Область техники, к которой относится изобретение
Изобретение относится к стали для индукционной закалки (индукционное упрочнение), имеющей превосходную обрабатываемость. Более конкретно настоящее изобретение относится к стали для индукционной закалки, используемой в зубчатых колесах, деталях транспортных средств, таких как бесступенчатая передача (CVT или вариатор) и соединение типа шарнира для равных угловых скоростей (CVJ или ШРУС) и подобное.
В данной заявке испрашивается приоритет по заявке на Японский патент № 2009-007757, поданной 16 января 2009 года, содержание которой включено в настоящее описание посредством ссылки.
Уровень техники
Традиционно зубчатые колеса для транспортных средств обычно перед использованием подвергают обработке для поверхностного упрочнения. В качестве способа поверхностного упрочнения используют цементацию, азотирование и индукционную закалку (индукционное упрочнение или упрочнение ТВЧ). Целью упомянутой цементации является упрочнение матрицы с высокой вязкостью посредством осуществления сильного науглероживания поверхностного слоя материала, при этом науглероживанию в основном подвергают материалы для зубчатых колес, деталей транспортных средств, таких как CVT и CVJ и подобного для улучшения их усталостной прочности. Однако цементационная обработка в основном представляет собой серийную обработку в газовой атмосфере. Она требует большого количества энергии и финансовых затрат, поскольку, например, нагревание должно происходить при температуре около 930°С, и такую температуру необходимо поддерживать в течение нескольких часов или более. Кроме того, на практике обработка материалов, подвергнутых цементации или подобной обработке, затрудняется из - за воздействия на окружающую среду (экологическая деградация), и, вдобавок, такая обработка является затруднительной в рамках технологического процесса (in-line).
Поэтому с целью решения вышеописанных проблем проводились исследования, направленные на получение нужных прочностных характеристик в результате только индукционной закалки (индукционного упрочения). Это объясняется тем, что индукционная закалка является весьма целесообразной с точки зрения снижения продолжительности поверхностной обработки, потребляемой энергии и воздействия на окружающую среду.
Среди изобретений, относящихся к обработке посредством индукционной закалки, направленных на решение вышеупомянутых задач, имеется предложение, например, в Патентном документе 1, об индукционной закалке стали. Оно относится к стальному материалу, доля поверхности мартенсита у которого устанавливается на уровне 70% или более относительно микроструктуры до индукционной закалки посредством ограничения содержания Si до 0,50% или менее, а содержания Al - до 0,10% или менее. Согласно данному способу прочность, безусловно, заметно улучшается. Однако технологичность, в частности, обрабатываемость сильно ухудшается. До настоящего времени в качестве стальных материалов, подвергаемых цементации для изготовления деталей, используют так называемые цементируемые сорта стали, такие как JIS SCr420 и SCM420, содержание С в которых составляет около 0,2%. Самой значимой причиной для использования стальных материалов, включающих небольшое количество С, является их гарантированная хорошая обрабатываемость. После изготовления деталей из таких стальных материалов их подвергают цементационной закалке. Это обеспечивает повышение твердости поверхности и, в результате, повышение прочности деталей. Однако для получения нужной твердости поверхности деталей, подвергаемых индукционной закалке, необходимо, чтобы содержание С в самом стальном материале составляло 0,4% или более. В таком случае твердость стального материала повышается до резки, тем самым, снижая его обрабатываемость. Поэтому существует потребность в стальном материале с превосходной обрабатываемостью, даже если он является твердым из-за повышенного содержания С. Иными словами, до настоящего времени в области техники, в которой детали, полученные посредством цементации, подвергают индукционной закалке, наибольшая трудность заключается в улучшении обрабатываемости стального материала.
Обзор предшествующих изобретений, направленных на улучшение обрабатываемости, выявил Патентный документ 2, направленный на улучшение обрабатываемости. В нем описана содержащая В и N автоматная сталь (BN сталь), имеющая высокое содержание В и N, например, 0,0050% или более В и 0,007% или более N. Такая технология применима к низкоуглеродистой стали (т.е. стали, имеющей низкое содержание С), такой как JIS SUM11, для которой важна не прочность, а только обрабатываемость, в частности шероховатость поверхности. Однако, при добавлении больших количеств В и N к средне- или высокоуглеродистой стали (т.е. стали, имеющей среднее или высокое содержание С), которая является основной целью изобретения, красноломкость заметно ухудшается, что затрудняет производство стальных материалов. Кроме того, характеристики стального материала заметно ухудшаются в части вязкости и усталостной прочности. Поэтому данная сталь является неподходящей.
В Патентных документах 3 и 4 описаны изобретения, применение которых обеспечивает как обрабатываемость, так и усталостную прочность. Согласно Патентному документу 3 общая доля ферритной микроструктуры и перлитной микроструктуры составляет 90% или более в результате регулирования состава, более того, максимальная толщина ферритной структуры регулируется на уровне 30 мкм. В результате может быть получена сталь, обладающая как обрабатываемостью, так и усталостной прочностью. Несмотря на существование различных видов стали, в которых общая доля ферритной микроструктуры и перлитной микроструктуры составляет 90% или более, данный фактор сам по себе (регулирование доли микроструктур) является недостаточным для улучшения обрабатываемости. Требуется новое усовершенствование на основании легирующих элементов. Согласно Патентному документу 4 отношение ширины к длине участка MnS снижается до 10 или менее, более того, индукционное нагревание осуществляют до центральной части стального материала. В результате обрабатываемость и усталостная прочность улучшаются. Данный способ улучшения обрабатываемости и усталостной прочности посредством снижения отношения ширины к длине участка MnS представляет собой традиционно известный способ. Однако данный способ является несовершенным, поэтому требуется новое усовершенствование на основании легирующих элементов. Кроме того, такой способ имеет ограниченное практическое применение, поскольку способ индукционной закалки также имеет ограничения.
Патентный документ 1: нерассмотренная заявка на Японский патент, первая публикация № 2007-131871
Патентный документ 2: нерассмотренная заявка на Японский патент, первая публикация № 2007-107020
Патентный документ 3: нерассмотренная заявка на Японский патент, первая публикация № 2006-28598
Патентный документ 4: нерассмотренная заявка на Японский патент, первая публикация № 2007-16271
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачи, решаемые изобретением
Целью настоящего изобретения является устранение перечисленных недостатков известных решений и разработка стали для индукционной закалки, имеющей высокую обрабатываемость. В частности, целью настоящего изобретения является замена в процессе изготовления зубчатых колес, деталей, используемых для транспортных средств, таких как CVT и CVJ и подобного, обработки цементацией на обработку индукционной закалкой.
В результате подробного исследования, проведенного с целью достижения вышеуказанных целей, авторы настоящего изобретения обнаружили, что обрабатываемость с сохранением прочности посредством повышения содержания Al может быть намного улучшена по сравнению с прочностью известных сортов стали с одновременным соответствующим регулированием содержания Al и содержания Ni, тем самым, завершив настоящее изобретение. Иными словами, настоящее изобретение включает следующие аспекты.
Сталь для индукционной закалки, содержащая, в % вес., С: от 0,40% или более до 0,75% или менее; Si: от 0,002% или более до 3,0% или менее; Mn: от 0,20% или более до 2,0% или менее; S: от 0,002% или более до 0,1% или менее; Al: от более чем 0,10% до 3,0% или менее; Р: 0,030% или менее и N: 0,035% или менее, остальное - Fe и неизбежные загрязняющие примеси.
Сталь для индукционной закалки согласно настоящему изобретению может дополнительно включать, в % вес., В: от 0,0004% или более до 0,005% или менее.
Сталь для индукционной закалки согласно настоящему изобретению может дополнительно включать, в % вес., Ti: от 0,004% или более до 0,10% или менее.
Сталь для индукционной закалки согласно настоящему изобретению может дополнительно включать, в % вес., один или оба из таких элементов, как Cr: от 0,05% или более до 1,50% или менее, и Мо: от 0,05% или более до 0,6% или менее.
Сталь для индукционной закалки согласно настоящему изобретению может дополнительно включать, в % вес., один или оба таких элементов, как Nb: от 0,005% или более до 0,2% или менее, и V: от 0,01% или более до 1,0% или менее.
Сталь для индукционной закалки согласно настоящему изобретению может дополнительно включать, в % вес., один или более элементов, выбранных из группы, состоящей из: Sb: от 0,0005% или более до 0,0150% или менее; Sn: от 0,005% или более до 2,0% или менее; Zn: от 0,0005% или более до 0,5% или менее; Te: от 0,0003% или более до 0,2% или менее; Bi: от 0,005% или более до 0,5% или менее; и Pb: от 0,005% или более до 0,5% или менее.
Сталь для индукционной закалки согласно настоящему изобретению может дополнительно включать, в % вес., один или более элементов, выбранных из группы, состоящей из: Mg: от 0,0002% или более до 0,003% или менее; Ca: от 0,0003% или более до 0,003% или менее; Zr: от 0,0003% или более до 0,005% или менее и РЗМ: от 0,0003% или более до 0,005% или менее.
Сталь для индукционной закалки согласно настоящему изобретению может дополнительно включать, в % вес., один или оба таких элементов, как Ni: от 0,05% или более до 2,0% или менее и Cu: от 0,01% или более до 2,0% или менее.
РЕЗУЛЬТАТЫ, ПОЛУЧАЕМЫЕ БЛАГОДАРЯ ИСПОЛЬЗОВАНИЮ
НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Благодаря использованию стали для индукционной закалки согласно настоящему изобретению ее обрабатываемость может быть улучшена наряду с сохранением прочности стали для индукционной закалки, поскольку содержание в ней С составляет от 0,40% или более до 0,75% или менее, а содержание Al составляет от более чем 0,10% до 3,0% или менее.
Поэтому настоящее изобретение предлагает сталь, позволяющую, в частности, заменить в процессе изготовления зубчатых колес, деталей, используемых для транспортных средств, таких как CVT и CVJ и подобного, обработку цементацией на обработку индукционной закалкой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой диаграмму, показывающую связь между содержанием Al и сроком службы стального материала.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее иллюстративные варианты осуществления настоящего изобретения описаны подробно.
Описаны причины ограничения состава стали. В данном описании % единицы содержания компонента представляют собой % вес.
С: равно или более 0,40% и равно или менее 0,75%
С обеспечивает поверхностную твердость после индукционной закалки и нужную прочность стали (сердцевина). В том случае, если содержание С составляет менее 0,40%, ожидаемый результат благодаря вышеописанному действию не может быть получен. В то же время, в том случае, если содержание С превышает 0,75%, вязкость ухудшается. Это создает производственную трудность, такую как растрескивание в результате старения катаной стали или подобного. Поэтому содержание С составляет от 0,40% или более до 0,75% или менее, предпочтительно - от 0,50% или более до 0,65% или менее, с целью более стабильного обеспечения вышеописанного действия.
Al: более 0,10% и не более 3,0%
Al описан подробно, поскольку Al является самым важным элементом в стали согласно настоящему изобретению.
Было получено большое количество заготовок с составом, включающим: С: от 0,50% или более до 0,60% или менее; Si: от 0,002% или более до 0,80% или менее; Mn: от 0,50% или более до 0,9% или менее; S: от 0,005% или более до 0,1% или менее; Al: от 0,010% до 3,5% или менее; N: от 0,001 или более до 0,035% или менее и Р: 0,030% или менее, с балансом из Fe и неизбежных загрязняющих примесей. Из заготовок были получены прокатные изделия размером 50⌀. Составы подбирают таким образом, чтобы твердость прокатных стальных изделий составляла приблизительно от 200 до 220HV. Из полученных материалов были изготовлены образцы в виде дисков размером 45⌀×15 мм.
Полученные образцы подвергают испытанию на обрабатываемость (т.е. используют метод испытания, описанный в “Method of Finding and Selecting Workpiece Material and Tool Material without Error”, изданном Katayama Akira, опубликованном The Nikkan Kogyo Shimbun, Ltd., Tokyo, 2007, стр.27) в условиях, описанных в таблице 1. В образцах в виде дисков с определенной скоростью вращения сверла (м/мин) просверливают отверстия общей глубиной 1000 мм. В том случае, если повреждения сверла во время сверления не происходит, отверстия общей глубиной 1000 мм просверливают с более высокой скоростью вращения сверла, используя новое сверло. Данную операцию осуществляют до повреждения сверла. Затем используют максимальную скорость вращения из скоростей вращения, на которых сверла не были повреждены (т.е. максимальную скорость вращения (м/мин), при которой общая глубина просверленного отверстия составляет 1000 мм), для определения обрабатываемости. В результате данного испытания определяют срок службы инструмента, при этом очевидно, что инструмент повреждается с большим трудом и обрабатываемость стали лучше в том случае, когда максимальная скорость резки выше.
Была использована растворимая в воде смазочно-охлаждающая жидкость для обработки резанием
Результаты испытаний представлены на фиг.1. Фиг.1 показывает, что хороший срок службы инструмента может быть достигнут в том случае, когда содержание Al составляет более 0,10% и не более 3,0% (в диапазоне от более чем 0,1% до 3,0% или менее).
На основании вышеприведенных результатов испытаний содержание Al для продления срока службы инструмента устанавливают в диапазоне, составляющем от более чем 0,1% до 3,0% или менее.
Хотя точная причина получения таких интересных результатов неясна, авторы настоящего изобретения исследовали поверхность инструмента с помощью ЕРМА или электронной спектроскопии Оже после испытания на резание. Было подтверждено, что на поверхности инструмента после резания сформировался Al2O3, несмотря на то, что он был незаметен на поверхности инструмента из нового материала. На основании этого был сделан вывод о том, что в результате реакции Al в стали с кислородом в воздухе, кислородом, содержащимся в смазочно-охлаждающей жидкости для обработки резанием, или кислородом в пленке, нанесенной в результате гомообработки (Fe3O4), на поверхности сверла из быстрорежущей стали (HSS) сформировалась твердая пленка из Al2O3, которая пристала к поверхности инструмента во время резания. (Гомообработка, также называемая паровой обработкой, представляет собой обработку, формирующую пленку из оксида стали, имеющую толщину несколько микрометров, в результате тепловой обработки в паре или подобном для придания коррозионной стойкости или подобного инструменту. См. “Handbook for Heat Treatment”, изданную The Japan Society for Heat Treatment, опубликованную The Nikkan Kogyo Shimbun, Ltd., Tokyo, 2000, стр.569).
Поскольку Al2O3 имеет твердость около 3000 HV, Al2O3 тверже, чем сталь для сверла HSS (имеющая твердость около 700 HV), и дольше не изнашивается. Кроме того, обычно в том случае, если используется стальной материал такой же, как и материал (сталь), из которого изготовлен инструмент, на контактном участке происходит адгезия, поэтому инструмент подвержен абразивному износу (адгезионная абразия). В отличие от этого, размещая Al2O3 между такими материалами, можно уменьшить контакт между одинаковыми материалами (сталь), тем самым, снижая износ инструмента. Поэтому было высказано предположение о том, что срок службы инструмента увеличивается, потому что пленка из Al2O3 предотвращает адгезионную абразию.
Известная автоматная сталь, включающая Pb, легко плавится из-за повышения температуры во время обработки резанием, поскольку Pb имеет низкую точку плавления, составляющую около 330°С. Это оказывает смазывающее действие на границе между инструментом и поверхностью обреза, тем самым, предотвращая адгезию. Кроме того, поскольку пластичность снижается из-за плавления Pb, можно легко получить пластическое разрушение на участке, окружающем режущую кромку. Поэтому обрабатываемость улучшается, поскольку мощность деформационной энергии, необходимой для резки, снижается. Однако это не является предпочтительным с точки зрения здоровья, поэтому требуется автоматный компонент, не включающий Pb. Обрабатываемость известной автоматной стали, включающей S, улучшается благодаря двум действиям. Первое действие представляет собой смазывающее действие, обеспечиваемое MnS, поскольку MnS сильно деформируется при высоких температурах и прикрепляется к границе между инструментом и поверхностью обрезания. Второе действие включает распространение пластического разрушения из-за того, что MnS на участке, контактирующем с режущей кромкой инструмента, становится исходной точкой разрушения. Однако поскольку MnS вытягивают горячей ковкой, возникает вероятность ухудшения механических характеристик, таких как пластическая вязкость, в направлении, перпендикулярном направлению ковки.
В отличие от вышеизложенного, считается, что в стали согласно настоящему изобретению пленка из Al2O3 формируется на поверхности инструмента, тем самым, снижая износ инструмента.
Обычно в том случае, если твердость стального материала выше, срок службы инструмента, как правило, уменьшается. Однако при сравнении со стальным материалом, имеющим такой же уровень твердости, сталь согласно настоящему изобретению оказывает действие по увеличению срока службы инструмента.
Содержание Al предпочтительно составляет от 0,11% или более до 3,0% или менее. Содержание Al более предпочтительно составляет от 0,15% или более до 2,9% или менее, а еще более предпочтительно - от 0,2% или более до 1,1% или менее.
Данный вариант относится к стали для индукционной закалки и, как правило, при осуществлении индукционной закалки поверхностный участок стали глубиной от 2 до 3 мм от поверхности нагревают до температуры не ниже точки А1 (т.е. температуры превращения из ферритной фазы (α фаза) в аустенитную фазу (γ фаза)), после чего сталь подвергают охлаждению водой. Благодаря этому поверхностный слой становится мартенситным (приобретает твердость около 600HV или более).
При повышении содержания Al температура точки А1 повышается. В том случае, если содержание Al превышает 3,0%, фазового превращения при индукционной закалке не происходит. Поэтому с позиций индукционной закалки содержание Al должно составлять 3,0% или менее.
Кроме того, Al обычно действует как раскислитель, в результате чего Al2O3 остается в стали в количестве, составляющем приблизительно от 0,001% или более до 0,002% или менее. В данном случае количество Al в Al2O3 составляет 27×2/(27×2+16×3). Часть остающегося Al связывается с N, формируя в результате AlN. Считается, что Al в AlN с трудом формирует твердый раствор и с трудом взаимодействует с кислородом в воздухе, кислородом, содержащимся в смазочном веществе для обработки резанием, или кислородом в пленке, нанесенной в результате гомообработки (Fe3O4), на поверхность сверла из HSS.
Поэтому предпочтительно, чтобы содержание Al в твердом растворе (т.е. количество Al, за исключением AlN) превышало 0,1%. Для этого предпочтительно, чтобы оно удовлетворяло следующему соотношению:
[%Al]-(27/14)×[%N]-0,001>0,10%,
в котором [] означают содержание элемента (в % вес.). Кроме того, вышеприведенное соотношение представляет собой формулу, которая может быть получена при условии, что все количество N в стали связано с Al благодаря тепловой обработке или подобному, осуществляемой при производстве стали.
Si: равно или более 0,002% и равно или менее 3,0%
Si представляет собой элемент, добавляемый в качестве раскисляющего агента при производстве стали, а также для улучшения прочности стального материала, при этом содержание Si регулируют в соответствии с нужной прочностью. Однако для оказания раскисляющего действия необходимо, чтобы содержание Si составляло 0,002% или более. Между тем, в том случае, когда содержание Si превышает 3,0%, вязкость и пластичность стального материала снижаются, одновременно снижается обрабатываемость стального материала, поскольку внутри стального материала образуется множество твердых включений. Поэтому содержание Si должно составлять от 0,002% или более до 3,0% или менее. Содержание Si предпочтительно составляет от 0,3% или более до 3,0% или менее. Содержание Si более предпочтительно составляет от 0,4% или более до 2,5% или менее, а еще более предпочтительно - от 0,5% или более до 2,2% или менее. Содержание Si в количестве от 0,6% или более до 2,1% или менее обеспечивает высокую прочность. Содержание Si в количестве от 0,8% или более до 2,0% или менее обеспечивает еще более высокую прочность.
Mn: равно или более 0,20% и равно или менее 2,0%
Подобно Si, Mn представляет собой элемент, улучшающий прочность стального материала, при этом содержание Mn регулируют в соответствии с нужной прочностью. Поэтому для оказания такого действия необходимо, чтобы содержание Mn составляло 0,20% или более. Однако в том случае, когда содержание Mn превышает 2,0%, излишне повышается способность к упрочнению. Таким образом, при производстве материала ускоряется формирование бейнитной структуры или мартенситно-аустенитной составляющей, в результате чего его обрабатываемость снижается. Поэтому содержание Mn должно составлять от 0,20% или более до 2,0% или менее.
В том случае, если форму детали формируют резкой стали согласно настоящему варианту осуществления, а затем осуществляют индукционную закалку детали, предпочтительно, чтобы во время процессов сталь была относительно мягкой до процесса резки и чтобы закаливаемая сталь имела нужную твердость после индукционной закалки. Для получения такой высокой обрабатываемости содержание Mn предпочтительно составляет от 0,40% или более до 1,5% или менее, более предпочтительно - от 0,45% или более до 1% или менее.
S: равно или более 0,002% и равно или менее 0,1%
Необходимо, чтобы содержание S составляло 0,002% или более с целью обеспечения минимальной обрабатываемости. Содержание S более 0,1% ухудшает вязкость или усталостную прочность. Поэтому содержание S должно составлять от 0,002% или более до 0,1% или менее. При использовании для зубчатых колес содержание S предпочтительно составляет от 0,005% или более до 0,06% или менее, более предпочтительно - от 0,01% или более до 0,05% или менее.
Р: 0,030% или менее
Р служит для снижения вязкости закаленного слоя. В частности, в том случае, если содержание Р превышает 0,030%, вязкость заметно ухудшается. Поэтому содержание Р должно составлять 0,030% или менее. Содержание Р предпочтительно составляет от 0,0001% или более до 0,030% или менее, более предпочтительно - от 0,0001% или более до 0,020% или менее.
N: 0,035% или менее
В том случае, если добавляемое количество N превышает 0,035%, это приводит к заметному ухудшению с точки зрения красноломкости, что чрезвычайно затрудняет производство катаной стали. Поэтому содержание N ограничивают до 0,035% или менее.
Кроме того, N взаимодействует с Al, формируя AlN, поэтому N оказывает действие по подавлению укрупнения зерен кристаллов. В общем, формирование таких больших зерен кристаллов посредством индукционного нагревания является затруднительным, поскольку продолжительность нагревания очень мала в отличие от обычного нагревания в термической печи. Однако в случае необходимости положительного ускорения измельчения зерен кристаллов, предпочтительно, чтобы содержание N составляло от 0,0001% или более до 0,035% или менее. Более предпочтительно, N включают в количестве, составляющем приблизительно от 0,001% или более до 0,015% или менее. Кроме того, еще более предпочтительно, чтобы содержание N составляло приблизительно от 0,002% или более до 0,007% или менее.
Предпочтительно, чтобы сталь согласно настоящему изобретению, при необходимости, дополнительно включала упоминаемые ниже элементы.
В: равно или более 0,0004% и равно или менее 0,005%
В является элементом, важным по двум причинам. Одна причина относится к действию, обеспечивающему способность стали к упрочнению. В том случае, если содержание В составляет 0,0004% или более, В сегрегирует на границы аустенитных зерен, тем самым обеспечивая развитие обрабатываемости. Кроме того, В является практичным с точки зрения экономии, поскольку очень небольшое количество В способно обеспечить улучшение обрабатываемости, при этом стоимость сырьевых материалов для В является невысокой. Другая причина относится к действию, обеспечивающему прочность границ кристаллических зерен. В том случае, когда поверхностный слой закаливают посредством индукционной закалки, он становится хрупким и разрушается на границах кристаллических зерен. В служит для предотвращения такого охрупчивания. Даже в таком случае необходимо, чтобы В сегрегировал в достаточной степени на границы аустенитных зерен, поэтому содержание В должно составлять 0,0004% или более. При содержании В более 0,005% стальной материал становится хрупким. Следовательно, содержание В должно составлять от 0,0004% или более до 0,005% или менее.
В частности, в стали согласно настоящему изобретению, поскольку количество Al превышает 0,1%, BN формируется редко, поэтому вышеописанное действие и эффект В могут быть легко получены.
Содержание В предпочтительно составляет от 0,0005% или более до 0,004% или менее, более предпочтительно - от 0,001% или более до 0,0035% или менее. В таком случае может быть получена сталь, имеющая очень высокую способность к упрочнению, а также хорошие механические характеристики.
Ti: равно или более 0,004% и равно или менее 0,10%
Ti является элементом, важным по двум причинам. Одна причина относится к действию, обеспечивающему уменьшение диаметра кристаллических зерен после индукционного нагревания (измельчение). Другая причина относится к действию, предотвращающему снижение содержания В в твердом растворе благодаря формированию BN посредством сегрегации N в виде TiN. Обычно в последнем случае содержание Ti должно в 3,43 раза превышать содержание N. Однако поскольку сталь согласно настоящему изобретению включает большое количество Al, такое количество Ti не является необходимым. В том случае, если содержание Ti составляет менее 0,004%, оба действия являются недостаточными. К тому же, в том случае, когда содержание Ti превышает 0,10%, формируются грубые и крупные включения Ti, действующие как исходные точки усталостного излома. Поэтому содержание Ti должно составлять от 0,004% или более до 0,10% или менее.
Содержание Ti предпочтительно составляет от 0,005% или более до 0,08% или менее, более предпочтительно - от 0,01% или более до 0,03% или менее. В таком случае может быть эффективно реализовано действие по улучшению способности к упрочнению благодаря содержащемуся в твердом растворе В и, кроме того, может быть достигнуто измельчение кристаллических зерен.
Один или оба из Cr: равно или более 0,05% и равно или менее 1,50%, и Мо: равно или более 0,05% и равно или менее 0,6%
Cr и Мо являются элементами, улучшающими прочность стального материала, и могут быть включены в определенном количестве согласно нужной прочности и размеру деталей.
Однако в том случае, если содержание Cr составляет менее 0,05%, нужные результаты вышеописанного действия не могут быть получены. К тому же, в том случае, если содержание Cr превышает 1,50%, способность к упрочнению повышается слишком сильно. Таким образом, при производстве материала (стали) формирование бейнитной микроструктуры или мартенситно-аустенитной составляющей ускоряется, в результате снижая способность к обрабатываемости. Поэтому, при его использовании, содержание Cr должно составлять от 0,05% или более до 1,50% или менее. В частности, при необходимости легко расплавить цементит во время индукционного нагревания таким образом, чтобы унифицировать содержащийся в твердом растворе С, предпочтительно, чтобы содержание Cr составляло от 0,05% или более до 0,2% или менее.
Такой результат не может быть получен в том случае, если количество Мо составляет менее 0,05%. К тому же, в том случае, если содержание Мо превышает 0,6%, способность к упрочнению повышается слишком сильно. Таким образом, при производстве материала (стали) формирование бейнитной микроструктуры или мартенситно-аустенитной составляющей ускоряется, в результате снижая способность к обрабатываемости. Поэтому, при его использовании, содержание Мо должно составлять от 0,05% или более до 0,6% или менее.
При желании улучшить прочность стального материала могут быть использованы один или оба из таких элементов, как Cr и Мо, поскольку Cr и Мо оказывают одинаковое действие.
Один или оба из Nb: равно или более 0,005% и равно или менее 0,2%, и V: равно или более 0,01% и равно или менее 1,0%
Карбонитриды Nb и V осаждаются в стали, при этом осажденные карбонитриды обладают закрепляющей способностью по фиксации границ кристаллических зерен, поэтому Nb и V служат для рафинирования кристаллических зерен. Это способствует усилению границ кристаллических зерен.
В том случае, если содержание Nb составляет менее 0,005%, количество выпадающих частиц невелико, следовательно, действие по подавлению роста зерен является недостаточным. К тому же, в том случае, если содержание Nb превышает 0,2%, красноломкость стали повышается, что затрудняет производство стали. Поэтому содержание Nb должно составлять от 0,005% или более до 0,2% или менее.
В том случае, если содержание Nb составляет менее 0,01%, количество выпадающих частиц невелико, следовательно, действие по подавлению роста зерен является недостаточным. К тому же, в том случае, если содержание V превышает 1,0%, красноломкость стали повышается, что затрудняет производство стали. Поэтому содержание V должно составлять от 0,01% или более до 1,0% или менее.
Могут быть использованы один или оба из таких элементов, как Nb и V, поскольку Nb и V оказывают одинаковое действие.
Один или оба из Ni: равно или более 0,05% и равно или менее 2,0%, и Cu: равно или более 0,01% и равно или менее 2,0%
Как Ni, так и Cu является элементом, улучшающим прочность стального материала, и может быть включен в определенном количестве согласно нужной прочности и размеру деталей.
Однако в том случае, если содержание Ni составляет менее 0,05%, нужные результаты вышеописанных действий не могут быть получены. К тому же, в том случае, если содержание Ni превышает 2,0%, способность к упрочнению повышается слишком сильно. Таким образом, при производстве материала (стали) формирование бейнитной структуры или мартенситно-аустенитной составляющей ускоряется, в результате чего способность к обрабатываемости снижается. Поэтому содержание Ni должно составлять от 0,05% или более до 2,0% или менее.
Ожидаемые результаты вышеописанных действий не могут быть получены в том случае, если количество Cu составляет менее 0,01%. К тому же, в том случае, если содержание Cu превышает 2,0%, способность к упрочнению повышается слишком сильно. Таким образом, при производстве материала (стали) формирование бейнитной структуры или мартенситно-аустенитной составляющей ускоряется, в результате чего способность к обрабатываемости снижается. Поэтому содержание Cu должно составлять от 0,01% или более до 2,0% или менее. Кроме того, при использовании Cu предпочтительно также добавлять Ni в количестве, составляющем половину от количества Cu, поскольку Cu является причиной возникновения красноломкости.
Кроме того, при улучшении обрабатываемости могут быть использованы один или два элемента, выбранных из группы, включающей: Sb: равно или более 0,0005% и равно или менее 0,0150%; Sn: равно или более 0,005% и равно или менее 2,0%; Zn: равно или более 0,0005% и равно или менее 0,5%; Te: равно или более 0,0003% и равно или менее 0,2%; Bi: равно или более 0,005% и равно или менее 0,5%; и Pb: равно или более 0,005% и равно или менее 0,5%, помимо соответствующих вышеописанных компонентов.
Sb: равно или более 0,0005% и равно или менее 0,0150%
Sb придает ферриту нужную хрупкость, поэтому благодаря такому действию Sb служит для улучшения обрабатываемости. В том случае, если содержание Sb составляет менее 0,0005%, нужное действие не может быть достигнуто. Кроме того, в том случае, если содержание Sb превышает 0,0150%, макросегрегация Sb становится избыточной, что затрудняет производство стали. Поэтому при использовании Sb его содержание должно составлять от 0,0005% или более до 0,0150% или менее.
Sn: равно или более 0,005% и равно или менее 2,0%
Sn придает ферриту хрупкость, поэтому благодаря такому действию Sn продляет срок службы инструмента и улучшает шероховатость поверхности. Однако в том случае, если содержание Sn составляет менее 0,005%, нужное действие не может быть достигнуто. Кроме того, в том случае, если содержание Sn превышает 2,0%, производство стали затрудняется. Поэтому при использовании Sn его содержание должно составлять от 0,005% или более до 2,0% или менее.
Zn: равно или более 0,0005% и равно или менее 0,5%
Zn придает ферриту хрупкость, поэтому благодаря такому действию Zn продлевает срок службы инструмента и улучшает шероховатость поверхности. Однако в том случае, если содержание Zn составляет менее 0,0005%, нужное действие не может быть достигнуто. Кроме того, в том случае, если содержание Zn превышает 0,5%, производство стали затрудняется. Поэтому при использовании Zn его содержание должно составлять от 0,0005% или более до 0,5% или менее.
Te: равно или более 0,0003% и равно или менее 0,2%
Те представляет собой элемент, улучшающий обрабатываемость. Кроме того, Те формирует MnTe и Те сосуществует вместе с MnS. Тем самым Те снижает деформируемость MnS, и благодаря такому действию Те служит для подавления вытягивания формы MnS. Поэтому Те представляет собой элемент, эффективно снижающий анизотропию. Однако в том случае, если содержание Те составляет менее 0,0003%, нужное действие не может быть достигнуто. Кроме того, в том случае, если содержание Те превышает 0,2%, достигается не только нужное действие, но и пластичность в горячем состоянии снижается, что становится причиной дефектов. Поэтому при использовании Те его содержание должно составлять от 0,0003% или более до 0,2% или менее.
Bi: равно или более 0,005% и равно или менее 0,5%
Bi представляет собой элемент, улучшающий обрабатываемость. Однако в том случае, если содержание Bi составляет менее 0,005%, нужное действие не может быть достигнуто. Кроме того, в том случае, если содержание Bi превышает 0,5%, достигается не только действие по улучшению обрабатываемости, но и пластичность в горячем состоянии снижается, что становится причиной дефектов. Поэтому при использовании Bi его содержание должно составлять от 0,005% или более до 0,5% или менее.
Pb: равно или более 0,005% и равно или менее 0,5%
Pb представляет собой элемент, улучшающий обрабатываемость. Однако в том случае, если содержание Pb составляет менее 0,005%, нужное действие не может быть достигнуто. Кроме того, в том случае, если содержание Pb превышает 0,5%, достигается не только действие по улучшению обрабатываемости, но и пластичность в горячем состоянии снижается, что становится причиной дефектов. Поэтому при использовании Pb его содержание должно составлять от 0,005% или более до 0,5% или менее.
Более того, при контроле формы MnS могут быть использованы один или более элементов, выбранных из группы, состоящей из Mg: равно или более 0,0002% и равно или менее 0,003%; Ca: равно или более 0,0003% и равно или менее 0,003%; Zr: равно или более 0,0003% и равно или менее 0,005% и РЗМ: равно или более 0,0003% и равно или менее 0,005%.
Mg: равно или более 0,0002% и равно или менее 0,003%
Недостатком удлиненного MnS, присутствующего в стальной детали, является то, что он вызывает анизотропию механических характеристик стальной детали, и то, что он становится исходной точкой разрушения из-за усталости металла. В зависимости от деталей требуется высокая усталостная прочность, и в таких случаях использование Mg является эффективным для контроля конфигурации MnS. Mg формирует (Mg, Mn)S в стали, в результате чего MnS становится более твердым соединением. Поэтому во время прокатки вытягивания не происходит, что позволяет контролировать форму включений. Для того чтобы обеспечить возможность контроля конфигурации MnS, содержание Mg должно составлять 0,0002% или более. К тому же, в том случае, если содержание Mg превышает 0,003%, Mg укрупняет оксиды, в результате чего усталостная прочность нежелательно ухудшается. Поэтому при использовании Mg его содержание должно составлять от 0,0002% или более до 0,003% или менее.
Ca: равно или более 0,0003% и равно или менее 0,003%
Са представляет собой элемент, также облегчающий контроль конфигурации MnS. Са формирует (Са, Mn)S в стали, в результате чего MnS становится более твердым соединением. Поэтому во время прокатки вытягивания не происходит, что позволяет контролировать форму включений. Для того чтобы обеспечить возможность контроля конфигурации MnS, содержание Са должно составлять 0,0003% или более. К тому же, в том случае, если содержание Са превышает 0,003%, Са укрупняет оксиды, что приводит к ухудшению усталостной прочности. Поэтому при использовании Са его содержание должно составлять от 0,0003% или более до 0,003% или менее.
Zr: равно или более 0,0003% и равно или менее 0,005%
Zr также представляет собой элемент, позволяющий эффективно контролировать форму включений MnS. Zr формирует (Zr, Mn)S в стали, в результате чего MnS становится более твердым соединением. Поэтому во время прокатки вытягивания не происходит, что позволяет контролировать форму включений. Для того чтобы обеспечить возможность контроля формы включений MnS, содержание Zr должно составлять 0,0003% или более. К тому же, в том случае, если содержание Zr превышает 0,005%, Zr укрупняет оксиды, что приводит к ухудшению усталостной прочности. Поэтому при использовании Zr его содержание должно составлять от 0,0003% или более до 0,005% или менее.
РЗМ: равно или более 0,0003% и равно или менее 0,005%
РЗМ также представляет собой элемент, позволяющий эффективно контролировать форму включений MnS. РЗМ формирует (РЗМ, Mn)S в стали, в результате чего MnS становится более твердым соединением. Поэтому во время прокатки вытягивания не происходит, что позволяет контролировать форму включений. Для того чтобы обеспечить возможность контроля формы включений MnS, содержание РЗМ должно составлять 0,0003% или более. К тому же, в том случае, если содержание РЗМ превышает 0,005%, РЗМ укрупняет оксиды, в результате чего усталостная прочность нежелательно ухудшается. Поэтому при использовании РЗМ его содержание должно составлять от 0,0003% или более до 0,005% или менее.
Кроме того, РЗМ означает один или более редкоземельных металлов, выбранных из Sc, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb и Lu.
Сталь согласно настоящему изобретению способна обеспечить вышеописанное действие и результаты в том случае, если она имеет вышеописанный состав. Поэтому сталь согласно настоящему изобретению изготавливают известными способами и условия ее изготовления конкретно не ограничены. Обычно сталь согласно настоящему изобретению представляет собой катаную сталь, которая может быть получена в результате контроля состава сляба и его горячей прокатки или холодной прокатки.
Несмотря на то, что сталь согласно настоящему изобретению представляет собой сталь, имеющую очень высокую обрабатываемость, примеры использования такой стали (т.е. процессов изготовления изделий, таких как детали и т.п. с использованием подобной стали) могут включать вариант, в котором форму детали формируют посредством резки стали (т.е. стали согласно настоящему изобретению) с последующей индукционной закалкой; вариант, в котором катаную сталь подвергают ковке, форму детали формируют посредством резки кованой, катаной стали с последующей индукционной закалкой; вариант, в котором отжиг осуществляют до резки и т.п. Кроме того, твердость поверхностного слоя может быть дополнительно повышена после индукционной закалки в результате мягкого азотирования до индукционной закалки; такой процесс применим к стали согласно настоящему изобретению. Более того, детали могут быть изготовлены из стали посредством комбинации вышеописанных способов.
ПРИМЕРЫ
Далее настоящее изобретение описано более подробно со ссылкой на примеры. Однако предполагается, что приведенные примеры не ограничивают настоящее изобретение. Все намеренные изменения состава, описанные ниже, входят в технический объем настоящего изобретения.
Далее настоящее изобретение описано подробно со ссылкой на примеры.
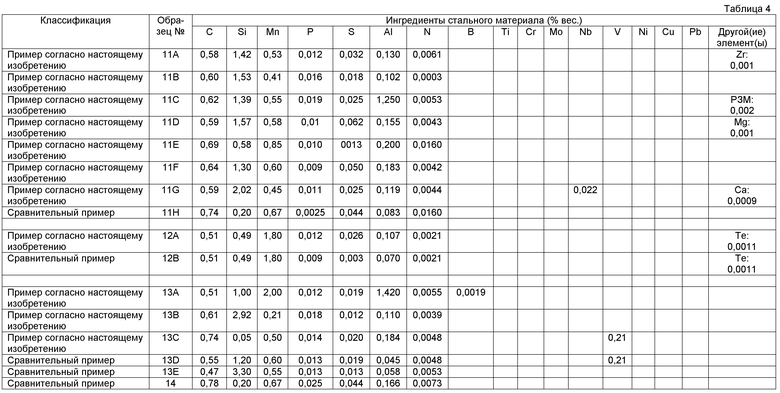
Стальные стержни 50Ø были изготовлены посредством плавки и прокатки сортов стали, представленных в таблицах 2-4.
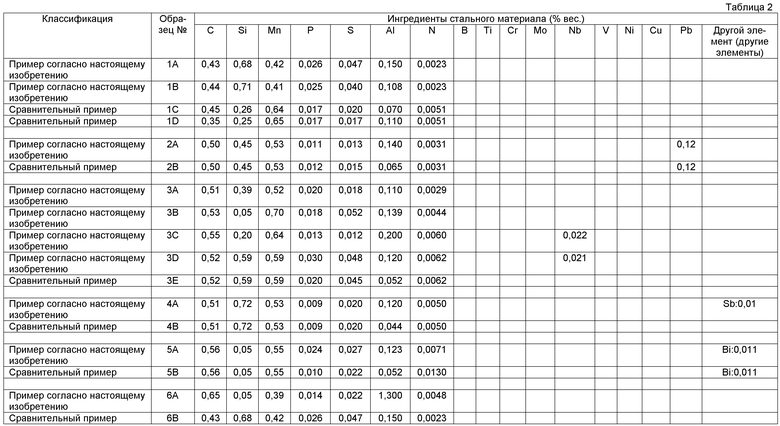
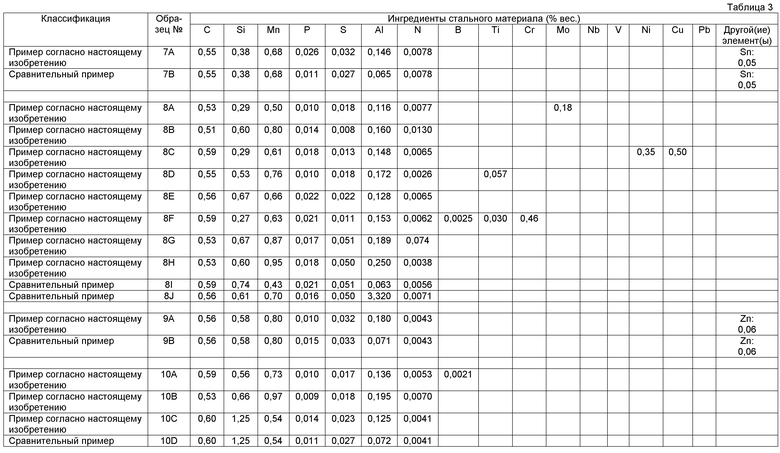
Сталь после прокатки разрезают и в поперечном сечении шлифуют. Среднюю твердость получают, измеряя твердость по Виккерсу в трех точках, расположенных на глубине 12,5 мм от поверхности, при нагрузке в 10 кг.
Затем из данных материалов (то есть катаных сортов стали) изготавливают образцы в виде дисков размером 45⌀×15 мм. Полученные образцы в виде дисков подвергают испытанию на обрабатываемость в условиях, приведенных в таблице 1. Как описано выше, обрабатываемость определяют, получая максимальную скорость сверления (м/мин), при которой общая глубина просверливаемого отверстия составляет 1000 мм. В результате осуществления данного испытания определяют срок службы инструмента.
Далее из полученных материалов изготавливают цилиндрические образцы размером 17,5⌀×52,5 мм. Цилиндрические образцы подвергают индукционной закалке, при которой участок глубиной 2 мм превращается в закаленный слой. Затем образцы разрезают, их поперечные сечения шлифуют, и среднюю твердость поверхностного слоя определяют, измеряя твердость по Виккерсу в 10 точках, расположенных на глубине 0,5 мм от поверхностного слоя, при нагрузке в 300 г. Полученные результаты являются показателем прочности стали для индукционной закалки, в частности, при ее использовании для различных деталей, таких как зубчатое колесо.
Результаты, показывающие среднюю твердость, срок службы инструмента и среднюю твердость поверхностного слоя после индукционной закалки катаных сортов стали, полученные в ходе испытаний, приведены в таблицах 5 и 6.
Результаты испытаний, полученные в примерах согласно настоящему изобретению, сравнивают с результатами, полученными в сравнительных примерах, по каждому значению твердости катаной стали. Это объясняется тем, что сравнение имеет смысл только в том случае, когда сравниваются стальные материалы, имеющие по существу одинаковую твердость, поскольку твердость влияет на обрабатываемость. Одинаковые цифры в номере образца (“Образец №”) означают одинаковый уровень твердости катаной стали.
Образцы №№ 1А и 1В представляют примеры согласно настоящему изобретению. Продолжительность срока службы инструмента является очень высокой. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, данные стальные материалы обеспечивают достаточные прочностные характеристики. Образцы №№ 1С и 1D представляют сравнительные примеры. В примере №1С продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению. В примере № 1D продолжительность срока службы инструмента является высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению, однако твердость поверхностного слоя после индукционной закалки снижена, поскольку содержание в нем С меньше нижнего предела согласно настоящему изобретению.
Образец № 2А представляет пример согласно настоящему изобретению. Продолжительность срока службы инструмента является очень высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению, и он включает Pb. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, такой стальной материал обеспечивает достаточные прочностные характеристики. Образец № 2В представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образцы №№ 3А, 3В, 3С и 3D представляют примеры согласно настоящему изобретению. Продолжительность срока службы инструментов является очень высокой. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, данные стальные материалы обеспечивают достаточные прочностные характеристики. Образец № 3Е представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образец № 4А представляет пример согласно настоящему изобретению. Продолжительность срока службы инструмента является очень высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению, и он также включает Sb. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, такой стальной материал обеспечивает достаточные прочностные характеристики. Образец № 4В представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание Al меньше нижнего предела согласно настоящему изобретению.
Образец № 5А представляет пример согласно настоящему изобретению. Продолжительность срока службы инструмента является очень высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению, и он также включает Bi. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, такой стальной материал обеспечивает достаточные прочностные характеристики. Образец № 5В представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образец № 6А представляет пример согласно настоящему изобретению. Продолжительность срока службы инструмента является очень высокой. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, такой стальной материал обеспечивает достаточные прочностные характеристики. Образец № 6В представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образец № 7А представляет пример согласно настоящему изобретению. Продолжительность срока службы инструмента является очень высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению, и он также включает Sn. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, такой стальной материал обеспечивает достаточные прочностные характеристики. Образец № 7В представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образцы №№ 8А, 8В, 8С, 8D, 8E, 8F, 8G и 8H представляют примеры согласно настоящему изобретению. Продолжительность срока службы инструментов является очень высокой, а твердость поверхностного слоя составляет HV600 или более, следовательно, данные стальные материалы обеспечивают достаточные прочностные характеристики. Образец № 8I представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению. Образец № 8J представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образец № 9А представляет пример согласно настоящему изобретению. Продолжительность срока службы инструмента является очень высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению, и он также включает Zn. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, такой стальной материал обеспечивает достаточные прочностные характеристики. Образец № 9В представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание Al меньше нижнего предела согласно настоящему изобретению.
Образцы №№ 10А, 10В и 10С представляют примеры согласно настоящему изобретению. Продолжительность срока службы инструментов является очень высокой. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, данные стальные материалы обеспечивают достаточные прочностные характеристики. Образец № 10D представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образцы №№ 11А, 11В, 11С, 11D, 11E, 11F и 11G представляют примеры согласно настоящему изобретению. Продолжительность срока службы инструментов является очень высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, данные стальные материалы обеспечивают достаточные прочностные характеристики. Образец № 11Н представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образец № 12А представляет пример согласно настоящему изобретению. Продолжительность срока инструмента является очень высокой, поскольку содержание в нем Al находится в рамках диапазона согласно настоящему изобретению, и он также включает Те. Кроме того, твердость поверхностного слоя составляет HV600 или более, следовательно, такой стальной материал обеспечивает достаточные прочностные характеристики. Образец № 12В представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению.
Образцы №№ 13А, 13В и 13С представляют примеры согласно настоящему изобретению. Продолжительность срока службы инструментов является очень высокой. Кроме того, твердость поверхностных слоев составляет HV600 или более, следовательно, данные стальные материалы обеспечивают достаточные прочностные характеристики. Образец № 13D представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше, поскольку содержание в нем Al меньше нижнего предела согласно настоящему изобретению. Образец № 13Е представляет сравнительный пример. В данном примере продолжительность срока службы инструмента меньше из-за повышения содержания твердых включений, поскольку содержание в нем Si выходит за рамки диапазона согласно настоящему изобретению.
Образец № 14 представляет сравнительный пример. В данном примере трещины в результате старения формируются после прокатки. Это происходит из-за ухудшения вязкости, поскольку содержание в нем С выходит за рамки диапазона согласно настоящему изобретению.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Сталь для индукционной закалки согласно настоящему изобретению может быть весьма целесообразно использована в качестве стального материала, используемого в процессе изготовления изделий, таких как детали, в котором сталь подвергают технологической обработке, такой как резка, а затем подвергают индукционной закалке. В частности, сталь согласно настоящему изобретению может быть весьма целесообразно использована в качестве стали для изготовления деталей, используемых для зубчатого колеса, CVM или CVJ для транспортных средств или подобного, после индукционной закалки.
Изобретение относится к области металлургии, а именно к стали для индукционной закалки, используемой для изготовления зубчатых колес и деталей транспортных средств. Сталь содержит, в % вес., С: от 0,40 или более до 0,75 или менее, Si: от 0,002 или более до 3,0 или менее, Mn: от 0,20 или более до 2,0 или менее, S: от 0,002 или более до 0,1 или менее, Al: от более чем 0,10 до 3,0 или менее, Р: 0,030 или менее и N: 0,035 или менее, остальное - Fe и неизбежные загрязняющие примеси. Сталь может дополнительно содержать один или более компонентов из: В: от 0,0004 или более до 0,005 или менее, Ti: от 0,004 или более до 0,10 или менее, Cr: от 0,05 или более до 1,50 или менее, Мо: от 0,05 или более до 0,6 или менее, Nb: от 0,005 или более до 0,2 или менее, V: от 0,01 или более до 1,0 или менее, Sb: от 0,0005 или более до 0,0150 или менее, Sn: от 0,005 или более до 2,0 или менее, Zn: от 0,0005 или более до 0,5 или менее, Те: от 0,0003 или более до 0,2 или менее, Bi: от 0,005 или более до 0,5 или менее, Pb: от 0,005 или более до 0,5 или менее, Mg: от 0,0002 или более до 0,003 или менее, Са: от 0,0003 или более до 0,003 или менее, Zr: от 0,0003 или более до 0,005 или менее, РЗМ: от 0,0003 или более до 0,005 или менее, Ni: от 0,05 или более до 2,0 или менее и Cu: от 0,01 или более до 2,0 или менее. Содержание А1 и N удовлетворяет следующему соотношению: [%Al]-(27/14)×[%N]-0,001>0,10%, в котором [Al] означает содержание алюминия в % вес., a [N] означает содержание азота в % вес. Технический результат заключается в повышении обрабатываемости стали. 7 з.п. ф-лы, 1 ил., 6 табл., 1 пр.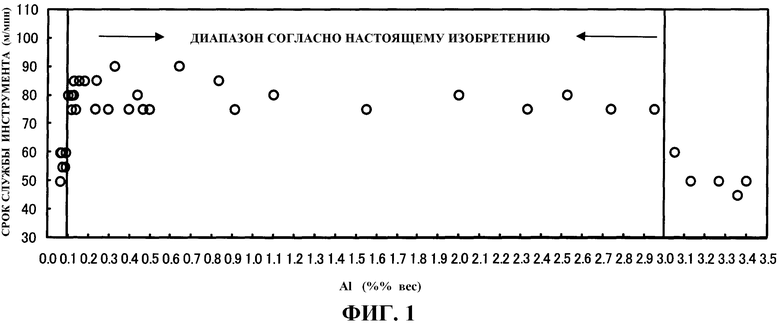
1. Сталь для индукционной закалки, содержащая, вес.%:
С: от 0,40 или более до 0,75 или менее;
Si: от 0,002 или более до 3,0 или менее;
Мn: от 0,20 или более до 2,0 или менее;
S: от 0,002 или более до 0,1 или менее;
Аl: от более чем 0,10 до 3,0 или менее;
Р: 0,030 или менее;
N: 0,035 или менее
остальное - Fe и неизбежные примеси, при этом содержания Аl и N удовлетворяет следующему соотношению:
[%Аl]-(27/14)×[%N]-0,001>0,10%, в котором [Аl] означает содержание алюминия в вес.%, a [N] означает содержание азота в вес.%.
2. Сталь по п.1, дополнительно содержащая, вес.%, В: от 0,0004 или более до 0,005 или менее.
3. Сталь по п.1, дополнительно содержащая, вес.%, Ti: от 0,004 или более до 0,10 или менее.
4. Сталь по п.1, дополнительно содержащая, вес.%, один или оба из:
Сr: от 0,05 или более до 1,50 или менее и
Мо: от 0,05 или более до 0,6 или менее.
5. Сталь по п.1, дополнительно содержащая, вес.%, один или оба из:
Nb: от 0,005 или более до 0,2 или менее, и
V: от 0,01 или более до 1,0 или менее.
6. Сталь по п.1, дополнительно содержащая, вес.%, один или более элементов, выбранных из группы, состоящей из:
Sb: от 0,0005 или более до 0,0150 или менее;
Sn: от 0,005 или более до 2,0 или менее;
Zn: от 0,0005 или более до 0,5 или менее;
Те: от 0,0003 или более до 0,2 или менее;
Bi: от 0,005 или более до 0,5 или менее и
Рb: от 0,005 или более до 0,5 или менее.
7. Сталь по п.1, дополнительно содержащая, вес.%, один или более элементов, выбранных из группы, состоящей из:
Mg: от 0,0002 или более до 0,003 или менее;
Са: от 0,0003 или более до 0,003 или менее;
Zr: от 0,0003 или более до 0,005 или менее и
РЗМ: от 0,0003 или более до 0,005 или менее.
8. Сталь по п.1, дополнительно содержащая, вес.%, один или оба:
Ni: от 0,05 или более до 2,0 или менее и
Сu: от 0,01 или более до 2,0 или менее.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| 1992 |
|
RU2003729C1 | |
| ПРУТОК ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2004 |
|
RU2285056C2 |
| Сталь | 1987 |
|
SU1518405A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

