Изобретение относится к обработке металлов давлением - штамповке и может быть использовано для изготовления концевых элементов полых изделий.
Известен способ изготовления полых насосных штанг (пат. RU 2233214, МПК7 B23P 15/00, опубл. 2003.10.27), включающий нагрев полой заготовки, формирование деформацией профиля и геометрических размеров наружной поверхности головки штанги, последующее выполнение в головке сквозного канала сверлением, изготовление тела штанги и последующее соединение тела и головки сваркой трением.
При использовании такого способа получают неравнопрочную полую штангу - со сварными швами, снижающими прочность штанги, что может привести к ее обрыву в месте сварки при работе в условиях сложных знакопеременных нагрузок, которые испытывает штанга при эксплуатации.
Наиболее близким к заявляемому и принятым в качестве прототипа является способ изготовления полой насосной штанги (пат. CN 1117896, МПК B21K 21/12, опубл. 1996.03.06), включающий нагрев концевого участка полой заготовки, его деформацию в штампе с набором металла на первых переходах до получения утолщенного участка и последующим формированием профиля и геометрических размеров головки штанги штамповкой.
Такой способ позволяет получить равнопрочную полую штангу без сварных швов.
Однако применение такого способа ограничено изготовлением штанг со значительной толщиной стенки из-за необходимости использования заготовок со значительной толщиной стенки. Это объясняется малой величиной допустимого увеличения толщины стенки заготовки в зависимости от относительной длины высадки при наборе металла, из-за возможной потери устойчивости тонкостенной заготовки и образования гофр при наборе металла.
Задачей изобретения является расширение диапазона размеров (в сторону уменьшения толщины стенки) изготавливаемых полых насосных штанг за счет обеспечения возможности набора требуемого объема металла.
Поставленная задача решается усовершенствованием способа изготовления полой насосной штанги, включающего нагрев концевого участка полой заготовки, его деформацию в штампе с набором металла на первых переходах до получения утолщенного участка и последующим формированием профиля и геометрических размеров головки штанги штамповкой.
Для решения поставленной задачи набор металла осуществляют как минимум в три перехода с увеличением степени деформации от первого перехода к последующему, при этом на первом и втором переходах уменьшают диаметр канала полой заготовки, после чего увеличивают диаметр наружной поверхности и диаметр канала, а формирование профиля и геометрических размеров головки штанги осуществляют в матрице, увеличивая при этом диаметр канала.
Такая схема набора металла позволяет сохранить устойчивость заготовки при формировании требуемого объема металла, что необходимо для расширения диапазона размеров изготавливаемых полых насосных штанг.
Последующее увеличение диаметра канала при одновременном формировании профиля и геометрических размеров головки штанги позволяет получить полую насосную штангу с заданными геометрическими параметрами.
Кроме того, при наборе металла и формировании профиля и геометрических размеров головки штанги формируют участок с коническим каналом, больший диаметр которого находится у торца заготовки, что облегчает выведение оправки из канала.
Кроме того, при формировании профиля и геометрических размеров головки штанги осуществляют калибровку канала, при этом в конечном положении торцевую поверхность пуансона располагают на расстоянии от торца заготовки. Объем образованного при этом зазора позволяет компенсировать излишек металла и исключить образование заусенец при получении требуемых геометрических размеров полой штанги.
Кроме того, после формирования профиля и геометрических размеров головки штанги штамповкой осуществляют механическую обработку канала головки штанги до получения цилиндрического канала с требуемой чистотой поверхности по всей длине штанги, что позволяет получить полую насосную штангу с повышенными требованиями к поверхности канала.
Изобретение поясняется чертежом, где изображены эскизы исходной заготовки и после переходов штамповки.
Способ осуществляется следующим образом.
Полую насосную штангу изготавливают из полой заготовки, длина которой определяется соотношением:

где Lзаг - длина исходной заготовки,
Lшm - длина готовой штанги,
Lз.у.уч - длина части заготовки, из которой получают утолщенный участок,
Vy.yч - объем утолщенного участка,
Dн.з - наружный диаметр исходной заготовки,
dк.з - диаметр канала исходной заготовки,
Lг - длина головки готовой штанги,
K - коэффициент, учитывающий потери металла при штамповке (облой, угар и т.д.), K=1,05.
Концевой участок полой заготовки 1 нагревают до температуры штамповки.
Осуществляют его деформацию в штампе с набором металла на первых переходах до получения утолщенного участка 2, объем Vу.уч которого соответствует объему головки 3 готовой штанги. Набор металла осуществляют как минимум в три перехода с увеличением степени деформации от первого перехода к последующему, при этом на первом и втором переходах уменьшают диаметр канала 4 полой заготовки, после чего увеличивают диаметр наружной поверхности и диаметр канала 4. Такое осуществление набора металла позволяет сохранить устойчивость заготовки 1 при наборе требуемого объема металла и исключить затекание металла в зазоры инструмента. После чего формируют профиль и геометрические размеры головки 3 штанги в матрице штампа. При формировании профиля и геометрических размеров головки 3 штанги одновременно увеличивают диаметр канала 4. При наборе металла и формировании профиля и геометрических размеров головки 3 штанги формируют участок с коническим каналом 4, больший диаметр которого находится у торца 5 заготовки, что позволяет избежать образования заусенец и облегчает выведение оправки из канала. При формировании профиля и геометрических размеров головки 3 штанги осуществляют калибровку канала, при этом в конечном положении торцевую поверхность 6 пуансона 7 располагают на расстоянии а от торца 5 заготовки. Для изготовления штанг с повышенными требованиями к поверхности канала после формирования профиля и геометрических размеров головки 3 штанги штамповкой осуществляют механическую обработку канала 4 головки штанги до получения цилиндрического канала с требуемой чистотой поверхности по всей длине штанги.
Предлагаемым способом изготовили полую насосную штангу ШНПО 36 длиной Lшm=8000±50 мм, наружным диаметром тела штанги Dн.з=36 мм, с каналом диаметром dк.з=26 мм из стали 15Х2ГМФ. Параметры исходной заготовки Lз=8310 мм, Dн.з=36 мм, dк.з=26 мм. Концевой участок полой заготовки длиной Lз.у.уч=270 мм нагревали до температуры 1200°С. Штамповку производили на горизонтально-ковочной машине (ГКМ) с усилием 400 т. В первом, втором и третьем ручьях осуществляли набор металла. Степень деформации (осадки) на первом переходе составила 1,18, на втором - 1,23, на третьем - 1,34. В четвертом ручье осуществляли предварительную штамповку, в пятом - окончательную с формированием профиля и геометрических размеров наружной поверхности головки штанги и калибровку канала 4. В результате штамповки получили полую насосную штангу с заданными геометрическими размерами.
Таким образом, использование предлагаемого способа позволяет расширить диапазон размеров (в сторону уменьшения толщины стенки) изготавливаемых полых насосных штанг за счет обеспечения возможности набора требуемого объема металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 2007 |
|
RU2342216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2005 |
|
RU2287398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2009 |
|
RU2402402C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ ДЛЯ ГАЗОНЕФТЯНЫХ СКВАЖИН | 2008 |
|
RU2384384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ С МАЛЫМ ВНУТРЕННИМ ДИАМЕТРОМ И УТОЛЩЕНИЕМ НА ОДНОМ ИЗ КОНЦЕВЫХ УЧАСТКОВ | 1995 |
|
RU2077967C1 |
| ГОЛОВКА ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2008 |
|
RU2391558C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ НАСОСНЫХ ШТАНГ И ГОЛОВОК ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233214C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
Изобретение относится к обработке металлов давлением. Нагревают концевой участка полой заготовки. Осуществляют деформацию упомянутого концевого участка в штампе с набором металла на первых переходах до получения утолщенного участка. Затем осуществляют формирование профиля и геометрических размеров головки штанги штамповкой. Набор металла осуществляют по меньшей мере в три перехода с увеличением степени деформации от первого перехода к последующему. На первом и втором переходах уменьшают диаметр канала полой заготовки. После чего увеличивают диаметр наружной поверхности и диаметр канала. Формирование профиля и геометрических размеров головки штанги осуществляют в матрице штампа с увеличением диаметра канала. В результате обеспечивается расширение диапазона получаемых штанг за счет набора требуемого объема металла. 3 з.п. ф-лы, 1 ил.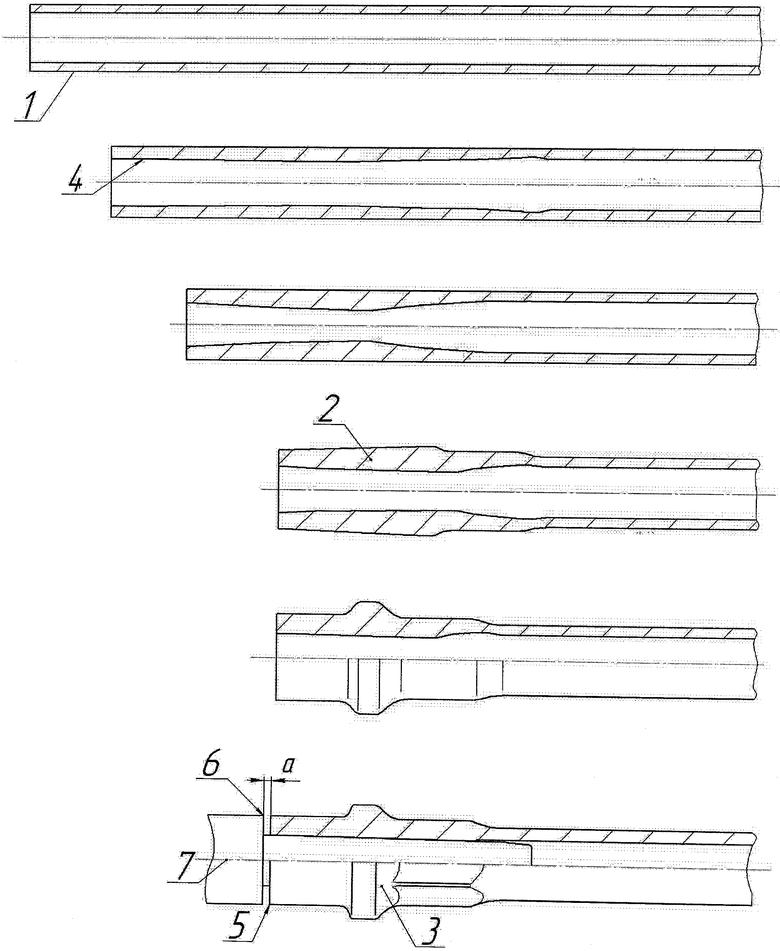
1. Способ изготовления полой насосной штанги, включающий нагрев концевого участка полой заготовки, его деформацию в штампе с набором металла на первых переходах до получения утолщенного участка и последующим формированием профиля и геометрических размеров головки штанги штамповкой, отличающийся тем, что набор металла осуществляют по меньшей мере в три перехода с увеличением степени деформации от первого перехода к последующему, при этом на первом и втором переходах набор металла осуществляют при уменьшении диаметра канала полой заготовки, после чего - с увеличением диаметра наружной поверхности и диаметра канала, а формирование профиля и геометрических размеров головки штанги осуществляют в матрице штампа с увеличением диаметра канала.
2. Способ по п.1, отличающийся тем, что при наборе металла и формировании профиля и геометрических размеров головки штанги формируют участок с коническим каналом, больший диаметр которого находится у торца заготовки.
3. Способ по п.1, отличающийся тем, что при формировании профиля и геометрических размеров головки штанги осуществляют калибровку канала, при этом в конечном положении торцевую поверхность пуансона располагают на расстоянии от торца заготовки.
4. Способ по п.1, отличающийся тем, что после формирования профиля и геометрических размеров головки штанги штамповкой осуществляют механическую обработку канала головки штанги до получения цилиндрического канала по всей длине штанги.
| CN 1117896 A, 06.03.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2005 |
|
RU2287398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ ДЛЯ ГАЗОНЕФТЯНЫХ СКВАЖИН | 2008 |
|
RU2384384C1 |
| JP 7256387 A, 09.10.1995 | |||
| DE 4104707 A, 15.02.1991. | |||

