхода годного Плоская периферийная зона способствует формированию вогнутости правильной геометрии при предварительной протяжке.
Выполнение предварительной пpoтяж ки со смещением от середины длины заготовки оказьшает влияние на перераспределение металла в сторону торцов и соответственно на качество формирования вогнутости.
Пример. Ковку поковки типа пластин шириной 1570 мм, длиной 1830 мм и толщиной стенки 130 мм проводили из слитка массой 10,6 т стали ЗОХМА на две поковки. Предварительно нагретый слиток биллетирова ли и из прибыльной части отковывали цапфу. Затем заготовку цапфой вставляли в отверстие нижней плиты, а на
10
2о25
21694
противоположный торец устанавливали плоскую плиту с отверстием и подавали в рабочую зону пресса. Заготовку осаживали на диаметр 1300 мм и одновременно из металла донной части слитка формировали: центральный выступ диаметром 420 мм и длиной 280мм. Полученную таким образом заготовку устанавливали на нижний боек и, начиная от середины ее длины, путем протяжки между бойками в сторону торцов формировали вогнутости с последующей
5
о25
30
35
кантовкой заготовки на 90° для осуществления окончательной протяжки.
В результате взаимодействия пластической области с жесткими зонами (центрального выступа и цапфы) исключается образование зажима на торцах заготовки.
Формула изобретения
Способ ковки поковок типа пластин, включающий формирование вогнутостей на торцах отбиллетированного слитка предварительной протяжкой плоскими бойками и окончательную протяжку до исключения вогнутостей, отличающийся тем, что, с целью повышения качества поковок и выхода годного за счет исключения зажимов при окончательной протяжке, перед формированием вогнутостей отбиллетирован- ный слиток осаживают с образованием на противоположном цапфе торце плоской периферийной зоны и центрального выступа диаметром 0,25-0,35 и длиной 0,10-0,30 диаметра осаженного слитка, а предварительную протяжку вьшолняют от середины длины слитка.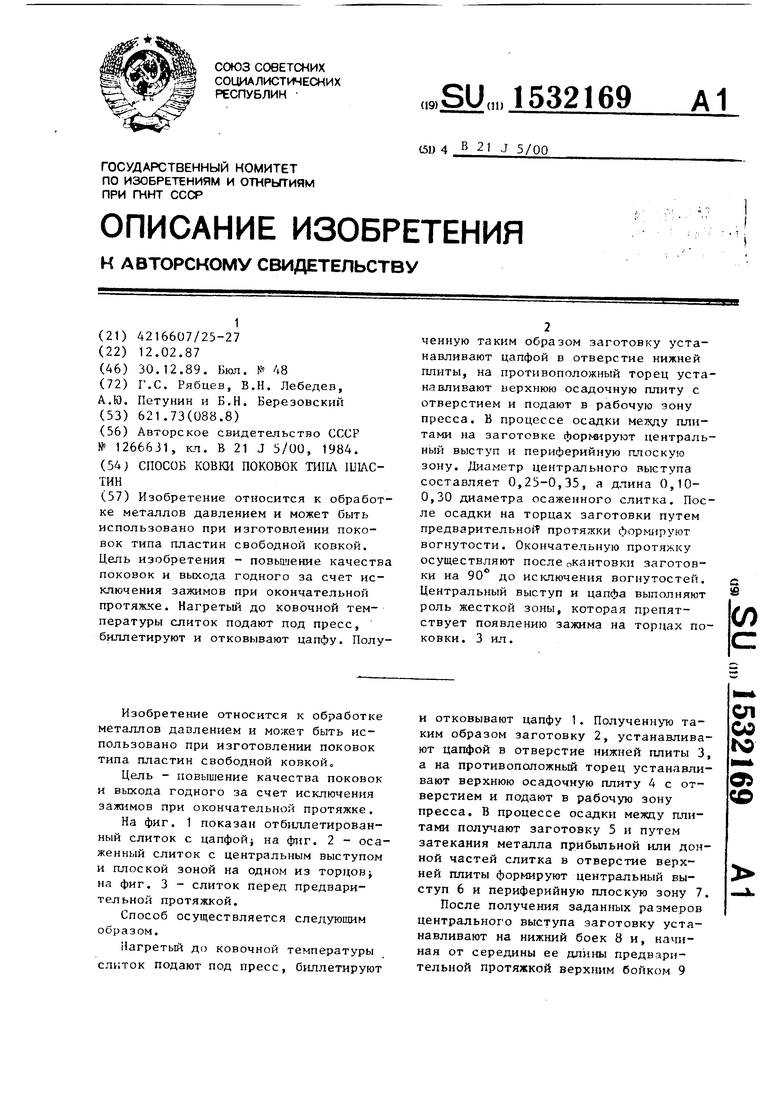
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления осесимметричных поковок | 1988 |
|
SU1660819A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНОДЕФОРМИРУЕМЫХ ПОКОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ | 2004 |
|
RU2258575C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок типа пластин свободной ковкой. Цель изобретения - повышение качества поковок и выхода годного за счет исключения зажимов при окончательной протяжке. Нагретый до ковочной температуры слиток подают подпресс, биллетируют и отковывают цапфу. Полученную таким образом заготовку устанавливают цапфой в отверстие нижней плиты, на противоположный торец устанавливают верхнюю осадочную плиту с отверстием и подают в рабочую зону пресса. В процессе осадки между плитами на заготовке формируют центральный выступ и периферийную плоскую зону. Диаметр центрального выступа составляет 0,25...0,35, а длина 0,10...0,30 диаметра осаженного слитка. После осадки на торцах заготовки путем предварительной протяжки формируют вогнутости. Окончательную протяжку осуществляют после кантовки заготовки на 90° до исключения вогнутостей. Центральный выступ и цапфа выполняют роль жесткой зоны, которая препятствует появлению зажима на торцах поковки. 3 ил.
/
Фиг.1
6 7 / /
17
фиг. 2
rfzffll
..i..
f
Фиг,3
| Способ ковки поковок типа пластин | 1984 |
|
SU1266631A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
