Изобретение относится к способам неразрушающего контроля магнитных и механических свойств движущейся полосы в потоке производства.
Известен способ контроля механических свойств тонколистового проката [патент РФ 22068831], заключающийся в том, что при обработке полосы в цехе холодной прокатки дополнительно измеряют распределение остаточных продольных и поперечных напряжений и определяют отклонения механических свойств от среднего значения по ширине и длине полосы, а затем рассчитывают фактическое распределение механических свойств по ширине и длине полосы.
Недостатком данного способа является отсутствие возможности контроля магнитных свойств, распределение которых в полосе также связано с распределением остаточных продольных и поперечных напряжений. Другим недостатком является тот факт, что наряду с уровнем внутренних напряжений в холоднокатаных полосах не учитывается неоднородность пластической деформации при горячей прокатке, которая также оказывает влияние на уровень магнитных и механических свойств вследствие действия механизма наследования структуры.
Магнитные свойства готовой электротехнической изотропной стали (ЭИС) определяются ее структурным состоянием, формирующимся в процессе рекристаллизации деформированного металла. Движущей силой первичной рекристаллизации является накопленная энергия деформации, величина которой определяется количеством внесенных дефектов кристаллического строения. Одновременно дефектность кристаллической решетки определяет величину внутренних напряжений, действующих в микрообъемах, то есть напряжений 2-го рода. Из этого следует, что уровень внутренних напряжений 2-го рода в полосе после прокатки позволяет судить о склонности зерна к росту в процессе рекристаллизации. Известно [Технология термической обработки стали / [Р.Бернст, З.Бемер, Г.Дитрих и др.]; Пер. с нем. Б.Е.Левина; Под ред. М.Л.Бернштейна - М.: Металлургия, 1981], что уровень напряжений 1-го рода определяется величиной напряжений 2-го рода. Таким образом, величина напряжений 1-го рода, которая может быть измерена непосредственно в потоке производства при движении полос через технологический агрегат (например, с помощью стрессометрического ролика), позволяет оценить уровень напряжений 2-го рода, т.е. склонность металла к росту зерна при первичной рекристаллизации и, как следствие, уровень магнитных свойств готовой ЭИС.
Некоторые участки по ширине полосы при горячей прокатке подвергаются большему обжатию, чем остальные, из-за чего профиль горячекатаной полосы может иметь различный вид (выпуклый, вогнутый, клиновидный или другой) [Коцарь С.Л. Технология листопрокатного производства / С.Л.Коцарь, А.Д.Белянский, Ю.А.Мухин. - М.: Металлургия, 1997. - 272 с.]. Это приводит к неравномерности деформации металла при холодной прокатке и, как следствие, способствует возникновению неоднородности структуры готового металла. Как показывает практика [Божков А.И. и др. Исследование распределения магнитных и механических свойств в полосах электротехнической изотропной стали. Сообщение 2. / Божков А.И., Чеглов А.Н., Дегтев С.С., Кондратков Д.Д., Шопин И.И. // Производство проката №6. - 2009. - С.11-17.], толщина горячекатаной полосы изменяется не только по ширине, по и по длине. Это связано со спецификой обработки на непрерывных станах горячей прокатки (задача, выпуск концевых участков полосы). Таким образом, при оценке и прогнозе уровня магнитных и механических свойств по длине и ширине полосы готовой ЭИС необходимо учитывать продольную и поперечную разнотолщинности горячекатаных полос.
Техническая задача изобретения - повышение точности прогнозирования оценки и контроля магнитных и механических свойств ЭИС в потоке производства.
Решение поставленной задачи достигается тем, что расчет распределения магнитных и механических свойств по длине и ширине полосы производится с учетом взаимного влияния остаточных продольных и поперечных напряжений и профиля горячекатаной полосы.
Остаточные продольные и поперечные напряжения определялись прямым измерением с помощью датчиков (в частности, использовался стрессометрический ролик) непосредственно в потоке производства при движении полос через технологический агрегат, а профиль горячекатаной полосы - с помощью радиоизотопного профилемера, установленного в линии технологического агрегата. Отклонение магнитных и механических свойств от среднего значения и их средний уровень по ширине полосы определяли па основе обработки результатов лабораторных испытаний образцов, на которые распускали полосы по длине и ширине в соответствии с координатами измерений остаточных продольных и поперечных напряжений и профиля горячекатаной полосы.
Экспериментально определяли коэффициенты линейных зависимостей отклонения магнитных и механических свойств от среднего значения по ширине и длине полосы от остаточных продольных и поперечных напряжений и профиля горячекатаной полосы (для каждого показателя магнитных и механических свойств отдельно: предела текучести, предела прочности, относительного удлинения, твердости, удельных магнитных потерь, магнитной индукции):

где ΔMSij - отклонение магнитных и механических свойств от среднего значения по ширине и длине полосы;
B, С - коэффициенты, учитывающие марку стали;
Δσij - отклонение остаточных напряжений по ширине и длине полосы от среднего значения;
ΔHij - отклонение толщины горячекатаной полосы по ширине и длине полосы от среднего значения;
i, j - координаты по ширине и длине полосы.
Далее определяли фактическое распределение магнитных и механических свойств по ширине и длине полосы по формуле:

где  - фактическое распределение магнитных и механических свойств по ширине и длине полосы;
- фактическое распределение магнитных и механических свойств по ширине и длине полосы;
MSp - рассчитанный по известным формулам (например, [Настич В.П. Управление качеством тонколистового проката / В.П.Настич, В.Н.Скороходов, А.И.Божков. - М.: Интермет Инжиниринг, 2001. - 296 с.]) или измеренный средний уровень магнитных и механических свойств.
Ниже приведен пример реализации предложенного способа.
Пример
При обработке полос из стали марки 0402 типоразмера 0,5×1000 мм экспериментальным путем были получены средний уровень и распределение магнитных и механических свойств по ширине полосы. Карту разрезали на отдельные образцы по ширине полосы и измеряли магнитные и механические свойства для каждого образца.
Экспериментальным путем были получены формулы для расчета отклонения магнитных и механических свойств от среднего значения:
Для удельных магнитных потерь:
ΔР1,5/50=0,002Δσij+5,16ΔHij.
Полученное уравнение имеет достаточно высокие оценки адекватности: r=0,97, F=34,54,  .
.
Для предела текучести:
Δσт=0,84Δσij+603,63ΔHij.
Полученное уравнение имеет достаточно высокие оценки адекватности: r=0,89, F=15,13,  .
.
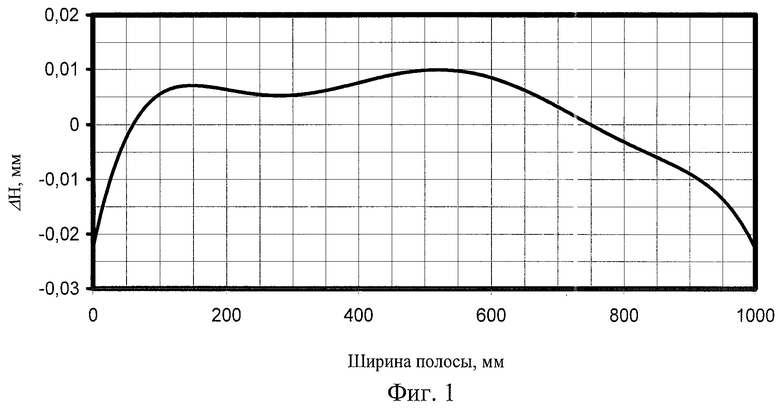
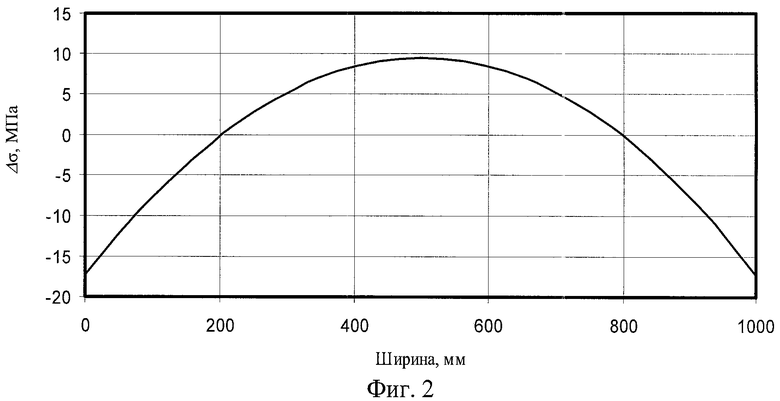
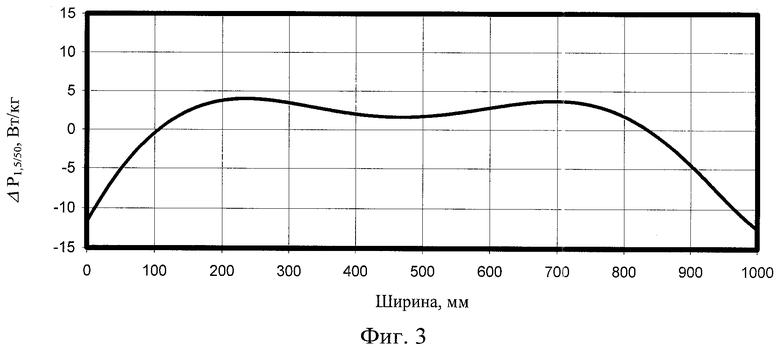
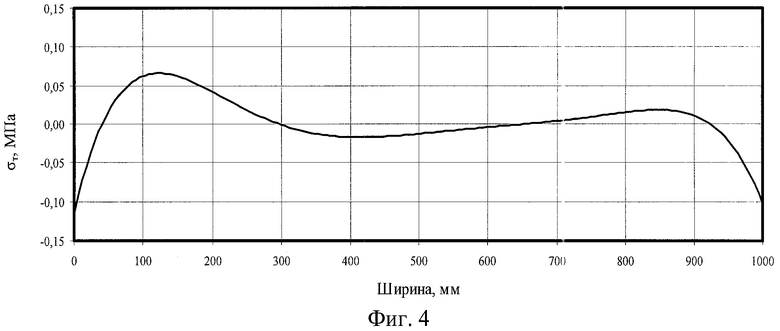
По измеренным профилю горячекатаного подката (фиг.1) и эпюре остаточных напряжений в полосе (фиг.2) определены отклонения удельных магнитных потерь (фиг.3) и предела текучести от среднего - значения для готового проката (фиг.4).
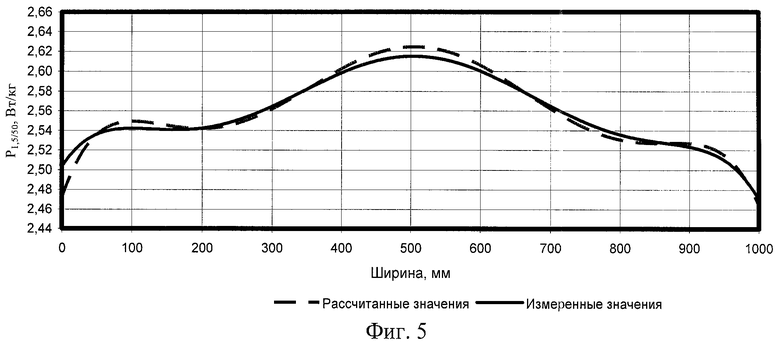
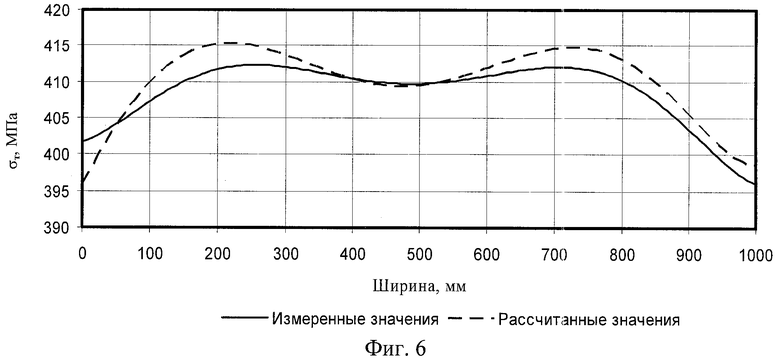
На (фиг.5 и 6) приведены кривые распределения удельных магнитных потерь и предела текучести по ширине полосы, соответственные рассчитанные и измеренные.
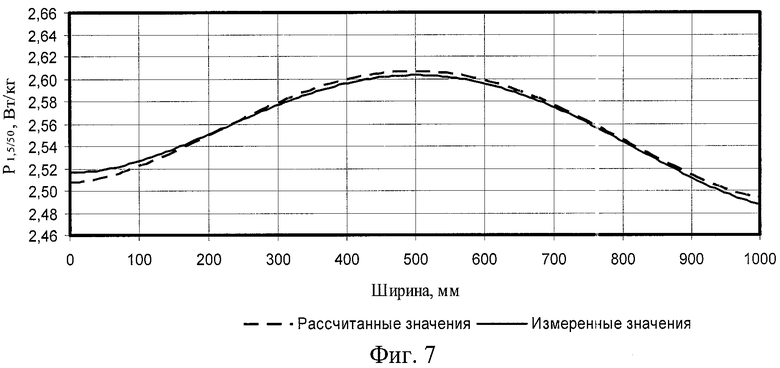
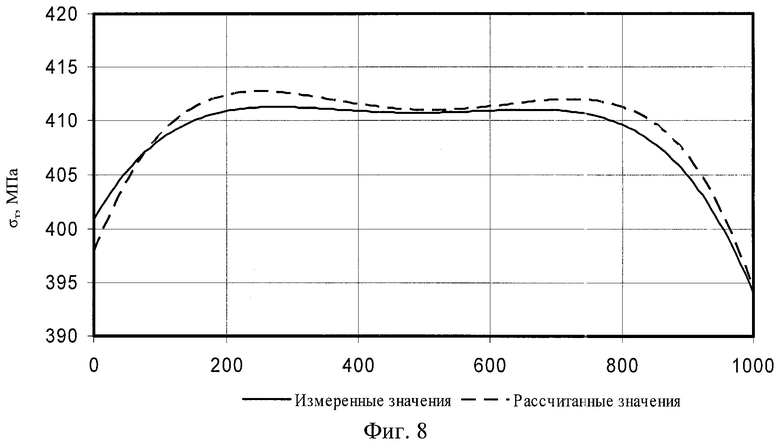
На (фиг.7 и 8) приведены распределения удельных магнитных потерь и предела текучести по ширине полосы, рассчитанные и измеренные на расстоянии 1000 м от переднего конца полосы.
Рассчитанные значения отличаются от измеренных меньше чем на 5% их абсолютной величины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2010 |
|
RU2424329C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2009 |
|
RU2413007C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2009 |
|
RU2413008C1 |
| СПОСОБ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ ТОНКОЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2206883C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2396134C2 |
| Способ производства высокопрочной электротехнической изотропной стали в виде холоднокатаной полосы | 2021 |
|
RU2764738C1 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2706990C1 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2576355C1 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2018 |
|
RU2717034C1 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2674502C2 |
Изобретение относится к неразрушающему контролю магнитных и механических свойств движущейся полосы. Техническая задача изобретения - контроль магнитных и механических свойств в потоке производства по длине и ширине полосы. Решение поставленной задачи достигается тем, что измеряют распределение остаточных продольных и поперечных напряжений и профиль горячекатаной полосы и определяют отклонения магнитных и механических свойств от среднего значения по ширине и длине полосы по уравнениям вида: ΔMSij=BΔσij+CΔHij, где ΔMSij - отклонение магнитных и механических свойств от среднего значения по ширине и длине полосы; В, С - коэффициенты, учитывающие марку стали; Δσij - отклонение остаточных напряжений по ширине и длине полосы от среднего значения; ΔHij - отклонение толщины горячекатаной полосы по ширине и длине полосы от среднего значения; i, j - координаты по ширине и длине полосы. После чего определяют фактическое распределение магнитных и механических свойств по ширине и длине полосы по формуле:  где
где  - фактическое распределение магнитных и механических свойств по ширине и длине полосы; MSp - рассчитанный или измеренный средний уровень магнитных и механических свойств. Изобретение обеспечивает повышение точности прогнозирования оценки и контроля магнитных и механических свойств электротехнической изотропной стали в потоке производства. 8 ил.
- фактическое распределение магнитных и механических свойств по ширине и длине полосы; MSp - рассчитанный или измеренный средний уровень магнитных и механических свойств. Изобретение обеспечивает повышение точности прогнозирования оценки и контроля магнитных и механических свойств электротехнической изотропной стали в потоке производства. 8 ил.
Способ контроля магнитных и механических свойств тонколистового проката, включающий измерение остаточных продольных и поперечных напряжений в холоднокатаной полосе и расчет распределения магнитных и механических свойств проката (MSф), отличающийся тем, что при обработке полосы в цехах горячей или холодной прокатки дополнительно измеряют поперечный профиль горячекатаной полосы в различных сечениях по длине и определяют отклонения магнитных и механических свойств от среднего значения по ширине и длине полосы по уравнениям вида (для каждого показателя магнитных и механических свойств отдельно):

где ΔMSij - отклонение магнитных и механических свойств от среднего значения по ширине и длине полосы;
В, С - коэффициенты, учитывающие марку стали;
Δσij - отклонение остаточных напряжений по ширине и длине полосы от среднего значения;
ΔHij - отклонение толщины горячекатаной полосы по ширине и длине полосы от среднего значения;
i, j - координаты по ширине и длине полосы;
после чего определяют фактическое распределение магнитных и механических свойств по ширине и длине полосы по формуле:

где  - фактическое распределение магнитных и механических свойств по ширине и длине полосы;
- фактическое распределение магнитных и механических свойств по ширине и длине полосы;
MSp - рассчитанный или измеренный средний уровень магнитных и механических свойств.
| СПОСОБ КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ ТОНКОЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2206883C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКЛОННОСТИ ПРОКАТА МЕТАЛЛА К СЛОИСТОМУ РАЗРУШЕНИЮ | 1991 |
|
RU2006820C1 |
| Способ определения пластической анизотропии сплавов ГП-металлов | 1989 |
|
SU1698683A1 |
| US 4719583 A, 12.01.1988. | |||

