Изобретение относится к способам восстановления изношенных поверхностей деталей типа валов.
Известен способ восстановления изношенных поверхностей деталей типа валов, заключающийся в том, что на изношенную поверхность детали наносят клей, затем устанавливают разрезное кольцо и поджимают его к детали в процессе отвердевания клея (пат. US №3419949, кл. 29-401, опубл. 1969 г.).
Недостатком данного способа является низкое качество восстановленных деталей, т.к. в процессе их дальнейшей обработки и эксплуатации возможно отслаивание поверхности разрезного кольца из-за разрушения клеевого слоя.
Известен способ восстановления изношенных поверхностей деталей типа валов, при котором на изношенную поверхность детали наносят клей, устанавливают на него разрезное упругое кольцо, поджимают его к детали и механически обрабатывают после затвердевания клея, при этом в зоне поджима кольца к детали его стыки сваривают между собой (а.с. СССР №3742095, B23P 7/00).
Недостатком данного способа является нарушение точности формы восстановленной шейки из-за отсутствия жесткой связи ленты с телом вала и разрушения клеевого слоя.
Наиболее близким аналогом к заявленному способу относится способ восстановления вала (пат. RU №2319592 С2, 20.03.2008), включающий механическую обработку шеек вала с технологическим заглублением в тело вала на всей ширине обработанных шеек компенсирующих износ металла тонкостенных накладок в виде разрезного кольца или полуколец, закрепление накладок на обработанных шейках путем сварки их стыков и проваривания их с шейкой вала с получением стыкового сварного шва, установку на поверхности накладок по обе стороны от стыкового сварного шва электрозаклепок и последующее шлифование шеек в номинальный или ремонтный размер, при этом используют тонкостенные накладки, ширину b, длину L и толщину δл которых определяют из следующего математического выражения:
b=Lm-2r-(1-2) мм,
L=7πdb+(2-4) мм,
δл=δл.ост+δл.р.р+δл.изн.р.р+δл.шл,
где Lш - ширина шейки вала;
r - радиус галтели;
db - расчетный диаметр предварительно обработанной восстанавливаемой шейки;
δл - толщина разрезного кольца для восстановления шейки в номинальный размер;
δл.p.p - величина, компенсирующая все ремонтные размеры;
δл.изн.р.р - величина, компенсирующая предельный износ шейки вала при последнем ремонтном размере;
δл.ост - остаточная величина толщины разрезного кольца, необходимая для обеспечения механической прочности разрезного кольца на завершающем этапе эксплуатации вала;
δл.шл - припуск толщины разрезного кольца на шлифование в окончательный размер.
Ближайшие от стыкового сварного шва и размещенные по обе стороны от него электрозаклепки располагают на расстоянии от шва не менее 15 мм, а после установки электрозаклепок осуществляют приваривание тонкостенных накладок к шейке вала кольцевыми сварными швами сверху края накладок по кромке их рабочих поверхностей с обеспечением натяга между шейкой и накладками, величина которого составляет 0,05-0,1 мм.
Недостатками данного способа являются:
1. Низкая технологичность, т.к. необходимо сверлить отверстия под электрозаклепки на стадии изготовления тонкостенных накладок.
2. Ограниченное количество электрозаклепок не обеспечивает необходимую теплопередачу от тонкостенной накладки в тело вала. При прогревании двигателя тонкостенные накладки нагреваются быстрее, чем вал, удлиняются в своих размерах, приводя к появлению зазора в сопряжении шейка вала-тонкостенная накладка. Зазор в этом сопряжении при знакопеременной нагрузке приводит к разрушению тонкостенной накладки.
3. При сварке кольцевых сварных швов электрод устанавливается сверху края накладки, при этом наблюдалось разбрызгивание металла сварочной ванны на галтели, увеличивалась зона термического влияния вдоль кольцевого шва, очень высокая твердость (до 60…70 HRC) в зоне термического влияния на поверхности приваренной тонкостенной накладки значительно снижает ее обрабатываемость.
Задача изобретения - повышение технологичности и качества восстановления вала.
Поставленная задача решается за счет того, что в способе восстановления вала, включающем механическую обработку шеек вала с технологическим заглублением в тело вала на всей ширине восстанавливаемой поверхности, установку с предварительным натягом на обработанных шейках компенсирующей износ металла тонкостенной накладки в виде разрезного кольца или полуколец, закрепление накладки на обработанных шейках путем сварки стыков и проваривания с шейкой вала с получением стыкового сварного шва и последующее шлифование шеек в номинальный или ремонтный размер, при этом используют тонкостенную накладку шириной b, длиной L и толщиной δл, размер которой определяют из следующего математического выражения:
δл=δл.ост+δл.р.р+δл.изн.р.р+δл.шл,
δл - толщина разрезного кольца для восстановления шейки в номинальный размер;
δл.р.p - величина, компенсирующая все ремонтные размеры шейки;
δл.изн.р.р - величина, компенсирующая предельный износ шейки вала после последнего ремонтного размера;
δл.ост - остаточная величина толщины разрезного кольца, необходимая для обеспечения механической прочности разрезного кольца на завершающем этапе эксплуатации вала;
δл.шл - припуск на шлифование в окончательный размер,
по всей ширине с двух сторон тонкостенной накладки снимают фаску под углом 15-35° к вертикальной плоскости, механическую обработку шейки вала производят точением с образованием от галтели на расстоянии, соответствующем незакаленной зоне шейки вала, боковой поверхности, расположенной под углом ко дну технологического заглубления, тонкостенную накладку закрепляют на расстоянии от упомянутой боковой поверхности шейки вала, равном 1,0÷3,0 мм, по дну технологического заглубления с образованием канавки между упомянутой боковой поверхностью шейки вала и фаской накладки, а приваривание тонкостенной накладки к шейке вала осуществляют в защитных газах с размещением электрода в образованной канавке для получения кольцевого сварного шва.
Новые существенные признаки:
1. По всей ширине с двух сторон тонкостенной накладки снимают фаску под острым углом 15°÷35° к вертикальной плоскости.
2. Механическую обработку шейки вала производят точением с образованием от галтели на расстоянии, соответствующем незакаленной зоне шейки вала, боковой поверхности, расположенной под углом ко дну технологического заглубления.
3. Тонкостенную накладку закрепляют на расстоянии от упомянутой боковой поверхности шейки вала, равном 1,0÷3,0 мм, по дну технологического заглубления с образованием канавки между упомянутой боковой поверхностью шейки вала и фаской накладки.
4. Приваривание тонкостенной накладки к шейке вала осуществляют в защитных газах с размещением электрода в образованной канавке для получения кольцевого сварного шва.
Перечисленные новые существенные признаки в совокупности с известными необходимы и достаточны для достижения технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Технический результат.
Снятие фаски по всей ширине тонкостенной накладки под углом α=15°÷35° к вертикальной плоскости обеспечивает получение одной стороны канавки.
Боковая поверхность расположена под углом ко дну технологического заглубления. Этот угол образуется проходным резцом с углом в плане α=15°÷35° при технологическом заглублении. Чем меньше угол α, тем меньше упругая деформация обрабатываемого вала и, как следствие, меньше погрешность обработки шейки.
Механическую обработку шейки вала проводят точением на расстоянии от галтели, соответствующем незакаленной зоне шейки вала, для снижения концентрации напряжений. В этом случае сварной кольцевой шов будет проходить по закаленной зоне шейки и не увеличит концентрацию напряжений в переходной зоне между закаленным слоем и незакаленным. Незакаленная зона образуется на заводе-изготовителе. Ее ширина зависит от конструкции кондуктора, используемого при закалке шеек токами высокой частоты. Чем больше длина вала, тем шире этот участок и тем меньше влияние концентратора напряжений в переходной зоне (закаленной - сырой поверхности).
Наличие сырой зоны установлено, например, в Правилах Российского Речного Регистра.
Предлагаемое техническое решение отделяет зону концентрации напряжений от галтели, что не вызывает снижения установленной прочности восстанавливаемого вала.
Образование канавки 1,0÷3,0 мм по дну технологического заглубления с боковыми стенками, расположенными под углом 15°÷35°, позволяет надежно приварить накладку при минимальном тепловложении в тело вала и полностью заплавить канавку сварным кольцевым швом.
Образование канавки позволяет помещать электрод сварочного аппарата внутри нее и осуществить приваривание тонкостенной накладки шейки вала, обеспечивая стабильность дуги, минимальное оплавление шейки вала и оплавление нижней части накладки в зоне дна канавки, заполняя сварным швом канавку на всю ее глубину. При этом будет обеспечено гарантированное приваривание тонкостенной накладки к шейке вала.
Улучшается точность настройки положения электрода. В зоне термического влияния сварного шва снижается твердость тонкостенной накладки, что облегчает ее обработку резанием. Минимизируют зону термического влияния на необрабатываемом участке перед галтелью.
Капли расплавленной сварочной ванны давлением защитного газа, используемого при сварке, не попадают на поверхность галтели, а остаются в образованной канавке.
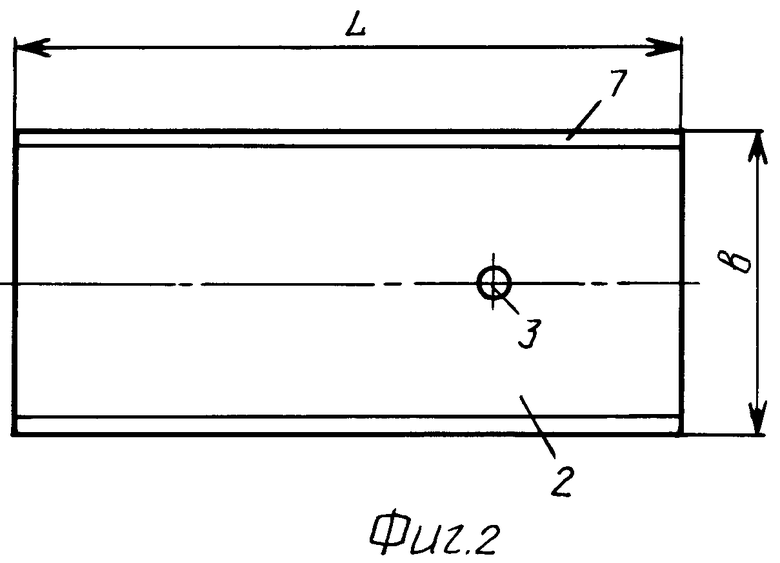
На фиг.1 схематично изображена шейка вала с накладкой.
На фиг.2 - развертка накладки.
Шейка вала содержит цилиндрическую часть 1 и охватывающую накладку 2, отверстие 3 для подвода смазочного масла, галтели 4, кольцевые сварные швы 5. Сварной шов 6 соединяет стыки накладки 2 и приваривает их к телу шейки вала.
На накладке 2 по всей ширине двух ее сторон выполнена фаска 7 под углом α=15÷35° к вертикальной плоскости.
Механическую обработку шейки вала производят точением с образованием от галтели 4 на расстоянии, соответствующем незакаленной зоне шейки вала, боковой поверхности, расположенной под углом ко дну технологического заглубления.
Образуют канавку 8 между боковой поверхностью 9 шейки вала 1 и дном технологического заглубления с углом α=15°÷35° и закрепляют на расстоянии от нее 1,0÷3,0 мм по дну технологического заглубления накладку 2 с фаской 7.
При этом ширина накладки 2 составляет b=Lш-2r-2(l1+l2+1,0÷3) мм,
где Lш - ширина шейки вала;
r - радиус галтели;
l1 - ширина незакаленной зоны шейки вала;
l2=h/tgf - ширина зоны шейки вала, на которую односторонне уменьшено днище технологического заглубления;
при этом h - величина заглубления в тело вала на всей ширине восстанавливаемой поверхности;
h=(dн-dp):2
dн - номинальный размер диаметра шейки вала;
dp - расчетный размер диаметра шейки вала;
f - угол боковой поверхности резца;
1,0÷3,0 - ширина дна канавки.
Накладка 2 может быть выполнена в виде разрезного кольца или полукольца.
Длина ленты L составляет L=πdb,
где db - расчетный диаметр предварительно обработанной восстанавливаемой шейки вала.
Толщина разрезного кольца δл для восстановления шейки в номинальный размер включает в себя величину, компенсирующую все ремонтные размеры δл.р.р (0,5 мм), величину, компенсирующую предельный износ шейки вала после последнего ремонтного размера δл.изн.р.р (0,1÷0,15) мм, остаточную величину толщины разрезного кольца, необходимую для обеспечения механической прочности самого разрезного кольца на завершающем этапе эксплуатации вала δл.ост (0,5÷1,0) мм и припуск на шлифование в окончательный размер (0,25÷0,50) мм.
Для типового расчета минимальной толщины разрезного кольца, обеспечивающего восстановление шейки вала в номинальный размер,
δл=0,5+0,5+0,1+0,5=1,6 мм
Для определения толщины разрезного кольца, обеспечивающего восстановление шейки вала в ремонтный размер, ее толщина уменьшается на соответствующий ремонтный размер:
δл.р=δл.р.р-Δш/2
где Δш - уменьшение диаметра шейки вала для соответствующего ремонтного размера.
Перед восстановлением вала проводят подготовительные операции: разборку и мойку, определение технического состояния вала после эксплуатации: наличие трещин, контроль твердости шеек, правку.
Правку вала осуществляют путем внесения сжимающих напряжений в галтели 4 шеек со стороны вогнутой центральной оси. Затем проводят шлифование и полирование шеек и галтелей 4 в расчетный размер (обычно: меньше 0,5÷1,5 мм последнего ремонтного размера по радиусу).
Изготавливают из стальной ленты толщиной δл≤2 мм разрезные кольца 2 или при больших толщинах ленты (более 2 мм) полукольца. Для чего нарезают полосы в расчетные размеры.
Ширина разрезного кольца b.
Длина ленты для разрезного кольца L=πdb,
где db - расчетный диаметр предварительно обработанной восстанавливаемой шейки вала.
Сгибают полосу в разрезное кольцо 2.
Затем на свернутых кольцах 2 сверлят отверстия 3 под смазочный канал. Затем, используя упругие свойства разрезного кольца 2, его разжимают и надевают на шейку вала с предварительным натягом за счет того, что внутренний диаметр кольца 2 меньше наружного диаметра восстанавливаемой шейки, при этом получают зазор в стыке 3÷4 мм. Если используют полукольца, то в обоих стыках зазор составит 3÷4 мм каждый.
Совмещают смазочные отверстия 3 в шейке вала к разрезного кольца 2 и производят предварительную фиксацию. После чего сваривают стыки разрезного кольца 2, например, плазменной сваркой, проваривая их с шейкой вала стыковым сварным швом 6.
Приваривают кольцевыми сварными швами 5 тонкостенную накладку 2 к телу шейки вала 1, помещая электрод сварочного аппарата (не показан) в канавку 8, образованную между боковой поверхностью 9 шейки вала 1 и установленной на расстоянии от нее на 1,0÷3,0 мм тонкостенной накладки 2 с фаской 7. Затем проводят шлифование и полирование шеек в заданный размер. После чего методом дефектоскопии убеждаются в отсутствии сварочных трещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2006 |
|
RU2337802C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2005 |
|
RU2319592C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |
| Способ восстановления шеек коленчатых валов путем приклеивания полукольцевых накладок | 2021 |
|
RU2766395C1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ КАЧЕНИЯ | 2005 |
|
RU2296660C1 |
Изобретение может быть использовано при восстановлении изношенных поверхностей деталей типа валов. Осуществляют механическую обработку шейки вала точением с образованием от галтели на расстоянии, соответствующем незакаленной зоне шейки вала, боковой поверхности, расположенной под углом ко дну технологического заглубления. По всей ширине с двух сторон тонкостенной накладки в виде разрезного кольца или полуколец снимают фаску под углом 15-35° к вертикальной плоскости. Тонкостенную накладку закрепляют на расстоянии от упомянутой боковой поверхности шейки вала, равном 1,0÷3,0 мм, по дну технологического заглубления с образованием канавки между упомянутой боковой поверхностью шейки вала и фаской накладки. Приваривают тонкостенную накладку к шейке вала в защитных газах с размещением электрода в образованной канавке для получения кольцевого сварного шва. Способ позволяет повысить технологичность и качество восстановления вала. 2 ил.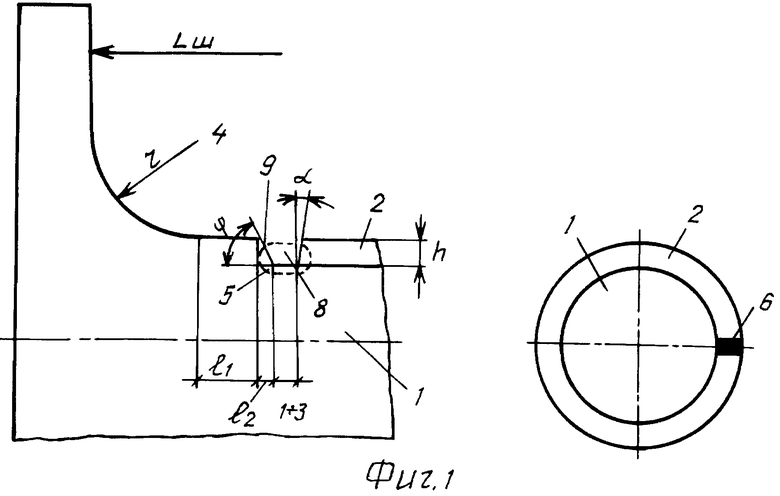
Способ восстановления вала, включающий механическую обработку шеек вала с технологическим заглублением в тело вала на всей ширине восстанавливаемой поверхности, установку с предварительным натягом на обработанных шейках компенсирующей износ металла тонкостенной накладки в виде разрезного кольца или полуколец, закрепление накладки на обработанных шейках путем сварки стыков и проваривания с шейкой вала с получением стыкового сварного шва и последующее шлифование шеек в номинальный или ремонтный размер, при этом используют тонкостенную накладку шириной b, длиной L и толщиной δл, размер которой определяют из следующего математического выражения:
δл=δл.ост+δл.р.р.+δл.изн.р.р.+δл.шл,
δл - толщина разрезного кольца для восстановления шейки в номинальный размер;
δл.р.р. - величина, компенсирующая все ремонтные размеры шейки;
δл.изн.р.р. - величина, компенсирующая предельный износ шейки вала после последнего ремонтного размера;
δл.ост - остаточная величина толщины разрезного кольца, необходимая для обеспечения механической прочности разрезного кольца на завершающем этапе эксплуатации вала;
δл.шл - припуск на шлифование в окончательный размер,
отличающийся тем, что по всей ширине с двух сторон тонкостенной накладки снимают фаску под углом 15-35° к вертикальной плоскости, механическую обработку шейки вала производят точением с образованием от галтели на расстоянии, соответствующем незакаленной зоне шейки вала, боковой поверхности, расположенной под углом ко дну технологического заглубления, тонкостенную накладку закрепляют на расстоянии от упомянутой боковой поверхности шейки вала, равном 1,0÷3,0 мм, по дну технологического заглубления с образованием канавки между упомянутой боковой поверхностью шейки вала и фаской накладки, а приваривание тонкостенной накладки к шейке вала осуществляют в защитных газах с размещением электрода в образованной канавке для получения кольцевого сварного шва.
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2005 |
|
RU2319592C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2080230C1 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| US 3419949 А, 07.01.1969. | |||

