Изобретение относится к области черной металлургии, а именно к термообработке кованых бандажей и валков из заэвтектоидной стали типа 150ХНМ для станов горячей прокатки.
Известен способ термической обработки валков из заэвтектоидной стали типа 150ХНМ (см. патент РФ №2235137, кл. C21D 9/38, заявл. 12.09.2002 г., опубл. 27.08.2004 г.), включающий трехкратный нагрев поковки последовательно до температур 1030-1050°С, 820-840°С, 910-930°С с охлаждением на воздухе после каждого нагрева до 490-510°С, промежуточной выдержкой при 490-510°С и последующим отпуском при температуре 530-550°С с окончательным охлаждением на воздухе.
Недостатком известного способа термической обработки валков является значительная продолжительность термической обработки металла, невысокая твердость металла в связи с низкой скоростью охлаждения после аустенизации.
Наиболее близким по технической сущности является способ термической обработки валков из заэвтектоидной стали, преимущественно из сталей марок 150ХНМФ, 150Х2НМФ (см. а.с. СССР №1257108, C21D 9/38, заявл. 22.10.1984 г., опубл. 15.09.1986 г.), включающий несколько нагревов: нагрев со скоростью 15-25°С/ч до температуры 630-670°С и выдержку, нагрев со скоростью 45-55°С/ч до температуры 1080-1120°С, выдержку и охлаждение со скоростью 85-90°С/ч до 400-450°С, нагрев со скоростью 45-55°С/ч до температуры 900-940°С, выдержку и охлаждение со скоростью 150-160°С/ч до 400-450°С и нагрев со скоростью 45-55°С/ч до температуры отпуска 500-550°С, выдержку 4 ч и окончательное охлаждение на воздухе.
В результате применения известного способа термической обработки происходит выравнивание неоднородности металла, дробление сетки вторичных карбидов на глубину валка не менее 30 мм.
Недостатком является то, что указанный способ не позволяет придать металлу высокие значения механических свойств металла: твердости, прочности, ударной вязкости в рабочем слое валков.
Следующим недостатком способа является неглубокий рабочий слой валков, который не обеспечивает проведение многократных перешлифовок рабочей поверхности в процессе эксплуатации валков.
Кроме того, недостатком известного способа является значительная продолжительность режима термической обработки.
Задача настоящего изобретения состоит в создании способа термической обработки валков из заэвтектоидной стали типа 150ХНМ, позволяющего повысить механические свойства металла валка путем получения более мелкодисперсной структуры, увеличить глубину рабочего слоя валка, обеспечивающих улучшение эксплуатационных показателей валков, и сократить продолжительность режима термической обработки.
Поставленная задача достигается тем, что в способе термической обработки валков из заэвтектоидной стали типа 150ХНМ, включающем нагрев, выдержку, охлаждение и отпуск, согласно изобретению валок сначала нагревают со скоростью 50°С/ч до температуры 1050°С, выдерживают при этой температуре и охлаждают на воздухе до температуры 400-500°С, затем нагревают с той же скоростью до температуры в интервале 900-1000°С, выдерживают при этой температуре, охлаждают в масле и окончательно валок нагревают с той же скоростью до температуры отпуска в интервале 500-680°С в зависимости от заданной твердости, выдерживают при этой температуре и охлаждают на воздухе.
Предлагаемый способ позволяет повысить механические свойства металла валка путем получения более мелкодисперсной структуры, увеличить глубину рабочего слоя валка, обеспечивающих улучшение эксплуатационных показателей валков из заэвтектоидной стали типа 150ХНМ, и сократить продолжительность режима термической обработки.
Способ термической обработки валков из заэвтектоидной стали типа 150ХНМ состоит из совокупности нагревов. Первый раз валок нагревают со скоростью 50°С/ч до температуры 1050°С (выше Acm), выдерживают при этой температуре и охлаждают на воздухе до температуры 400-500°С (нормализация). Второй раз валок нагревают с той же скоростью до температуры в интервале 900-1000°С (вблизи Acm), выдерживают при этой температуре, охлаждают в масле (закалка). И третий раз валок нагревают с той же скоростью до температуры отпуска в интервале 500-680°С (ниже Ac1) в зависимости от заданной твердости, выдерживают при этой температуре и охлаждают на воздухе.
Нагрев на температуру 1050°С обеспечивает аустенизацию, частичное растворение вторичных карбидов с изменением их морфологии и приобретение ими формы скоагулированных частиц и гомогенизацию твердого раствора. Охлаждение металла на воздухе сохраняет обогащение твердого раствора легирующими элементами, способствует выделению карбидов в виде мелкодисперсных частиц в теле зерен, упрочняя тем самым матричный твердый раствор и повышает прочность металла.
Следующий нагрев на температуру в интервале 900-1000°С обеспечивает аустенизацию, частичное растворение карбидной фазы, увеличивающее степень легирования твердого раствора. Охлаждение в масле способствует превращению аустенита в мартенсит и высокодисперсную феррито-карбидную смесь с повышенным содержанием хрома и молибдена. При этом выделение карбидов происходит в виде мелкодисперсных частиц, равномерно распределенных в объеме металла, что существенно упрочняет матрицу, позволяет повысить прочность, твердость, теплостойкость металла и увеличивает глубину рабочего слоя валка.
Нагрев до температуры отпуска в интервале 500-680°С приводит к снятию внутренних напряжений в металле валка, распаду мартенсита и остаточного аустенита, выделению дисперсных карбидных частиц, упрочняющих твердый раствор. Выбор необходимой температуры отпуска в интервале 500-680°С обеспечивает необходимые оптимальные сочетания твердости, прочности и вязкости металла для стали 150ХНМ в зависимости от условий эксплуатации инструмента.
Сокращение длительности режима термической обработки и повышение механических свойств обеспечивается за счет введения ускоренного охлаждения после вторичной аустенизации (закалка с охлаждением в масле).
Для пояснения изобретения ниже описан пример осуществления способа.
Пример. По предлагаемому способу термическую обработку прошла поковка из стали 150ХНМ, имеющая размеры: наружный диаметр 1530 мм, внутренний диаметр 850 мм, высота 360 мм. Сталь 150ХНМ выплавлялась в электрической 30-тонной печи с применением внепечной обработки, имела следующий химический состав, вес.%: углерод (С) 1,46, марганец (Mn) 0,70, кремний (Si) 0,43, фосфор (Р) 0,024, сера (S) 0,023, хром (Cr) 1,16, никель (Ni) 0,88, молибден (Мо) 0,11, медь (Cu) 0,16, алюминий (Al) 0,011.
Предлагаемый способ термической обработки включал нагрев со скоростью 50°С/ч до температуры 1050°С, выдержку при этой температуре в течение 20 ч охлаждение на воздухе до температуры 400-500°С, нагрев со скоростью 50°С/ч до температуры в интервале 900-1000°С, выдержку при этой температуре в течение 15 ч, охлаждение в масле, нагрев до температуры отпуска в интервале 500-680°С со скоростью 50°С/ч, выдержку при этой температуре 18 ч, охлаждение на воздухе до температуры цеха.
После термической обработки проводили измерение твердости поковки, испытание механических свойств и оценку микроструктуры металла наружной поверхности на глубину рабочего слоя 50 мм, который обеспечивает многократную перешлифовку рабочей поверхности.
В таблице представлены значения твердости и механических свойств стали 150ХНМ, прошедшей режим термической обработки по известному и предлагаемому способам.
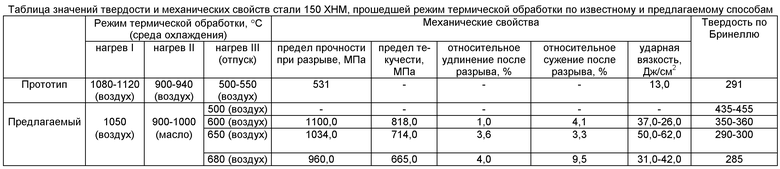
Микроструктура металла поковки, прошедшего термическую обработку по предлагаемому способу, имеет феррито-карбидную смесь, величину зерна 10 баллов по ГОСТ 5639-82, карбидная сетка по границам зерен разорвана.
Предлагаемый способ термической обработки позволяет повысить теплостойкость металла валка до 650-680°С вместо 550°С в известном способе при одинаковой твердости металла (~290 НВ).
Поковка из заэвтектоидной стали 150ХНМ, прошедшая термическую обработку по предлагаемому способу (нормализация + закалка + отпуск), характеризуется более высокими механическими свойствами - твердостью, прочностью и вязкостью и увеличенной глубиной рабочего слоя валков по сравнению с металлом, прошедшим термическую обработку по известному способу, что способствует повышению эксплуатационных показателей валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОВАНЫХ ВАЛКОВ ИЗ ЗАЭВТЕКТОИДНОЙ СТАЛИ ТИПА 150ХНМ | 2002 |
|
RU2235137C2 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ТРУБОФОРМОВОЧНОГО ВАЛКА | 2000 |
|
RU2192486C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛКА ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2001 |
|
RU2203333C2 |
| Способ термической обработки прокатных валков | 1987 |
|
SU1544825A1 |
| Способ термической обработки изделий из сталей с повышенной устойчивостью переохлажденного аустенита | 1988 |
|
SU1733482A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 1992 |
|
RU2015866C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНОГО ВАЛКА | 2002 |
|
RU2218220C1 |
| СПОСОБ ПРОИЗВОДСТВА БАНДАЖЕЙ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 2001 |
|
RU2203968C2 |
| Способ термической обработки крупносортного проката из заэвтектоидных сталей | 1990 |
|
SU1770384A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛКОВ ИЗ ЗАЭВТЕКТОИДНЫХ СТАЛЕЙ | 1986 |
|
RU2066695C1 |
Изобретение относится к области черной металлургии, а именно к термообработке кованых бандажей и валков из заэвтектоидной стали типа 150ХНМ для станов горячей прокатки. Для повышения механических свойств валка путем получения более мелкодисперсной структуры, увеличения глубины рабочего слоя валка, улучшения эксплуатационных показателей валка и сокращения продолжительности термической обработки валок сначала нагревают со скоростью 50°С/ч до температуры 1050°С, выдерживают при этой температуре и охлаждают на воздухе до температуры 400-500°С, затем валок нагревают с той же скоростью до температуры в интервале 900-1000°С, выдерживают при этой температуре, охлаждают в масле, после чего валок нагревают с той же скоростью до температуры отпуска в интервале 500-680°С в зависимости от заданной твердости, выдерживают при этой температуре и охлаждают на воздухе. 1 пр., 1 табл.
Способ термической обработки валков из заэвтектоидной стали типа 150ХНМ, включающий нагрев, выдержку, охлаждение и отпуск, отличающийся тем, что валок сначала нагревают со скоростью 50°С/ч до температуры 1050°С, выдерживают при этой температуре и охлаждают на воздухе до температуры 400-500°С, затем нагревают с той же скоростью до температуры в интервале 900-1000°С, выдерживают при этой температуре и охлаждают в масле и осуществляют окончательный нагрев валка с той же скоростью до температуры отпуска в интервале 500-680°С в зависимости от твердости, выдерживают при этой температуре и охлаждают на воздухе.
| Способ термической обработки литых валков из заэвтектоидной стали | 1984 |
|
SU1257108A1 |
| Способ термической обработки изделий | 1986 |
|
SU1765213A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛКА ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2001 |
|
RU2203333C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОВАНЫХ ВАЛКОВ ИЗ ЗАЭВТЕКТОИДНОЙ СТАЛИ ТИПА 150ХНМ | 2002 |
|
RU2235137C2 |
| JP 5835577 A, 03.08.1983. | |||

