Область и уровень техники
Настоящее описание относится к усовершенствованиям в диффузионном соединении или к диффузионному соединению.
Известно использование технологий изостатического давления для диффузионного соединения металлических компонентов друг с другом. Диффузионное соединение осуществляется, когда две совмещенных поверхности сжимаются друг с другом при условиях температуры, времени и давления, которые позволяют взаимный обмен атомами через границу раздела. Необходимо, чтобы поверхности, которые должны соединяться, были чистыми, и чтобы переменные температуры, давления и времени тщательно контролировались, так чтобы мог достигаться необходимый взаимный обмен атомами. Изостатическое сжатие представляет собой приложение газа высокого давления (например, аргона) при высокой температуре внутри емкости высокого давления к компонентам, которые должны соединяться. Давление газа прикладывается изостатически, так что имеются минимальные изменения в геометрии соединяемых компонентов, или их вообще нет. Этот процесс диффузионного соединения требует эффективной герметизации компонентов, и обычно это достигается вне емкости высокого давления, на предварительной стадии. Однако уплотнение между компонентами после этой предварительной стадии является хрупким, и должна соблюдаться большая осторожность при перемещении соединенных компонентов в устройство, где должен осуществляется способ диффузионного соединения.
Кроме того, поскольку это относится к деталям для защиты от ударов лопастей крыльчатки реактивного двигателя, такие детали открыты для потенциальных ударов птиц и других чужеродных объектов, в особенности во время взлета, когда детали находятся при наиболее сильных напряжениях, в то же самое время будучи наиболее восприимчивыми к ударам. Обычно детали конструируются как единое целое. Однако монолитная деталь является дорогостоящей при изготовлении. Детали из двух частей, имеющие сварное соединение и/или стыковое соединение с помощью обычного способа диффузионного соединения, не выдерживают ударов, связанных с использованием этих деталей.
Исходный материал, необходимый для изготовления монолитной детали, является дорогостоящим, и он в два раза дороже, чем стоимость детали из двух частей. Это, вместе с количеством механической обработки, необходимой для генерирования внутренних и наружных поверхностей, является обременительным. Большая часть времени при механической обработке необходима для получения внутренних поверхностей и конкретно внутренних радиусов головных частей из-за глубины разреза и малого размера внутренних радиусов носовых частей и необходимости, по этой причине, в использовании малого режущего инструмента.
Настоящее раскрытие предлагает процесс диффузионного соединения, который преодолевает определенные сложности способов известного уровня техники, в то же время обеспечивая лучшие и более преимущественные общие результаты.
Сущность изобретения
В соответствии с одним из неограничивающих аспектов настоящего раскрытия предусматривается способ соединения деталей для использования при защите лопастей крыльчатки реактивного двигателя. Хотя настоящее изобретение конкретно направлено на диффузионное соединение одной или нескольких деталей авиационного двигателя и будет описываться с конкретными ссылками на них, будет ясно, что способ диффузионного соединения может использоваться для соединения материалов друг с другом с получением деталей для других типов устройств (например, автомобильных деталей, компонентов военного назначения, компонентов космических летательных аппаратов и т.п.). Деталь для использования в лопасти крыльчатки реактивного двигателя содержит первый компонент и второй компонент, диффузионно соединенный с первым компонентом. Первый компонент конфигурируется как компонент со стороны давления и содержит первую первичную рабочую поверхность соединения. Второй компонент конфигурируется как компонент на стороне разрежения и содержит вторую совмещаемую рабочую поверхность соединения. Предусматривается оправка. Оправка содержит первую поверхность, имеющую контур, который совпадает по меньшей мере с частью первого компонента, и вторую поверхность, имеющую контур, который совпадает по меньшей мере с частью второго компонента. Первый и второй компоненты позиционируются на оправке таким образом, что первая рабочая поверхность соединения и вторая рабочая поверхность соединения находятся в положении взаимного совмещения встык. Первый компонент разъемно соединяется со вторым компонентом. Соединенные первый и второй компоненты вместе с оправкой позиционируются в узле штампа. Узел штампа содержит первый штамп, второй штамп и множество элементов крепления для разъемного соединения первого штампа со вторым штампом. Первый и второй штампы формируются из первого материала, имеющего первый коэффициент теплового расширения. Элементы крепления формируются из второго материала, имеющего второй, меньший, коэффициент теплового расширения. Узел штампа помещают в вакуумную печь или другой тип нагревательной системы в течение цикла диффузионного соединения. Нагревательную систему откачивают. Например, нагревательную систему сначала продувают газообразным аргоном для вытеснения любых атмосферных загрязнений, а затем нагревательную систему откачивают до заданного уровня вакуума. Температуру нагревательной системы повышают до заданной температуры. Однородное давление прикладывают к поверхности раздела между первой и второй рабочими поверхностями соединения первого и второго компонентов. Уровень вакуума, температуры и давления поддерживают в печи в течение заданного периода времени. Узел штампа, содержащий диффузионно соединенные первый и второй компоненты, удаляют из печи.
В соответствии с другим неограничивающим аспектом настоящего раскрытия предусматривается узел штампа для диффузионного соединения, предназначенный для диффузионного соединения первого компонента, имеющего непланарную первую рабочую поверхность соединения, со вторым компонентом, имеющим непланарную вторую рабочую поверхность соединения. Узел штампа для диффузионного соединения содержит оправку, верхний штамп и нижний штамп. Оправка конфигурируется для разъемного удерживания первого и второго компонентов. Первая рабочая поверхность соединения и вторая рабочая поверхность соединения находятся в положении взаимного совмещения встык, когда загружаются на оправку. Верхний штамп содержит верхнюю поверхность и нижнюю поверхность. Нижняя поверхность содержит первую часть, конфигурируемую для зацепления с оправкой, и вторую часть, конфигурируемую для совмещения с одним из первого и второго компонентов. Нижний штамп содержит верхнюю поверхность и нижнюю поверхность. Верхняя поверхность содержит первую часть, конфигурируемую для зацепления с оправкой, и вторую часть, конфигурируемую для совмещения с одним из первого и второго компонентов. Гибкий пневматический контейнер по меньшей мере частично располагается между одним из верхнего и нижнего штампов и одной из первой и второй рабочих поверхностей соединения первого и второго компонентов. Множество элементов крепления скрепляет верхний штамп с нижним штампом и удерживает узел штампа для диффузионного соединения вместе во время цикла диффузионного соединения. Множество креплений конфигурируется для ограничения расширения верхнего и нижнего штампов во время цикла диффузионного соединения.
В соответствии еще с одним неограничивающим аспектом настоящего раскрытия способ диффузионного соединения включает в себя создание первого компонента и второго компонента. Первый компонент содержит первую рабочую поверхность соединения, имеющую волнообразную форму. Второй компонент содержит вторую рабочую поверхность соединения, имеющую волнообразную форму. Совмещаемая первая и вторая рабочие поверхности соединения, которые должны диффузионно соединяться, доводятся до заданного состояния, так что является возможным диффузионное соединение на поверхности раздела между поверхностями. Первый компонент и второй компонент соединяются таким образом, что первая и вторая рабочие поверхности соединения находятся в положении взаимного совмещения встык. Предусматривается узел штампа для диффузионного соединения, конфигурируемый для разъемного скрепления в нем соединенных компонентов. Узел штампа содержит первый штамп, второй штамп и множество элементов крепления для разъемного соединения первого штампа со вторым штампом. Узел штампа покрывается разделительным составом, вместе с конкретно идентифицируемыми критическими областями первого и второго компонентов. Первый и второй компоненты с первой и второй рабочими поверхностями соединения взаимного совмещения встык помещают в узле штампа. Узел штампа помещают в вакуумную печь или другой тип нагревательной системы в течение цикла диффузионного соединения. Нагревательную систему откачивают, и температуру нагревательной системы повышают до первой температуры. Первую температуру поддерживают в течение заданного периода времени. Температуру нагревательной системы повышают до второй температуры, которую поддерживают в течение заданного периода времени. Первое давление прикладывают при второй температуре к поверхности раздела первого и второго компонентов в течение заданного периода времени. Приложенное давление повышают до второго давления. Второе давление прикладывают при второй температуре к поверхности раздела первого и второго компонентов в течение заданного периода времени. Приложенное давление понижают до третьего давления. Третье давление прикладывают при второй температуре к поверхности раздела первого и второго компонентов в течение заданного периода времени. Температуру нагревательной системы понижают до третьей температуры. Узел штампа, содержащий диффузионно соединенные первый и второй компоненты, удаляют из нагревательной системы.
В соответствии еще с одним неограничивающим аспектом настоящего раскрытия деталь, сформированная посредством диффузионного соединения, содержит первый компонент и второй компонент. Первый компонент содержит первую рабочую поверхность соединения, вторую поверхность, смещенную по отношению к первой поверхности с помощью соединительной дугообразной стенки, и третью поверхность, противоположную к первой и второй поверхностям. Второй компонент содержит первую поверхность и вторую поверхность. Секция второй поверхности образует вторую рабочую поверхность соединения, которая соединяется с первой рабочей поверхностью соединения первого компонента.
Краткое описание чертежей
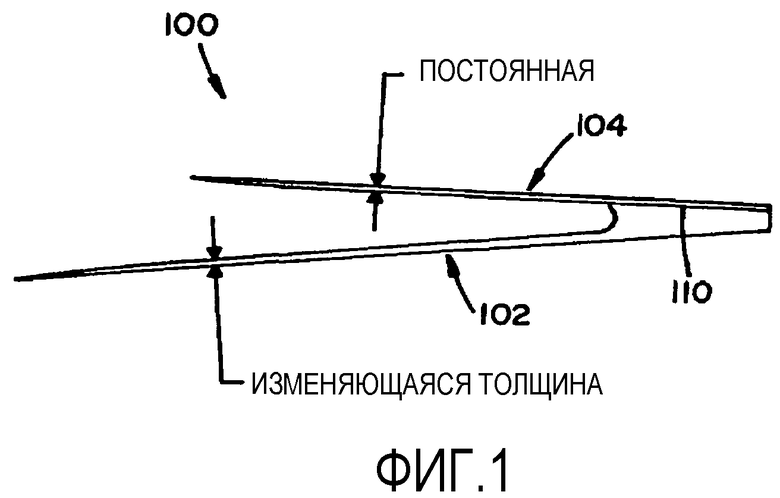
Фиг.1 представляет собой вид сбоку неограничивающей детали, содержащей первый компонент и второй компонент, соединенный с первым компонентом в соответствии со способом диффузионного соединения согласно настоящему раскрытию.
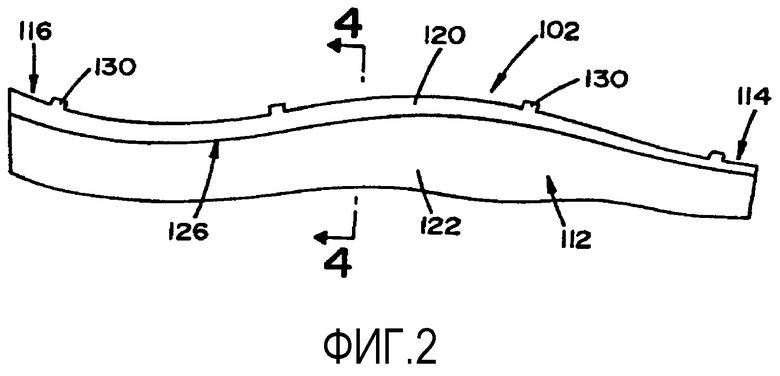
Фиг.2 представляет собой вид сбоку первого компонента детали на фиг.1.
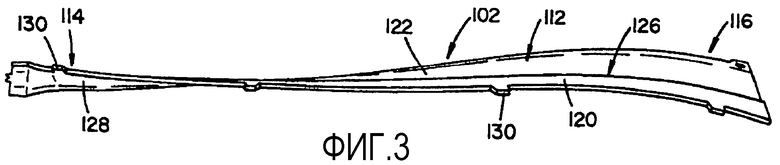
Фиг.3 представляет собой общий вид сверху первого компонента на фиг.2.
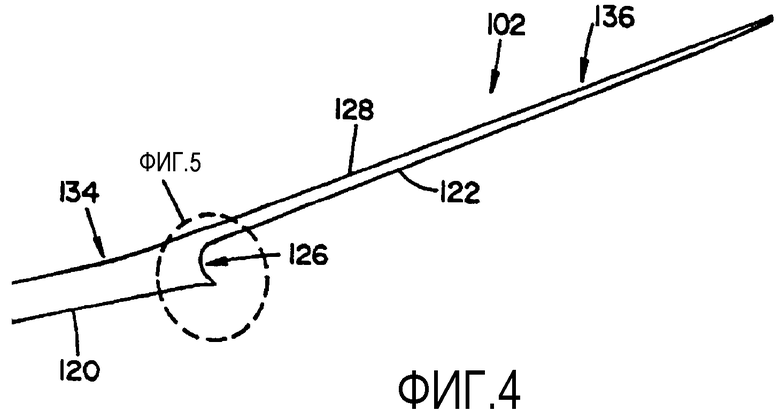
Фиг.4 представляет собой вид в поперечном разрезе первого компонента на фиг.2, взятом в целом вдоль линии 4-4 на фиг.2.
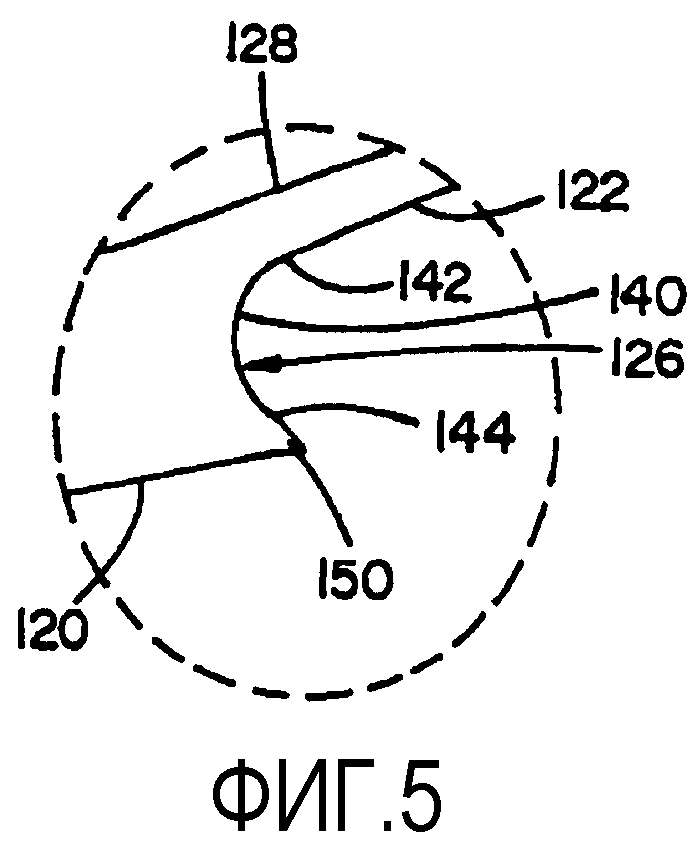
Фиг.5 представляет собой частично увеличенный вид на фиг.4.
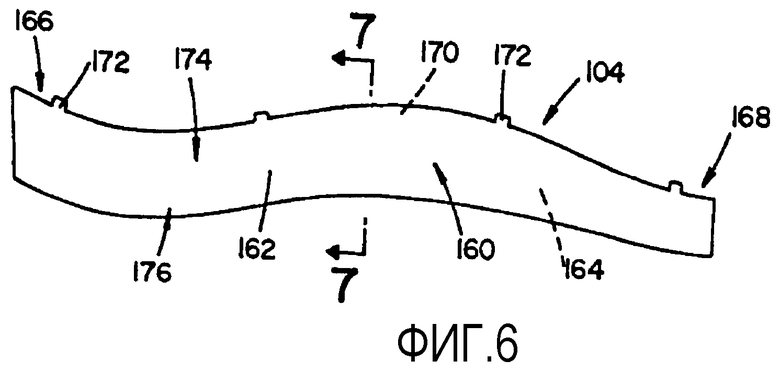
Фиг.6 представляет собой вид сбоку второго компонента детали на фиг.1.
Фиг.7 представляет собой вид в поперечном разрезе второго компонента на фиг.6, взятом в целом вдоль линии 7-7 на фиг.6.
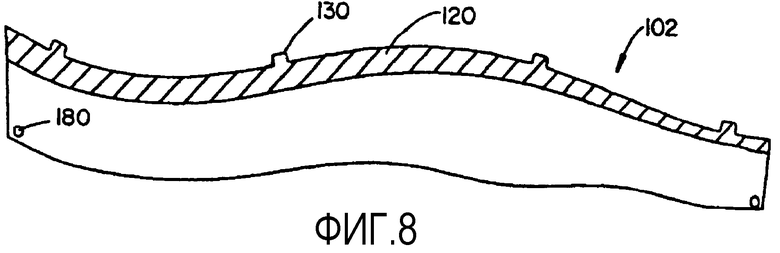
Фиг.8 представляет собой вид сбоку первого компонента детали на фиг.1, иллюстрирующий неограничивающую рабочую поверхность соединения.
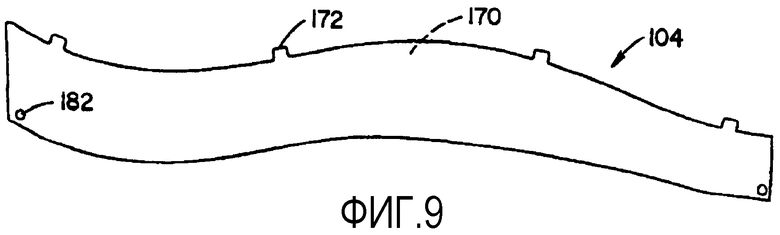
Фиг.9 представляет собой вид сбоку второго компонента детали на фиг.1, иллюстрирующий неограничивающую рабочую поверхность соединения.
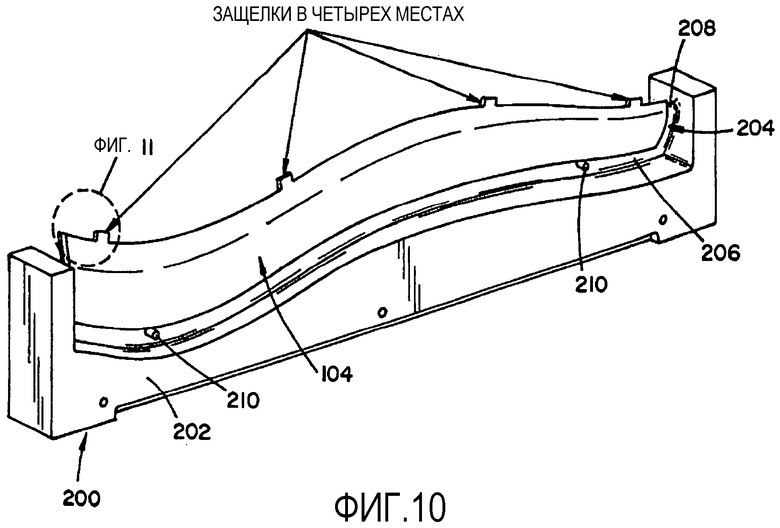
Фиг.10 представляет собой общий вид спереди оправки, имеющей первый и второй компоненты, позиционируемые на ней.
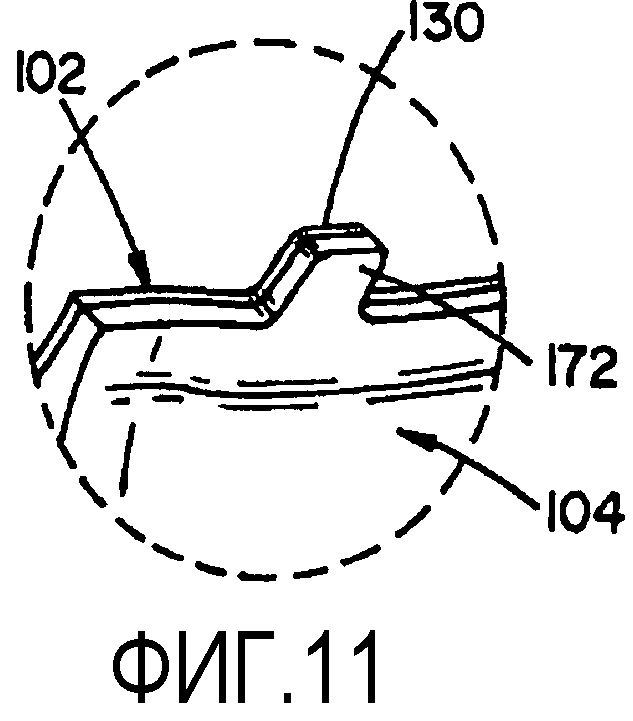
Фиг.11 представляет собой частично увеличенный вид на фиг.10.
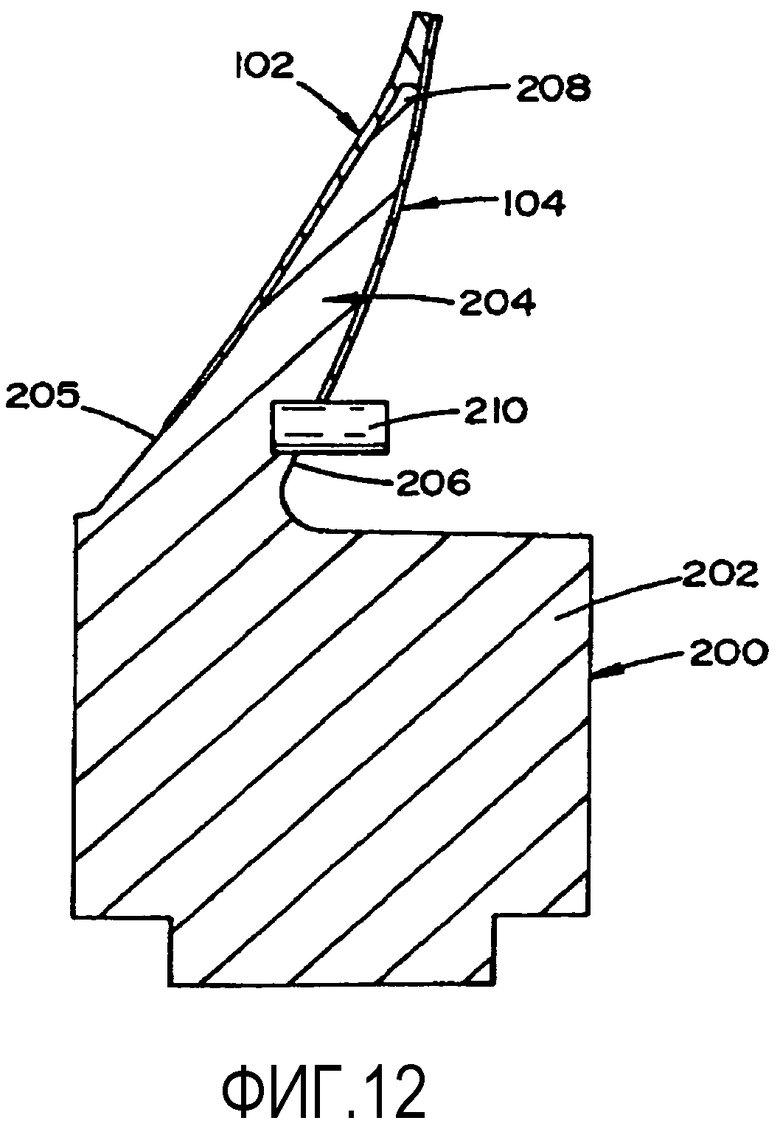
Фиг.12 представляет собой вид сбоку в поперечном разрезе фиг.10.
Фиг.13 представляет собой деталировочный общий вид спереди неограничивающего узла штампа для диффузионного соединения, для формирования детали на фиг.1, содержащего первый штамп, второй штамп, пневматический мешок и оправку, и первый и второй компоненты на фиг.10.
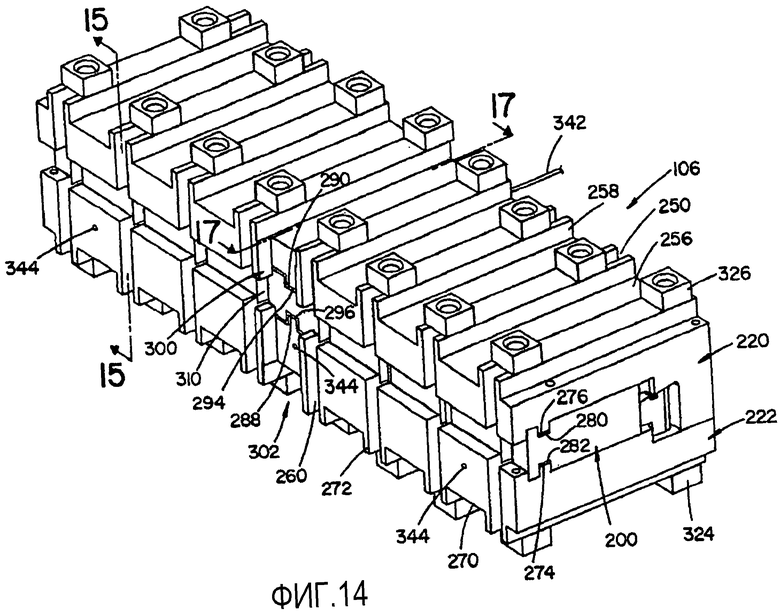
Фиг.14 представляет собой общий вид спереди узла штампа для диффузионного соединения на фиг.13 в собранном состоянии.
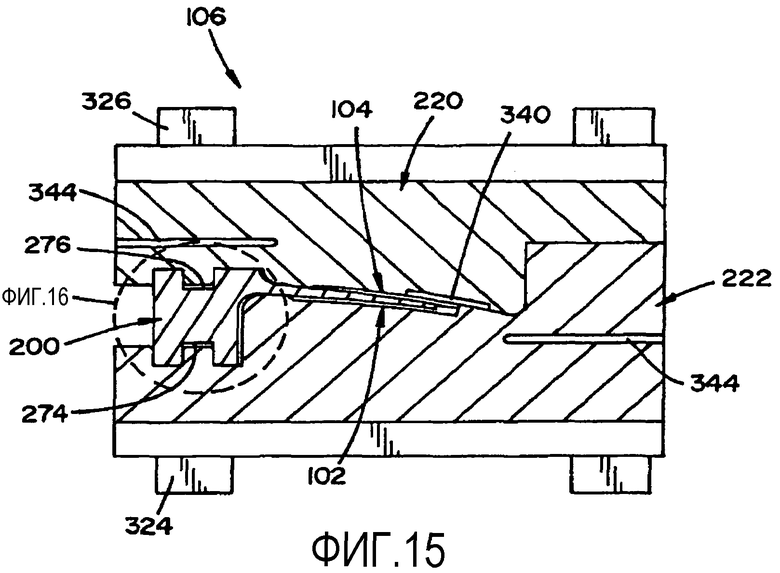
Фиг.15 представляет собой вид в поперечном разрезе узла штампа для диффузионного соединения на фиг.13, взятом в целом вдоль линии 15-15 на фиг.13.
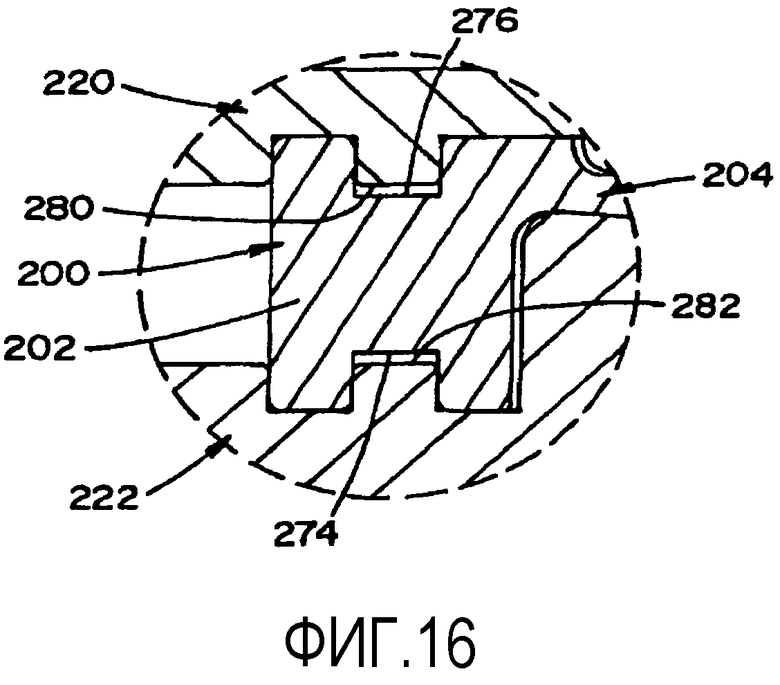
Фиг.16 представляет собой частично увеличенный вид на фиг.15.
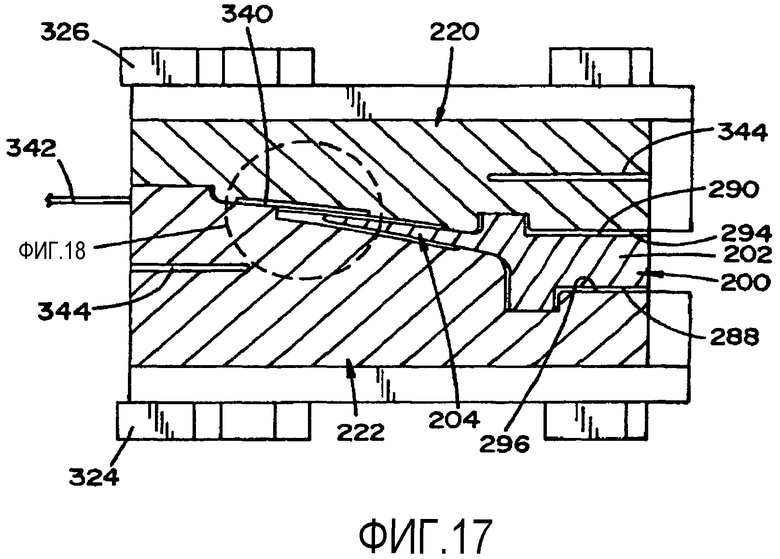
Фиг.17 представляет собой вид в поперечном разрезе узла штампа для диффузионного соединения на фиг.13, взятом в целом вдоль линии 17-17 на фиг.13.
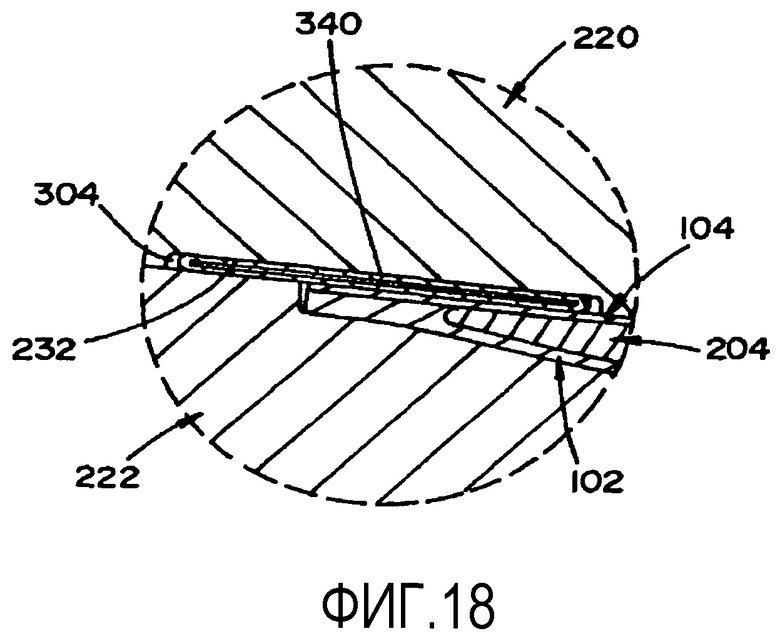
Фиг.18 представляет собой частично увеличенный вид фиг.17.
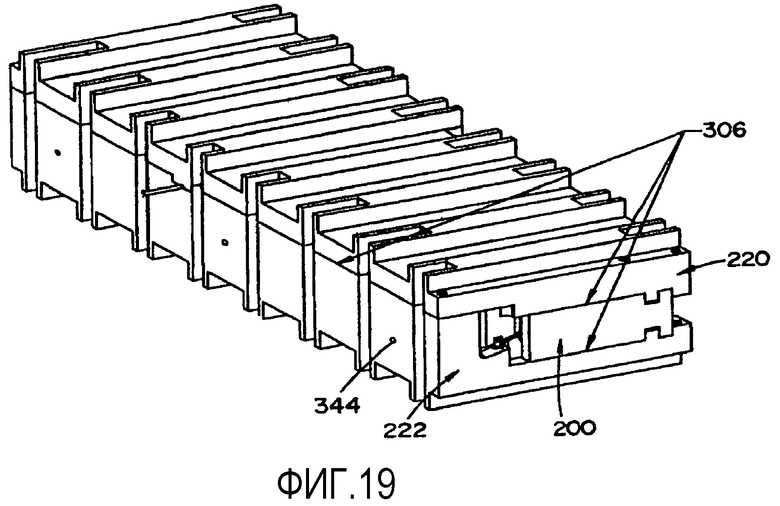
Фиг.19 представляет собой общий вид спереди первого и второго штампов и оправки в состоянии осмотра после диффузионного соединения.
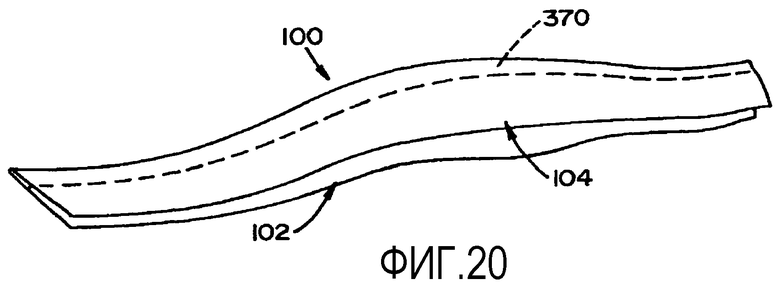
Фиг.20 представляет собой общий вид сбоку детали на фиг.1.
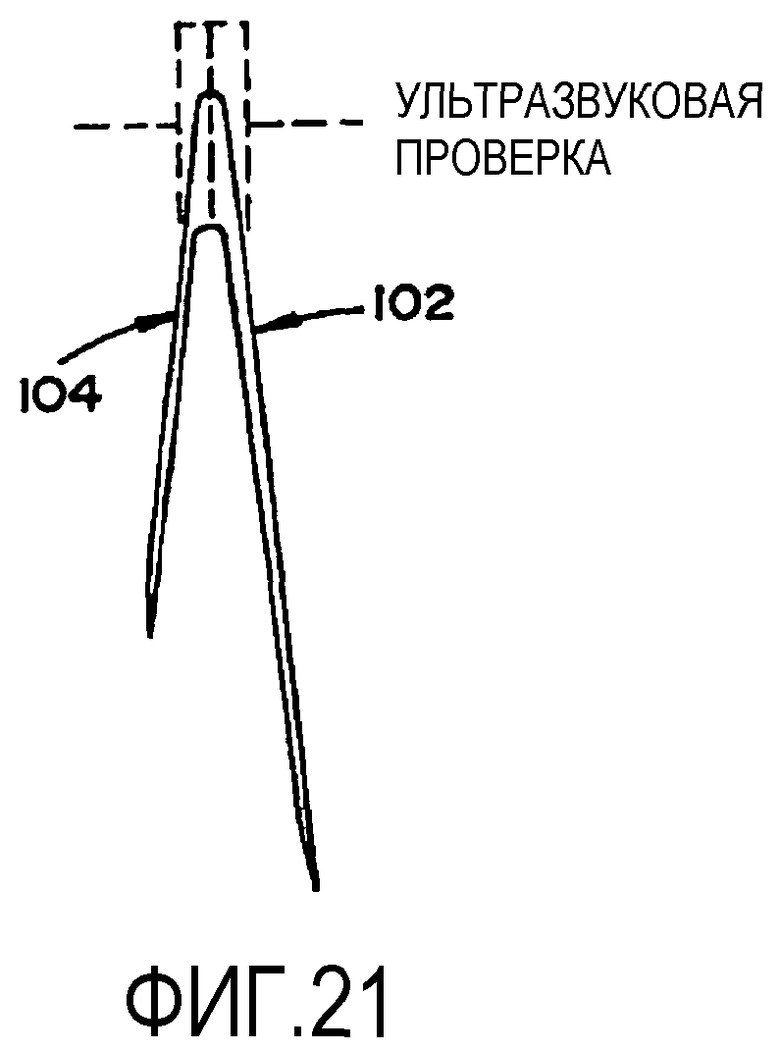
Фиг.21 представляет собой вид в поперечном разрезе детали на фиг.20.
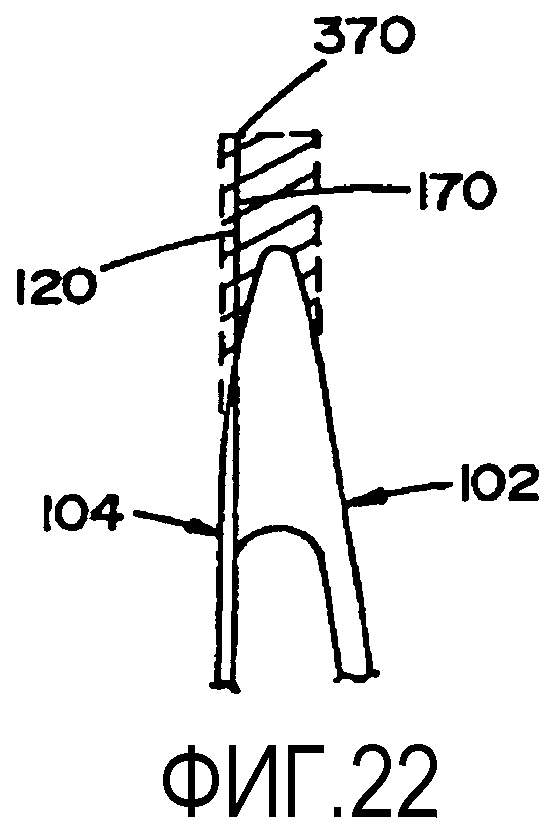
Фиг.22 представляет собой увеличенный частичный вид фиг.21.
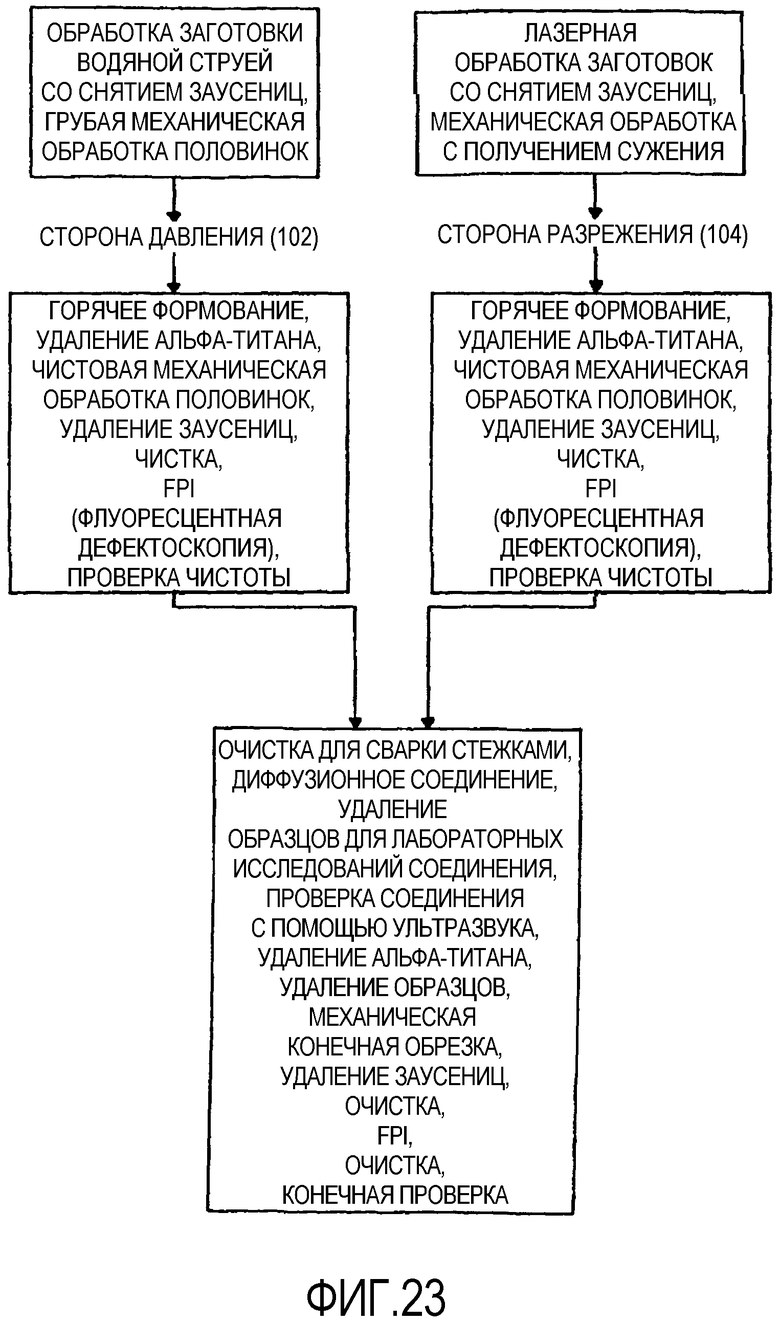
Фиг.23 представляет собой блок-схему неограничивающего способа диффузионного соединения в соответствии с настоящим описанием.
Подробное описание
Необходимо, разумеется, понимать, что описание и чертежи в настоящем документе являются только иллюстративными, и что различные модификации и изменения могут быть сделаны в описанных структурах без отклонения от настоящего раскрытия. Также будет понятно, что различные идентифицируемые компоненты для способа диффузионного соединения, описанные в настоящем документе, представляют собой всего лишь термины, используемые в данной области техники, и не должны рассматриваться как ограничения настоящего описания.
Кроме того, необходимо понимать, что материалы компонентов, описанных в настоящем документе, приводятся только в качестве примера. Материалы компонентов могут дополнительно включать в себя не только элементарные металлы, но также сплавы металлов, сами по себе, и сплавы металлов с керамическим материалом. Материалы могут находиться в форме спеченного порошка, отливки, листа, пластины или поковки.
Теперь делается обращение к чертежам, где сходные ссылочные позиции относятся к сходным деталями на нескольких видах, фиг.1 иллюстрирует неограничивающий пример детали 100, которая должна изготавливаться с помощью способа диффузионного соединения в соответствии с настоящим раскрытием. Этот пример не должен рассматриваться как ограничение, поскольку пример является полезным для понимания и осуществления способа диффузионного соединения, описываемого в настоящем документе.
Сначала приводится общий обзор способа диффузионного соединения. Деталь 100 изготавливают из двух отдельных компонентов, а именно первого компонента 102 со стороны давления, который соединяется со вторым компонентом 104, компонентом со стороны разрежения, с помощью стыкового соединения 110. Как можно понять, деталь 100 может формироваться из более чем двух компонентов; однако это не является обязательным. Первый компонент 102 может быть изготовлен из заготовки в виде пластины из AMS 4911 (толщиной приблизительно 0,375 дюйма (0,95 см)), которую подвергают грубой механической обработке, формуют в горячем состоянии, а затем подвергают механической чистовой обработке при подготовке к диффузионному соединению. Второй компонент 104 может быть изготовлен из листовой заготовки из AMS 4911 (толщиной приблизительно 0,040 дюйма (0,016 см)), которую подвергают механической чистовой обработке в виде плоской структуры, а затем формуют в горячем состоянии. Как можно понять, один или оба компонента могут формироваться из различных материалов и/или иметь другую толщину.
Как хорошо известно, AMS 4911 представляет собой титановый сплав, который допускает термическую обработку и объединяет превосходную прочность и коррозионную стойкость. AMS 4911 широко используют в авиационной промышленности, в разнообразных применениях в турбинах (например, в турбинных дисках) и "горячих" структурных применениях. Как правило, его используют в применениях до 750°F (400°C).
При подготовке к способу диффузионного соединения два компонента 102, 104, как правило, очищают, соединяют вместе, а затем загружают в узел 106 штампа для диффузионного соединения в соответствии с настоящим описанием (фиг.13 и 14). Затем узел 106 штампа для диффузионного соединения помещают в нагревательную систему, такую как вакуумная печь, и осуществляют цикл диффузионного соединения при заданных параметрах. После соединения металлографические образцы могут отбираться и оцениваться на целостность соединения; однако это не является обязательным. Деталь 100 может также, или альтернативно, проверяться с помощью ультразвука; однако это не является обязательным. После ультразвуковой проверки деталь, как правило, подвергают чистовой механической обработке и доводят вручную, чтобы она удовлетворяла заданным визуальным требованиям. Опять же, деталь 100 берется только в качестве примера. Необходимо понять, что детали, имеющие альтернативные материалы, формы и/или размеры, могут быть изготовлены с помощью способа диффузионного соединения, описанного в настоящем документе.
Первый и второй компоненты 102, 104 детали 100 теперь будут описываться более подробно. Как показано на фиг.2-5, первый компонент 102 содержит первый удлиненный элемент 112, имеющий волнообразную или лентообразную форму. В частности, как показано на фиг.3, когда удлиненный элемент скручивается от первой конечной части 114 до второй конечной части 116, удлиненный элемент искривляется вдоль двух противоположных диаметров. Удлиненный элемент содержит первую или первичную рабочую поверхность 120 соединения, вторую поверхность 122, смещенную по отношению к рабочей поверхности соединения с помощью стенки 126, и третью поверхность 128, противоположную к первой и второй поверхностям. Множество отделенных друг от друга некоторым расстоянием выступов 130 может выступать из первой поверхности. Как показано на фиг.4, первая и третья поверхности 120, 128 вместе определяют первую секцию 134 удлиненного элемента, и вторая и третья поверхности 122, 128 вместе определяют вторую секцию 136 удлиненного элемента. Первая секция 134 увеличивается по толщине, когда она переходит во вторую секцию 136; однако это не является обязательным. Вторая секция уменьшается по толщине, когда она выступает под острым углом из первой секции. Как отмечено на фиг.1, первый компонент 102 имеет переменную толщину.
Как показано на фиг.4 и 5, стенка 126 соединяет первую поверхность 120 и вторую поверхность 122. Стенка содержит дугообразную поверхность 140, имеющую первый край 142, который соединяется со второй поверхностью, и второй край 144, который соединяется с бортиком 150. Бортик имеет, в целом, треугольную форму, конечная часть бортика чуть выступает из первой поверхности.
Как показано на фиг.6 и 7, второй компонент 104 содержит второй удлиненный элемент 160, имеющий волнообразную или лентообразную форму, который скручивается от первой конечной части 166 до второй конечной части 168. Второй удлиненный элемент содержит первую поверхность 162 и вторую поверхность 164. Секция 170 второй поверхности по меньшей мере частично определяет вторую совмещаемую рабочую поверхность соединения, которая соединяется с первой рабочей поверхностью 120 соединения. Подобно первому удлиненному элементу, множество выступов 172, отделенных друг от друга некоторым расстоянием, могут выступать из секции 170 поверхности соединения. Как отмечено на фиг.1, второй компонент 104 содержит первую секцию 174, имеющую постоянную толщину, и вторую, переходную секцию, имеющую уменьшающуюся толщину; однако это не является обязательным.
При подготовке к способу диффузионного соединения, и как указано выше, очищают первый и второй компоненты 102, 104, и совмещаемые поверхности первого и второго компонентов доводят до заданной гладкости (например, до гладкости примерно 1 микрон или лучше). Затем компоненты 102, 104 соединяют и загружают в узел 106 штампа для диффузионного соединения. Для облегчения очистки и любого последующего осмотра, и как показано на фиг.8 и 9, первый и второй компоненты содержат по меньшей мере по одному отверстию 180, 182, которое позволяет подвешивать первый и второй компоненты для устранения контакта с посторонними поверхностями. Как можно понять, это включение одного или нескольких отверстий в компонентах не является обязательным.
Как показано на фиг.10-12, предусматривается оправка 200 для обеспечения соответствующего соединения первого компонента 102 со вторым компонентом 104. Оправка содержит основание 202 и консоль 204, проходящую из основания. Консоль имеет, в целом, треугольную форму и содержит первую поверхность 205, вторую поверхность 206 и дугообразную конечную часть 208. Как можно понять, консоль 204 может иметь другие формы. Первая и вторая поверхности имеют контуры, которые совпадают с лентообразными контурами соответствующих первого и второго компонентов 102, 104. Конечная часть 208 имеет контур, который совпадает с дугообразной поверхностью 140 стенки 126. Это позволяет разъемное позиционирование первого компонента 102 на оправке. По меньшей мере одна шпилька 210 проходит наружу из нижней части второй поверхности 206 консоли 204. По меньшей мере одна шпилька позволяет разъемное размещение второго компонента на оправке. Как показано, предусмотрено две шпильки; однако может использоваться большее или меньшее количество шпилек. Шпильки могут располагаться на заданном расстоянии от конечной части 208, так что после того, как второй компонент 104 позиционируется на шпильках 210, выступы 172 могут совмещаться с выступами 130 (см. фиг.11). После совмещения выступы 130, 172 удерживаются вместе с помощью соответствующих средств крепления, таких как, но не ограничиваясь этим, малые C-образные защелки (не показаны). Затем оправку 200 и первый и второй компоненты 102, 104 с защелками помещают в камеру с аргоном (не показана), где выступы 130, 172 могут свариваться стежками друг с другом. Несмотря на это, необходимо понимать, что первый и второй компоненты могут соединяться с помощью дополнительных или альтернативных средств. В этом случае, выступы 130, 172 не требуются. Затем оправка и соединенные первый и второй компоненты быстро помещаются в узел штампа для диффузионного соединения 106, чтобы обеспечить чистоту соединяемых поверхностей.
Как показано на фиг.13 и 14, узел 106 штампа для диффузионного соединения содержит первый штамп 220 и второй штамп 222. Второй штамп содержит поверхность 230, имеющую конфигурацию, которая может совпадать с поверхностью первого и второго компонентов 102, 104. Первый штамп содержит поверхность 232, которая может совпадать с другой поверхностью первого и второго компонентов. Например, поверхности 230, 232 могут иметь волнообразную или лентообразную форму; однако поверхности 230, 232 могут иметь другие или дополнительные формы. На изображенном варианте осуществления поверхность 230 выступает по меньшей мере частично из второго штампа и зацепляется со вторым компонентом 104. Поверхность 232 выступает по меньшей мере частично из первого штампа и зацепляется с первым компонентом 102. Первый штамп 220 содержит множество отделенных друг от друга некоторым расстоянием вырезов 250, расположенных на противоположных сторонах 252, 254 штампа. Стенка 256 первого штампа содержит множество отделенных друг от друга некоторым расстоянием полок 258, которые выступают наружу из стенки 256. Вырезы 250 проходят сквозь полки 258. Подобным же образом, второй штамп 222 содержит множество отделенных друг от друга некоторым расстоянием вырезов 260, расположенных на противоположных сторонах 262, 264 штампа. Стенка 270 второго штампа 222 содержит множество отделенных друг от друга некоторым расстоянием полок 272, которые простираются наружу из стенки 270. Вырезы 260 проходят через полки 272. В собранном положении (фиг.14) стенка 256 параллельна стенке 270; однако это не является обязательным. Первый и второй штампы 220, 222 могут формироваться из отливки HH2, который представляет собой нержавеющую сталь 309, которая имеет высокое содержание углерода; однако могут использоваться и другие материалы.
Как показано на фиг.15 и 16, в собранном положении, оправка 200 надежно позиционируется между первым и вторым штампами 220, 222. В частности, оправка 200 содержит первую и вторую противоположные канавки 274 и 276, соответственно. Каждая канавка продолжается по всей длине основания 202 оправки; хотя это и не является обязательным. Первая и вторая канавки 274, 276 конфигурируются для приема первого и второго выступов 280, 282, расположенных в соответствующих первом и втором штампах 220, 222. Предусматривается некоторое пространство между частями основания 202 и первым и вторым штампами. Как показано на фиг.17 и 18, оправка 200 дополнительно содержит первое и второе углубление 288, 290 соответственно. Углубления располагаются в углубленной области 292 основания оправки и являются, в целом, перпендикулярными к первой и второй канавкам 274, 276. Первое и второе углубление 288, 290 конфигурируются для приема первого и второго выступов 294, 296, расположенных на соответствующих первом и втором штампах 220, 222. Каждый выступ простирается внутрь соответствующей углубленной области 300, 302 каждого штампа 220, 222. Кроме того, поверхность 232 первого штампа 220 содержит углубленную часть 304. По меньшей мере часть пневматического мешка 340 располагается в углубленной части в течение перехода для соединения.
Как также показано на фиг.14, в собранном положении, вырезы 250 совмещаются с вырезами 260 и соответствующими вырезами 310, расположенными в основании 202 оправки 200. Вырезы имеют такие размеры, чтобы принимать элементы крепления или шпильки 320. Как показано, каждая шпилька может, в целом, иметь форму гантели; хотя это и не является обязательным. Шпилька содержит стержень 322 и наконечники 324, 326, расположенные на концах стержня. Стержень имеет цилиндрическую форму, и наконечники имеют прямоугольную форму; хотя это и не является обязательным. Как показано, предусматривается шестнадцать шпилек, по восемь на каждой стороне каждого из первого и второго штампов 220, 222. Несмотря на это необходимо понимать, что можно использовать больше или меньше шестнадцати шпилек для скрепления узла 106 штампа для диффузионного соединения. Каждая шпилька может штамповаться своим собственным уникальным номером и соответствует положению выреза, проштампованного на узле 106 штампа. В дополнение к этому, шпильки могут маркироваться буквой алфавита, которая связывает их с конкретным штампом. Каждая шпилька имеет заданную длину, и длина шпильки зависит от ее положения в штампе.
Шпильки могут формироваться из сплава Haynes 230; однако могут использоваться другие материалы. Как хорошо известно, сплав Haynes 230 представляет собой сплав никель-хром-вольфрам-молибден, который объединяет превосходную прочность при высоких температурах, выдающуюся стойкость в окисляющих окружающих средах до 2100°F (1149°C) в течение длительного экспонирования, самую лучшую стойкость в нитридирующих окружающих средах и превосходную долговременную термическую стабильность. Он легко обрабатывается и формуется, и пригоден к литью. Другие привлекательные особенности включают более низкие характеристики теплового расширения, чем у большинства высокотемпературных сплавов, и выраженную стойкость к образованию крупных зерен при длительном экспонировании для высоких температур.
Как показано на фиг.13, контейнер или пневматический мешок 340 позиционируется между одним из первого и второго штампов 220, 222 и одним из первого и второго компонентов 102, 104, позиционируемых на оправке 200 для приложения однородного давления между одним штампом из первого и второго штампов и одним компонентом из первого и второго компонентов в течение способа диффузионного соединения. Пневматический мешок изготавливают из гибкого листа материала, такого как, но не ограничиваясь этим, лист 309 из нержавеющей стали, так что пневматический мешок может совпадать по форме с одним из первого и второго компонентов, расположенных на оправке 200. Это является желательным, поскольку скрученная, лентообразная форма каждого компонента 102, 104 детали делает сложным простое сжатие первого и второго компонентов в обычном штампе.
В варианте осуществления, показанном на фиг.13, пневматический мешок располагается между поверхностью 232 первого штампа 220 и вторым компонентом 104, расположенным на оправке 200. Один элемент из первого штампа и оправки может содержать средства для соответствующего позиционирования пневматического мешка на них. Например, первый штамп может содержать позиционирующие штифты (не показаны), которые зацепляются с соответствующими отверстиями (не показаны), расположенными на пневматическом мешке. Пневматический мешок 340 определяет камеру (не показана) для приема газа из удаленного источника через газовую трубку 342, соединенную с пневматическим мешком. В этом варианте осуществления сжатый газообразный аргон высвобождается из резервуара для хранения при приблизительно 200 фунт/кв.дюйм (13,8 бар) - приблизительно 250 фунт/кв.дюйм (17,2 бар); хотя могут предполагаться альтернативные газы и давления. Газообразный аргон протекает через шланг и в трубку 342 пневматического мешка. Трубка может регулироваться с помощью цифрового датчика давления (не показано), который может отслеживаться оператором. Точка росы газообразного аргона может периодически отслеживаться (например, ежемесячно, и т.п.) для определения того, что содержание влажности, в целом, не превышает примерно -76°F.
Поскольку он относится к вспомогательным материалам для первого и второго штампов 220, 222 и шпилек 320, материал HH2 по сравнению со сплавом Haynes 230 дает малое, но значимое различие в коэффициентах теплового расширения для двух материалов. Специалист в данной области техники должен заметить, что предполагаются и альтернативные вспомогательные металлы или сплавы металлов постольку, поскольку существует различие коэффициентов теплового расширения между альтернативными материалами. Как хорошо известно, коэффициенты теплового расширения материала являются сложными и могут сильно изменяться, когда изменяется реальная температура, но они определяют соотношения изменения размера материала, когда изменяется температура материала. Коэффициент теплового расширения представляет собой относительное увеличение длины при единичном росте температуры. Он может определяться при проточной температуре или в некотором диапазоне температур. Тепловое расширение представляет собой важный фактор при конструировании, и им часто пренебрегают. Как будет понятно специалисту в данной области техники, коэффициент теплового расширения для материала HH2 чуть выше, чем для сплава Haynes 230. Таким образом, первый и второй штампы 220, 222 будут расширяться чуть больше, чем шпильки 320, при воздействии температуры, превышающей температуры отжига обоих материалов. При использовании, когда температура в печи увеличивается, первый и второй штампы 220, 222 начнут расширяться. Это расширение будет ограничиваться шпильками 320, которые расширяются медленнее. В дополнение к этому, поскольку шпильки 320 могут иметь различную длину, длина шпилек может дополнительно ограничивать расширение первого и второго штампов. Разница в расширении между первым и вторым штампами и шпильками переносит давление на пневматический мешок 340, который, в свою очередь, обеспечивает равномерную нагрузку на рабочие поверхности 120, 170 соединения первого и второго компонентов 102, 104. Далее, увеличение температуры в печи будет увеличивать давление в пневматическом мешке 340, который, в свою очередь, увеличивает давление между первым и вторым штампами 220, 222 и первым и вторым компонентами 102, 104.
Нерасширяющиеся термопары 344 могут располагаться по меньшей мере в одном штампе из первого и второго штампов 220, 222 для отслеживания температуры. Термопары, как правило, используются в течение вплоть до тридцати циклов соединения, и они могут калиброваться до конкретных пределов. Использование термопар может контролироваться с помощью исследований точности системы, осуществляемых при примерно 1500°F (815°С) при максимальном отклонении от ±4°F (±0,4%) до максимум ±5°F или вплоть до тридцати циклов соединения, в зависимости от того, что произойдет раньше.
Как показано на фиг.20-21, деталь 100, после осуществления способа диффузионного соединения и после того, как соединенные выступы 130 и 172 осторожно удалены из детали, содержит область 370 соединения. Область соединения может проверяться с помощью ультразвука, чтобы убедиться в правильном соединении между рабочей поверхностью 120 соединения первого компонента 102 и секцией 170 второй поверхности 164 второго компонента 104. Затем наружные поверхности детали могут очищаться и подвергаться чистовой обработке.
На фиг.23 приводится сущность метода диффузионного соединения в соответствии с настоящим описанием. Как указано ранее, первый компонент 102 может быть изготовлен из заготовки в виде пластины из AMS 4911 (толщиной приблизительно 0,375 дюйма (0,95 см)), которую подвергают грубой механической обработке, формуют в горячем состоянии, а затем подвергают механической чистовой обработке при подготовке к диффузионному соединению. Второй компонент 104 может быть изготовлен из листовой заготовки из AMS 4911 (толщиной приблизительно 0,040 дюйма (0,016 см)), которую подвергают механической чистовой обработке в виде плоской структуры, а затем формуют в горячем состоянии.
При подготовке к процессу диффузионного соединения два компонента 102, 104 очищают, соединяют вместе, а затем загружают в узел 106 штампа для диффузионного соединения. Для химической чистки первого и второго компонента половинки могут помещаться на стойки для очистки, изготовленные из нержавеющей стали 316. Для очистки могут использоваться до четырех отдельных технологических резервуаров, а именно резервуар щелочной очистки, резервуар химической очистки и травления, резервуар для промывки водопроводной водой и/или резервуар для промывки деионизованной водой. Параметры каждого из резервуаров представлены ниже. Максимальное время между очисткой и диффузионным соединением, как правило, составляет восемь (8) часов или меньше.
Вода = 48" = 745 галлонов (2820 л)
8-10 унций/галлон (0,6-0,7 кг/л) Turco Vitro-Kleene = 500 фунтов (200 кг) (1 1/4 барабана)
Рабочие условия - Температура - 160°F-200°F (71-92°С); Перемешивание с помощью воздуха
Частотный анализ - один раз в неделю
Расчетный предел - Vitro-Kleene 7-12 унций/галлон (0,6-0,8 кг/л)
Целевые пределы - Vitro-Kleene 8-10 унций/галлон (0,5-0,7 кг/л)
35±5% азотной кислоты (HNO3) = 17,8" = 278 галлонов (1052 л)
3±1% фтористоводородной кислоты (HF) = 1,5" = 24 галлона (91 л)
Остальная вода = 31,6" = 493 галлона (1866 л)
Рабочие условия - Температура - от комнатной до 120°F (49°С) макс.; Перемешивание с помощью воздуха
Частотный анализ - дважды в неделю
Расчетный предел - HNO3 (30-40%); *HF (6% макс.); скорость травления 0,0015-0,005 I/S/H
Целевые пределы - HNO3 (31-39%); скорость травления
0,0019-0,0046 I/S/H
*Примечание: кислотные резервуары - должны контролироваться по скорости травления. Процесс может продолжаться, если скорость травления находится в заданных пределах, а HF ниже минимального предела
Рабочие условия - как получено из водопровода;
Перемешивание - воздух или распыление промывочной жидкости при активировании;
Отсутствие загрязнений - таких как частицы ржавчины при перетекании из резервуара
Контрольные пределы - содержание хлора - 2,0 м.д. макс.; Полное растворение
Твердые продукты (TDS) - 750 м.д. макс.; Хлориды - 30 м.д. макс.
Рабочие условия - Температура - как получено из водопровода с помощью установки DI; Перемешивание - распыление при активировании
Контрольные пределы -проводимость - <10 umhos (что соответствует 6 м.д. NaCl); Растворенные твердые продукты в целом (TDS) - 10 м.д. макс.
Первый и второй штампы 220, 222 проверяют, чтобы убедиться в их планарности и параллельности. Длина каждой шпильки 320, как правило, измеряется на точность. Контур каждого штампа 220, 222 и оправки 200 может проверяться после каждого 10-го цикла соединения; однако проверки могут происходить после большего или меньшего количества циклов соединения.
Второй штамп может разделяться на множество секций (например, на 3, 4, 5, 6 секций и т.п.) и сравниваться по определенным параметрам штампа. Данные относительно штампа могут собираться и храниться в электронном виде, для мониторинга. Эти накопленные данные могут служить в качестве инструмента для устранения проблем, относящихся к качеству детали. Пневматический мешок 340 может исследоваться под давлением перед каждым циклом соединения для подтверждения того, что пневматический мешок будет удерживать давление (например, 50 фунт/кв.дюйм (3,4 бар) с помощью газообразного аргона) и что нет протечек. Как показано на фиг.19, узел штампа для диффузионного соединения 106 и оправка могут проверяться после одного или нескольких циклов. В частности, первый и второй штампы 220, 222 и оправка 200, как правило, собираются без пневматического мешка 340, чтобы проверить, что зазор 306, окружающий первый и второй штампы и оправку, не превышает максимального зазора, составляющего приблизительно 0,010 дюйма (0,025 см).
Печь также периодически проверяют. Например, выжигание печи может производиться еженедельно при примерно 2000°F (1093°С) в течение одного часа. Скорости утечки из печи, удовлетворяющие требованиям примерно 3 микрона или меньше в час, осуществляют еженедельно. Проверки однородности температуры в печи до примерно ±15°F осуществляют раз в квартал. Исследование точности системы осуществляют ежемесячно от примерно 0,5% до примерно +5°F максимум (они включают в себя контрольные термопары и загружаемые термопары). Калибровки инструмента осуществляют раз в квартал с точностью примерно ±2°F, отсчитывая в пределах примерно 1°F.
Перед диффузионным соединением, как правило, проверяют следующие пункты: 1) что осуществлено штатное выжигание; 2) что осуществляется штатная скорость утечки, и она равна или меньше, чем заданная величина утечки в час; 3) что имеется достаточное количество газа для доставки в пневматический мешок 340 во время цикла соединения и 4) что первый и второй штампы 220, 222 являются чистыми и не содержат любых остатков масел/консистентной смазки/режущей жидкости и т.п.; если узел 106 штампа для диффузионного соединения не является чистым, штамп для диффузионного соединения должен выжигаться при примерно 1800°F (982°С) в течение примерно 1 часа, печь охлаждаться до примерно 1000°F (537°С) максимум и гаситься с помощью продувки газом; 5) что первый и второй штампы 220, 222 и оправка 200, и пневматический мешок 340 очищены после любых предыдущих циклов соединения (то есть имеют гладкость, соответствующую обработке абразивным материалом Scotch-Brite), без остатков твердых продуктов, остаточного или выступающего материала на поверхности. Поверхности должны быть сухими.
Для сборки узла 106 штампа для диффузионного соединения для цикла диффузионного соединения оператор должен надевать чистые безворсовые перчатки. Оправка 200, первый и второй штампы 220, 222 и пневматический мешок 340 могут покрываться разделительным составом, таким как спрей нитрида бора. Конкретно идентифицируемые критические области первого и второго компонентов также покрывают разделительным составом. Разделительный состав, как правило, используют при диффузионном соединении титановых компонентов. Деталь 100 загружают в оправку 200 и оправку помещают на второй штамп 222, как описано выше, убеждаясь, что соединенные выступы 130, 172 детали 100 сидят соответствующим образом во втором штампе. Пневматический мешок 340 помещают по меньшей мере частично поверх детали и фиксируют на первом штампе. Затем шпильки 320 фиксируют на узле 106 штампа для диффузионного соединения, отмечая, что шпильки могут нумероваться и коррелировать с пронумерованным положением на первом штампе 220. Пневматический мешок 340 надувают газом и удерживают, чтобы убедиться в том, что пневматический мешок поддерживает адекватное давление. Узел 106 штампа для диффузионного соединения, содержащий оправку 200 и деталь 100, загружают затем в вакуумную печь с заданной ориентацией (то есть под углом 45° справа налево от передней до задней части). Клапаны давления газа оставляют открытыми, чтобы предотвратить рост давления в пневматическом мешке до достижения температуры выдерживания. Система пирометрии печи контролируется относительно выполнения установленных требований. Печь сначала продувают газообразным аргоном для вытеснения любых атмосферных загрязнений, а затем печь откачивают до заданного уровня вакуума. Множество штампов для соединения могут запускаться в одной загрузке печи в зависимости от размера используемой вакуумной печи.
Цикл диффузионного соединения по настоящему описанию, как правило, осуществляют при следующих заданных параметрах; хотя необходимо понимать, что эти примерные параметры могут изменяться.
ОБОРУДОВАНИЕ: ПРЕСС ДЛЯ ВАКУУМНОГО СОЕДИНЕНИЯ
СПЕЦИФИКАЦИЯ МАТЕРИАЛА: AMS 4911 макс. STK. THK.: 0,300" (0,76 см) (только для сравнения)
ПРИМЕРНЫЙ РАЗМЕР ДЕТАЛИ: 6 дюйм × 42 дюйм (15 см × 106 см) (размер штампа 10 дюйм × 1' × 3,5' (25 см × 30 см × 91 см))
АТМОСФЕРА (ВО ВРЕМЯ УДЕРЖИВАНИЯ): 5×10-4 Торр макс.
Установленная точка контроллера может устанавливаться в пределах 10 град. выше или ниже, чем температура выдерживания для приведения разброса TC в равномерно распределенные пределы ±.
1-ая Скорость постепенного повышения: 20 F/ мин макс.
1-ая Температура удерживания: 1500±50 град. F.
1-ое Время удерживания: Выравнивание TC с точностью ±20.
2-ая Скорость постепенного повышения: 5 F/ Min. Макс.
2-ая Температура удерживания: 1700±15 град. F.
2-ое Время удерживания: Выдерживают 150-170 минут.
3-я Скорость постепенного понижения; охлаждение печи.
3-я Температура удерживания: 1200 град. F (649°С).
3-е Время удерживания: N/A.
4-ая Температура удерживания: N/A.
4-ое Время удерживания: N/A.
ОБОРУДОВАНИЕ: ПРЕСС ДЛЯ ВАКУУМНОГО СОЕДИНЕНИЯ
СПЕЦИФИКАЦИЯ МАТЕРИАЛА: AMS 4911 макс. STK. THK.: 0,300" (0,76 см) (только для сравнения)
ПРИМЕРНЫЙ РАЗМЕР ДЕТАЛИ: 6 дюйм × 42 дюйм (15 см × 106 см) (размер штампа 10 дюйм × 1' × 3,5' (25 см × 30 см × 91 см))
АТМОСФЕРА (ВО ВРЕМЯ УДЕРЖИВАНИЯ): 5×10-4 Торр макс.
Установленная точка контроллера может устанавливаться в пределах 10 град. выше или ниже, чем температура выдерживания для приведения разброса TC в равномерно распределенные пределы ±.
1-ая Скорость постепенного повышения: 20 F/ мин макс.
1-ая Температура удерживания: 1500±20 град. F.
1-ое Время удерживания: Выравнивание TC с точностью ±20.
2-ая Скорость постепенного повышения: 5 F/ Min. Макс.
2-ая Температура удерживания: 1700±15 град. F.
2-ое Время удерживания: 150-170 минут.
3-я Скорость постепенного понижения; охлаждение печи.
3-я Температура удерживания: 1000 град. F (538°С).
3-е Время удерживания: N/A.
4-ая Температура удерживания: N/A.
4-ое Время удерживания: N/A.
После соединения металлографические образцы отбирают и оценивают на целостность соединения. Деталь 100 может также проверяться с помощью ультразвука. Например, область 370 соединения может проверяться с использованием режима L-волны в импульсно-эховом режиме. Область соединения проверяют с помощью ультразвукового луча, в целом, перпендикулярного к поверхности детали (например, с точностью примерно ±1 градус) и сфокусированного на стыковом соединении. Лабораторное исследование может осуществляться непосредственно от образцов, полученных от избыточных обрезанных областей каждой детали, полученной с помощью диффузионного соединения. После проверки с помощью ультразвука деталь затем подвергают механической чистовой обработке, чистят и доводят вручную, чтобы она удовлетворяла заданным визуальным требованиям. Опять же, деталь 100 приводится только в качестве примера. Необходимо понимать, что детали, имеющие альтернативные формы и размеры, могут быть изготовлены с помощью способа диффузионного соединения, описанного в настоящем документе.
Как очевидно из упомянутого выше, узел 106 штампа для диффузионного соединения является уникальным по нескольким причинам. Штамп может работать вплоть до примерно 1720°F (938°С). Материал штампа может представлять собой отливку из HH2, которая имеет чуть более высокое содержание углерода, чем стандартная нержавеющая сталь 309 для литья. Механическая однородная нагрузка, которая прикладывается к рабочей поверхности соединения при высокой температуре, может быть получена с использованием пневматического мешка 340 из нержавеющей стали 309. Это позволяет данному типу инструмента работать почти в любой стандартной вакуумной печи только с небольшой модификацией для подвода трубки для пневматического мешка. Первый и второй штампы 220, 222 могут удерживаться вместе при высокой температуре с использованием шпилек 320, изготовленных из сплава Haynes 230. Этот материал может использоваться, поскольку он имеет чуть более низкий коэффициент теплового расширения по сравнению с материалом штампа из HH2. Как показано на фиг.16, это позволяет относительно свободное соединение вместе деталей штампа, которое затем становится плотным при высокой температуре, когда имеет место воздействие нагрузки на рабочую поверхность соединения.
Будет понятно, что может быть желательным объединение нескольких из описанных выше и других особенностей и способов или их альтернатив во множестве других систем или применений. Также варианты, в настоящее время не предусмотренные, или их неожиданные альтернативы, модификации, варианты или усовершенствования могут быть впоследствии осуществлены специалистами в данной области техники. Они также, как предполагается, охватываются следующей далее формулой изобретения и ее эквивалентами.
Изобретения могут быть использованы при диффузионном соединении компонентов, имеющих поверхности непланарной формы, в частности деталей авиационного двигателя. На оправке позиционируют в положении взаимного совмещения встык первый компонент со стороны давления, имеющий первую рабочую поверхность соединения, и второй компонент со стороны разрежения, имеющий вторую рабочую поверхность соединения. Контур первой поверхности оправки совпадает по меньшей мере с частью поверхности первого компонента, а контур второй поверхности оправки - с частью второго компонента. Соединяют компоненты в отдельных положениях вдоль их продольной линии. Первый и второй компоненты вместе с оправкой позиционируют в узле штампа. Осуществляют в печи диффузионное соединение упомянутых рабочих поверхностей компонентов с приложением однородного давления вдоль поверхности соединения компонентов. Первый и второй штамп узла штампа имеют возможность разъемного соединения посредством множество элементов крепления с меньшим коэффициентом теплового расширения. Гибкий пневматический контейнер для приложения однородного давления сконструирован с возможностью его размещения между одним из штампов и одной из поверхностей соединения компонентов. Изобретения минимизируют изменения в геометрии соединяемых компонентов, обеспечивают их эффективную герметизацию при диффузионной сварке и высокое качество соединения. 4 н. и 42 з.п. ф-лы, 23 ил., 1 табл.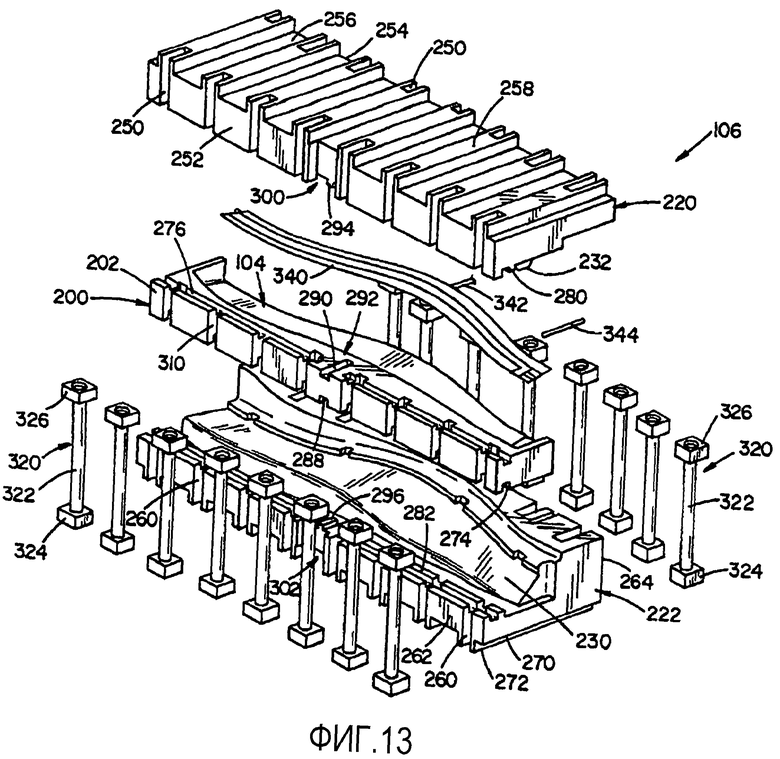
1. Способ формирования детали, которая содержит первый компонент и второй компонент, и эти два компонента диффузионно соединены вместе, при этом способ включает:
получение первого компонента, причем первый компонент конфигурируется как компонент со стороны давления и содержит первую рабочую поверхность соединения;
получение отдельного второго компонента, второй компонент конфигурируется как компонент со стороны разрежения и содержит вторую рабочую поверхность соединения;
получение оправки, при этом оправка содержит первую поверхность, имеющую контур, который совпадает по меньшей мере с частью первого компонента, и вторую поверхность, имеющую контур, который совпадает по меньшей мере с частью второго компонента;
позиционирование первого и второго компонентов на оправке таким образом, что первая рабочая поверхность соединения и вторая рабочая поверхность соединения находятся в положении взаимного совмещения встык;
соединение первого компонента со вторым компонентом в отдельных положениях вдоль продольной длины первого и второго компонентов и в положении, которое отделено некоторым расстоянием от первой и второй рабочих поверхностей соединения;
позиционирование соединенных первого и второго компонентов вместе с оправкой в узле штампа, причем узел штампа содержит первый штамп, второй штамп и множество элементов крепления для разъемного соединения первого штампа со вторым штампом, при этом первый и второй штампы сформированы из первого материала, имеющего первый коэффициент теплового расширения, элементы крепления сформированы из второго материала, имеющего второй меньший коэффициент теплового расширения, и по меньшей мере один из указанных первого и второго компонентов сформирован из материала, имеющего композицию, отличную от указанного первого и второго штампов и указанных элементов крепления;
помещение узла штампа в вакуумную печь для цикла диффузионного соединения;
откачку печи от газов, которые могут загрязнять и отрицательно влиять на диффузионное соединение между первым и вторым компонентами;
повышение температуры печи до заданной температуры;
приложение однородного давления вдоль поверхности раздела между первой и второй рабочими поверхностями соединения первого и второго компонентов;
поддержание уровня вакуума, температуры и давления в печи в течение заданного периода времени для формирования диффузионного соединения между первой и второй рабочими поверхностями соединения; и
удаление узла штампа, содержащего диффузионно-соединенные первый и второй компоненты, из печи.
2. Способ по п.1, в котором указанная стадия приложения однородного давления включает использование заполненного газом контейнера, сформированного из гибкого листового материала, причем контейнер позиционируется между одним из первого и второго компонентов и одним из первого и второго штампов, и давление в контейнере контролируют при заданном давлении и поддерживают в течение заданного периода времени, при этом контейнер обеспечивает однородную нагрузку на поверхность раздела между первой и второй рабочими поверхностями соединения первого и второго компонентов во время указанного формирования указанного диффузионного соединения между первой и второй рабочими поверхностями соединения.
3. Способ по п.2, который дополнительно включает формирование углубленной части на внутренней поверхности одного из первого и второго штампов и помещение по меньшей мере части контейнера в ней для осуществления перехода для соединения.
4. Способ по п.1, в котором указанная стадия приложения однородного давления включает использование первого материала и второго материала соответствующих первого и второго штампов и множества элементов крепления, причем повышение температуры в печи заставляет первый и второй штампы расширяться с большей скоростью, чем множество элементов крепления, и множество элементов крепления ограничивает расширение первого и второго штампов во время указанного формирования указанного диффузионного соединения между первой и второй рабочими поверхностями соединения.
5. Способ по п.3, в котором указанная стадия приложения однородного давления включает использование первого материала и второго материала соответствующих первого и второго штампов и множества элементов крепления, причем повышение температуры в печи заставляет первый и второй штампы расширяться с большей скоростью, чем множество элементов крепления, и множество элементов крепления ограничивает расширение первого и второго штампов во время указанного формирования указанного диффузионного соединения между первой и второй рабочими поверхностями соединения.
6. Способ по п.1, который дополнительно включает получение по меньшей мере двух элементов крепления с различной длиной.
7. Способ по п.5, который дополнительно включает получение по меньшей мере двух элементов крепления с различной длиной.
8. Способ по п.1, который дополнительно включает изготовление первого и второго компонентов из заготовки в виде пластины из титанового сплава, при этом по меньшей мере один из первого и второго компонентов имеет непланарную форму.
9. Способ по п.7, который дополнительно включает изготовление первого и второго компонентов из заготовки в виде пластины из титанового сплава, при этом по меньшей мере один из первого и второго компонентов имеет непланарную форму.
10. Способ по п.1, который дополнительно включает изготовление множества элементов крепления из сплава Haynes 230, и по меньшей мере один из указанного первого и второго компонентов штампа формируют из материала нержавеющей стали для литья, имеющего более высокое содержание углерода, чем стандартная нержавеющая сталь для литья 309.
11. Способ по п.9, который дополнительно включает изготовление множества элементов крепления из сплава Haynes 230, и по меньшей мере один из указанного первого и второго компонентов штампа формируют из материала нержавеющей стали для литья, имеющего более высокое содержание углерода, чем стандартная нержавеющая сталь для литья 309.
12. Способ по п.1, в котором температура печи во время формирования указанного диффузионного соединения между первой и второй рабочими поверхностями соединения составляет не более чем примерно 1720°F (938°C), при этом температуру удерживают выше, чем примерно 1550°F (843°С) в течение до примерно 170 мин.
13. Способ по п.11, в котором температура печи во время формирования указанного диффузионного соединения между первой и второй рабочими поверхностями соединения составляет не более чем примерно 1720°F (938°С), при этом температуру удерживают выше, чем примерно 1550°F (843°C) в течение до примерно 170 мин.
14. Способ по п.1, в котором вакуум в печи составляет по меньшей мере примерно 5·10-4 Торр.
15. Способ по п.13, в котором вакуум в печи составляет по меньшей мере примерно 5·10-4 Торр.
16. Способ по п.1, в котором температура печи во время формирования указанного диффузионного соединения между первой и второй рабочими поверхностями соединения составляет не более чем примерно 1720°F (938°C), при этом температуру удерживают выше, чем примерно 1550°F (843°C) в течение до примерно 170 мин, и давление в контейнере во время формирования диффузионного соединения между первой и второй рабочими поверхностями соединения повышают, а затем поддерживают по меньшей мере при 90 фунт/кв.дюйм (6,2 бар) в течение по меньшей мере примерно 50 мин, затем повышают и затем поддерживают при не более чем примерно 260 фунт/кв.дюйм (18 бар) в течение по меньшей мере примерно 50 мин, а затем понижают и поддерживают при не более чем 210 фунт/кв.дюйм (14,5 бар) в течение остальной части цикла диффузионного соединения.
17. Способ по п.15, в котором температура печи во время формирования указанного диффузионного соединения между первой и второй рабочими поверхностями соединения составляет не более чем примерно 1720°F (938°С), при этом температуру удерживают выше, чем примерно 1550°F (843°C) в течение до примерно 170 мин и давление в контейнере во время формирования диффузионного соединения между первой и второй рабочими поверхностями соединения повышают, а затем поддерживают по меньшей мере при 90 фунт/кв.дюйм (6,2 бар) в течение по меньшей мере примерно 50 мин, затем повышают и затем поддерживают при не более чем примерно 260 фунт/кв.дюйм (18 бар) в течение по меньшей мере примерно 50 мин, а затем понижают и поддерживают при не более чем 210 фунт/кв.дюйм (14,5 бар) в течение остальной части цикла диффузионного соединения.
18. Способ по п.1, который дополнительно включает позиционирование соединенных первого и второго компонентов и оправки на одном из первого и второго штампов и скрепление со свободной посадкой первого штампа со вторым штампом, причем указанный первый и второй штампы являются скрепленными друг с другом со свободной посадкой до тех пор, пока давление в контейнере не повышают.
19. Способ по п.17, который дополнительно включает позиционирование соединенных первого и второго компонентов и оправки на одном из первого и второго штампов и скрепление со свободной посадкой первого штампа со вторым штампом, причем указанный первый и второй штампы являются скрепленными друг с другом со свободной посадкой до тех пор, пока давление в контейнере не повышают.
20. Способ по п.1, который дополнительно включает получение по меньшей мере двух выступов на первом компоненте и по меньшей мере двух выступов на втором компоненте, и совмещение по меньшей мере двух выступов первого и второго компонентов на оправке, и соединение по меньшей мере двух выступов первого компонента по меньшей мере с двумя выступами второго компонента так, что первый компонент со вторым компонентом соединяются в отдельных положениях вдоль продольной длины первого и второго компонентов и в положении, которое отделено некоторым расстоянием от первой и второй рабочих поверхностей соединения.
21. Способ по п.19, который дополнительно включает получение по меньшей мере двух выступов на первом компоненте и по меньшей мере двух выступов на втором компоненте, и совмещение по меньшей мере двух выступов первого и второго компонентов на оправке, и соединение по меньшей мере двух выступов первого компонента по меньшей мере с двумя выступами второго компонента так, что первый компонент со вторым компонентом соединяются в отдельных положениях вдоль продольной длины первого и второго компонентов и в положении, которое отделено некоторым расстоянием от первой и второй рабочих поверхностей соединения.
22. Способ по п.1, который дополнительно включает покрытие оправки и первого и второго штампов разделительным составом.
23. Способ по п.21, который дополнительно включает покрытие оправки и первого и второго штампов разделительным составом.
24. Способ диффузионного соединения компонентов, включающий:
получение первого компонента, содержащего первую рабочую поверхность соединения, имеющую волнообразную форму;
получение второго компонента, содержащего вторую рабочую поверхность соединения, имеющую волнообразную форму;
подготовку и очистку совмещаемых первой и второй рабочих поверхностей соединения, которые должны диффузионно соединяться, до заданного состояния, при котором становится возможным диффузионное соединение вдоль поверхности раздела между поверхностями;
соединение первого компонента со вторым компонентом в отдельных положениях вдоль продольной длины первого и второго компонентов и в положении, которое отделено некоторым расстоянием от первой и второй рабочих поверхностей соединения, так что первая и вторая рабочие поверхности соединения находятся в положении взаимного совмещения встык;
использование узла штампа для диффузионного соединения, конфигурированного для разъемного соединения соединенных компонентов в нем, причем узел штампа содержит первый штамп, второй штамп и множество элементов крепления для разъемного соединения первого штампа со вторым штампом;
покрытие узла штампа и выбранных частей первого и второго компонентов разделительным составом, при этом покрытие отсутствует на первой и второй рабочих поверхностях для соединения;
размещение первого и второго компонентов с первой и второй рабочими поверхностями соединения в положении взаимного совмещения встык в узле штампа;
помещение узла штампа в вакуумную печь в течение цикла диффузионного соединения;
откачку печи от газов, которые могут загрязнять и отрицательно влиять на диффузионное соединение между первым и вторым компонентами;
повышение температуры печи до первой температуры;
поддержание первой температуры в течение заданного периода времени;
повышение температуры печи до второй температуры, причем указанная вторая температура больше, чем первая температура;
поддержание второй температуры в течение заданного периода времени;
приложение первого давления при второй температуре вдоль поверхности раздела первого и второго компонентов в течение заданного периода времени;
повышение прикладываемого давления до второго давления, причем указанное второе давление больше, чем первое давление;
приложение второго давления при второй температуре вдоль поверхности раздела первого и второго компонентов в течение заданного периода времени;
понижение прикладываемого давления до третьего давления, причем указанное третье давление больше, чем первое давление;
приложение третьего давления при второй температуре вдоль поверхности раздела первого и второго компонентов в течение заданного периода времени;
понижение температуры печи до третьей температуры, причем третья температура меньше, чем первая температура; и
удаление узла штампа, содержащего диффузионно-соединенные первый и второй компоненты, из печи.
25. Способ по п.24, в котором стадия приложения однородного давления включает использование заполненного газом контейнера, сформированного из материала гибкого металлического листа, при этом контейнер обеспечивает однородную нагрузку на поверхность раздела первого и второго компонентов.
26. Способ по п.24, в котором материал первого и второго компонентов отличается от материала первого и второго штампов, а указанный материал указанных креплений отличается от первого и второго штампов и от первого и второго компонентов, при этом первый и второй штампы формируют из первого материала, имеющего первый коэффициент теплового расширения, и элементы крепления формируют из второго материала, имеющего второй коэффициент теплового расширения, меньший, чем коэффициент теплового расширения первого материала.
27. Способ по п.24, в котором стадия приложения однородного давления включает использование первого и второго штампов и множества элементов крепления, при этом повышение температуры в печи заставляет первый и второй штампы расширяться при большей скорости, чем множество элементов крепления, а множество элементов крепления ограничивает расширение первого и второго штампов, что, в свою очередь, по меньшей мере частично заставляет первый и второй штампы обеспечивать однородную нагрузку на поверхность раздела первого и второго компонентов.
28. Способ по п.24, в котором первый компонент и второй компонент формируют из титанового сплава для литья, а первый и второй компоненты штампа формируют из материала нержавеющей стали для литья, имеющей более высокое содержание углерода, чем стандартная нержавеющая сталь для литья 309.
29. Способ по п.24, в котором первая температура составляет от примерно 1500°F до примерно 1550°F (816-843°C), и давление в контейнере не повышают при первой температуре.
30. Способ по п.24, в котором вторая температура составляет от примерно 1685°F до примерно 1715°F (918-935°C), и температуру удерживают в течение от приблизительно 150 мин до приблизительно 170 мин, при этом первое прикладываемое давление составляет от примерно 90 фунт/кв.дюйм до примерно 110 фунт/кв.дюйм (6,2-7,6 бар) в течение приблизительно 50-60 мин, второе прикладываемое давление составляет от примерно 240 фунт/кв.дюйм до примерно 260 фунт/кв.дюйм (16,5-17,9 бар) в течение приблизительно 50-60 мин, и третье прикладываемое давление составляет от примерно 190 фунт/кв.дюйм до примерно 210 фунт/кв.дюйм (13-14,5 бар) в течение остальной части цикла диффузионного соединения.
31. Способ по п.24, в котором третья температура составляет по меньшей мере примерно 1000°F (538°С).
32. Способ по п.24, в котором вторая температура составляет от примерно 1685°F (918°C) до примерно 1715°F (935°C), и температуру удерживают в течение от приблизительно 150 мин до приблизительно 170 мин, при этом первое прикладываемое давление составляет от примерно 90 фунт/кв.дюйм до примерно 110 фунт/кв.дюйм (6,2-7,6 бар) в течение приблизительно 50-60 мин, второе прикладываемое давление составляет от примерно 190 фунт/кв.дюйм до примерно 210 фунт/кв.дюйм (13-14,5 бар) в течение приблизительно 50-60 мин, и третье прикладываемое давление составляет от примерно 140 фунт/кв.дюйм до примерно 160 фунт/кв.дюйм (9,7-11 бар) в течение остальной части цикла диффузионного соединения.
33. Способ по п.24, в котором третья температура составляет по меньшей мере примерно 1200°F (649°C).
34. Способ по п.24, в котором стадия нанесения покрытия включает распыление над узлом штампа спрея с нитридом бора.
35. Способ по п.24, который дополнительно включает проверку с помощью ультразвука области соединения диффузионно-соединенных первого и второго компонентов.
36. Узел штампа для диффузионного соединения, предназначенный для диффузионного соединения первого компонента, имеющего непланарную первую рабочую поверхность соединения, со вторым компонентом, имеющим непланарную вторую рабочую поверхность соединения, при этом узел штампа для диффузионного соединения содержит:
оправку, конфигурированную для разъемного удерживания первого и второго компонентов, причем первая рабочая поверхность соединения и вторая рабочая поверхность соединения находятся в положении взаимного совмещения встык на оправке;
верхний штамп, содержащий верхнюю поверхность и нижнюю поверхность, причем нижняя поверхность содержит первую часть, конфигурированную для зацепления с оправкой, и вторую часть, конфигурированную для совмещения с одним из первого и второго компонентов;
нижний штамп, содержащий верхнюю поверхность и нижнюю поверхность, верхняя поверхность содержит первую часть, конфигурированную для зацепления оправки, и вторую часть, конфигурированную для совмещения с одним из первого и второго компонентов;
гибкий пневматический контейнер, сконструированный по меньшей мере для частичного помещения между одним из верхнего и нижнего штампов и одной из первой и второй рабочих поверхностей соединения первого и второго компонентов; и
множество элементов крепления для соединения верхнего штампа с нижним штампом, причем множество креплений сконфигурировано для ограничения расширения верхнего и нижнего штампов во время цикла диффузионного соединения, при этом верхний и нижний штампы сформированы из первого материала, имеющего первый коэффициент теплового расширения, а элементы крепления сформированы из второго материала, имеющего второй коэффициент теплового расширения, который меньше, чем первый коэффициент теплового расширения.
37. Узел штампа по п.36, в котором верхний и нижний штампы сформированы из материала нержавеющей стали для литья, имеющей более высокое содержание углерода, чем стандартная нержавеющая сталь для литья 309.
38. Узел штампа по п.36, в котором верхний штамп содержит множество первых вырезов, и нижний штамп содержит множество соответствующих вторых вырезов, причем первый и второй вырезы имеют такие размеры, чтобы принимать по меньшей мере часть элементов крепления.
39. Узел штампа по п.36, в котором оправка содержит множество вырезов, чтобы принимать по меньшей мере часть элементов крепления.
40. Узел штампа по п.36, в котором каждый элемент крепления имеет заданную длину, причем длина элемента крепления зависит от положения его установки на верхнем и нижнем штампах, и множество креплений имеет отличающуюся длину.
41. Узел штампа по п.36, в котором нижняя поверхность верхнего штампа содержит углубленную часть, и по меньшей мере часть пневматического контейнера располагается в углубленной части для осуществления перехода для соединения.
42. Узел штампа по п.36, в котором оправка содержит основание и консоль, простирающуюся из основания, при этом консоль содержит первую поверхность и противоположную вторую поверхность, причем по меньшей мере часть первого компонента разъемно соединена с первой поверхностью, по меньшей мере часть второго компонента разъемно соединена со второй поверхностью, консоль оправки содержит дугообразную конечную часть, и дугообразный конец зацепляется с частью первого компонента для разъемного удерживания первого компонента на оправке.
43. Деталь, сформированная с помощью диффузионного соединения, при этом деталь содержит первый компонент, содержащий первую рабочую поверхность соединения, вторую поверхность, смещенную по отношению к первой поверхности с помощью соединительной дугообразной стенки, и третью поверхность, противоположную к первой и второй поверхностям; второй компонент, содержащий первую поверхность и вторую поверхность, причем секция второй поверхности формирует вторую рабочую поверхность соединения, которая соединяется с первой рабочей поверхностью соединения первого компонента, при этом первая рабочая поверхность соединения и вторая рабочая поверхность соединения имеют лентообразную форму, и первая и вторая рабочие поверхности соединения диффузионно соединены друг с другом, причем первый компонент содержит первую секцию и вторую секцию, и первый компонент в целом искривляется вдоль двух противоположных диаметров от первой секции до второй секции, а второй компонент содержит первую секцию и вторую секцию, и второй компонент в целом искривляется вдоль двух противоположных диаметров от первой секции до второй секции.
44. Деталь по п.43, в которой первая и третья поверхности вместе определяют первую секцию первого компонента, и вторая и третья поверхности вместе определяют вторую секцию первого компонента, причем первая секция увеличивается по толщине, когда переходит во вторую секцию, а вторая секция уменьшается по толщине, когда простирается из первой секции.
45. Деталь по п.43, в которой первая секция второго компонента имеет постоянную толщину, а вторая секция второго компонента имеет уменьшающуюся толщину.
46. Деталь по п.43, которая дополнительно содержит бортик, причем бортик соединяет стенку и первую поверхность, и конечная часть бортика является смещенной по отношению к первой поверхности.
| Устройство для сжатия деталей при диффузионной сварке | 1989 |
|
SU1625627A1 |
| RU 94024851 A1, 10.05.1996 | |||
| Способ изготовления диффузионной сваркой многослойных цилиндрических панелей | 1986 |
|
SU1407730A1 |
| US 6003754 A, 21.12.1999 | |||
| US 6105261 A, 22.08.2000 | |||
| US 3649425 A, 14.03.1972. | |||

