Изобретение относится к области строительной механики и может быть использовано при проектировании несущих арочных покрытий из тонколистовых холодногнутых профилей.
Известен способ определения остаточных напряжений, заключающийся в замере деформаций при помощи проволочных тензорезисторов до и после высверливания шайбы с наклеенными тензодатчиками при помощи трубчатого сверла [Ванин В.А. Научные исследования в технологии машиностроения: учебное пособие. / В.А.Ванин, В.Г.Однолько, С.И.Пестрецов, В.Х.Фидаров, А.Н.Колодин. - Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009. - С.122].
В некоторой точке детали сложной конфигурации наклеивают два проволочных тензорезистора в двух взаимно перпендикулярных направлениях и записывают их показания, а затем вырезают вместе с тензорезисторами пластинку (не внося дополнительных остаточных напряжений) и снова снимают показания тензорезисторов. Разность показаний позволяет вычислять деформации в выбранных направлениях, возникающие в результате вырезки пластинки. По значениям деформаций вычисляют остаточные напряжения, действовавшие до вырезки пластинки. Чем тоньше пластинка, тем точнее определение остаточных напряжений.
Недостатками способа являются сложность и трудоемкость процесса, необходимость в обладании специальными навыками оператора, необходимость в специальном оборудовании.
Известен рентгеновский способ, основанный на явлении рассеивания монохроматических рентгеновских лучей при прохождении через регулярную кристаллическую решетку материала и вычислении остаточных напряжений, исходя из формулы Вульфа - Брэгга, характеризующей условие отражения рентгеновских лучей от атомных плоскостей кристалла [пат.2390763 РФ, МПК G01N 23/207 (2006.01). Способ определения локальной концентрации остаточных микронапряжений в металлах и сплавах./Алексеева Л.Е., Гетманова М.Е., Филиппов Г.А., Шахпазов Е.Х.].
Способ заключается в том, что на рентгеновском дифрактометре для исследуемого материала получают кривую распределения интенсивности интерференционной линии индексов дальних порядков - высоких углов Вульфа-Брегга в режиме счета по точкам, либо в режиме записи дифрактограмм. Проводят обработку дифрактограммы. Затем измеряют площади отсеченных периферических участков и общую площадь дифрактограммы. После этого с помощью формулы определяют процентное соотношение, являющееся величиной локальной концентрации остаточных микронапряжений.
Недостатками способа являются сложность и трудоемкость процесса, необходимость во владении оператором специальными навыками, необходимость в специальном оборудовании.
Из известных технических решений наиболее близким по технической сущности к заявляемому объекту является способ измерения деформаций, заключающийся в последовательном удалении слоев металла и замере прогибов стержня, вырезанного из детали [пат.2121666 РФ, МПК G01 L1/06 (1998.11). Способ определения остаточных напряжений. / Замащиков Ю.И.].
Способ заключается в том, что из изделия по двум взаимно перпендикулярным направлениям вырезают два образца заданных размеров, измеряют деформации изгиба и кручения после вырезки и после уменьшения толщины образцов путем удаления напряженных слоев материала, а по полученным данным определяют остаточные напряжения в материале изделия. Размеры обоих образцов определяют предварительно перед вырезкой из условия, что производная от деформации изгиба и производная от деформации кручения по толщине удаляемого слоя были равны при условии равенства соответствующих нормальных и касательных напряжений.
Недостатками способа являются сложность и трудоемкость процесса, необходимость в специальном оборудовании, прохождение процесса измерения в лабораторных условиях, ослабление исследуемой конструкции после извлечения из нее опытного образца.
В арочных заготовках из профилированных холоднокатаных листов остаточные напряжения возникают на стадии изготовления и обусловлены технологическим процессом продольного гиба в холодном состоянии без последующей термообработки. Эти напряжения являются интегрально уравновешенной системой внутренних сил в сечении, однако при нагружении складываются с напряжениями, действующими от внешних нагрузок. Пренебрежение остаточными напряжениями ведет к неточностям в прочностных расчетах, расчетах местной устойчивости элементов арочных профилей.
Задачей изобретения является разработка способа определения остаточных напряжений в сжатой полке арочного стального тонколистового холоднокатаного профиля, обеспечивающего простоту методики, достоверность полученных значений, а также существенно не влияющего на несущую способность конструкции.
Указанный технический результат достигается тем, что в известном способе согласно изобретению в сжатой полке арочного стального тонколистового холоднокатаного профиля выполняют разрезы в виде двух параллельных ориентированных вдоль оси Z пропилов с образованием полосы длиной L и шириной b, измерением прогиба в середине вырезанной полосы V и вычислением остаточных напряжений σzост по формуле; ширина разрезов не превышает 1-2 мм; ширину полосы b, образованной при выполнении разрезов в зависимости от ширины сжатой полки профиля В, определяют соотношением b≤0,1В; длину вырезанной стальной полосы L, образованной при выполнении разрезов в зависимости от ее ширины b, определяют соотношением L≥10b.
Изобретение поясняется прилагаемыми чертежами, где
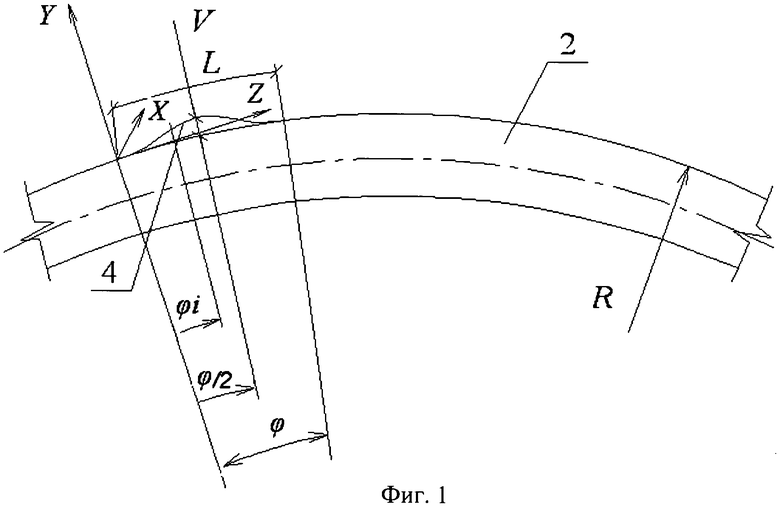
на фиг.1 представлен вид сбоку на арочный стальной тонколистовой холоднокатаный профиль на участке образования выгнутой полосы, полученной путем выполнения двух сквозных разрезов в полке профиля (L - длина вырезанной стальной полосы, V - прогиб вырезанной стальной полосы, φ - угловая длина вырезанной стальной полосы, φi - угловая координата положения i-го сечения по длине вырезанной стальной полосы, R - радиус гиба оси арочного стального холоднокатаного профиля, X, Y, Z - собственные оси вырезанной стальной полосы);
на фиг.2 - вид сверху на арочный стальной тонколистовой холоднокатаный профиль на участке выполнения разрезов (b - ширина вырезанной стальной полосы, В - ширина сжатой полки арочного металлического холоднокатаного профиля, t - ширина разрезов);
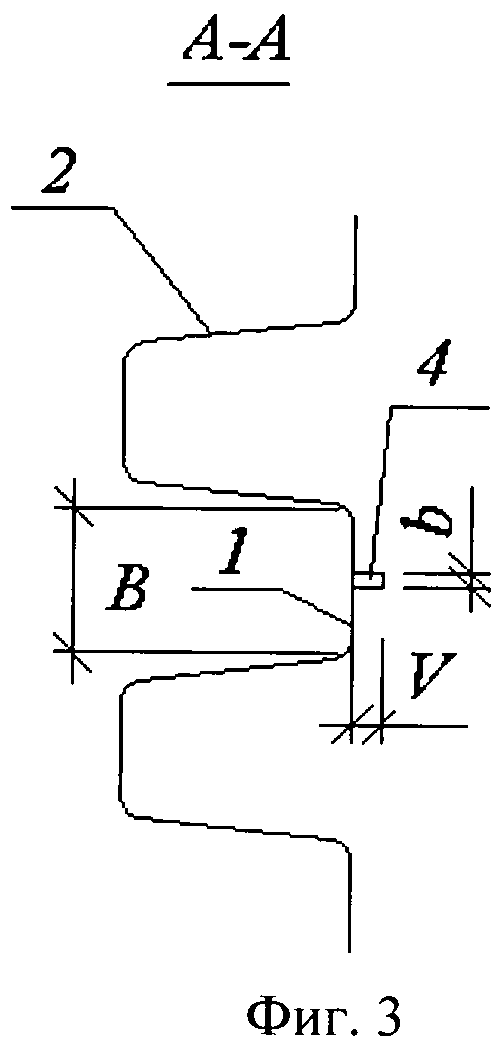
на фиг.3 - сечение А-А по фиг.2;
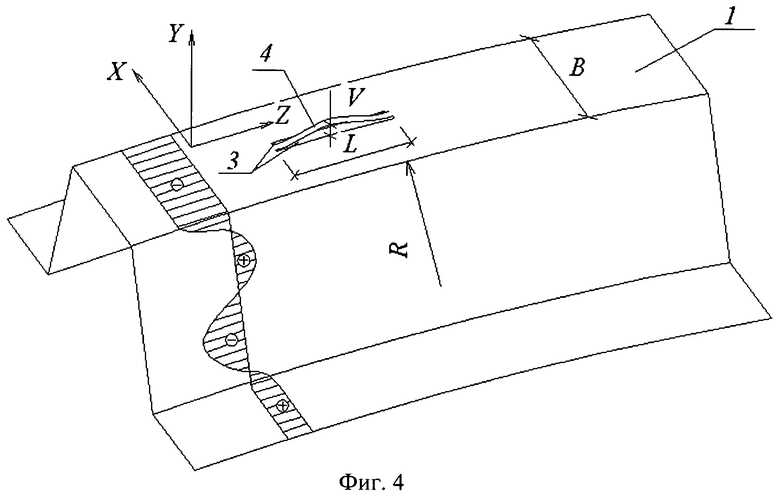
на фиг.4 - эскиз стального тонколистового холоднокатаного профиля на участке выполнения разрезов с указанием распределения остаточных напряжений по высоте сечения профиля;
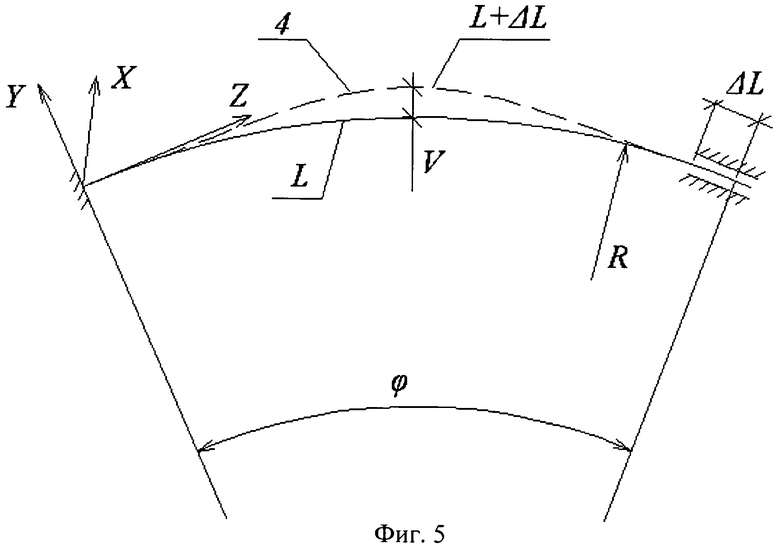
на фиг.5 - расчетная схема вырезанной стальной полосы, полученной путем выполнения двух разрезов в полке профиля (ΔL - продольное перемещение вырезанной стальной полосы).
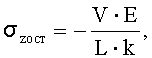
В сжатой полке 1 арочного стального тонколистового холоднокатаного профиля 2 радиусом R, имеющей ширину В, выполняют два разреза 3 с образованием полосы 4 длиной L и шириной b (фиг.1-4). За счет наличия сжимающих остаточных напряжений полученная между разрезами полоса 4 изгибается. Измерив прогиб V в середине вырезанной стальной полосы 4, определяют остаточные напряжения σzост по формуле:
 ,
,
где V - максимальный прогиб вырезанной стальной полосы;
Е - модуль упругости стали;
L - длина вырезанной стальной полосы;
k - коэффициент, зависящий от геометрических характеристик арочного стального тонколистового холоднокатаного профиля.
На основании математической модели для кругового стержня [Н.А.Гришаев, В.Д.Белый, С.А.Макеев. Аналитическое решение плоской задачи для кругового стержня. // Материалы IV научно-практической конференции студентов, аспирантов и молодых ученых 20-21 мая 2009 г. - Омск: изд-во СибАДИ, 2009. Кн. 3 - С.62-68] определены тангенциальные перемещения, радиальные перемещения, а также угол поворота для любого поперечного сечения вырезанной стальной полосы:

где W(φi) - тангенциальные перемещения i-го поперечного сечения вырезанной стальной полосы;
φi - угловая координата положения i-го сечения по длине вырезанной стальной полосы;
А, В, С, D1, D2, D3 - постоянные интегрирования;
R - радиус оси арочного стального холоднокатаного профиля;
Е - модуль упругости стали;
Ix - момент инерции сечения вырезанной стальной полосы.

где V(φi) - радиальные перемещения i-го поперечного сечения вырезанной стальной полосы.

где Δφ(φi) - угол поворота i-го поперечного сечения вырезанной стальной полосы.
В соответствии с физическим смыслом константы А, В, С равны
А=W(0), В=W'(0)=-V(0), С=W”(0), A+C=RΔφ(0).
В соответствии с расчетной схемой вырезанной стальной полосы граничные условия в начале координат (фиг.1, фиг.5):
V(φi=0)=0; Δφ(φi=0)=0; W(φi=0)=0,
определены постоянные интегрирования А=В=С=0.
При вырезании полосы в соответствии с предложенным техническим решением остаточные сжимающие напряжения высвобождаются, и полоса получает продольное перемещение ΔL при одновременном прогибе V по оси Y. В соответствии с граничными условиями закрепления правого конца вырезанной полоски (фиг.1, фиг.5) оставшиеся три граничных условия следующие:
V(φi=φ)=0; Δφ(φi=φ)=0; W(φi=φ)=-ΔL,
где ΔL - продольное перемещение вырезанной стальной полосы, мм;
φ - угловая длина вырезанной стальной полосы.
В связи с этим уравнения (1), (2), (3):



Для нахождения трех неизвестных констант выражена константа D1 из уравнения (6):

С учетом уравнения (7), уравнения (4) и (5) имеют вид:
Для удобства дальнейших математических преобразований уравнения (8) и (9) представлены в виде:


где а 11, a 12=a 21, a 22 - коэффициенты, характеризующие геометрические особенности вырезанной полосы:
a 12=1-cosφ-(φ/2)sinφ-(φ-sinφ)(1-cosφ)/φ,
a 22=φ-(3/2)sinφ+(φ/2)cosφ-(φ-sinφ)2/φ.
Для нахождения неизвестных констант из уравнения (10) выражена константа D2:
С учетом (12) в уравнении (11) определена константа D3:
В связи с этим D2 из уравнения (12):
С учетом D3 и D2 константа D1 из уравнения (7):

Прогиб в середине вырезанной стальной полосы в соответствии с уравнением (2):

С учетом уравнений (13), (14) и (15), уравнение (16) примет вид:
где с, d, e, f - геометрические коэффициенты для вырезанной стальной полосы:


e=1-cos(φ/2)-(φ/4)sin(φ/2),

Длина вырезанной стальной полосы равна:

где L - длина вырезанной стальной полосы.
Остаточные напряжения равны:


где ε - относительные деформации стальной полосы:
ε=ΔL/L.
В связи с этим уравнение (17) примет вид:

где V - максимальный прогиб вырезанной стальной полосы.
Остаточные напряжения равны:

где k - геометрическая характеристика вырезанной стальной полосы:
k=(с-d+е)/f.
Ширина вырезанной стальной полосы b назначается из соотношения (23), при котором влияние ослабления сечения арочного стального тонколистового холоднокатаного профиля считается незначительным:

где b - ширина вырезанной стальной полосы;
B - ширина сжатой полки арочного металлического холоднокатаного профиля.
Длина вырезанной стальной полосы L в сжатой полке арочного стального тонколистового холоднокатаного профиля назначается из соотношения (24) для получения визуально заметных прогибов вырезанной стальной полосы V и удобства их измерения:

Таким образом, предложен способ определения остаточных напряжений в сжатой полке арочного стального тонколистового холоднокатаного профиля, обеспечивающий простоту методики, достоверность полученных значений, а также существенно не влияющий на несущую способность конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения остаточных напряжений в сжатых полках арочных стальных тонколистовых холоднокатаных профилированных листов | 2018 |
|
RU2708551C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В АРОЧНЫХ ПРОФИЛЯХ | 2019 |
|
RU2726295C1 |
| ТЕПЛИЦА СБОРНАЯ (ВАРИАНТЫ) | 2009 |
|
RU2426301C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| ТЕПЛИЦА СБОРНАЯ (ВАРИАНТЫ) | 2010 |
|
RU2420951C1 |
| Способ определения симметричного распределения остаточных напряжений по толщине пластины | 2023 |
|
RU2818878C1 |
| Деформируемое зеркало | 1986 |
|
SU1841178A1 |
| СПОСОБ КОНТРОЛЯ МАГНИТНЫХ И МЕХАНИЧЕСКИХ СВОЙСТВ ТОНКОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2411515C1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ ТОНКОЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2206883C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
Изобретение относится к области строительной механики и может быть использовано при проектировании несущих арочных покрытий из тонколистовых холодногнутых профилей. Сущность: в сжатых полках арочных стальных тонколистовых холоднокатаных профилей выполняют разрезы с последующим измерением физических параметров и вычислением остаточных напряжений по формуле. Разрезы выполняют в виде двух параллельных пропилов с образованием полосы длиной L и шириной b, измерением прогиба в середине вырезанной полосы V и вычислением остаточных напряжений σzост по формуле. Технический результат - обеспечение упрощения методики и достоверности полученных значений при не существенном влиянии на несущую способность конструкции. 3 з.п. ф-лы, 5 ил.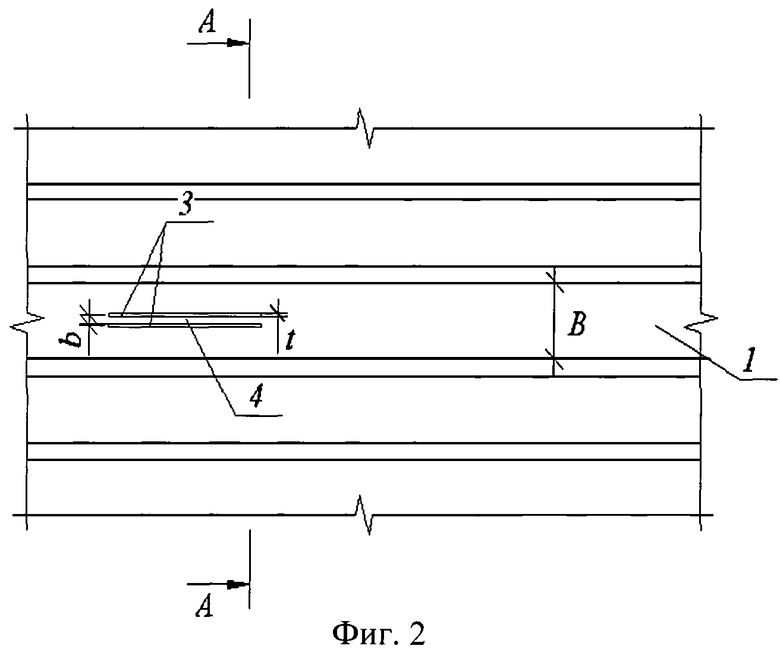
1. Способ определения остаточных напряжений σzост в сжатых полках арочных стальных тонколистовых холоднокатаных профилей, включающий выполнение разрезов в исследуемой полке с последующим измерением физических параметров и вычислением остаточных напряжений по формуле, отличающийся тем, что разрезы выполняют в виде двух параллельных ориентированных вдоль оси Z пропилов с образованием полосы длиной L и шириной b, измерением прогиба в середине вырезанной полосы V и вычислением остаточных напряжений σzост по формуле:
где V - максимальный прогиб вырезанной стальной полосы;
Е - модуль упругости стали;
L - длина вырезанной стальной полосы;
k - коэффициент, зависящий от геометрических характеристик арочного стального тонколистового холоднокатаного профиля.
2. Способ по п.1, отличающийся тем, что ширина разрезов не превышает 1-2 мм.
3. Способ по п.1, отличающийся тем, что ширину полосы b, образованной при выполнении разрезов в зависимости от ширины сжатой полки профиля В, определяют соотношением b≤0,1 В.
4. Способ по п.1, отличающийся тем, что длину вырезанной стальной полосы L, образованной при выполнении разрезов в зависимости от ее ширины b, определяют соотношением L≥10b.
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 1996 |
|
RU2121666C1 |
| Способ определения остаточных напряжений в полосовых заготовках | 1988 |
|
SU1675689A1 |
| Способ определения остаточных напряжений в поверхностном слое изделий | 1990 |
|
SU1783357A1 |
| Способ анальгезии при препарировании зубов | 1985 |
|
SU1263258A1 |

