Изобретение относится к области обработки металлов давлением и может быть использовано в нефтедобывающей промышленности для эксплуатации на продуктивных нефтеносных пластах.
Из уровня техники известна конструкция цельной полой насосной штанги, содержащей тело и головку с упорным и подэлеваторным буртами, ниппелем и участком с многогранным поперечным сечением, при этом упорный бурт выполнен за одно целое с подэлеваторным, участок с многогранным поперечным сечением примыкает к телу, а тело штанги имеет диаметр не более диаметра окружности, вписанной в многогранное поперечное сечение (Патент РФ №75865, Е21В 17/00, 2008).
Недостатком известной из уровня техники конструкции является ее нетехнологичность, в частности невозможность ее изготовления операциями обработки давлением без проявления процессов, ведущих к образованию дефектов, и недостаточная жесткость.
В основу заявленного изобретения была положена задача создания конструкции полой насосной штанги, обеспечивающей возможность ее изготовления операциями обработки давлением без процессов дефектообразования с минимальной металлоемкостью технологии и имеющей увеличение жесткости в месте расположения наружного бурта.
Поставленная задача решается посредством того, что в головке полой насосной штанги, содержащей наружный бурт заданной геометрической формы и сопряженное с ним «место под ключ», например, в виде шестигранника, согласно изобретению упомянутый наружный бурт организован с использованием запрессованного в полость головки в области бурта металлического технологического кольца с профилем наружной поверхности, подобным профилю упомянутого бурта, при этом внутренний диаметр кольца соответствует диаметру цилиндрических полостей головки, расположенных по обе стороны этого кольца.
Изобретение поясняется чертежом, где изображена конструктивная схема головки полой насосной штанги.
Головка полой насосной штанги содержит опорный наружный бурт 1 с сопряженным с ним «местом под ключ», выполненным в данном конкретном случае в виде шестигранника 2. Во внутренней полости головки в области бурта 1 неподвижно расположено металлическое кольцо 3 с профилем наружной поверхности, подобным профилю последнего, при этом внутренний диаметр металлического кольца 3 соответствует диаметру цилиндрической полости головки.
Реализация заявленной конструкции может быть осуществлена известными на дату приоритета известными способами, например.
Процесс формирования бурта может осуществляться в два этапа методом штамповки из монолитной трубной заготовки.
На первом этапе получают исходный полуфабрикат с утолщенной частью и оформленным участком под ключ, применяя операции набора металла и раздачи, посредством использования необходимого количества предварительных заготовительных ручьев в полуматрицах ковочной машины (Ковка и штамповка. Т.2. Горячая штамповка/ Под ред. Е.И.Семенова. - М.: Машиностроение, 1986. 592 с., ил.).
На втором этапе осуществляется окончательное формирование наружного бурта в окончательных ручьях полуматриц ковочной машины. На первом переходе технологическое кольцо (наружный диаметр которого больше внутреннего диаметра полуфабриката) за счет силового воздействия внутреннего пуансона внедряется в область формируемого бурта, осуществляя при этом раздачу упомянутого полуфабриката. Одновременно осуществляется предварительный обжим близлежащего к наружному бурту конца полуфабриката наружным пуансоном. При обратном движении внутреннего пуансона за счет сформированного конуса на обратной поверхности происходит частичное увеличение наружного диаметра полуфабриката в области формируемого бурта и фиксация в этой же области металлического технологического кольца.
Затем в последующих ручьях проводится окончательный обжим упомянутого полуфабриката с формообразованием упорного выступа формируемого бурта, при этом технологическое кольцо выполняет функцию «каркаса» (Аюпов Т.Х., Савков Е.Д., Серов B.C., Бенедиктов И.А. Изотермическая штамповка алюминиевых корпусных деталей с внутренним шпангоутом // Кузнечно-штамповочное производство. - 2000. - №11. - С.25-28), предотвращающего потерю устойчивости полуфабриката с последующим развитием процессов брака, а заданный внутренний диаметр головки полой насосной штанги обеспечивается за счет оправки. После осуществления операций штамповки технологическое кольцо остается в области сформированного бурта как элемент конструкции, обеспечивающий увеличение жесткости последней.
Указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в нефтегазодобывающей области промышленности и может быть реализован в качестве инструмента при добыче - головки насосной штанги, с целью повышения надежности работы инструмента, за счет обеспечения жесткости конструкции;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ ДЛЯ ГАЗОНЕФТЯНЫХ СКВАЖИН | 2008 |
|
RU2384384C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 2007 |
|
RU2342216C2 |
| СПОСОБ БЕЗРЕЗЬБОВОГО КРЕПЛЕНИЯ ГЕРМЕТИЗИРУЮЩИХ И РАЗГЕРМЕТИЗИРУЮЩИХ ПОЛЫХ ПРОБОК В ЦИРКУЛЯЦИОННЫХ ОТВЕРСТИЯХ КОРПУСА СКВАЖИННОГО ФИЛЬТРА НА ПРОВОЛОЧНОЙ ОСНОВЕ | 2005 |
|
RU2301324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2009 |
|
RU2402402C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2005 |
|
RU2287398C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано в нефтедобывающей промышленности для эксплуатации на продуктивных нефтеносных пластах. Головка полой насосной штанги содержит наружный бурт 1 заданной геометрической формы и сопряженное с ним «место под ключ» 2, например, в виде шестигранника. Наружный бурт 1 организован с использованием запрессованного в полость головки в области бурта металлического технологического кольца 3 с профилем наружной поверхности, подобным профилю упомянутого бурта. Внутренний диаметр кольца 3 соответствует диаметру цилиндрических полостей головки, расположенных по обе стороны этого кольца. Обеспечивается возможность изготовления операциями обработки давлением без процессов дефектообразования с минимальной металлоемкостью технологии. 1 ил.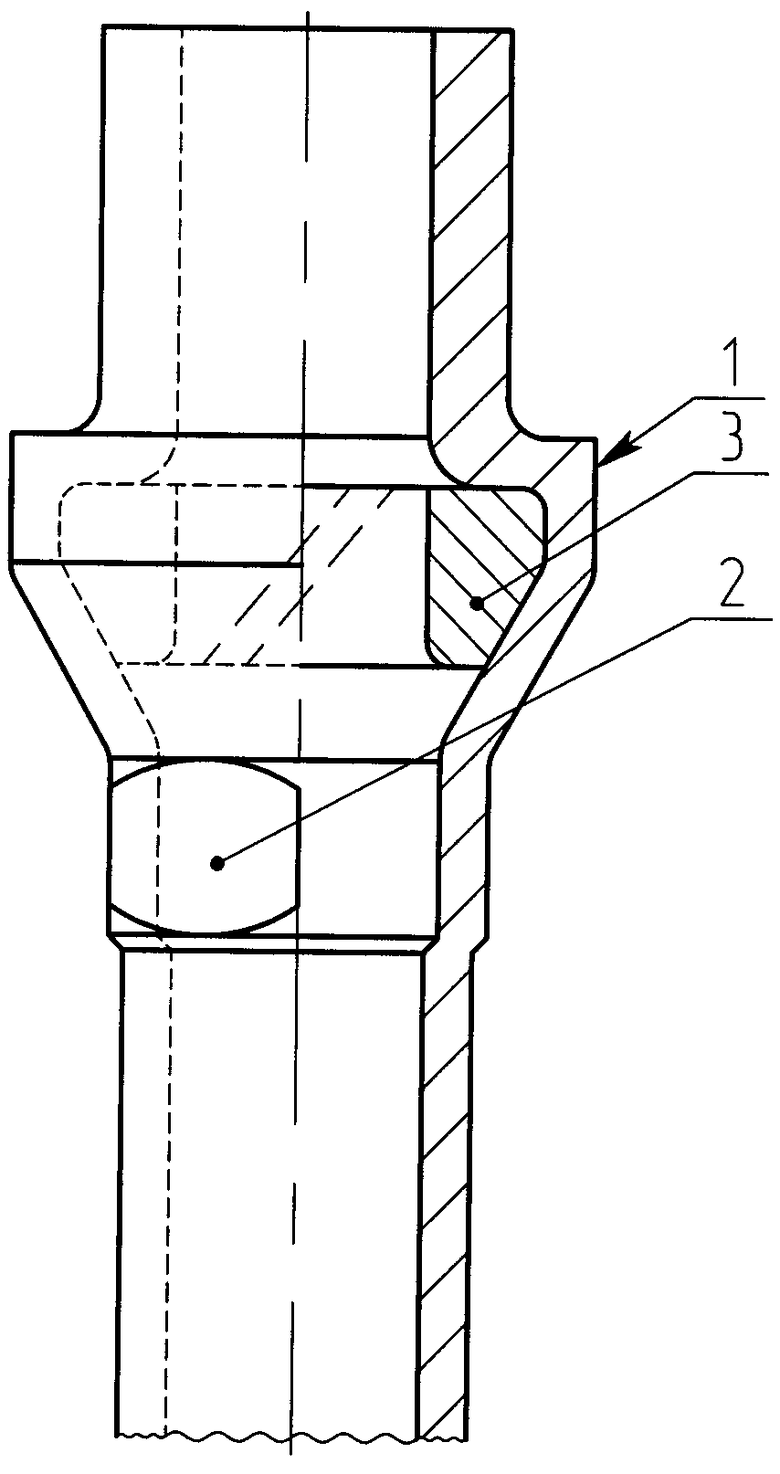
Головка полой насосной штанги, содержащая наружный бурт заданной геометрической формы и сопряженное с ним «место под ключ», например, в виде шестигранника, отличающаяся тем, что наружный бурт организован с использованием запрессованного в полость головки в области бурта металлического технологического кольца с профилем наружной поверхности подобным профилю упомянутого бурта, при этом внутренний диаметр кольца соответствует диаметру цилиндрических полостей головки, расположенных по обе стороны от этого кольца.
| Способ получения метилэтиланилина | 1948 |
|
SU75865A1 |
| НАСОСНАЯ ШТАНГА | 2000 |
|
RU2185492C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ НАСОСНОЙ ШТАНГИ | 2005 |
|
RU2287398C1 |
| РЕГУЛИРУЮЩИЙ КЛАПАН, УСТРОЙСТВО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПОТОКА | 2004 |
|
RU2327074C2 |
| СИСТЕМА АВТОМАТИЗАЦИИ И СПОСОБ УПРАВЛЕНИЯ СИСТЕМОЙ АВТОМАТИЗАЦИИ | 2010 |
|
RU2510932C2 |
| US 4594020 A, 10.06.1986. | |||

