УРОВЕНЬ ТЕХНИКИ
Данное изобретение относится к устройству и способу формирования эластичного пакета, наполнения его составом в виде гидросмеси и запечатывания для перевозки. Более конкретно, изобретение относится к устройству для формования, заполнения и запечатывания, которое быстро и точно наполняет пакет до необходимого веса.
В строительстве зданий одним из наиболее распространенных элементов является гипсовая стеновая панель, известная как сухая штукатурка и используемая при создании стен и/или потолков. Стены, выполненные из гипсовых стеновых панелей, обычно создаются путем прикрепления панелей к стойкам или балкам и последующего заполнения и покрытия мест соединения панелей специально приготовленным составом, называемым составом для заделки швов. Этот процесс обычно выполняется путем помещения состава для заделки швов ленточного типа в стык, образованный примыкающими краями стеновых панелей, и заделки проницаемой для жидкости ленты в ленточный материал. После высыхания (или схватывания) на стык наносится второе покрытие, содержащее состав для заделки швов покрывающего типа. Производится легкая зачистка шкуркой, наносится третье покрытие и выполняется завершающая отделка. Другим типом состава для заделки швов является универсальный тип, который используется как для заделки ленты, так и для нанесения отделочных покрытий. На законченную стену и стык с универсальным составом для заделки швов может быть нанесен узор для выполнения текстурной отделки.
Существует два основных типа состава для заделки швов: схватываемый и высыхающий. Состав для заделки швов схватываемого типа схватывается и затвердевает при превращении полугидрата сульфата кальция и воды в соединяющую матрицу из кристаллов дигидрата сульфата кальция во время реакция гидратации. Избыточная вода испаряется. Материал высыхающего типа затвердевает при испарении воды.
Любой состав для заделки швов продается либо в виде сухой порошковой смеси, либо в виде водного раствора. Сухой порошок содержит карбонат кальция или обожженный гипс и соответствующие добавки в сухом виде. Каждый вид имеет свои преимущества в зависимости от того, что доступно на строительной площадке. Сухая смесь требует транспортировки меньшего количества материала. Однако она требует наличия как воды, так и смешивающего оборудования. Если эти материалы не являются легкодоступными или если место проведения работ слишком мало для их удобного получения, то готовый состав для заделки швов может быть наиболее подходящим для использования.
Приготовление готового состава для заделки швов схватываемого типа требует дополнительных химических компонентов по сравнению с составом для заделки швов высыхающего типа или сухой смесью. Однако после добавления воды к обожженному гипсу начинается процесс схватывания, если только он не предотвращается химически. Чтобы предотвратить затвердевание, производят добавление достаточного количества замедлителей схватывания. Перед использованием в готовый состав для заделки швов добавляют ускоритель схватывания, чтобы преодолеть действие замедлителя схватывания. Если в состав для заделки швов высыхающего типа добавлена вода, затвердевание гидросмеси можно замедлить, если не допускать испарения воды. Хранение состава для заделки швов высыхающего типа в плотно запечатанном виде является достаточным для его хранения в виде гидросмеси.
Продукты в виде гидросмеси представляют сложную проблему для специалистов в области упаковки. Продукт является очень тяжелым вследствие веса воды. Он перетекает внутри упаковки, что вызывает перераспределение веса. При прорыве или проколе упаковки гидросмесь стремится вытечь, загрязняя находящиеся рядом продукты. Обычно готовые составы для заделки швов упакованы либо в пластмассовое ведро, либо в картонную коробку с пластмассовой облицовкой. Жесткая внешняя сторона этих упаковок обеспечивает защиту продукта от разрыва и прокола, удерживает тяжелую гидросмесь и обеспечивает упаковку, которая легче укладывается на поддоны и при этом не перемещается.
Однако такие виды упаковки являются очень дорогостоящими по сравнению с пластмассовым пакетом. Кроме стоимости упаковочных материалов для выполнения окончательной упаковки требуется дополнительное оборудование, содержащее устройства для формования картона, вставки пакетов, запечатывания картонных упаковок, установки крышек, укладывания прокладок и закрытия крышек. Для работы и обслуживания указанных дополнительных устройств необходим дополнительный персонал. Общая площадь, занимаемая упаковочным оборудованием, велика, что требует большого производственного помещения и сопутствующих капиталовложений.
В некоторых наполняющих устройствах известного уровня техники формирование пакета и перенос основной части продукта в пакет производится в одной секции, а затем пакет перемещается во вторую секцию для завершения точного наполнения. Для перемещения частично наполненного пакета с гидросмесью ко второй секции наполнения необходимы время и дополнительное оборудование. При перемещении пакета может произойти утечка или его повреждение. Несмотря на то, что завершение наполнения и запечатывание пакета во второй секции наполнения может сэкономить время, затраченное в первой секции, общее время, необходимое для наполнения пакета, не обязательно уменьшается, вследствие чего возникает вероятность повреждения продукта. Кроме того, возникают расходы, связанные с наймом дополнительного персонала, обслуживающего вспомогательное оборудование.
Об упаковке гидросмесей немного известно из уровня техники. Для упаковки порошкообразных или гранулированных материалов с размером частиц более 100 мкм часто используются пластмассовые пакеты. Гидросмесь состава для заделки швов упаковывается в тюбик, как в патенте США №4436204. В тюбик закачивается состав для заделки швов. Из тюбика удаляется воздух, и он закручивается или обжимается. В патенте США №5323588 внутри упаковки с готовым составом для заделки швов распыляется увлажнитель для обеспечения поддержания постоянной влажности содержимого. В патенте США №54131545 гранулированные материалы подаются с помощью шнека в трубопровод, обеспечивающий подачу под действием силы тяжести. Требуемая смесь может быть получена путем задания выбранных количеств материалов, выбранных количественных соотношений или выбранных скоростей. Материалы подаются на транспортную линию, которая затем перемещается к месту доставки, где смесь помещается в контейнеры. Гидросмеси, такие как буровые растворы, могут изготавливаться путем добавления жидкости к гранулированному продукту.
Существует необходимость в технологии создания недорогой упаковки, альтернативной пластмассовым ведрам и облицованным картонным упаковкам для готовых гипсовых продуктов. Кроме того, существует необходимость в упаковочной линии, которая точно отмеряет продукт, продаваемый по весу. Также существует необходимость в системе и способе упаковки, которые требуют мало места и могут обслуживаться минимальным количеством персонала.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеперечисленные требования могут быть достигнуты или превзойдены с помощью усовершенствованной системы и устройства для упаковки гидросмеси. В системе используется пластмассовый пакет, при этом затраты значительно меньше, чем в случае с облицованной картонной упаковкой или пластмассовым ведром.
Более конкретно, продукт в виде гидросмеси упаковывают в пластмассовый пакет с использованием модифицированного устройства для формования, заполнения и запечатывания. Устройство предпочтительно модифицировано для отбора соответствующего количества гидросмеси по весу. Пакеты наполняют с использованием двухшнековой системы, содержащей шнек грубого дозирования и шнек точного дозирования, которые производят наполнение пакета. На первом этапе работает либо шнек грубого дозирования, либо одновременно оба шнека для обеспечения загрузки гидросмеси в большую часть пакета. Во время второго этапа работу шнека грубого дозирования останавливают, и дозаправку пакета производят только шнеком точного дозирования. Продолжительность этапов задают либо по времени, либо по объему или весу продукта, который поступил в пакет.
В другом аспекте изобретения способ упаковки гидросмеси включает формирование пакета, его наполнение с использованием двухшнековой системы и последующее запечатывание. Как описано выше, на первом этапе один и тот же пакет одновременно наполняют по меньшей мере шнеком грубого дозирования и шнеком точного дозирования. Во время второго этапа работу шнека грубого дозирования останавливают, и производят дозаправку только шнеком точного дозирования.
Предложенные способ и система обеспечивают быстрое и точное наполнение пакетов гидросмесью. Одновременное использование двух шнеков ускоряет наполнение пакета. При остановке шнека грубого дозирования медленное наполнение шнеком точного дозирования обеспечивает загрузку в пакет точного количество гидросмеси.
По сравнению с использованием традиционной упаковки экономия также достигается сокращением количества оборудования, необходимого для упаковки продукта в виде гидросмеси. При использовании установки для формования, заполнения и запечатывания для формирования пластмассового пакета, наполнения его гидросмесью, запечатывания пакета и подготовки его к перевозке необходима только одна эта установка. Нет необходимости в оборудовании для формования картона, креплениях, устройствах для вставки пакетов, устройствах запечатывания картонных упаковок, установки крышек, укладывания прокладок и закрытия крышек. Процесс упаковки выполняется на значительно меньшей площади, что обеспечивает возможность использования части предприятия для других задач и требует меньших капиталовложений.
Ввиду меньшего количества упаковочного оборудования для работы на нем и для его обслуживания требуется меньше людей. Несмотря на автоматизацию процесса, требуются рабочие для очистки зажимов, выполнения обычного обслуживания и подачи сырья к устройствам. При необходимости обслуживания меньшего количества оборудования требуется меньшее число операторов и вспомогательного персонала.
Еще одним преимуществом данного изобретения является формование, заполнение и запечатывание пакета без его перемещения в другую секцию, что уменьшает вероятность возникновения утечки или повреждения частично наполненных пакетов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
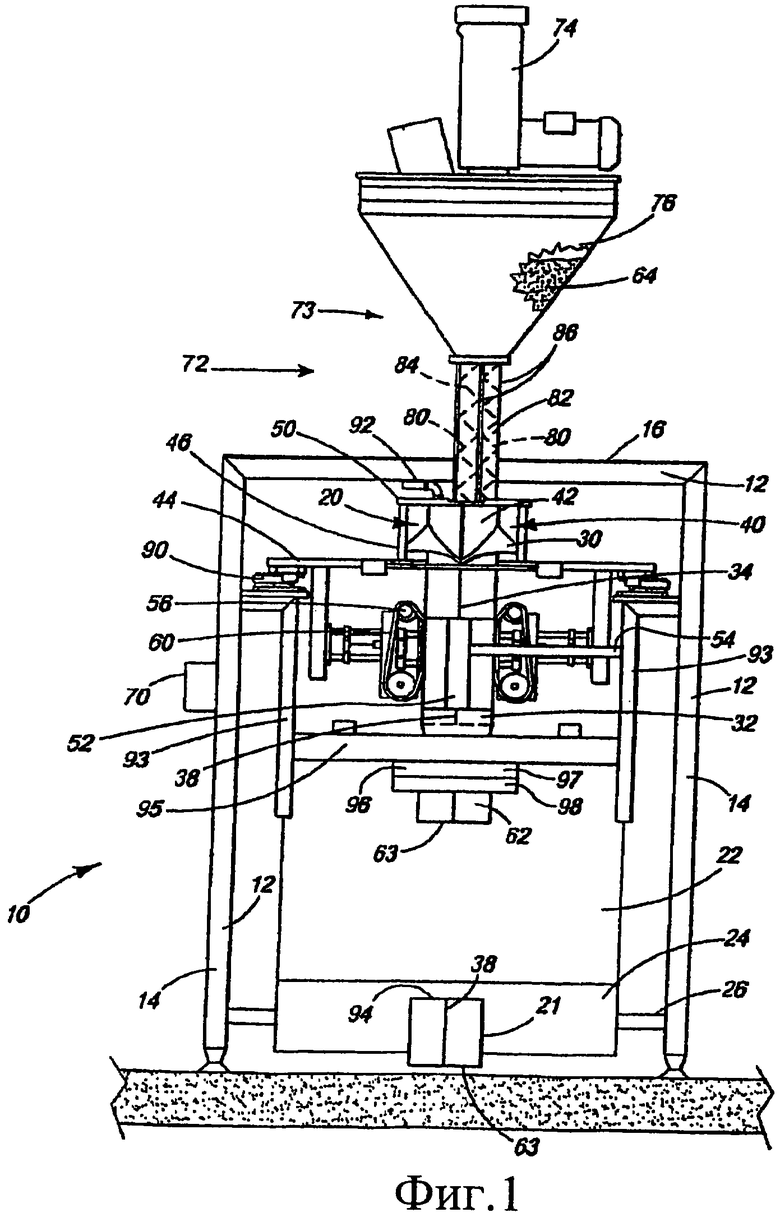
Фиг.1 изображает вид спереди установки для формования, заполнения и запечатывания.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Номера ссылок относятся к установке для формования, заполнения и запечатывания, обозначенной в целом номером 10 позиции, и ее компонентам, расположение которых показано на фиг.1. Установка 10 для формования, заполнения и запечатывания содержит устройство для формирования пакета, устройство для наполнения пакета и устройство для запечатывания пакета. Указанная установка изготавливает пакет, который наполняют гидросмесью, такой как готовый состав для заделки швов на основе гипса.
Устройство, служащее примером одного из вариантов выполнения, может быть получено путем модификации обычной установки для формования, заполнения и запечатывания. Для получения по меньшей мере одного варианта выполнения изобретения может быть модифицирована установка Matrix Pro Max 2024 Р ("2024 Machine") фирмы Matrix Packaging Machinery (Сауквилль, штат Висконсин). Специалист в области проектирования подобных установок также сможет спроектировать и собрать установку для формования, заполнения и запечатывания, имеющую описанные в этом документе признаки.
В соответствии с фиг.1 установка для формования, заполнения и запечатывания, обозначенная в целом номером 10 позиции, опирается на главную раму 12, которая поддерживает несколько частей установки, удерживая их на подходящей высоте во время использования. Материал, из которого выполнена основная рама 12, не имеет значения, если он достаточно прочен для того, чтобы поддерживать все компоненты упаковочной установки. Предпочтительно основная рама 12 выполнена из металла, такого как сталь, в частности нержавеющая сталь. Другие компоненты упаковочной установки прикреплены к набору вертикальных опор 14, которые являются частью основной рамы 12. Вертикальные опоры не обязательно являются строго вертикальными, но вертикальны в достаточной степени для обеспечения размещения компонентов установки в рабочем пространстве. Самой высокой горизонтальной частью основной рамы 12 является плита 16.
Блок формирования пакета, обозначенный в целом номером 20 позиции, формирует пакет 21 из пластмассовой листовой пленки 22, разматываемой с рулона 24. Рулон 24 гибкой, запаиваемой пластмассовой пленки 22, подходящей для использования в упаковке, закрепляют на основной раме 12, предпочтительно на валу 26, который обеспечивает вращение рулона и свободную подачу пленки 22 к оправке 30. Для обеспечения натяжения при разматывании пленки 22 с рулона 24 и подачи пластмассы на точное расстояние путем считывания заранее нанесенных точек используют один или несколько протяжных роликов (на чертеже не показаны), которые также обеспечивают натяжение, подходящее для процесса формирования пакета.
Пакеты 21 изготавливают с использованием любой гибкой запаиваемой пластмассовой пленки 22. Предпочтительно пленки 22 содержат полиэтилен, полиэстер и соэкструдированный нейлон, однако может использоваться любая пластмассовая пленка, применимая в установке для формования, заполнения и запечатывания. Многослойные пленки, имеющие как нейлоновые, так и полиэтиленовые слои, в частности, подходят для больших пакетов 21, когда требуется дополнительная прочность для выдерживания веса. Толщина пленки изменяется от 0,004'' (0,1 мм) до 0,008'' (0,2 мм). Предпочтительно размеры листовой пленки 22 обеспечивают ширину пленки, достаточную для образования окружности рукава 32, из которого формируется пакет 21, и обеспечивающую возможность образования шва 38 краями 34 для закрытия рукава.
Блок формовочной трубы, обозначенный в целом номером 40 позиции, придает пленке 22 форму пакета 21. Блок 40 содержит оправку 30, формовочную трубу 42 и по меньшей мере одну монтажную плиту 44. Этот блок задает размер пакета 21, который нужно изготовить. Если требуется изготовить пакет 21 другого размера, необходимо изменить размер формовочной трубы 42. Для легкого удаления формовочной трубы 42 и ее замены на блок формовочной трубы другого размера для изготовления пакета 21 другого размера предпочтительно используют быстроразъемный соединитель (на чертеже не показан).
Монтажную плиту 44 крепят к верхней монтажной плате 50 одной или несколькими опорами 46 формовочной трубы в месте, не покрытом пластмассовой пленкой 22 при работе устройства. Такое расположение обеспечивает подвешивание формовочной трубы 42 и оправки 30 к верхней монтажной плите 50. Труба 42 предпочтительно прикреплена болтами к верхней монтажной плите 50. Ослабление болтов (на чертеже не показаны) обеспечивает замену трубы 42 в случае необходимости изготовления пакетов 21 другого размера. Одна из предпочтительных формовочных труб 42 имеет прямоугольную форму с полукруглыми концами. Плоская пластмассовая пленка 22 поступает с рулона 24 и протяжных роликов и натягивается на оправку 30, которая направляет пленку во время ее оборачивания вокруг формовочной трубы 42 для обеспечения формирования рукава 32. После того, как пленка 22 обернулась вокруг формовочной трубы 42, они обе проходят через отверстие в монтажной плите 44.
Предпочтительно размеры формовочной трубы изменяют при необходимости изготовления пакета 21 соответствующего размера. Обычно формовочная труба 42 имеет прямоугольное или круглое поперечное сечение, хотя предусматривается также использование других форм. Одна из предпочтительных формовочных труб 42 имеет прямоугольную форму с полукруглыми концами. Для изготовления 30 фунтовых (13,6 кг) пакетов для гидросмеси 64 использовалась удовлетворяющая требованиям формовочная труба шириной 11,5 дюймов (29,2 см) и глубиной около 3 дюймов (7,6 см). Форма трубы 42 не важна, при условии, что ее размер обеспечивает изготовление пакета 21 необходимого размера. Предполагается, что размер формующей трубы в каждом направлении можно изменять на 2-3 дюйма (5-7 см) без отрицательных последствий.
Ширина трубы 42 изменяется приблизительно от 10 дюймов (10 см) (25 см) до 15 дюймов (38 см). Затем края пленки 22 сводят вместе, и первое запечатывающее устройство 52 выполняет краевой шов 38 с образованием по существу непрерывного рукава 32. Краевой шов 38 проходит вдоль непрерывного рукава 32 в направлении, параллельном продольной оси трубы 42. На готовом пакете 21 краевой шов 38 проходит вдоль боковой или задней стороны пакета от верха до дна. Первое запечатывающее устройство 52 обычно расположено вертикально и использует тепло для соединения краев пленки 22 друг с другом. Предпочтительно первым запечатывающим устройством 52 используется поток горячего воздуха, направленный на края 34 пленки и соединяющий их друг с другом. В качестве первого запечатывающего устройства 52 также может использоваться запечатывающее устройство любого типа, в том числе импульсное или резистивное запечатывающее устройство. Для специалиста в области упаковочной промышленности очевидно, что в этом типе оборудования при надлежащем выборе формовочных блоков могут использоваться и другие способы запечатывания, в том числе запечатывание внахлест и запечатывание сжатием.
Для облегчения замены блока формовочной трубы первое запечатывающее устройство устанавливают на раме с помощью поворотного кронштейна 54, прикрепленного к части основной рамы 12 или внутренней рамы 93. Поворотный кронштейн 54 перемещает первое запечатывающее устройство 52 от трубы 42. Это действие освобождает пространство вокруг трубы 42, когда блок 40 заменяют блоком другого размера для изготовления пакетов 21 различных размеров. После установки нового блока 40 на место поворотный кронштейн 54 возвращают в исходное положение, при котором первое запечатывающее устройство расположено смежно с формовочной трубой 42.
Перемещению пластмассовой пленки 22 вдоль внешней поверхности трубы 42 могут способствовать одно или несколько устройств 56 для перемещения пакетов. К примерам устройств 56 относятся моторизованный конвейер 60, обод или колесо (на чертеже не показаны), которые расположены около пленки 22, так что трение, создаваемое устройством 56, толкает пленку вниз вдоль трубы 42. Прикрепленный пакет 62 является частью пластмассовой пленки 22, расположенной у дна формовочной трубы 42, и имеет донный шов 63, так что в него можно подавать продукт 64 в виде гидросмеси. Предпочтительно конвейеры 60 меняют скорость, включаются или выключаются в зависимости от скорости, с которой пакет 62 наполняется гидросмесью 64. Во время наполнения пакета 62 подающие конвейеры 60 перемещают непрерывный рукав 32 медленно или не перемещают его вообще. Во время запечатывания и отрезания пакета 62 конвейеры выключают. После того как наполненный пакет 21 отпадает, конвейеры 60 быстро перемещают непрерывный рукав 32, и прикрепленный пакет 62 начинает наполняться. По окончании наполнения пакета 62 скорость наполнения и, следовательно, скорость перемещения пакета падают. Предпочтительно имеется по меньшей мере два устройства 56 для перемещения пакетов, которые расположены на противоположных сторонах трубы 42.
Устройство 56 управляется компьютеризованным контроллером 70, который координирует работу перемещающихся частей и обеспечивает возможность работы с большой скоростью. Например, контроллер 70 регулирует скорость наполнения, перемещение пластмассовой пленки 22 и работу одного или более запечатывающих устройств. Предпочтительно контроллер 70 является цифровым устройством, таким как микрокомпьютер. Однако предусматривается также использование одного или нескольких аналоговых устройств. Особенно предпочтительным является контроллер 70, спроектированный для использования с оборудованием для формования, заполнения и запечатывания, например, изготавливаемый компанией Rockwell Automation Allen-Bradley & Rockwell Software Brands of Milwaukee, штат Висконсин. Использование контроллеров 70 для автоматизации процессов формования, заполнения и запечатывания хорошо известно специалистам.
Блок 72 наполнения пакета содержит оборудование для дозирования гидросмеси 64 в пакеты 21. Дозирующий по объему наполнитель 74 подает порции гидросмеси 64 в загрузочный бункер или питающий резервуар 76. Бункер 76 непрерывно подает гидросмесь 64 и предпочтительно приподнят, так что сила тяжести содействует течению гидросмеси. Предпочтительным продуктом 64 является готовый состав для заделки швов схватываемого или высыхающего типа. Состав для заделки швов схватываемого типа изготовлен на основе полугидрата сульфата кальция, который превращается в дигидрат сульфата кальция при добавлении воды. Предпочтительным для использования с этим изобретением продуктом являются составы для заделки швов схватываемого типа малого веса SHEETROCK®Brand (USG Corp., Чикаго, штат Иллинойс). Основным компонентом состава для заделки швов высыхающего типа является карбонат кальция. Оба продукта продаются в готовом виде и подходят для использования с данным изобретением. Другие материалы, такие как буровой раствор, которые продаются в виде гидросмеси или пасты, также подходят для упаковки таким способом.
Гидросмесь 64 передается из бункера 76 к пакету 21 одним или несколькими подающими шнеками 80, расположенными внутри формовочной трубы 42. Привод (на чертеже не показан), регулируемый контроллером 70, вращает подающий шнек 80 для обеспечения доставки гидросмеси с надлежащей скоростью во время цикла наполнения.
В предпочтительном варианте выполнения подающий шнек 80 содержит по меньшей мере два подающих шнека: шнек 82 точного дозирования и шнек 84 грубого дозирования. Шнек 84 грубого дозирования предпочтительно имеет большие размеры и быстро перемещает большие количества состава 64 для заделки швов. Также предполагается, что во время быстрого наполнения пакета 21 для обеспечения увеличения скорости переноса гидросмеси 64 одновременно используют как шнек 82 точного дозирования, так и шнек 84 грубого дозирования. Точное регулирование окончательного веса гидросмеси 64 выполняют только шнеком 82 точного дозирования. Медленное наполнение пакета выполняют с помощью шнека 82 точного дозирования меньшего диаметра, вращающегося намного медленнее, чем шнек 84 грубого дозирования, или так же. При использовании двух шнеков 80 они оба управляются контроллером 70. Предпочтительными шнековыми наполнителями являются наполнители Mateer-Burt 1990 HD Auger Fillers с электрическим двигателем с муфтой сцепления (Уэйн, штат Пенсильвания).
Оптимальный размер шнека зависит от размера пакета 21 и скорости, с которой он должен наполняться. Размер подающих шнеков 80 обеспечивает их установку в формовочной трубе 42 и наполнение пакета 21 за приемлемое время. В случае пакета с составом для заделки швов весом 30 фунтов (13,6 кг) шнек 84 грубого дозирования предпочтительно имеет диаметр приблизительно от 2,5 дюймов (6 см) до 3,5 дюймов (9 см) и подает состав для заделки швов 64 со скоростью 50 галлонов (190 л) в минуту. Наиболее предпочтительный шнек 84 грубого дозирования имеет диаметр около 3 дюймов (7,5 см) и выпускается компанией Mateer-Burt. В отличие от него шнек 82 точного дозирования имеет диаметр приблизительно от 0,8 дюйма (2 см) до 1,2 дюйма (3 см) и перемещает состав для заделки швов 64 со скоростью 10 галлонов (38 л) в минуту. Предпочтительно шнек 82 имеет диаметр 1 дюйм (2,5 см) и выпускается компанией Mateer-Burt. Допустимое изменение диаметра шнека составляет по меньшей мере 20%. При использовании одного шнека предпочтительным является шнек №52 диаметром 4 дюйма (Mateer-Burt, Уэйн, штат Пенсильвания). Длина шнеков, предпочтительных для данного применения, составляет 4 фута (122 см). Указанные размеры могут меняться при изменении размера пакета 21. В данном случае изготавливаемый пакет 21 имел размеры 3 дюйма (7,6 см)×12 дюймов (30 см)×24 дюйма (61 см).
Каждый шнек 80 может устанавливаться внутри шнековой трубы 86, внутренний диаметр которой ненамного больше внешнего диаметра подающего шнека. Указанная труба 86 обеспечивает перемещение гидросмеси к пакету, предотвращая покрывание гидросмесью внутренней поверхности формовочной трубы 42. Использование шнековой трубы 86 также обеспечивает закрытие верха формовочной трубы 42 с помощью верхней монтажной плиты 50. Формовочную трубу 42 предпочтительно запечатывают для вакуумирования наполненного прикрепленного пакета 62 с удалением нежелательного воздуха перед его запечатыванием.
Для этого из формовочной трубы 42 в направлении к вакуумному насосу (на чертеже не показан) выходит вакуумная трубка 92. Предпочтительно перед запечатыванием прикрепленного пакета 62 из него удаляется воздух. Предпочтительным вакуумным насосом является промышленный пылеуловитель компании Beckert and Heister, Inc. of Saginaw, штат Мичиган. В монтажной плите выполнены отверстия (на чертеже не показаны), которые позволяют шнекам 80 в шнековых трубах 86 проходить от бункера 76 к верху формовочной трубы 42 через монтажную плиту 44. Конфигурация отверстий должна обеспечивать плотный обхват шнековых труб 86, а также, если это необходимо, плотное соединение между шнековой трубой и монтажной плитой 44. При работе вакуумного насоса воздух из внутреннего пространства прикрепленного пакета 62 и формовочной трубы 42 вытягивается в направлении насоса. Затем, прежде чем отключить вакуумный насос, прикрепленный пакет 62 запечатывают. Удаление лишнего воздуха из пакета 62 обеспечивает возможность его горизонтальной укладки при штабелировании для перевозки или хранения на стеллажах склада.
Гидросмесь 64 из наполнителя 74 периодически подают в бункер 76. Когда контроллер 70 подает запрос о подаче гидросмеси 64 в прикрепленный пакет 62, перемещение шнека 84 грубого дозирования и/или шнека 82 точного дозирования вызывает поступление гидросмеси из бункера 76 вниз по формовочной трубе 42. Во время первого этапа, когда начинается перемещение новой порции гидросмеси, предпочтительно выполнять перемещение больших количеств продукта очень быстро. В это время для обеспечения быстрого наполнения прикрепленного пакета 62 одновременно перемещаются как шнек 84, так и шнек 82. Однако при приближении веса продукта, находящегося в прикрепленном пакете, к конечной заданной величине шнек 84 грубого дозирования останавливают, и начинают второй этап. Во время второго этапа гидросмесь 64 подают к прикрепленному пакету 62 только шнеком 82 точного дозирования. Так как шнек 82 меньше, чем шнек 84, то скорость добавления гидросмеси 64 в пакет 62 снижается, что облегчает контроль конечного веса. Второй этап заканчивают, когда пакет 62 по существу наполняется до веса, заданного для пакета с гидросмесью 64.
Расположение шнеков 84, 82 обеспечивает одновременную подачу гидросмеси 64 обоими указанными шнеками к прикрепленному пакету 62. Оба шнека 80 приводятся в действие приводным механизмом, расположенным над бункером 76. Они проходят вниз через бункер 76 и формовочную трубу 42. При вращении шнеков 80 гидросмесь 64 захватывается витками шнеков, толкающими гидросмесь от бункера 76 вниз по формовочной трубе 42. На конце шнека 80 гидросмесь 64 выталкивается из шнеков под действием находящейся позади нее гидросмеси и падает в прикрепленный пакет 62 под действием силы тяжести. Предпочтительно два шнека 82, 84 расположены напротив друг друга и подают гидросмесь с двух сторон пакета 62.
Первый этап определяют как время от начала перемещения гидросмеси 64 состава для заделки швов в прикрепленный пакет 62 до остановки шнека 84 грубого дозирования. Этот период можно определять разными способами. Одним из эффективных способов для определения окончания первого этапа является исчисление времени. При надлежащей работе устройства по истечении заданного времени в прикрепленный пакет 62 будет загружаться приблизительно одинаковое количество гидросмеси 64 состава для заделки швов. Другой способ определения окончания первого этапа состоит в измерении по весу или по объему количества гидросмеси 64, который был загружен в прикрепленный пакет 62.
Предпочтительно первый этап считают законченным, когда по меньшей мере 75% конечного заданного веса гидросмеси 64 находится в пакете 62. Более предпочтительно, к окончанию первого этапа в пакете 62 должно находиться по меньшей мере от 80% до примерно 95% гидросмеси 64. По окончании первого этапа шнек 84 грубого дозирования останавливают, а шнек 82 точного дозирования продолжает распределять гидросмесь 64 на протяжении второго этапа. Окончание второго этапа определяется либо временем, либо весом или объемом гидросмеси 64 при полном заполнении пакета 62. Подачу гидросмеси 64 в этот момент времени прекращают.
Кроме того, предпочтительно, наполнение прикрепленного пакета 62 отслеживают с помощью контроллера 70 исходя из веса гидросмеси 64 в пакете. Датчики 90 располагают с обеспечением определения изменения веса прикрепленного пакета 62, когда гидросмесь 64 отделяется от конца подающих шнеков 80 и падает в пакет. Вес гидросмеси 64 может быть измерен как потеря веса подающих шнеков 80 или как прирост веса прикрепленного пакета 62. Датчики 90 нагрузки могут быть установлены в любом месте при условии, что 1) на них действует вес только одного из подающих шнеков 80 или прикрепленного пакета 62; и 2) единственной изменяющейся частью веса на датчиках нагрузки является вес гидросмеси.
Формирование пакетов может быть прервано при замене рулона 24 пленки или формовочной трубы 42. Когда пленка 22 на рулоне 24 подходит к концу, ее обрезают или расходуют до конца. Устройство 10 выключают и вновь заряженную пленку 22 присоединяют к предыдущей пленке с использованием устройства для склеивания лент (на чертеже не показано). При необходимости контроллер 70 вызывает перемещение пленки 22 до конца рулона 24 с помощью устройства 56 для перемещения пакетов, обеспечивая освобождение блока 40 формовочной трубы от пластмассовой пленки. После остановки хода пленки 22 производят замену рулона 24 блока 40 формовочной трубы. Подачу гидросмеси 64 на это время прекращают. Упаковочное устройство 10 может также содержать печатное устройство для печати на пленке 22 информации, такой как дата изготовления или номер партии. После отделения пакета 21 от пленки 22 и устройства 10 его обычно перемещают на конвейер для упаковки и/или отправки потребителям.
В соответствии с фиг.1 датчики 90 нагрузки расположены между внутренней рамой 93 и основной рамой 12. В этом положении датчики 90 испытывают вес по меньшей мере блока 40 формовочной трубы, пластмассовой пленки 22 на формовочной трубе 42 или оправке 30 и вес гидросмеси 64 в прикрепленном пакете 62. Вес гидросмеси 64 в бункере 76 и на шнеках 80 действует на опору наполнителя 74, а не на датчики нагрузки.
В начале первого этапа контроллер 70 считывает показания веса на датчиках 90, затем оценивает и регистрирует вес. Так как новый прикрепленный пакет 62 только что переместился в рабочее положение, зарегистрированный вес должен представлять вес оборудования на датчиках 90, который является неизменным. Контроллер 70 вызывает подачу гидросмеси 64 к прикрепленному пакету 62 с помощью приводов подающих шнеков 80. Текущий контроль веса прикрепленного пакета 62 выполняют контроллером 70 предпочтительно постоянно, однако также предусматривается контроль в течение отдельных интервалов времени. Соответствующий временной интервал зависит от размера пакета и скорости, с которой устройство для формования/заполнения/запечатывания перемещает пленку 22 и наполняет пакет 62. Для большинства применений приемлемые интервалы между считыванием показаний датчиков нагрузки составляют до трех секунд.
Когда вычисления контроллера 70 показывают, что вес гидросмеси 64, добавленной к прикрепленному пакету 62, составляет от 75% до 80% от конечного заданного веса, контроллер начинает второй этап, вызывая прекращение подачи гидросмеси 64 шнеком 84 грубого дозирования. Шнек 82 точного дозирования продолжает подачу гидросмеси 64, в то время как контроллер 70 отслеживает весовые показания датчиков нагрузки. Когда вычисления контроллера 70 показывают, что в пакет 62 добавлен полный заданный вес гидросмеси 64, контроллер вызывает полное прекращение подачи гидросмеси 64, активирует вакуумную систему для откачки воздуха из пакета 62 и обеспечивает выполнение горизонтального верхнего шва 94 вторым запечатывающим устройством 96.
Второе запечатывающее устройство 96 запаивает цилиндр из пленки 22 с одновременным образованием верхнего шва 94 прикрепленного пакета 62 и нижнего шва 63 следующего пакета 21. Предпочтительно шов 63, созданный вторым запечатывающим устройством 96, ориентирован в направлении, перпендикулярном оси формовочной трубы 42. Во многих вариантах выполнения второе запечатывающее устройство 96 содержит резак (на чертеже не показан) для отделения запечатанного прикрепленного пакета от остальной части пленки 22. Возможно применение любого способа запечатывания пластмассового пакета, но предпочтительными являются импульсные и резистивные запечатывающие устройства. В некоторых вариантах выполнения второе запечатывающее устройство 96 содержит два независимых запечатывающих устройства. Верхнее второе запечатывающее устройство 97 запечатывает дно прикрепленного пакета 62, прилегающего к только что наполненному прикрепленному пакету. Нижнее второе запечатывающее устройство запечатывает верх наполненного прикрепленного пакета. Второе запечатывающее устройство 96 может быть расположено в выходном отверстии формовочной трубы 42. В варианте выполнения, изображенном на фиг.1, второе запечатывающее устройство прикреплено к поперечине 95.
При использовании состав продукта подготавливают к упаковыванию. Предпочтительным продуктом является гидросмесь состава для заделки швов, однако также предусматривается использование этого процесса для упаковки сухого порошка, такого как смесь состава для заделки швов. Формируемый пакет обеспечивает помещение в него продукта. При использовании установки для формования/заполнения/запечатывания пластмассовую пленку формируют поверх оправки и затем оборачивают вокруг формовочной трубы. По мере перемещения пленки с помощью устройства для перемещения пакетов образуется непрерывный краевой шов, обеспечивающий создание непрерывного рукава из пластмассовой пленки. Запечатывание дна прикрепленного пакета выполняют одновременно с запечатыванием верха предыдущего пакета. После отделения предыдущего пакета от пластмассовой пленки контроллер перемещает следующий прикрепленный пакет в положение для наполнения.
Наполнение прикрепленного пакета продуктом выполняют с использованием по меньшей мере шнека грубого дозирования и шнека точного дозирования. Оба шнека управляются контроллером, который также контролирует вес продукта, подаваемого в прикрепленный пакет, с помощью датчиков нагрузки. По меньшей мере шнек грубого дозирования, предпочтительно оба шнека, вращается с обеспечением подачи продукта в прикрепленный пакет в течение первого этапа. Во время второго этапа гидросмесь подают в пакет только с помощью шнека точного дозирования. По достижении заданного веса контроллер перемещает прикрепленный пакет на место, где происходит его запечатывание. На этом месте или в этой секции наполнение пакета завершают без необходимости перемещения пакета в другую секцию для завершения наполнения или взвешивания.
Несмотря на то, что показан и описан конкретный вариант выполнения двухшнековой системы для наполнения пакета, специалистам в данной области техники следует понимать, что могут быть произведены изменения и модификации без отклонения от данного изобретения в его более широких аспектах и от изложенного в последующей формуле изобретения.
Группа изобретений относится к упаковке используемых в строительстве составов для заделки швов в пакет. Способ упаковки содержит формирование пакета, наполнение его составом с использованием по меньшей мере шнеков грубого и точного дозирования. Каждый из шнеков установлен внутри трубы, внутренний диаметр которой ненамного больше диаметра шнека и выполнен с возможностью подачи состава в противоположные стороны прикрепленного пакета. При этом в течение первого этапа состав подают либо с помощью шнека грубого дозирования, либо с помощью обоих шнеков одновременно, а в течение второго этапа состав подают в пакет только с помощью шнека точного дозирования. Затем пакет запечатывают. Устройство для осуществления способа содержит раму, устройство для формирования пакета, прикрепленное к раме, и для наполнения пакета, установленное на раме и содержащее по меньшей мере шнеки грубого и точного дозирования, которые выполнены так же как и в способе. При этом в течение первого этапа состав подают в пакет с помощью обоих шнеков, а в течение второго этапа состав для заделки швов подается в пакет только с помощью шнека точного дозирования. Устройство также содержит устройство для запечатывания пакетов. Группа изобретений обеспечивает повышение точности дозирования, производительности и уменьшение закупоривания при дозировании. 2 н. и 8 з.п. ф-лы, 1 ил.
1. Способ упаковки состава для заделки швов в пакет, включающий:
формирование пакета;
наполнение пакета составом для заделки швов с использованием по меньшей мере шнека грубого дозирования и шнека точного дозирования, каждый из которых устанавливается внутри шнековой трубы, внутренний диаметр которой ненамного больше диаметра шнека и выполнен с возможностью подачи состава для заделки швов в противоположные стороны прикрепленного пакета, причем в течение первого этапа состав для заделки швов в пакет подают либо с помощью только шнека грубого дозирования, либо с помощью обоих указанных шнеков одновременно, а в течение второго этапа состав для заделки швов подают в пакет только с помощью шнека точного дозирования; и
запечатывание пакета.
2. Способ по п.1, в котором на указанном этапе заполнения дополнительно производят вращение шнека точного дозирования со скоростью, меньшей скорости шнека грубого дозирования.
3. Способ по п.1, в котором дополнительно контролируют содержимое пакета по весу.
4. Способ по п.3, в котором окончание первого этапа производят, когда в пакете находится по меньшей мере 75% заданного веса продукта, установленного для пакета.
5. Способ по п.3, в котором окончание второго этапа производят, когда в пакете находится приблизительно 100% установленного веса.
6. Способ по п.1, в котором наполнение пакета выполняют в одном положении.
7. Устройство для упаковки состава для заделки швов в пакет, содержащее:
раму;
устройство для формирования пакета, прикрепленное к указанной раме и предназначенное для формирования пакета;
устройство для наполнения пакета, установленное на указанной раме и содержащее по меньшей мере шнек грубого дозирования и шнек точного дозирования, каждый из которых установлен внутри шнековой трубы, внутренний диаметр которой ненамного больше диаметра шнека, причем в течение первого этапа состав для заделки швов подается в пакет с помощью обоих указанных шнеков, а в течение второго этапа состав для заделки швов подается в пакет только с помощью шнека точного дозирования; и
устройство для запечатывания пакетов.
8. Устройство по п.7, в котором диаметр указанного шнека грубого дозирования составляет приблизительно от 2,5 до 3,5 дюймов (от 6 до 9 см), а диаметр указанного шнека точного дозирования составляет приблизительно от 0,8 до 1,2 дюйма (от 2 до 3 см).
9. Устройство по п.7, в котором указанное устройство для формирования пакета содержит блок формовочной трубы.
10. Устройство по п.9, в котором блок формовочной трубы дополнительно содержит формовочную трубу, оправку и по меньшей мере одну монтажную плиту, рама дополнительно содержит верхнюю монтажную плиту, поддерживаемую указанной монтажной плитой с помощью опор формовочной трубы, прикрепленный к ней поворотный рычаг, который поддерживает по меньшей мере одну часть запечатывающего устройства, и в котором пакет наполняется в одном положении.
| Способ упаковки вязких композиций | 1982 |
|
SU1106741A1 |
| US 4090344 A1, 23.05.1978 | |||
| РАСХОДНО-ПИТАТЕЛЬНЫЙ УЗЕЛ ВЕСОВОГО ДОЗАТОРА | 1991 |
|
RU2046295C1 |
| СИСТЕМА ДЛЯ ФОРМИРОВАНИЯ, ЗАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ ГИБКИХ ПАКЕТОВ | 1997 |
|
RU2224696C2 |

