Уровень техники
1. Область техники, к которой относится изобретение
Изобретение согласно настоящему описанию относится к способу теплоснабжения процесса химической конверсии и, в частности, к способу и устройству для производства олефина, особенно к способу и устройству для производства стирола дегидрированием этилбензола.
2. Уровень техники
Производство стирола каталитическим дегидрированием этилбензола хорошо известно в технике. Как правило, исходная реакционная смесь, содержащая пар и этилбензол, контактирует с катализатором в реакторе при температуре на входе от приблизительно 600°C до приблизительно 650°C для осуществления конверсии. Пар нагревают до предварительно определенной температуры в пароперегревателе. Пар обеспечивает, по меньшей мере, часть тепла, требуемого для реакции, и, в качестве разбавителя, уменьшает парциальное давление стирола и водорода, сдвигая тем самым равновесие реакции в сторону образования стирола.
В патенте США № 4628136, выданном фирме Sardina, описан способ дегидрирования для производства стирола из этилбензола в присутствии пара. Этилбензол и вода образуют азеотропную смесь, которая кипит при меньшей температуре, чем любой из ее компонентов (этилбензол и вода). Большая часть исходной реакционной смеси этилбензола и воды испаряется при конденсации отводимого сверху пара из системы разделения этилбензола и стирола. Эта особенность экономит энергию, потому что нужно использовать меньше пара для испарения потока исходной реакционной смеси, и требуется меньше воды для конденсации отводимого сверху пара из системы разделения этилбензола и стирола.
Массовое соотношение пар/масло, то есть соотношение на основе массы пара и этилбензола, содержащегося в потоке исходной реакционной смеси («масло»), представляет собой важный фактор в дегидрировании этилбензола. Ранее заводы по производству стирола работали при общем массовом соотношении пар/масло от 1,3 до 1,7. Усовершенствованные катализаторы позволили осуществлять данный способ при массовых соотношениях пар/масло, составляющих приблизительно 1,0, с приемлемыми уменьшениями выхода или конверсии этилбензола.
Для ввода соответствующего количества тепла в систему при общем массовом соотношении пар/масло, составляющем 1,0 или меньше, температура на выходе из пароперегревателя должна быть увеличена до 950°C или даже выше. Однако температуры пароперегревателя выше 927°C требуют использования особого и дорогостоящего металлического оборудования. Было бы предпочтительно использование устройства, которое работает как при низких соотношениях пар/масло, так и при пониженных температурах.
Сущность изобретения
В варианте осуществления настоящего изобретения в данном описании предложен способ теплоснабжения процесса химической конверсии потока, содержащего, по меньшей мере, один химический реагент. Данный способ включает стадии: (a) перегревание теплопередающей текучей среды; (b) передача тепла от перегретой теплопередающей текучей среды к потоку исходной реакционной смеси; (c) разделение, по меньшей мере, частичное, теплопередающей текучей среды на первую часть и вторую часть; (d) повышение давления первой части теплопередающей текучей среды; (e) рециркуляция первой части теплопередающей текучей среды под давлением на стадию перегревания (a); и (f) введение второй части теплопередающей текучей среды в поток исходной реакционной смеси.
В другом варианте осуществления в настоящем описании предложен способ производства олефина каталитическим дегидрированием потока исходной реакционной смеси, которая содержит углеводород, имеющий, по меньшей мере, часть молекулы, способную подвергаться дегидрированию, включая, например, алкильные соединения (в том числе этан, пропан, бутан и т.д.) и алкилароматические соединения (в том числе этилбензол, н-пропилбензол, кумол и т.д.). Данный способ включает передачу тепла от перегретого пара, который может быть уже нагретым за счет косвенного теплообмена, к потоку исходной реакционной смеси, содержащему пар в качестве разбавителя и углеводород, который может быть дегидрирован, и дополнительное тепло от перегретого пара является достаточным для осуществления каталитического дегидрирования, по меньшей мере, части углеводорода, который может быть дегидрирован, в реакционной зоне, причем после теплопередачи перегретый пар становится отработанным паром. Отработанный пар разделяют на два потока: рециркуляционный пар и технологический пар. В рециркуляцонном паре повышают давление с помощью термокомпрессора. Затем его объединяют с энергетическим паром и нагревают до предварительно определенной температуры в пароперегревателе. Технологический пар реакции подогревают до образования перегретого пара и объединяют с потоком исходной реакционной смеси, содержащей углеводород, который может быть дегидрирован, до ввода в реактор дегидрирования. Чистый результат состоит в том, что больше перегретого пара становится доступным для теплопередачи по сравнению с количеством пара, которое требуется для обеспечения соотношения пар/масло в реакторе.
Кроме того, предложено устройство для производства стирола каталитическим дегидрированием этилбензола.
Способ и устройство, описанные в настоящем изобретении, можно преимущественно использовать при соотношении пар/масло, составляющем 1,0 или меньше, при этом требуется достаточно низкая температура перегретого пара, чтобы избежать необходимости в специализированном металлическом оборудовании для печи пароперегревателя и линий теплопередачи (т.е. трубопроводных соединений для передачи перегретого пара из печи пароперегревателя в теплообменники и реакторы и обратно в пароперегреватель). Эту схему можно также использовать при более высоких массовых соотношениях пар/масло.
Краткое описание чертежей
Ниже описаны различные варианты осуществления со ссылкой на чертежи, в которых:
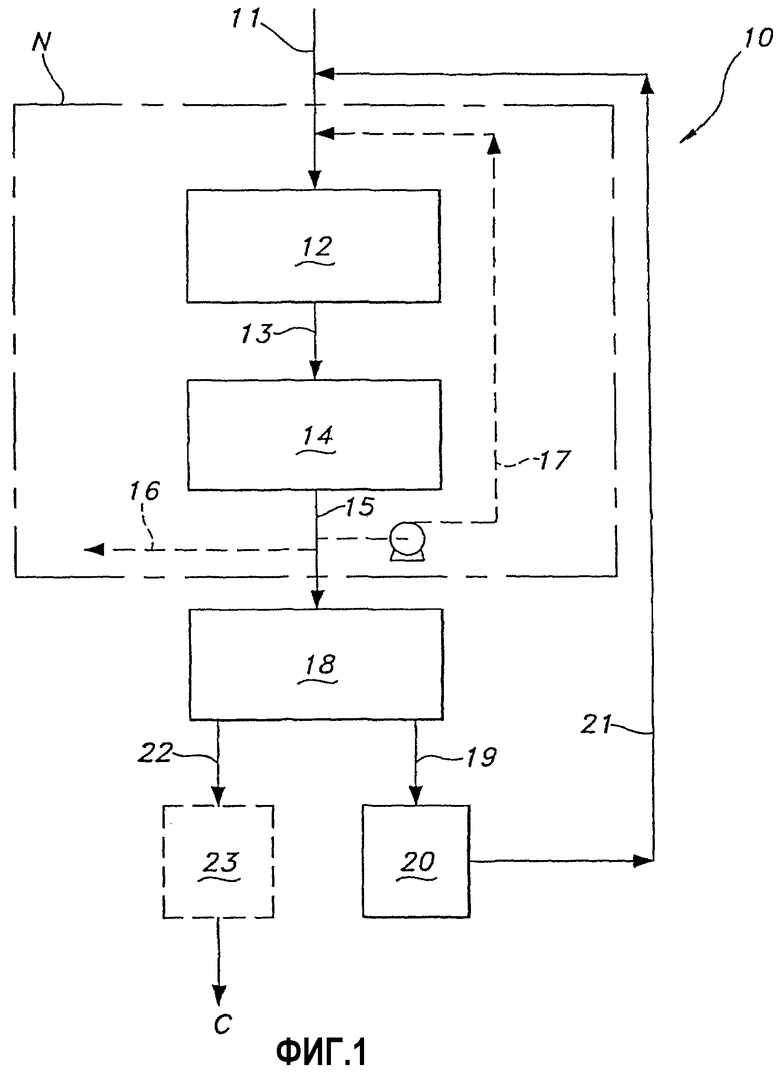
фиг.1 представляет собой схему последовательности технологических операций способа теплоснабжения потока исходной реакционной смеси процесса химической конверсии;
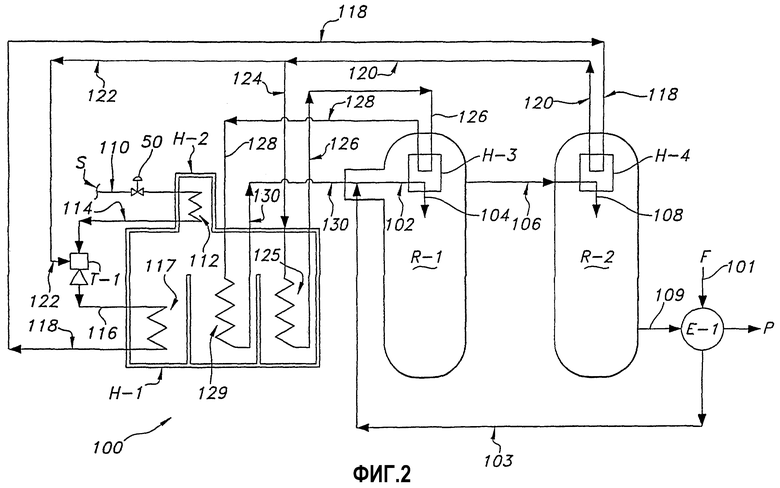
фиг.2 представляет собой схему последовательности технологических операций способа и устройства для производства стирола из этилбензола; и
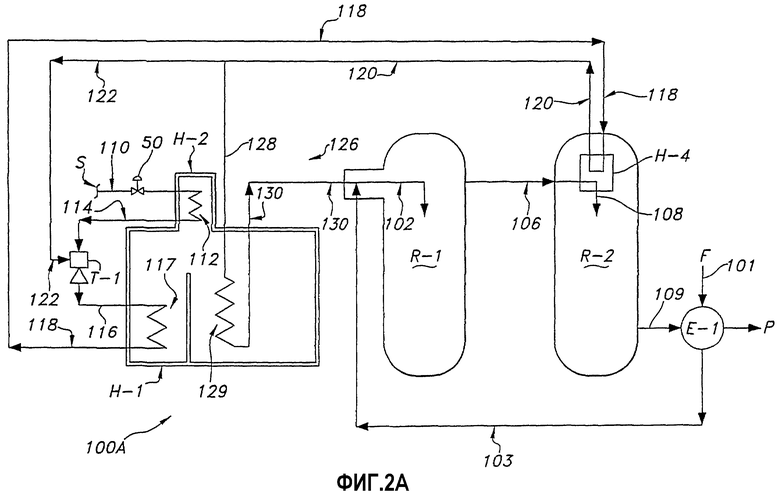
фиг.2A представляет собой схему последовательности технологических операций альтернативного варианта осуществления способа и устройства для производства стирола из этилбензола;
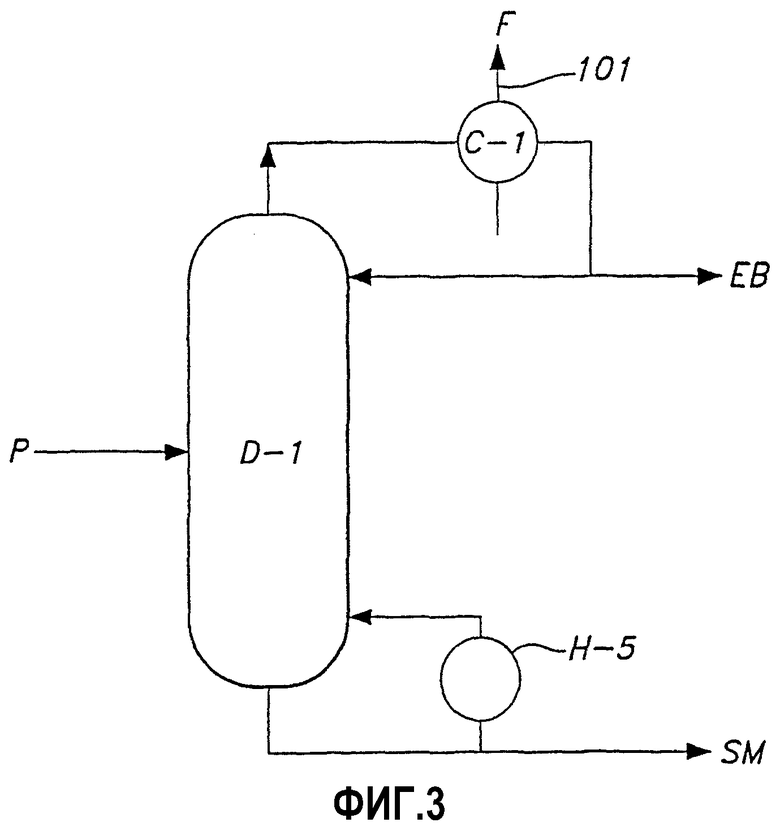
фиг.3 представляет собой схему последовательности технологических операций, иллюстрирующую испарение исходной реакционной смеси путем использования конденсаторной системы делителя ЭБ/МС.
Подробное описание предпочтительных способов (способа) осуществления
Фиг.1 иллюстрирует способ теплоснабжения потока исходной реакционной смеси для процесса химической конверсии. Данный способ использует теплопередающую текучую среду. Предпочтительная теплопередающая текучая среда для процесса химической конверсии, описанного в настоящем изобретении, представляет собой пар. Поток теплопередающей текучей среды 11 перегревают на стадии перегревания 12 для получения перегретой теплопередающей текучей среды 13. Затем тепло передают на стадии теплопередачи 14 от перегретой теплопередающей текучей среды к потоку исходной реакционной смеси процесса химической конверсии, которая содержит один или более химических реагентов. Поток со стадии теплопередачи 14 представляет собой отработанный поток теплопередающей текучей среды 15.
Необязательно часть 16 отработанного потока теплопередающей текучей среды 15 можно отводить и направлять на другие процессы. Также необязательно часть 17 отработанного потока теплопередающей текучей среды 15 можно отводить и рециркулировать на стадию перегревания 12 через традиционную стадию повышения давления (не показана на чертежах). Способ 10, как показано на фиг.1, включает одну выделенную секцию N, включающую стадию перегревания 12 и стадию теплопередачи 14. Однако в других вариантах осуществления способ согласно настоящему изобретению может включать более чем одну выделенную секцию N, внедренную любым известным в технике способом. Вкратце, способ 10 может включать несколько стадий перегревания 12 и стадий теплопередачи 14. Стадии 12 и 14 можно повторять в тех же или различных блоках оборудования. В качестве альтернативы способ 10 можно осуществлять без выделенной секции N.
По меньшей мере, часть отработанного потока теплопередающей текучей среды 15 разделяют на стадии разделения 18 на первую часть 19 и вторую часть 22. Первую часть 19 направляют на стадию 20, в которой повышают давление потока теплопередающей текучей среды. Стадию повышения давления можно осуществлять с помощью механического компрессора или любого другого известного в технике устройства. Предпочтительный компрессор представляет собой термокомпрессор, который использует компрессионную текучую среду. Например, компрессионный пар высокого давления вводят в термокомпрессор для повышения давления первой части 19 отработанного теплопередающего пара 15, который имеет относительно меньшее давление. Сжатый пар 21 (включая пар, введенный как отработанный пар, и пар, введенный как компрессионный пар) затем рециркулируют и подогревают на стадии перегревания 12. Количество компрессионного пара регулируют в соответствии с паром, отводимым из системы. Вторую часть 22 отработанной теплопередающей текучей среды 15 вводят в поток исходной реакционной смеси C процесса химической конверсии. Необязательно вторую часть 22 теплопередающей текучей среды можно подогревать на второй стадии перегревания 23. Способ, описанный в настоящем изобретении, преимущественно используют в способе дегидрирования, как описано ниже.
Настоящий способ дегидрирования относится к производству олефинового углеводорода дегидрированием соответствующего углеводорода. Пар используют в качестве разбавителя и источника части тепла для реакции дегидрирования, которая является эндотермической. Предпочтительно используют два реактора. Реакторы могут, в качестве альтернативы, представлять собой реакторы аксиального потока, радиального потока или параллельного потока. Такие реакторы известны в технике.
Хотя способ и устройство согласно настоящему изобретению можно использовать для любого процесса дегидрирования с применением пара в качестве разбавителя и теплопередающей среды, описанная в настоящем изобретении технология имеет преимущество, в частности, для производства стирола из этилбензола и иллюстрируется в настоящем изобретении для производства стирола. Другие процессы, в которых можно использовать настоящее изобретение, включают производство винилтолуола из этилтолуола, дегидрирование пропана в пропилен и дегидрирование бутана в соединения C4, например 1-бутен, 2-бутен или бутадиен.
Понятно, что определенное оборудование, включая клапаны, трубы, индикаторы, средства управления и т.п., не показаны на чертежах, чтобы упростить их описание, и что соответствующее размещение указанного оборудования считается известным специалисту в данной области техники.
Как показано на фиг.2, исходная реакционная смесь F для устройства дегидрирования 100 включает этилбензол и первичный пар. Соотношение пара к маслу («П/М») исходной реакционной смеси составляет не более чем приблизительно 1,0, предпочтительно от приблизительно 0,45 до 0,55, предпочтительнее от приблизительно 0,49 до приблизительно 0,51 для исходной реакционной смеси азеотропного состава.
Преимущество использования исходной реакционной смеси азеотропного состава заключается в том, что гетерогенная азеотропная смесь этилбензола и воды кипит при температуре около 92°C при нормальном абсолютном рабочем давлении 693 мм рт.ст. (92376,9 Па), что меньше температуры кипения как воды, так и этилбензола при данном давлении. Таким образом, облегчается испарение исходной реакционной смеси. Испарение исходной реакционной смеси можно осуществлять путем теплопередачи от конденсирующей системы делителя этилбензола и мономера стирола («делитель ЭБ/МС»).
Как показано на фиг.3, делитель ЭБ/МС D-1 представляет собой традиционную дистилляционную колонну, в которой неочищенный стирол P, полученный в устройстве дегидрирования 100, разделяют на поток SM, который обогащен мономером стирола, и верхнюю фракцию этилбензола EB, которая содержит легкие компоненты и низкую концентрацию мономера стирола. Верхнюю фракцию частично конденсируют в конденсаторе C-1, используя исходную реакционную смесь этилбензола и воды в качестве теплоносителя, таким образом обеспечивая теплоснабжение и испарение исходной реакционной смеси F. Водный компонент исходной реакционной смеси можно выбрать из любого пригодного источника, включая техническую воду. Нижний поток разделяют на рециркуляционный поток через ребойлер H-5 и поток продукта SM, обогащенный мономером стирола. Могут быть установлены дополнительные конденсаторы для отвода части тепла. Например, тепло может отводить охлаждающая вода.
Возвращаясь к фиг.2, исходная реакционная смесь F, выходящая из конденсатора C-1 при температуре около 92°C, проходит по линии 101 в теплообменник исходной реакционной смеси E-1, в котором исходную реакционную смесь нагревают до температуры от приблизительно 500°C до приблизительно 560°C и проходит через линию 103, в которой она соединяется с потоком 130 перегретого пара. Поток 130 имеет температуру от приблизительно 800°C до приблизительно 860°C и смешивается в такой пропорции с исходной реакционной смесью F, чтобы обеспечить поток исходной реакционной смеси 102 в реактор R-1, имеющий температуру от приблизительно 600°C до приблизительно 620°C, когда катализатор находится в начале работы. Реактор R-1 включает связанный с ним теплообменник H-3, в котором тепло передается от потока 126 перегретого пара, имеющего температуру от приблизительно 800°C до приблизительно 920°C, потоку реагентов 102. Теплообменник H-3 предпочтительно представляет собой противоточный теплообменник и может находиться внутри корпуса реактора R-1 или вне корпуса реактора R-1 (не показано). Достаточное количество тепла передается потоку исходной реакционной смеси 102 для осуществления дегидрирования этилбензольного компонента. Как правило, дегидрирование этилбензола осуществляют при температуре на входе от приблизительно 610°C до приблизительно 650°C, хотя температура вне данного интервала является применимой. Вследствие добавления пара к исходной реакционной смеси реакция дегидрирования может происходить при соотношении П/М в интервале от приблизительно 0,8 до приблизительно 1,7, предпочтительно при не более чем 1,15, предпочтительнее при 0,90 или меньшем значении. Реактор R-1 может представлять собой однослойный или многослойный реактор. Предпочтительно реактор R-1 представляет собой традиционный реактор радиального потока, хотя в качестве альтернативы можно также использовать реакторы параллельного потока или реакторы аксиального потока. В реакторе R-1 можно использовать каталитически эффективное количество традиционного катализатора, например на основе оксида железа. Пригодные катализаторы известны специалистам в данной области техники.
Нагретый поток исходной реакционной смеси 104 выходит из теплообменника H-3 предпочтительно при температуре от приблизительно 610°C до приблизительно 650°C. По меньшей мере, часть этилбензольного компонента исходной реакционной смеси проходит дегидрирование в реакторе R-1 с образованием стирола и водорода. Выходящий поток 106 из реактора R-1, который содержит немного стирола, выходит при температуре от приблизительно 550°C до приблизительно 580°C и поступает во второй реактор R-2 такого же типа, как реактор R-1. Поток исходной реакционной смеси 106 проходит через теплообменник H-4, в котором он нагревается потоком перегретого пара 118 до температуры реакции, составляющей от приблизительно 610°C до приблизительно 650°C. Нагретый поток исходной реакционной смеси 108 вступает в дальнейшую реакцию. Выходящий из второго реактора R-2 поток 109 используют для подогревания исходной реакционной смеси F в потоке исходной реакционной смеси, выходящем из теплообменника E-1. Поток продукта P, выходящий из теплообменника E-1, содержащий неочищенный стирол и немного непрореагировавшего этилбензола с некоторыми легкими компонентами (включая водород), охлаждается и частично конденсируется, и затем жидкость направляют в делитель ЭБ/МС D-1 (фиг.3) на дальнейшую очистку.
Основной поток S вводят в устройство через линию 110, чтобы возместить разность между количеством пара, требуемым для обеспечения общего соотношения П/М, и количеством пара, испаряемым в конденсаторе C-1 делителя ЭБ/МС D-1. Основной поток S первоначально имеет температуру от приблизительно 170°C до приблизительно 190°C и абсолютное давление от приблизительно 150 до приблизительно 160 фунт/кв.дюйм (105465-112496 Па). Вентиль 50 регулирует вход пара. Пар проходит через зону нагревания, например конвективный змеевик 112, расположенный в секции конвекции H-2 пароперегревателя H-1, и основной поток выходит из конвективного змеевика 112 в линию 114 при температуре от приблизительно 540°C до 560°C и абсолютном давлении от приблизительно 130 до приблизительно 140 фунт/кв.дюйм (91403-98434 Па). Основной поток затем направляют в термокомпрессор T-1 и используют как компрессионный пар. Термокомпрессор T-1 представляет собой пароструйный компрессор, который работает при степени сжатия, составляющей от приблизительно 1,0 до приблизительно 2,5, предпочтительно от приблизительно 1,6 до приблизительно 1,8, и который сжимает пар низкого давления до более высокого давления. Среди известных термокомпрессоров термокомпрессоры, которые пригодны для использования в устройстве согласно настоящему изобретению, поставляют на продажу различные поставщики, в том числе, например, Fox Valve Development Corp. (Дувр, штат Нью-Джерси) и Artisan Industries Inc. (Уолтам, штат Массачусетс).
Пар низкого давления поступает через линию 122 при абсолютном давлении, составляющем приблизительно от 20 до 25 фунт/кв.дюйм (14062-17578 Па), и при температуре от приблизительно 570°C до приблизительно 590°C. Поток 116, выходящий из термокомпрессора T-1, имеет температуру от приблизительно 550°C до приблизительно 570°C и абсолютное давление от приблизительно 40 до приблизительно 50 фунт/кв.дюйм (28124-35155 Па). Пар затем вводят в одну из трех секций пароперегревателя H-1 через радиационный змеевик 117.
Пароперегреватель H-1 может представлять собой электрическую печь или печь с горелками для газа и/или жидкого топлива, которая нагревает пар высокого давления до достаточной температуры перегревания, чтобы обеспечить достаточное тепло для реакции дегидрирования. Преимущество описанного в настоящем изобретении устройства 100 заключается в том, что пароперегреватель H-1 можно эксплуатировать таким образом, чтобы обеспечить температуру выходящего потока не более чем приблизительно 927°C и предпочтительно менее чем 900°C, предпочтительнее менее чем 890°C. Эксплуатация пароперегревателя при такой температуре исключает необходимость использования дорогостоящих специальных сплавов для изготовления пароперегревателя H-1, что потребовалось бы для температур выше 927°C.
Пароперегреватель H-1 предпочтительно разделен на три секции таким образом, чтобы разместить три трубчатых змеевика в радиационной зоне пароперегревателя.
Выходящий поток 118 из пароперегревателя переносит пар при температуре от приблизительно 850°C до приблизительно 900°C и абсолютном давлении от приблизительно 25 до приблизительно 35 фунт/кв.дюйм (17578-24609 Па) к теплообменнику H-4 в реакторе R-2, передавая тем самым тепло потоку реагентов 106, который выходит из реактора R-1. Пар 120, который представляет собой выходящий пар из теплообменника H-4, имеет температуру от приблизительно 570°C до приблизительно 600°C и абсолютное давление от приблизительно 24 до 28 фунт/кв.дюйм (16874-19687 Па). Первая часть потока 120, т.е. поток 122, рециркулирует обратно в термокомпрессор T-1, и вторая часть потока 120, т.е. поток 124, поступает обратно в радиационный змеевик 125 пароперегревателя H-1. Часть пара, поступающая через линию 124, нагревается в радиационном змеевике 125 и выходит через линию 126 при температуре от приблизительно 840°C до приблизительно 860°C. Пар затем поступает в теплообменник H-3, связанный с реактором R-1, где он передает тепло потоку реагентов 102.
Пар выходит из теплообменника H-3 при температуре от приблизительно 620°C до приблизительно 640°C и поступает через линию 128 обратно в пароперегреватель H-1, где он проходит через радиационный змеевик 129 и выходит через линию 130 в виде перегретого пара при температуре от приблизительно 840°C до приблизительно 860°C и абсолютном давлении от приблизительно 12 фунт/кв.дюйм до приблизительно 15 фунт/кв.дюйм (8437-10547 Па). Пар, проходящий через линию 130, затем смешивается с испарившейся исходной реакционной смесью F из линии 103, и объединенный поток 102 проходит через теплообменник H-3 и поступает в реактор R-1.
Фиг.2A иллюстрирует альтернативный способ 100A, который аналогичен способу 100 со следующими исключениями: потоки 124, 126 и 128 исключены; отсутствует нагреватель H-3, связанный с реактором R-1; поток 130 поступает прямо в R-1; поток 128 отделен от потока 120.
В частности, поток исходной реакционной смеси F, содержащий испарившуюся азеотропную смесь этилбензола и воды, испаряют в делителе ЭБ/МС D-1 таким образом, как описано выше. Испарившийся и нагретый поток исходной реакционной смеси направляют через линию 103 и объединяют с потоком перегретого пара, образуя поток текучей среды 102. Этот поток входит в первую реакционную зону реактора R-1, где он вступает в контакт с катализатором дегидрирования и проходит первую стадию конверсии с образованием, по меньшей мере, небольшого количества стирола. Выходящий поток 106 из реактора R-1 нагревается в противоточном теплообменнике H-4 и входит во вторую реакционную зону реактора R-2. Поток текучей среды вступает в контакт с катализатором дегидрирования и проходит вторую стадию конверсии с образованием потока 108, содержащего стирол, который выходит из реактора через выпуск 109. Выходящий поток 109 используют для подогрева потока исходной реакционной смеси F на выходе из теплообменника E-1. Выходящий из второго реактора R-2 поток 109 используют для подогрева исходной реакционной смеси F в потоке из теплообменника E-1. Продукт P в потоке, выходящем из теплообменника E-1, содержит неочищенный стирол и некоторое количество непрореагировавшего этилбензола с некоторыми легкими компонентами (включая водород); он охлаждается и частично конденсируется в жидкость, которую затем направляют в делитель ЭБ/МС D-1 (фиг.3) для дальнейшей очистки.
Поток перегретого пара рециркулирует в противоточный теплообменник H-4 через линию 118 с передачей тепла выходящему потоку 106. Отработанный пар, выходящий через линию 120 из теплообменника H-4, разделяют на первую часть 122 и вторую часть 128. Первую часть 122 отработанного пара направляют в термокомпрессор T-1. Течение 114 основного потока S направляют через термокомпрессор для повышения давления первой части 122 посредством пароперегревателя H-1 через конвективный змеевик 112. Выходящий поток 116 из термокомпрессора T-1 затем нагревают в пароперегревателе H-1 с образованием потока 118, который рециркулирует обратно в теплообменник H-4. Вторую часть 128 отработанного пара направляют в пароперегреватель H-1, где его подогревают посредством змеевика 129. Перегретый пар 130, выходящий из пароперегревателя, затем объединяют с потоком исходной реакционной смеси и направляют в реактор R-1.
Пример 1
Отличительные признаки настоящего изобретения далее иллюстрируются на следующем прогностическом примере, в котором сделаны ссылки на числовые обозначения деталей устройства, показанного на фиг.2.
Создают поток исходной реакционной смеси F, составляющий 162648 кг/ч. Поток исходной реакционной смеси содержит испаренную азеотропную смесь этилбензола и воды, имеющую соотношение П/М, равное 0,493. Поток испаренной и нагретой исходной реакционной смеси 103 имеет температуру 549°C и абсолютное давление 11,1 фунт/кв.дюйм (7804 Па). Поток исходной реакционной смеси объединяют с потоком, содержащим 44343 кг/ч перегретого пара (130) при температуре 849°C и давлении 13 фунт/кв.дюйм (9140 Па), с образованием потока текучей среды 102, составляющего 206991 кг/ч, при соотношении П/М, равном 0,9. Данный поток нагревается в противоточном теплообменнике H-3 и поступает в первую реакционную зону реактора R-1 при температуре 650°C и абсолютном давлении 7,77 фунт/кв.дюйм (5463 Па), где он вступает в контакт с катализатором дегидрирования и проходит первую стадию конверсии с образованием, по меньшей мере, небольшого количества стирола. Выходящий поток 106 из реактора R-1 при температуре 560°C и абсолютном давлении 6,95 фунт/кв.дюйм (4887 Па) нагревается в противоточном теплообменнике H-4 и поступает во вторую реакционную зону реактора R-2 при 650°C. Поток текучей среды вступает в контакт с катализатором дегидрирования и проходит вторую стадию конверсии с образованием потока продукта, содержащего стирол.
Поток в линии 118, составляющий 66511 кг/ч перегретого пара при температуре 889°C и абсолютном давлении 31 фунт/кв.дюйм (21796 Па), рециркулирует в противоточный теплообменник H-4, обеспечивая передачу тепла выходящему потоку 106. Отработанный пар, выходящий из теплообменника H-4, разделяют на первую часть 122, составляющую 22168 кг/ч, и вторую часть 124, составляющую 44343 кг/ч. Первую часть 122 отработанного пара при температуре 583°C и абсолютном давлении 24,5 фунт/кв.дюйм (17226 Па) направляют в термокомпрессор (T-1). Поток в линии 114 (основной поток), составляющий 44343 кг/ч при температуре 549°C и абсолютном давлении 131 фунт/кв.дюйм (92106) Па, направляют через термокомпрессор для повышения давления первой части 122. Выходящий поток через линию 116, составляющий 66511 кг/ч пара из термокомпрессора, имеет температуру 559°C и абсолютное давление 40,75 фунт/кв.дюйм (28651 Па), что соответствует степени сжатия 1,66. Выходящий поток 116 затем нагревают в пароперегревателе H-1 с образованием потока 118, который рециркулирует обратно в теплообменник H-4.
Вторую часть 124, составляющую 44343 кг/ч отработанного пара, нагревают в пароперегревателе H-1. Выходящий поток 126 из пароперегревателя направляют в теплообменник H-3 при температуре 850°C и абсолютном давлении 22,25 фунт/кв.дюйм (15644 Па), обеспечивая передачу тепла потоку текучей среды 102. Отработанный пар 128 выходит из теплообменника H-3 при температуре 631°C и абсолютном давлении 18,74 фунт/кв.дюйм (13176 Па) и поступает в пароперегреватель H-1, где его подогревают до температуры 850°C. Перегретый пар 130, выходящий из пароперегревателя, затем объединяют с потоком исходной реакционной смеси и направляют в реактор R-1.
Общая конверсия этилбензола по двум реакторам составляет приблизительно 62,5% с молярной селективностью около 94,1% стирола.
Пример 2
Отличительные признаки настоящего изобретения далее иллюстрируются на следующем прогностическом примере, в котором сделаны ссылки на числовые обозначения деталей устройства, показанного на фиг.2A.
Создают поток исходной реакционной смеси F, составляющий 193775 кг/ч. Поток исходной реакционной смеси содержит испаренную азеотропную смесь этилбензола и воды, имеющую соотношение П/М, равное 0,493. Поток испаренной и нагретой исходной реакционной смеси 103 имеет температуру 537°C и абсолютное давление 10,8 фунт/кв.дюйм (7595 Па). Поток исходной реакционной смеси объединяют с потоком, содержащим 65803 кг/ч перегретого пара 130 при температуре 890°C и абсолютном давлении 10 фунт/кв.дюйм (7301 Па), с образованием потока текучей среды 102, составляющего 259576 кг/ч, при соотношении П/М, равном 1,0. Данный поток поступает в первую реакционную зону реактора R-1 при температуре 620°C и абсолютном давлении 8,2 фунт/кв.дюйм (5765 Па), где он вступает в контакт с катализатором дегидрирования и проходит первую стадию конверсии с образованием, по меньшей мере, небольшого количества стирола. Выходящий поток 106 из реактора R-1 при температуре 534°C и абсолютном давлении 7,3 фунт/кв.дюйм (5133 Па) нагревается в противоточном теплообменнике H-4 и поступает во вторую реакционную зону реактора R-2 при 625°C. Поток текучей среды вступает в контакт с катализатором дегидрирования и проходит вторую стадию конверсии с образованием потока продукта, содержащего стирол.
Поток в линии 118, составляющий 84438 кг/ч перегретого пара при температуре 887°C и абсолютном давлении 23 фунт/кв.дюйм (16171 Па), рециркулирует в противоточный теплообменник H-4, обеспечивая передачу тепла выходящему потоку 106. Отработанный пар, выходящий из теплообменника H-4, разделяют на первую часть 122, составляющую 18636 кг/ч, и вторую часть 128, составляющую 65802 кг/ч. Первую часть 122 отработанного пара при температуре 581°C и абсолютном давлении 17,6 фунт/кв.дюйм (12375 Па) направляют в термокомпрессор T-1. Поток в линии 114 (основной поток), составляющий 65802 кг/ч при температуре 700°C и абсолютном давлении 133 фунт/кв.дюйм (93512 Па), направляют через термокомпрессор для повышения давления первой части 122. Выходящий поток через линию 116, составляющий 84438 кг/ч пара из термокомпрессора, имеет температуру 673°C и абсолютное давление 30,7 фунт/кв.дюйм (21585 Па), что соответствует степени сжатия 1,7. Выходящий поток 116 затем нагревают в пароперегревателе H-1 с образованием потока 118, который рециркулирует обратно в теплообменник H-4.
Вторую часть 128, составляющую 65802 кг/ч отработанного пара, нагревают в пароперегревателе H-1, где его подогревают до температуры 890°C. Перегретый пар 130, выходящий из пароперегревателя, затем объединяют с потоком исходной реакционной смеси и направляют в реактор R-1.
Общая конверсия этилбензола по двум реакторам составляет приблизительно 62,5% с молярной селективностью около 94,3% стирола.
Пример 3
Отличительные признаки настоящего изобретения далее иллюстрируются на следующем прогностическом примере, в котором сделаны ссылки на числовые обозначения деталей устройства, показанного на фиг.2.
Создают поток исходной реакционной смеси F, составляющий 159226 кг/ч. Поток исходной реакционной смеси содержит испаренную азеотропную смесь этилбензола и воды, имеющую соотношение П/М, равное 0,493. Поток испаренной и нагретой исходной реакционной смеси 103 имеет температуру 531°C и абсолютное давление 10,6 фунт/кв.дюйм (7453 Па). Поток исходной реакционной смеси объединяют с потоком, содержащим 70087 кг/ч перегретого пара 130 при температуре 852°C и абсолютном давлении 10,2 фунт/кв.дюйм (7172 Па), с образованием потока текучей среды 104, составляющего 229312 кг/ч, при соотношении П/М, равном 1,15. Данный поток поступает в первую реакционную зону реактора R-1 при температуре 621°C и абсолютном давлении 8,0 фунт/кв.дюйм (5625 Па), где он вступает в контакт с катализатором дегидрирования и проходит первую стадию конверсии с образованием, по меньшей мере, небольшого количества стирола. Выходящий поток 106 из реактора R-1 при температуре 540°C и абсолютном давлении 7,1 фунт/кв.дюйм (4992 Па) и нагревается в противоточном теплообменнике H-4 и поступает во вторую реакционную зону реактора R-2 при 625°C. Поток текучей среды вступает в контакт с катализатором дегидрирования и проходит вторую стадию конверсии с образованием потока продукта, содержащего стирол.
Поток в линии 118, составляющий 106646 кг/ч перегретого пара при температуре 794°C и абсолютном давлении 21 фунт/кв.дюйм (14765 Па), рециркулирует в противоточный теплообменник H-4, обеспечивая передачу тепла выходящему потоку 106. Отработанный пар, выходящий из теплообменника H-4, разделяют на первую часть 122, составляющую 36560 кг/ч, и вторую часть 128, составляющую 70087 кг/ч. Первую часть 122 отработанного пара при температуре 587°C и абсолютном давлении 17,8 фунт/кв.дюйм (12515 Па) направляют в термокомпрессор T-1. Поток в линии 114 (основной поток), составляющий 70086 кг/ч основной поток при температуре 700°C и абсолютном давлении 133 фунт/кв.дюйм (93512 Па), направляют через термокомпрессор для повышения давления первой части 122. Выходящий поток через линию 116, составляющий 106646 кг/ч пара из термокомпрессора, имеет температуру 661°C и абсолютное давление 30,7 фунт/кв.дюйм (21585 Па), что соответствует степени сжатия 1,7. Выходящий поток 116 затем нагревают в пароперегревателе H-1 с образованием потока 118, который рециркулирует обратно в теплообменник H-4.
Вторую часть 128, составляющую 70087 кг/ч отработанного пара, нагревают в пароперегревателе H-1, где его подогревают до температуры 852°C. Перегретый пар 130, выходящий из пароперегревателя, затем объединяют с потоком исходной реакционной смеси F и направляют в реактор R-1.
Общая конверсия этилбензола по двум реакторам составляет приблизительно 62,6% с молярной селективностью около 94,9% стирола.
Пример 3 имеет более высокое потребление пара, чем пример 2. Однако в примере 3 поток 118 имеет температуру ниже 815°C, даже когда катализатор находится в конце эксплуатации. Следовательно, материал конструкции данной линии должен представлять собой нержавеющую сталь 304 H вместо несколько более дорогостоящего материала, например сплава 800 H. В примере 3 текущая полная стоимость трубопроводов с использованием сплава 800 H составляет приблизительно 900000 долл. США. Напротив, текущая полная стоимость использования нержавеющей стали 304 H составляет 230000 долл. США. При использовании новой технологической схемы согласно примеру 3 чистая экономия только на материале труб составляет 670000 долл. США.
Хотя приведенное выше описание содержит много специфических данных, эти специфические данные следует истолковывать не как ограничения объема настоящего изобретения, но просто как пояснительные примеры предпочтительных вариантов его осуществления. Специалисты в данной области техники найдут другие многочисленные возможности в рамках объема и духа настоящего изобретения, как определено в прилагаемой к нему формуле изобретения.
Изобретение относится к способу теплоснабжения процесса химической конверсии и, в частности, к способу для производства олефина, особенно стирола дегидрированием этилбензола. Способ включает стадии: перегревание теплопередающей текучей среды, теплопередача от перегретой теплопередающей текучей среды потоку исходной реакционной смеси, разделение теплопередающей текучей среды на первую часть и вторую часть, повышение давления первой части теплопередающей текучей среды, рециркуляция первой части теплопередающей текучей среды под давлением на стадию перегревания и введение второй части теплопередающей текучей среды в поток исходной реакционной смеси. Изобретение обеспечивает работу при низких соотношения пар/масло и при пониженных температурах. 4 н. и 19 з.п. ф-лы, 4 ил.
1. Способ теплоснабжения процесса химической конверсии потока, содержащего, по меньшей мере, один химический реагент, включающий стадии:
a) перегревание теплопередающей текучей среды;
b) теплопередача от перегретой теплопередающей текучей среды потоку исходной реакционной смеси;
c) разделение, по меньшей мере, частичное теплопередающей текучей среды на первую часть и вторую часть;
d) повышение давления первой части теплопередающей текучей среды;
e) рециркуляция первой части теплопередающей текучей среды под давлением на стадию перегревания (а) и
f) введение второй части теплопередающей текучей среды в поток исходной реакционной смеси.
2. Способ по п.1, дополнительно включающий стадию отвода, по меньшей мере, третьей части теплопередающей текучей среды после стадии теплопередачи (b) и перед стадией разделения (с).
3. Способ по п.1, в котором стадию рециркуляции осуществляют несколько раз.
4. Способ по п.1, дополнительно включающий стадию перегревания второй части теплопередающей текучей среды перед стадией (f).
5. Способ по п.2, дополнительно включающий стадию перегревания второй части теплопередающей текучей среды перед стадией (f).
6. Способ по п.1, в котором стадия (d) повышения давления первой части теплопередающей текучей среды включает введение первой части теплопередающей текучей среды в термокомпрессор и введение компрессионной текучей среды в термокомпрессор, причем компрессионная текучая среда имеет более высокое давление, чем первая часть теплопередающей текучей среды.
7. Способ по п.6, в котором теплопередающая текучая среда и компрессионная текучая среда представляют собой пар.
8. Способ по п.1, в котором теплопередающая текучая среда представляет собой пар.
9. Способ по п.8, в котором процесс химической конверсии включает дегидрирование и химический реагент представляет собой соединение, выбранное из группы, в которую входят этилбензол, этилтолуол, пропан и бутан.
10. Способ по п.9, в котором процесс химической конверсии включает производство стирола дегидрированием этилбензола.
11. Способ производства олефинов каталитическим дегидрированием углеводорода, включающий:
a) перегревание парового потока исходной реакционной смеси в нагревателе, содержащем множество зон нагревания;
b) теплопередача от перегретого пара потоку исходной реакционной смеси, содержащей пар в качестве разбавителя и углеводород, причем количество тепла достаточно для осуществления каталитического дегидрирования, по меньшей мере, части углеводорода в реакционной зоне, в которой после теплопередачи перегретый пар становится отработанным паром;
c) разделение указанного отработанного потока на первую часть и вторую часть;
d) повышение давления первой части указанного отработанного пара;
e) рециркуляция первой части отработанного пара под давлением в первую зону нагревания нагревателя;
f) рециркуляция второй части в другую секцию нагревателя, вторую зону нагревания нагревателя;
g) нагревание второй части отработанного пара для регенерации перегретого пара во второй зоне нагревания и
h) объединение, по меньшей мере, части перегретого пара с потоком исходной реакционной смеси.
12. Способ по п.11, в котором стадию теплопередачи осуществляют, по меньшей мере, в одном теплообменнике, связанном с указанной реакционной зоной.
13. Способ по п.11, в котором стадия повышения давления части отработанного пара содержит:
введение указанной части отработанного пара в термокомпрессор и
введение компрессионного пара в термокомпрессор, причем компрессионный пар имеет более высокое давление, чем давление отработанного пара.
14. Способ по п.13, в котором производимый олефин представляет собой стирол и углеводород представляет собой этилбензол.
15. Способ по п.11, в котором производимый олефин представляет собой стирол и углеводород представляет собой этилбензол.
16. Способ производства стирола в реакционной зоне при контакте смеси пара и этилбензола, имеющей массовое соотношение пар/масло, с катализатором дегидрирования при температуре реакции дегидрирования, включающий:
объединение достаточного количества пара в качестве разбавителя с этилбензолом для уменьшения массового соотношения пар/масло до не более чем 1,0;
в котором перегретый пар при температуре менее чем 815°C используют для передачи достаточного количества тепла в целях нагревания этилбензола и пара в качестве разбавителя до температуры реакции и в котором, по меньшей мере, часть указанного перегретого пара объединяют с этилбензолом, обеспечивая, по меньшей мере, часть пара в качестве разбавителя.
17. Способ по п.16, в котором отработанный пар, полученный в результате теплопередачи этилбензолу и пару в качестве разбавителя, направляют в нагреватель для регенерации перегретого пара.
18. Способ по п.17, в котором отработанный пар разделяют на две части, причем давление, по меньшей мере, одной части повышают в термокомпрессоре.
19. Способ для производства стирола каталитическим дегидрированием этилбензола, включающий:
a) обеспечение, по меньшей мере, первой и второй реакционных зон, причем каждая реакционная зона содержит соответствующее каталитически эффективное количество катализатора дегидрирования;
b) обеспечение печи, имеющей множество зон нагревания;
c) обеспечение потока исходной реакционной смеси, содержащего испаренную смесь воды и этилбензола, имеющую массовое отношение пар/масло не более чем приблизительно 0,5;
d) объединение потока исходной реакционной смеси с первым потоком перегретого пара с образованием потока текучей среды, имеющего массовое отношение пар/масло не более чем приблизительно 1,0;
e) вступление в контакт потока текучей среды с катализатором дегидрирования в первой реакционной зоне в условиях реакции дегидрирования с образованием первого выходящего потока;
f) теплопередача от второго потока перегретого пара к первому выходящему потоку в зоне теплопередачи, связанной со второй реакционной зоной, причем второй поток перегретого пара становится потоком отработанного пара после передачи своего тепла первому выходящему потоку;
g) вступление в контакт нагретого первого выходящего потока с катализатором дегидрирования во второй реакционной зоне в условиях реакции дегидрирования с образованием потока продукта, содержащего стирол;
h) разделение потока отработанного пара на первую и вторую части;
i) повышение давления первой части отработанного пара;
j) нагревание первой части отработанного пара под давлением в первой зоне нагревания в печи с образованием второго потока перегретого пара, который представляет собой рециркуляционный восходящий поток в первую зону теплопередачи, связанную со второй реакционной зоной;
k) нагревание второй части отработанного пара во второй зоне нагревания в печи с образованием первого потока перегретого пара.
20. Способ по п.19, дополнительно включающий:
нагревание второй части отработанного пара во второй зоне нагревания в печи с образованием третьего потока перегретого пара;
теплопередача от третьего потока перегретого пара потоку текучей среды в зоне нагревания, связанной с первой реакционной зоной, причем третий поток перегретого пара становится вторым потоком отработанного пара при передаче своего тепла потоку текучей среды;
нагревание второго потока отработанного пара в третьей зоне нагревания в печи с образованием первого потока перегретого пара, который объединяют с исходной реакционной смесью.
21. Способ по п.19, в котором стадия повышения давления первой части отработанного пара содержит введение части отработанного пара в термокомпрессор и введение компрессионного пара в термокомпрессор, причем компрессионный пар имеет более высокое давление, чем давление отработанного пара.
22. Способ по п.19, в котором поток продукта, содержащего стирол, разделяют на первый компонент, содержащий очищенный стирол, и второй компонент, содержащий этилбензол.
23. Способ по п.19, в котором отношение пар/масло составляет не более чем приблизительно 1,15 и перегретый пар имеет температуру не более чем приблизительно 815°C.
| US 4628136 A, 09.12.1986 | |||
| US 5658452 A, 09.08.1997 | |||
| US 4774378 A, 27.09.1988 | |||
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРОЦЕСС ДЕГИДРИРОВАНИЯ C-C-ПАРАФИНОВЫХ УГЛЕВОДОРОДОВ В ОЛЕФИНЫ | 2006 |
|
RU2322290C1 |

