Изобретение относится к области порошковой металлургии и может быть использовано в машиностроении для восстановления и повышения износостойкости вальцов мукомольных мельниц.
Известны способы нанесения конденсационных и диффузионных покрытий, каждый из которых имеет свои разновидности (см. Коломыцев П.Т. Высокотемпературные защитные покрытия для никелевых сплавов. М.: Металлургия, 1991 г., 236 с.).
Теплозащитные покрытия характеризуются более низкой теплопроводностью, но растрескиваются и отслаиваются при теплосменах под действием термомеханических нагрузок.
Известны способы повышения износостойкости изделий путем их азотирования, цементации, цианирования (см. Лахтин Ю.М., Леонтьева В.П. Материаловедение. М.: Машиностроение, 1990 г., 521 с.). Недостатком этих видов химико-термической обработки является невозможность достижения высокой твердости изделий и как следствие их высокой износостойкости. Данные методы повышения износостойкости не позволяют получить достаточную толщину покрытия исходя из диффузионного характера насыщения поверхности изделий.
Для обеспечения работоспособности деталей выполненных из чугуна и стали эффективно применяются электролитические хромовые покрытия и теплозащитные покрытия, полученные методом электронно-лучевого напыления или плазменного осаждения на воздухе или в вакууме (см. Повышение износостойкости деталей двигателей внутреннего сгорания. М.М.Хрущев. - М.: Машиностроение, 1972 г.). Твердость электролитических хромовых покрытий находится на уровне 900-1000 HV, адгезионная прочность - до 700 кг/см2, сравнительно низкий коэффициент трения, удовлетворительная прирабатываемость и высокая теплопроводность. Однако электролитический хром неудовлетворительно работает на трение и изнашивание при отсутствии смазки.
Известен способ нанесения хромового покрытия на стальные детали (патент на изобретение 2269608, опубл. 10.02.2006 г., бюл. №4). В данном способе не повышена износостойкость покрытия, а увеличена адгезия покрытия и производительность.
Известен способ нанесения высокотемпературного композиционного материала для уплотнительного покрытия (патент на изобретение РФ №2303649, опубл. 27.07.2007 г., бюл. №21), содержащего диоксид циркония, стабилизированный оксидом иттрия с добавлением нитрида бора, и нихромовое волокно. Данное покрытие повышает термостойкость при высоких температурах (1000°С), что не является необходимым при работе вальцов мукомольных мельниц.
Известно жаростойкое металлокерамическое покрытие (патент на изобретение РФ №2309194, опубл. 20.06.2006 г., бюл. №30) с чередующимися жаростойкими и жаропрочными слоями металлокерамики для противодействия ударно-термическому воздействию, но очень дорогое и не эффективное при работе на трение и изнашивание.
Наиболее близким техническим решением является способ получения эрозионно стойких теплозащитных покрытий на основе композиции ZrO2 и NiCr, включающий плазменное напыление подслоя нихрома и последующее напыление керметной композиции из механической порошковой смеси, содержащей 50-80 вес.% диоксида циркония и 50-20 вес.% нихрома, при этом для напыления керметной композиции используют механическую смесь, содержащую порошки диоксида циркония и нихрома с размером частиц 10-40 и 40-100 мкм соответственно, подачу порошковой смеси осуществляют под срез плазмотрона в направлении его перемещения относительно напыляемой поверхности, а в качестве стабилизирующей добавки в порошке диоксида циркония используют оксид кальция с содержанием 4-6 вес.% (патент на изобретение РФ №2283363, опубл. 10.09.2006 г., бюл. №25), принятый за прототип. Изобретение обеспечивает повышение эрозионно стойкости, термостойкости и адгезионной прочности покрытия за счет состава и создания зоны фазового перехода.
Покрытие, получаемое таким образом, неудовлетворительно работает на трение и изнашивание, имеет недостаточную твердость, неудовлетворительную износостойкость. Покрытие имеет повышенную теплостойкость за счет высокой концентрации диоксида циркония, что не является необходимым при работе деталей машиностроения в условиях обычных температур. При этом повышенная концентрация диоксида циркония приводит к повышению пористости покрытия, что снижает его износостойкость, сколам покрытия при нанесении и выкрашиванию его частиц в процессе эксплуатации.
Для повышения стойкости покрытия к изнашиванию необходимо повысить твердость и износостойкость покрытия, снизить его пористость.
Технической задачей изобретения является повышение износостойкости и долговечности деталей из чугуна или стали за счет применения теплозащитных износостойких покрытий (ТЗП).
Сущность изобретения заключается в том, что в способе нанесения теплозащитного износостойкого покрытия на детали из чугуна или стали, включающем плазменное напыление керметной композиции из механической порошковой смеси, содержащей диоксид циркония со стабилизирующей добавкой и нихром, перед плазменным напылением проводят абразивно-струйную обработку карбидом кремния с размером частиц 1,5 мм, а напыление осуществляют из механической порошковой смеси, дополнительно содержащей карбид титана и карбид бора, при следующем соотношении компонентов, вес.%: нихром 50-60, диоксид циркония 20-10, карбид титана 15-20, карбид бора 15-10.
Технический результат достигается за счет нового состава керметной композиции при нанесении покрытий, а именно введения в состав керметной смеси карбида титана и карбида бора для повышения прочности, твердости и износостойкости покрытия и снижения концентрации диоксида циркония для снижения пористости покрытия. Процентное содержание карбида титана и бора (15-20 вес.% карбида титана, 15-10 вес.% карбида бора) оптимально для прочностных и пластичных свойств покрытия, что позволяет покрытию иметь как высокую износостойкость, так и обрабатываемость изделия после нанесения покрытия. Повышение данных концентраций приводит к повышению твердости покрытия, снижению пластичности, сколам покрытия при нанесении и обработке. Снижение процентного содержания карбида титана и карбида бора приводит к снижению микротвердости покрытия и повышению интенсивности изнашивания (таблица №1). Процентное содержание диоксида циркония 20-10 вес.% достаточно для работы изделия в области температур 20-300°С.
На фиг.1 приведена микроструктура теплозащитного износостойкого покрытия.
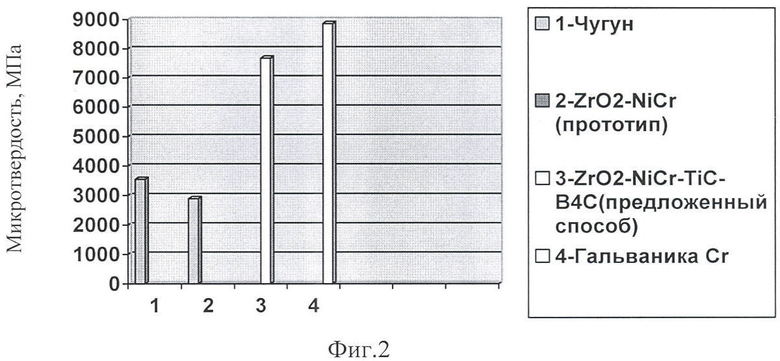
На фиг.2 приведена зависимость микротвердости покрытия от состава покрытия.
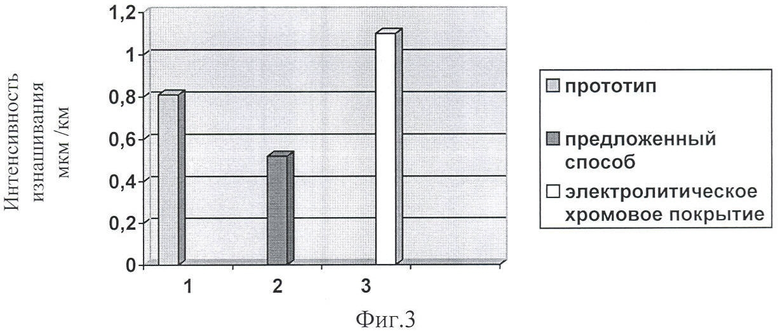
На фиг.3 приведена зависимость интенсивности изнашивания от состава покрытия.
Пример конкретного выполнения (оптимальный)
Предлагаемый способ нанесения комбинированного покрытия реализован следующим способом. Покрытие наносили на чугунные вальцы мукомольных мельниц, выполненных из белого износостойкого чугуна, и стальные вальцы листогибочных станков. Материал стальных вальцов - сталь 45. Для напыления использовалась установка воздушно-плазменного напыления типа УПН-40 в составе источника питания АПР-404, плазмотрона ПН-В1, дозатора подачи Д-40(М). Напыление осуществлялось в камере, снабженной вращателем с системой центросмещения и устройством перемещения плазмотрона. Перед напылением покрытий проводилась абразивно-струйная обработка карбидом кремния с размером частиц 1,5 мм. Использовали порошок диоксида циркония грануляцией 10-40 мкм и порошки нихрома, карбида титана и бора с размером частиц 40-100 мкм. Перед напылением готовили механическую порошковую смесь при определенных соотношениях компонентов (вес.%), перемешивая ее в мельнице для равномерного распределения компонентов в смеси. Напыление покрытий по прототипу и предлагаемому способу осуществляли воздушным плазмотроном ПН-В1 при I=190-200 A, U=200 В. Толщина покрытий 120-150 мкм. Данные по толщинам слоев покрытия определяли на оптическом микроскопе «Neophot-21». Фазовый анализ покрытий: пористость - 2-4%, соотношение керамика - металл 18-25% в зависимости от состава смеси.
Прочность сцепления износостойкого покрытия с основным металлом оценивалась согласно ГОСТ 621-87. Испытания на изнашивание проводились на установке типа Армслера (машина трения МТ-2) при нагрузке, исключающей задир (р=3.42 МПа; V=2.5 м/с; t=10 часов). Линейный износ образцов определяли на оптиметре по разности его показаний до и после испытаний.
Интенсивность изнашивания определяли как отношение линейного износа к пройденному пути образцами за время испытаний. Химический состав определялся микрорентгеноспектральным способом на электронном микроскопе «Stereoscan-S-600» с микроанализатором «Link».
Проведенные сравнительные испытания образцов с покрытиями показали преимущество предлагаемого покрытия по микротвердости (фиг.2) и износостойкости (фиг.3). Использование способа наиболее эффективно для повышения износостойкости вальцов мукомольных мельниц и стальных вальцов листогибочных станков в связи с их решающим влиянием на ресурс изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2013 |
|
RU2521780C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2020 |
|
RU2751499C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2010 |
|
RU2425906C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2022 |
|
RU2780616C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2021 |
|
RU2766627C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ЭЛЕКТРОПРОВОДЯЩЕГО ПОКРЫТИЯ НА УГЛЕРОДНЫЕ ВОЛОКНА И ТКАНИ | 2013 |
|
RU2511146C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ ИЗ ЧУГУНА ИЛИ СТАЛИ | 2024 |
|
RU2828526C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ЭЛЕКТРОПРОВОДЯЩЕГО ПОКРЫТИЯ НА УГЛЕРОДНЫЕ ВОЛОКНА И ТКАНИ | 2020 |
|
RU2757827C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ СИСТЕМЫ "ТИТАН-ДИОКСИД ТИТАНА" | 2023 |
|
RU2823208C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННОСТОЙКИХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ | 2012 |
|
RU2499078C1 |
Изобретение относится к области порошковой металлургии и может быть использовано в машиностроении для восстановления и повышения износостойкости вальцов мукомольных мельниц. Осуществляют абразивно-струйную обработку карбидом кремния с размером частиц 1,5 мм. Затем проводят плазменное напыление керметной композиции из механической порошковой смеси, содержащей следующие компоненты, вес.%: нихром 50-60, диоксид циркония 20-10, карбид титана 15-20, карбид бора 15-10. Повышается износостойкость и долговечность деталей. 3 ил., 1 табл., 1 пр.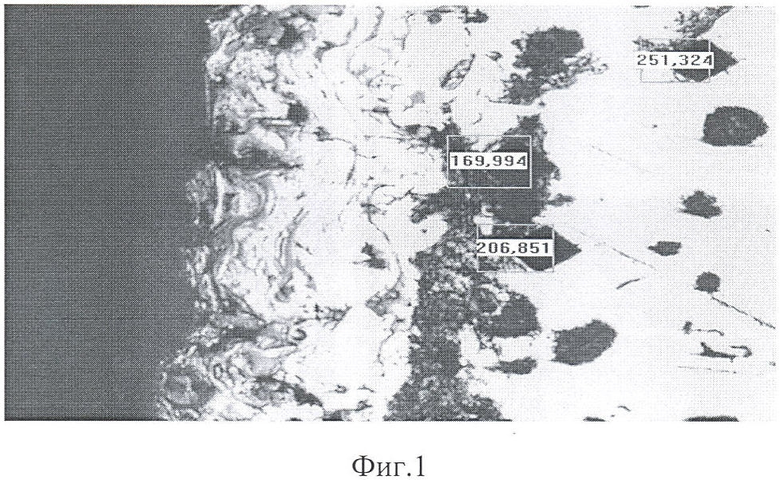
Способ нанесения теплозащитного износостойкого покрытия на детали из чугуна или стали, включающий плазменное напыление керметной композиции из механической порошковой смеси, содержащей диоксид циркония со стабилизирующей добавкой и нихром, отличающийся тем, что перед плазменным напылением проводят абразивно-струйную обработку карбидом кремния с размером частиц 1,5 мм, а напыление осуществляют из механической порошковой смеси, дополнительно содержащей карбид титана и карбид бора, при следующем соотношении компонентов, вес.%: нихром 50-60, диоксид циркония 20-10, карбид титана 15-20, карбид бора 15-10.
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКИХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ | 2003 |
|
RU2283363C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ | 1991 |
|
RU2021388C1 |
| DE 102009029697 A1, 24.03.2011 | |||
| WO 2004094685 A2, 04.11.2004. | |||

