Изобретение относится к технологии литейного производства, в частности к технологии холоднотвердеющих смесей (ХТС), а также к измерительной технике, в частности может быть использовано в системах измерения объема и составов токсичных газовыделений.
Современные технологические процессы изготовления литейных стержней и форм (в серийном и единичном производстве) основаны главным образом на использовании формовочных и стержневых смесей с синтетическими смолами горячего и холодного отверждения и жидким стеклом. Только в массовом и крупносерийном производстве форм преобладает процесс изготовления их из сырых песчано-бентонитовых смесей.
Данные о структуре применения ХТС в промышленности для цехов массового и серийного производства, например в Германии, приведены ниже [1], %: "Cold-box-amin" - 57; "Epoxy-SO2" - 6; "Resol-CO2" - 4; "CO2-процесс" - 5; "β-set" - 2. Остальные 26% приходятся на долю стержней, изготавливаемых в нагреваемой оснастке («Горячие ящики», «Теплые ящики» и «Croning-process». По связующим для ХТС, из которых изготавливают формы, структура в Германии следующая, %: фурановые смолы - 42; фенольные смолы - 16; связующие «α-set" - 2.
Условно технологический цикл можно разделить на холодную и горячую стадии. Холодная стадия включает в себя смесеприготовление ХТС, уплотнение смеси в стержневом ящике или опоке и выдержку стержня или формы до заливки расплавом. Горячая стадия включает заливку формы расплавом, охлаждение и выбивку отливок из форм. На холодной стадии определяющую роль играет испарение из смесей свободных мономеров, содержащихся в полимерных связующих. От этого показателя зависит газовыделение на стержневом участке и в прилегающих зонах. Кроме того, в некоторых связующих содержатся органические растворители, содержание которых в воздухе регламентируется предельно допустимыми концентрациями (ПДК).
Производители связующих постоянно работают над снижением содержания в смолах свободных мономеров: фенола, формальдегида и фурилового спирта. Одновременно совершенствуются состав и технология синтеза смол с целью повышения удельной прочности смесей. Это позволяет снизить содержание связующих в смесях и пропорционально - валовой объем газовыделений. Наибольший эффект здесь достигается за счет введения в смолы кремнийорганических адгезионных упрочнителей - силанов. Уровень содержания свободных мономеров в смолах и самих смол, которого удалось достигнуть в настоящее время, приведен в таблице 1.
Из патентной литературы известен способ определения количества, например нефтепродукта, в выбросах паровоздушной смеси из резервуара, включающий измерение объемного расхода паровоздушной смеси из резервуара, концентрации паров нефтепродуктов в этой смеси и последующее вычисление массового расхода нефтепродукта в выбросах по произведению замеренных значений. Максимальные значения контролируемых параметров в газовом пространстве резервуара постоянно сравнивают с заданными значениями параметров и при их несоответствии делают вывод о неработоспособности оборудования (см. патент РФ №2240512, опубл. 2004) [2].
Известный способ учитывает только объемные параметры продукта и не учитывает другие, например температуру, а также не анализирует состав паровоздушной смеси.
Существует два разных подхода к количественному определению газовыделений. Первый [3, 4] основан на лабораторном эксперименте, при котором на образце имитируется приготовление смеси и ее последующая выдержка до полного затвердевания (прототип). Данные, полученные путем определения удельной скорости эмиссии по каждому токсичному компоненту и их приведения к общему показателю, позволяют сравнивать токсичность разных типов смесей. Таким образом, при проектировании новых производств или внедрении новых технологий в действующем производстве можно прогнозировать эмиссию и, соответственно, проектировать местную вентиляцию.
Второй подход - инструментальные замеры концентрации токсичных веществ в воздухе рабочей зоны в действующем производстве и в случае превышения ПДК осуществление соответствующих мероприятий: дополнительная вентиляция, корректировка состава смеси и т.д.
Второй подход является необходимым дополнением к первому и обязательным для получения разрешения органов санитарно-эпидемиологической службы (СЭС) на применение технологического процесса.
Более сложным является анализ эмиссии на горячей стадии. Здесь номенклатура и объем газов зависят не только от состава смеси и вида связующего, но и от вида расплава, конструкции отливки, температуры заливки, конструкции форм и стержней, времени выдержки при кристаллизации расплава и охлаждении. Поэтому расчет эмиссии для проектирования, в том числе для расчета предельно допустимых выбросов (ПДВ) токсичных газовыделений, может быть только индивидуальным для данного производства.
В связи с этим, действующим ПДК токсичных газовыделений оговариваются пределы концетрации токсичных газовыделений на производстве, а также пределы допустимой погрешности измерений объема, температуры и др. параметров, обеспечивающих достоверность измерений и позволяющие осуществлять их контроль с требуемой точностью.
Задачей, на решение которой направлено изобретение, является создание способа, который позволяет в процессе определения объема и составов токсичных газовыделений осуществлять оперативный динамичный контроль соответствия с ПДК и погрешностями измерений объема и состава токсичных газовыделений и выдавать рекомендации по величине корректировки минимально допустимого уровня токсичных газовыделений соответствующих ПДК.
Предметом изобретения является способ определения объема и составов токсичных газовыделений в периоды изготовления литейных форм и стержней по технологии холоднотвердеющих смесей (ХТС), их отверждения и кристаллизации и охлаждения отливок в залитых расплавом литейных формах, заключающийся в том, что для обеспечения не превышения заданной величины погрешности измерения объема и составов токсичных газовыделений и не превышения предельно допустимых концентраций (ПДК) токсичных газовыделений определяют токсичные газовыделения при заполнении форм и стержневых ящиков и отверждения ХТС с единицы открытой поверхности форм и стержней, который составляет для фенола - 0,01-0,05 мг/дм2 в час и формальдегида - 0,05-0,07 мг/дм2 в час; определяют валовые гозовыделения по производительности смесителей и площади одновременно отверждаемых форм и стержней. Далее определяют по термограмме деструкции общую массу газовыделений из ХТС при нагреве в интервале температур путем условного деления стенки формы на слои, прогреваемые до уровней максимальных интервалов температур: 20-200; 200-400; 400-600; и выше 600 градусов С; и определяют для каждого выбранного температурного интервала качественный состав: монооксид углерода, фенол, формальдегид и общий объем токсичных газовыделений. А затем корректируют полученные данные об объеме токсичных газовыделений путем инструментального замера концентрации токсичных газовыделений в воздухе рабочей зоны в действующем производстве и сравнивают их с данными ПДК; при достижении значений погрешности выше заданной величины и/или превышения ПДК фиксируют расчетные данные, указанные параметры выводят на монитор оператора и производят компьютерное моделирование с коррекцией объема и состава токсичных газовыделений и с учетом ПДК, а после коррекции сравнивают их с заданными величинами и полученные данные выводят на монитор оператора.
Определение удельных скоростей эмиссии отдельно для форм и стержней по каждому токсичному компоненту и их приведение к общему показателю осуществляют на лабораторных образцах.
В качестве расплава заливаемого в форму применяют сталь Г13Л. Толщину стенки стальной отливки принимают равной 100 мм.
На фиг.5 схематично представлен алгоритм способа определения объема и состава токсичных газовыделений.
Как видно из чертежа, последовательность действий при осуществлении способа следующая:
- на холодной стадии определяют токсичные газовыделения при заполнении форм и стержневых ящиков и отверждение с единицы открытой поверхности форм и стержней, которые составляют для фенола 0.01-0,05 мг/дм2 в час и формальдегида 0,05-0,07 мг/дм2 в час;
- определяют валовые токсичные газовыделения по производительности смесителей и площади одновременно отверждаемых форм и стержней;
- на горячей стадии определяют по термограмме деструкции общую массу токсичных газовыделений из ХТС при нагреве в интервале температур путем условного деления стенки формы на слои, прогреваемые до уровней максимальных интервалов температур: 20-200; 200-400; 400-600; и выше 600 градусов С; далее определяют для каждого выбранного температурного интервала качественный состав: монооксид углерода, фенол, формальдегид и общий объем токсичных газовыделений;
- корректируют полученные данные об объеме токсичных газовыделений путем инструментального замера концентрации токсичных газовыделений в воздухе рабочей зоны в действующем производстве и сравнения их с данными ПДК;
- при достижении значений погрешности выше заданной величины и/или превышения ПДК фиксируют расчетные данные, указанные параметры выводят на монитор оператора и производят компьютерное моделирование с коррекцией объема и состава токсичных газовыделений и с учетом ПДК, а после коррекции сравнивают их с заданными величинами и полученные данные выводят на монитор оператора;
- при достижении объема и составов токсичных газовыделений выше ПДК выдают на визуальный интерфейс (оператору) рекомендуемые значения в процессе определения объема и состава токсичных газовыделений на холодной и горячей стадиях и производят циклический расчет и вывод оператору значений объема и состава токсичных газовыделений и величины значений ПДК (цикличность означает повторное измерение во времени объема и состава токсичных газовыделений, периодичность повторения устанавливается оператором в зависимости от условий производства);
- по завершении определения объема и составов токсичных газовыделений и сравнения с данными ПДК производят передачу информации на монитор оператора и далее в систему учета данных.
В процессе определения объема и составов токсичных газовыделений используют настроечные параметры, включающие в себя значения ПДК и значения допускаемой относительной погрешности измерений объема газовыделений, температуры, площади газовыделений, типовых форм, измерительных каналов системы и т.д. заданные оператором.
Соблюдение рекомендуемых значений позволяет избежать ошибок при определении объемов и составов токсичных газовыделений в части превышения ПДК и погрешности измерений.
Наличие контроля (мониторинга) в процессе определения объема и составов токсичных газовыделений позволяет оператору в случае необходимости изменить производительность смесителей, количество изготовляемых форм и стержней с учетом погрешностей измерений параметров как для обеспечения допустимой погрешности измерений, так и при возникновении нештатных ситуаций - превышения ПДК.
Заявляемый способ определения объема и составов токсичных газовыделений может быть реализован с использованием системы, измеряющей объем и составы токсичных газовыделений, температуры заливаемого расплава в формы и самой ХТС и осуществляющий динамический контроль погрешностей измерений, использующей микропроцессор и устройства отображения, который может быть как самостоятельным конструктивным элементом, так и объединяться с дисплеем измерительной системы (ИС) или выводиться на дисплей компьютера, в случае его использования.
Параметры объема, составов токсичных газовыделений, температуры и др. отдатчиков ИС поступают в устройство расчета этих параметров и динамического контроля погрешностей измерений, где производится их обработка.
Предлагаемый способ осуществляется следующим образом применительно к условиям реального предприятия, производящего среднее и крупное стальное литье. На предприятии предусмотрено изготовление форм и крупных стержней по процессу «α-set" (связующее - формальдегидная щелочная смола, отверждаемая смесью сложных эфиров) и мелких стержней по процессу "β-set" (связующее того же типа, отвердитель - газообразный метилформиат). Целью реализации способа является получение удельных значений эмиссии отдельно для форм и стержней для каждого из токсичных основных компонентов, образующейся на горячей стадии смеси газов.
Исходными данными для определения должны быть состав формовочной и стержневой смесей, вид расплава и температура заливки, технологические чертежи с размерами форм и стержней для нескольких отливок - представителей. Отливки должны быть выбраны таким образом, чтобы в первом приближении охарактеризовать всю номенклатуру для данного производства. При небольшой номенклатуре определение может быть выполнено для всех отливок. Изобретение поясняется чертежами, где на:
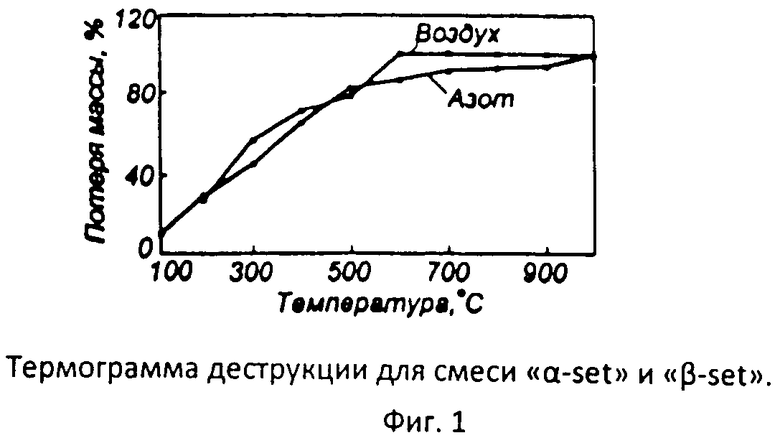
фиг.1 представлена термограмма деструкции для смеси "α-set" и "β-set";
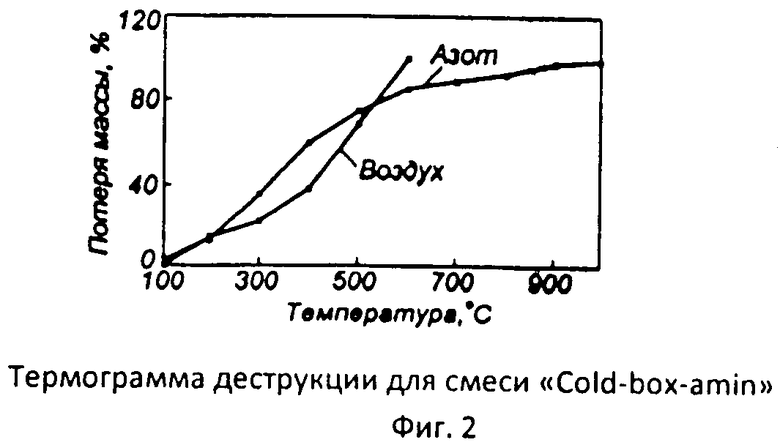
фиг.2 - термограмма деструкции для смеси «Cold-box-amin»;
фиг.3 - поле максимальных температур для отливки с толщиной стенки 100 мм;
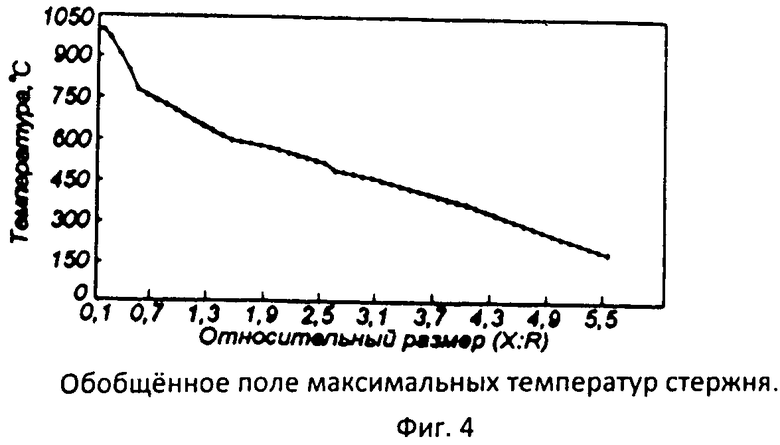
фиг.4 - обобщенное поле максимальных температур стержня;
фиг.5 - алгоритм способа определения объема и составов токсичных газовыделений.
К исходным данным относятся также параметры термодеструкции: общее количество выделившихся за процесс газов и зависимость степени деструкции от температуры. Соответствующие данные экспериментов приведены на фиг.1 (для смеси «α-set" и "β-set" при содержании связующего 1,8% и отвердителя 0,6%) и фиг.2 (для смеси, изготовленной по процессу "Cold-box-amin" при содержании связующей композиции 1,6%). Данные получены для деструкции в атмосфере воздуха и азота. Последний вариант больше соответствует атмосфере в литейной форме, где газовая среда близка к восстановительной. Поэтому его следует принимать за основу.
По приведенным термогравиметрическим кривым фенольной связующей композиции легко определить степень деструкции в любом температурном интервале и определить удельную массу образующихся газообразных продуктов для выбранных интервалов. Данные по термодеструкции связующего в ХТС (процессы "α-set" и "β-set") приведены ниже.
На фиг.2. представлена термограмма деструкции для смеси "Cold-box-amin"
По данным информационных бюллетеней фирмы «Ashland Chemical" (США) при термодеструкции 1 г связующей композиции для процессов "α-set" и "β-set" выделяется следующее среднее за процесс количество продуктов, подлежащих контролю:
Другим исходным параметром является поле максимальных температур в стержне или форме, которое соответствует максимальной степени деструкции и, соответственно, предельному объему эмиссии.
На фиг.3 и 4 приведены примеры полей максимальных температур в абсолютных и относительных координатах (3 и 4). По приведенным данным для системы отливка - форма (стержень) может быть определена толщина слоя, прогретого в заданном интервале температур. Тогда можно определить массу газов, выделившихся из формы или стержня и далее удельное количество токсичных газов при производстве данной отливки. Расчеты проводились для конкретной отливки со следующими характеристиками: наименование - короб; масса формы - 3450 кг; средняя толщина форма X - 350 мм; X: R=10 (R - половин толщины стенки отливки).
На фиг.3 представлено поле максимальных температур для отливки с толщиной стенки 100 мм (сталь Г13Л).
На фиг.4.представлено обобщенное поле максимальных температур стержня.
По фиг.4 определяем толщину слоев формы для каждого температурного интервала по формуле:
L=Rδ, где δ=(X:R) - текущая координата по оси абсцисс на фиг.4. Так, например, для интервала 200-400 градусов C текущая координата равна 5,5-3,7=1,8. Соответственно L=1,8×35=63 мм.
Порядок и результаты расчета для конкретной отливки показаны в виде итоговых данных:
Итоговые данные по четырем (№1-№4) типовым отливкам (форма, стержень) приведены ниже:
Путем анализа данных выбранных четырех типовых отливок получены следующие средние значения газовыделений, кг/т:
По формам:
По стержням:
Число типовых отливок для расчета может быть любым, наиболее адекватно отражающим данное производство. По приведенным данным могут быть рассчитаны общие объемы газовыделений при заданном объеме стержневой и формовочной смесей в единицу времени. При этом примерное распределение газовыделений по участкам принимается следующим, %:
Газовыделение на холодной стадии определяется следующим образом. При заполнении стержневых ящиков и опок газовыделения определяются с единицы массы смеси, поступающей из смесителя. По данным [3, 4] для смол фенольного класса, содержащих около 1,0% свободного фенола и 0,1-0,2% свободного формальдегида, газовыделения составляют: фенол 0,01-0,05; формальдегид 0,8-1,0 мг/кг смеси в час.
При отверждении газовыделения определяются с единицы открытой поверхности стержня или формы и по данным [3, 4], они составляют: фенол 0,01-0,05; формальдегид 0,05-0,07 мг/дм2 в час.
Используя полученные результаты, можно определить валовые газовыделения на холодной стадии по фактической производительности смесителей и площади одновременно отверждаемых стержней и форм.
Пример определения токсичных газовыделений для формовочно-заливочного участка
1. Исходные данные
- на участке изготавливают 20 однотипных форм из ХТС по процессу "α-set";
- состав смеси (мас. части): песок кварцевый 100; смола 2; эфирный катализатор 0,6.
В данном примере расчеты производились для отливки «короб»: масса формы 3450 кг, средняя толщина формы X - 350 мм, X:R=10 (R - половина толщины стенки отливки), в каждой отливке стержни массой 500 кг.
- стальная отливка с преобладающей толщиной стенки 100 мм.
2. Аналитически определяем поле максимальных температур прогрева форм.
Поле максимальных температур в относительных координатах в форме и стержне для стальной отливки с толщиной стенки 100 мм определяем по графику на фиг.4.
3. По графику на фиг.3 определяем толщину слоев формы для каждого температурного интервала по текущей координате X:R. Для интервала 200-400 градусов С текущая координата равна 5,5-3,7=1,8. Соответственно L=1,8×35=63 мм. Порядок и определение масс выделившихся газов для конкретной отливки показаны в виде итоговых данных.
Путем анализа данных выбранных отливок и общего в данном производстве объема форм и стержней определяем средние значения газовыделений, кг/т:
По формам:
По стержням:
Распределение газовыделений по участкам в первом приближении можно принять следующим, %:
Результаты приведенного примера определения объема и состава токсичных газовыделений на реальном формовочно-заливочном учачстке полностью подтвердили правильность заявляемого технического решения.
Полученные результаты должны являться базовыми при проектировании нового производства или реконструкции, проектировании систем местной и общеобменной вентиляции, расчетах и согласовании разрешенных для предприятия предельно допустимых выбросов.
Таким образом, на горячей стадии для операций заливки, охлаждения и выбивки отливок средний объем и состав газовыделений на единицу массы формы и/или стержня, изготовленных из ХТС, может быть определен предлагаемым способом. Для этого путем послойного анализа поля максимальных температур определяют газовыделение из каждого слоя и общее для данной формы и/или стержня. Далее определяют газовыделение для группы 4-5 типовых форм, представляющих всю номенклатуру форм участка или цеха. По полученным средним данным може быть определен удельный объем для каждого токсичного компонента (фенол, формальдегид, оксид углерода) и далее общий объем для всего производства.
На холодной стадии технологического процесса объем и состав токсичных газовыделений определяют по известным удельным показателям. Разработанная методика дает ориентировочные результаты. Для корректировки результатов необходимы дополнительные данные о составе газообразных продуктов деструкции и тепловых полях в стержнях и формах.
Предлагаемый способ определения объема и составов токсичных газовыделений в периоды изготовления литейных форм и/или стержней по технологии ХТС может быть использован для проектирования вентиляции и согласования разрешенного уровня предельно допустимых выбросов в окружающую среду, что актуально с экологической точки зрения для современного литейного производства. После освоения технологического процесса ХТС в полном объеме должны быть выполнены инструментальные замеры и проведена окончательная корректировка полученных данных.
Источники информации
1. Wilms Е. // Form-und Kernherstellung-stand und trend, Giesserei, 1999, №6, V.86, S.131-133.
2. Патент РФ №2240512, опубл. 2004.
3. Жуковский С.С., Лясс A.M. Формы и стержни из холоднотвердеющих смесей смесей. - М.: Машиностроение, 1978. - 220 с.
4. Жуковский С.С. Холоднотвердеющие связующие и смеси для литейных стержней и форм: Справочник. - М.: Машиностроение, 2010. - 255 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАРБАМИДОФЕНОЛОФОРМАЛЬДЕГИДОФУРАНОВОГО СВЯЗУЮЩЕГО ДЛЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ | 2005 |
|
RU2292982C1 |
| Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов | 2018 |
|
RU2697680C1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ | 2001 |
|
RU2229488C2 |
| Холоднотвердеющая смесь для литейных форм и стержней | 1984 |
|
SU1225672A1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1983 |
|
SU1080912A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2005 |
|
RU2296032C2 |
| Связующее для изготовления литейных форм и стержней и способ его получения | 1980 |
|
SU923048A1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ | 2014 |
|
RU2576289C1 |
| Холоднотвердеющая смесь для изготовления литейных стержней и форм | 1978 |
|
SU845326A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |

Изобретение относится к литейному производству. На холодной стадии лабораторными инструментальными измерениями определяют составы газовыделений выбранных формовочных и стержневых смесей и связующих, удельные скорости эмиссии по каждому токсичному компоненту и приводят их к общему показателю. На горячей стадии определяют вид заливаемого расплава, объем формовочной и стержневой смеси в формах для типовых отливок, поле максимальных температур прогрева стержней и форм для выбранных отливок, общую массу газовыделений из ХТС при нагреве и содержание монооксида углерода, фенола, формальдегида и общего объема токсичных газовыделений по термограмме деструкции в указанных интервалах температур. После определения вышеуказанных параметров осуществляют проектирование вентиляции с учетом предельно-допустимой концентрации (ПДК). Затем производят инструментальный замер концентраций токсических газовыделений в действующем производстве и сравнивают измеренные газовыделения с ПДК. При превышении измеренных газовыделений ПДК изменяют производительность смесителей и количество изготавливаемых форм и стержней. Обеспечивается оперативный динамичный контроль соответствия с ПДК объема и состава токсичных газовыделений в процессе производства. 1 з.п. ф-лы, 5 ил., 4 табл., 1 пр.
1. Способ определения объема и составов токсичных газовыделений в периоды изготовления литейных форм и стержней из холодно-твердеющих смесей (ХТС) для стальных отливок, включающий определение на холодной стадии лабораторными инструментальными измерениями составов газовыделений выбранных формовочных и стержневых смесей и связующих, удельных скоростей эмиссии по каждому токсичному компоненту и приведение их к общему показателю, определение настроечных параметров на горячей стадии, включающих вид заливаемого расплава, объем формовочной и стержневой смеси в формах для типовых отливок, поле максимальных температур прогрева стержней и форм для выбранных отливок путем условного деления стенки формы на слои, прогреваемые до уровней максимальных интервалов температур: 20-200; 200-400; 400-600 и выше 600°С, определение для каждого выбранного температурного интервала общей массы газовыделений из ХТС при нагреве и определение по термограмме деструкции в указанных интервалах температур содержания монооксида углерода, фенола, формальдегида и общего объема токсичных газовыделений, проектирование вентиляции с учетом предельно допустимой концентрации (ПДК), осуществление инструментального замера концентраций токсических газовыделений в действующем производстве и сравнение измеренных газовыделений с ПДК, и при превышении измеренных газовыделений ПДК изменение производительности смесителей и количества изготавливаемых форм и стержней.
2. Способ по п.1, отличающийся тем, что в качестве расплава используют сталь Г13Л.
| Жуковский С.С | |||
| Экологическая оценка литейных технологий | |||
| Известия высших учебных заведений | |||
| Черная металлургия, №9, 2002 | |||
| Автоматизированная установка для исследования металлургических процессов | 1990 |
|
SU1754208A1 |
| Котов К.И., Шершевер М.А | |||
| Средства измерения, контроля и автоматизации технологических процессов | |||
| Вычислительная и микропроцессорная техника | |||
| - М.: Металлургия, 1989, с.289. | |||

