Притязания на приоритет
Настоящая заявка претендует на дату подачи патентной заявки США №12/341663, поданной 22 декабря 2008 г. на "Способы формирования корпусов для бурового инструмента, включающие технологии формовки и спекания, и корпуса для бурового инструмента, сформированные этими способами".
Область техники
Варианты осуществления настоящего изобретения в целом относятся к способам формирования корпусов инструмента для использования в бурении скважин в подземных (горных) породах и к конструкциям, формируемым этими способами.
Уровень техники
Буровые скважины, формируемые в породах, имеют различное назначение, включая, например, извлечение нефти и газа или геотермальной энергии. В формировании и заканчивании буровых скважин используются многие инструменты. Например, буровые долота для подземных пород, например долота для роторного бурения, включая, например, так называемые буровые долота с "фиксированными резцами", "шарошечные" буровые долота и долота с "импрегнированными алмазами" часто используются в бурении скважин в подземных породах. К долотам дополнительных типов, которые могут быть использованы в формировании и заканчивании буровых скважин, относятся колонковые или керновые долота, эксцентричные долота и долота со смещенным центром. Другой буровый инструмент может быть использован для увеличения диаметра скважины, ранее пробуренной буровым долотом. Такой инструмент включает, например, так называемые "расширители" и "раздвижные расширители". Другой инструмент может быть использован в заканчивании буровых скважин, например фрезерный инструмент или "фрезы", которые могут быть использованы для формирования отверстий в обсадной колонне или хвостовике обсадной колонны, которые были установлены внутри ранее пробуренной скважины. В данном документе термин "буровый инструмент" относится к любому инструменту, который может быть использован в формировании и заканчивании скважины в земной породе, включая инструмент, упомянутый выше.
Буровый инструмент в процессе использования подвергается воздействию экстремальных нагрузок. Например, долота для роторного бурения подземных пород могут подвергаться воздействию больших продольных сил (так называемая осевая нагрузка на долото - ОННД), а также больших крутящих моментов. Материалы, из которых изготавливается буровый инструмент, должны быть способны выдерживать воздействие таких механических нагрузок. Кроме того, долота для роторного бурения подземных пород могут подвергаться в процессе использования истиранию и эрозии. Термин "истирание" подразумевает механизм износа, в котором участвуют три тела, когда две поверхности из твердых материалов, между которыми находится твердый зернистый материал, скользят друг по другу, что может происходить, когда, например, поверхность бурового долота при буровых работах скользит по прилегающей поверхности земной породы с находящимися между ними осколками породы или зернистым материалом. Термин "эрозия" относится к механизму износа, в котором участвуют два тела и который возникает, когда твердый зернистый материал, текучая среда или текучая среда, переносящая твердый зернистый материал, ударяют в твердую поверхность, что может происходить, когда буровой раствор нагнетается сквозь и вокруг бурового долота в процессе буровых работ. Материалы, из которых изготавливаются буровые долота, должны быть в состоянии выдерживать условия истирания и эрозии в буровой скважине в процессе буровых работ.
Требования к материалам для бурового инструмента, соответственно, весьма высоки. Многие буровые инструменты изготавливаются из композитных материалов, включающих дискретную твердую фазу, рассеянную в сплошной матричной фазе. Твердая фаза может быть сформирована с использованием твердых частиц и, в результате, такие композитные материалы называют «композитные материалы 'матрица-частицы'». Твердая фаза таких композитных материалов может включать, например, алмаз, карбид бора, нитрид бора, нитрид алюминия, нитрид кремния, и карбиды или бориды W, Ti, Mo, Nb, V, Hf, Zr, Si, Та и Cr. Матричные материалы в этих композитных материалах могут включать, например, сплавы меди, сплавы железа, сплавы никеля, сплавы кобальта, сплавы титана и сплавы алюминия. В настоящем документе, под термином "сплав [металла]" (где [металл] обозначает металл) подразумевается технически чистый [металл] в сплавах металлов, в которых процентное содержание по весу [металла] в сплаве больше или равно процентному содержанию по весу всех других компонентов сплава по отдельности.
Корпуса бурового инструмента обычно представляют собой довольно крупные конструкции, к которым могут предъявляться достаточно высокие требования по допускам на размеры. Поэтому используемые способы изготовления таких корпусов бурового инструмента должны обеспечивать изготовление крупных конструкций с высокими допусками на размеры. Поскольку материалы, из которых должен изготавливаться буровый инструмент, должны быть устойчивыми к истиранию и эрозии, механическая обработка таких материалов весьма затруднена при использовании традиционных технологий токарной и фрезерной обработки и сверления. Поэтому перечень технологий, которые могли бы быть использованы для успешного изготовления таких корпусов бурового инструмента, ограничен. Кроме того, может оказаться трудным или невозможным сформировать корпус бурового инструмента из определенных композитных материалов, используя определенные технологии. Например, может быть сложно сформировать корпуса долот для буровых долот роторного бурения, включающих некоторые составы композитных материалов "матрица-частицы", при использовании обычной технологии изготовления пропиткой, когда слой твердых частиц пропитывается расплавленным матричным материалом, который затем охлаждается и затвердевает.
В результате этих и других ограничений в отношении материалов и технологий изготовления при изготовлении бурового инструмента приходится использовать не совсем оптимальные материалы, либо этот инструмент может быть изготовлен с применением технологий, не подходящих для массового производства по экономическим причинам.
С учетом сказанного, существует потребность в новых технологиях, которые могут быть использованы для изготовления бурового инструмента с требуемыми допусками на размеры, и которые также могут быть использованы для изготовления бурового инструмента, включающего материалы, обладающие относительно высокой устойчивостью к истиранию и эрозии.
Раскрытие изобретения
В некоторых вариантах осуществления настоящее изобретение включает способы изготовления корпусов бурового инструмента, в которых порошковая смесь механически инжектируется в полость пресс-формы для формования неспеченного корпуса, а неспеченный корпус спекается для формирования по меньшей мере части корпуса бурового инструмента. Порошковая смесь может быть сформирована смешиванием твердых частиц, частиц матрицы, состоящих из материала металлической матрицы, и органического материала. После инжектирования порошковой смеси в полость пресс-формы к порошковой смеси может быть приложено давление для формования неспеченного корпуса, который может быть спечен для формирования по меньшей мере части корпуса бурового инструмента. В настоящем документе термин "корпус" имеет включающий, а не исключающий характер и подразумевает различные компоненты бурового инструмента помимо и в дополнение к собственно "корпусу" инструмента.
В дополнительных вариантах осуществления настоящего изобретения корпуса долот роторного бурения изготавливаются инжекционным формованием неспеченного корпуса долота, содержащего множество твердых частиц, множество частиц матрицы, включающих материал металлической матрицы, и органический материал, с дальнейшим спеканием неспеченных корпусов долот для формирования корпуса долота роторного бурения по меньшей мере полной плотности.
Другие аспекты настоящего изобретения включают конструкции, изготовленные этими способами. Например, варианты осуществления настоящего изобретения также включают промежуточные конструкции (детали), сформированные в процессе изготовления корпуса бурового инструмента. Промежуточные конструкции включают неспеченный корпус, имеющий форму, соответствующую корпусу бурового инструмента. Неспеченный корпус содержит множество твердых частиц, множество частиц матрицы, включающих материал металлической матрицы, и органический материал, который включает производные длинноцепочной жирной кислоты.
Краткое описание чертежей
В то время как описание заканчивается формулой, в которой конкретно указывается и определенно заявляется, что является предметом настоящего изобретения, преимущества этого изобретения могут быть легко установлены из описания изобретения, рассмотренного вместе с приложенными чертежами, на которых:
на фиг.1 представлен в перспективе вид одного варианта осуществления долота для роторного бурения подземных пород, включающего корпус долота, который может быть сформирован в соответствии с вариантами осуществления способа, предложенного в настоящем изобретении;
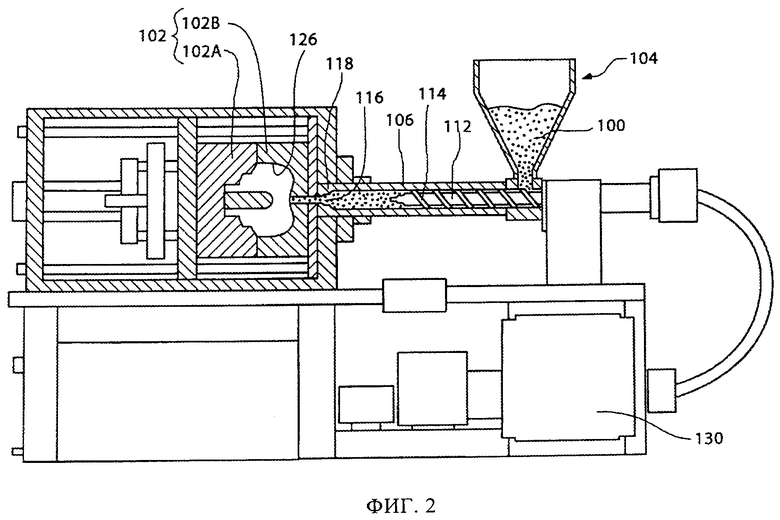
на фиг.2 представлена схематическая иллюстрация к описанию вариантов осуществления способов, предложенных в настоящем изобретении, в которых процесс инжекционного формования используется для формования неспеченного корпуса, который может быть спечен для формирования корпуса бурового инструмента;
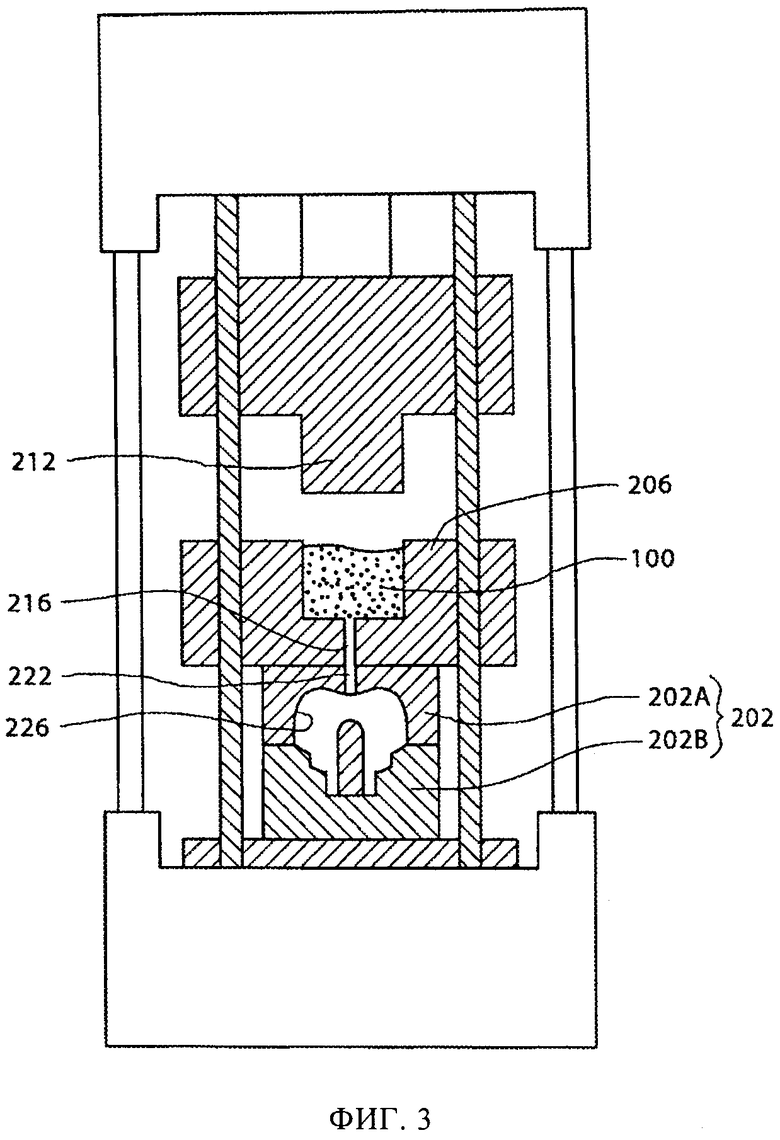
на фиг.3 представлена схематическая иллюстрация к описанию вариантов осуществления способов, предложенных в настоящем изобретении, в которых трансферное прессование может быть использовано для формования неспеченного корпуса, который может быть спечен для формирования корпуса бурового инструмента;
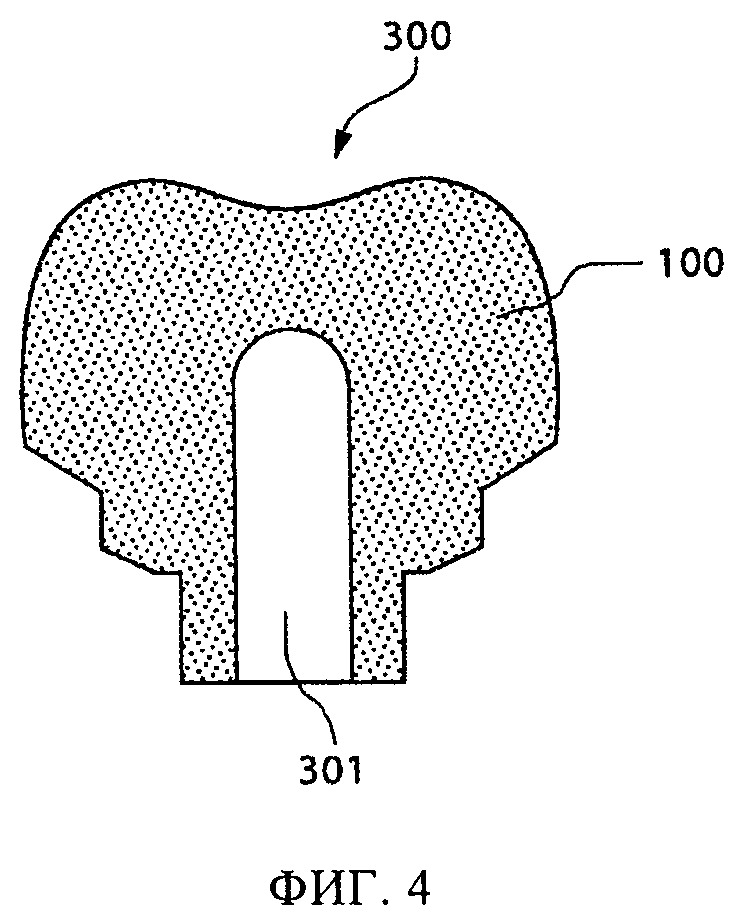
на фиг.4 приведено упрощенное изображение неспеченного корпуса бурового инструмента, который может быть отформован с использованием вариантов осуществления способов, предложенных в настоящем изобретении;
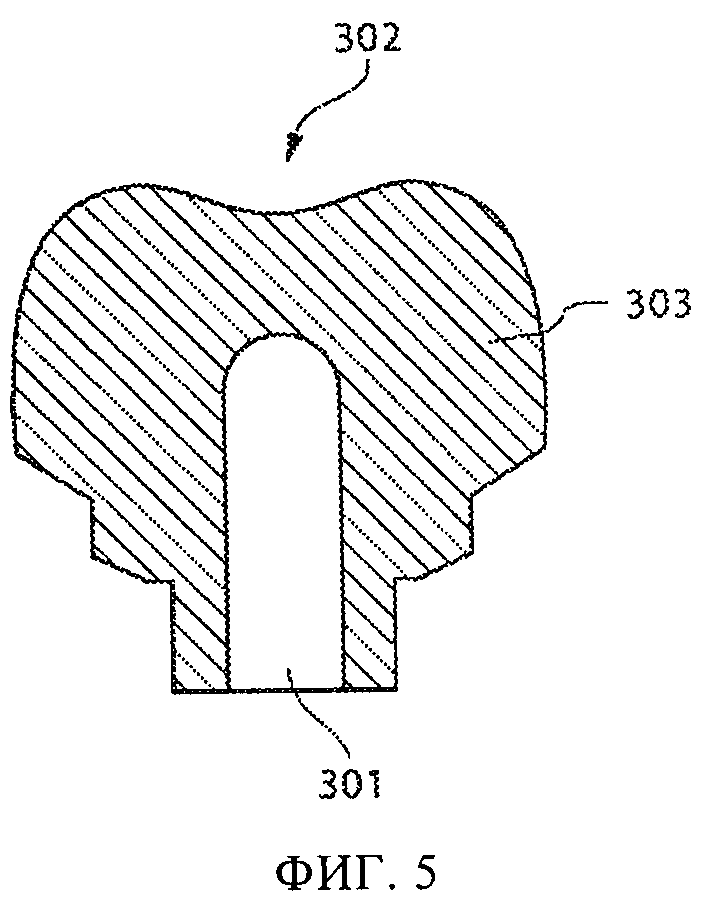
на фиг.5 приведено упрощенное изображение частично спеченного корпуса бурового инструмента, который может быть сформирован частичным спеканием неспеченного корпуса, показанного на фиг.4; и
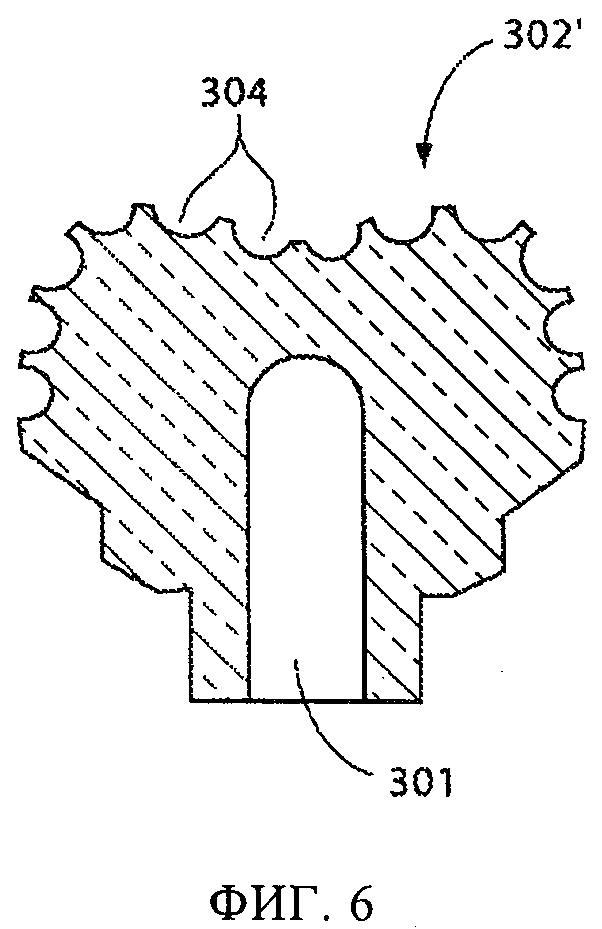
на фиг.6 приведено упрощенное изображение другого частично спеченного корпуса бурового инструмента, который может быть сформирован механической обработкой частично спеченного корпуса, показанного на фиг.5.
Осуществление изобретения
Приведенные здесь иллюстрации не предназначены для изображения конкретного материала, устройства, системы или способа, а являются просто идеализированными представлениями, используемыми для описания настоящего изобретения. Кроме того, элементы, общие для разных чертежей, могут сохранять одни и те же числовые обозначения.
Варианты осуществления настоящего изобретения включают способы формирования корпуса бурового инструмента, например, корпуса долота для роторного бурения подземных пород. На фиг.1 представлен в перспективе вид долота 10 для роторного бурения, включающий корпус 12 долота, который может быть сформирован с использованием вариантов осуществления способов в соответствии с настоящим изобретением. Корпус 12 долота может быть прикреплен к хвостовику 14, имеющему резьбовую соединительную часть 16 (например, резьбовую соединительную часть в соответствии со стандартом Американского нефтяного института) для прикрепления бурового долота 10 к буровой колонне (не показана). В некоторых вариантах осуществления, например показанном на фиг.1, корпус 12 долота может быть прикреплен к хвостовику 14 с использованием удлинителя 18. В других вариантах осуществления корпус 12 долота может быть прикреплен непосредственно к хвостовику 14. Способы и конструкции, которые могут быть использованы для прикрепления корпуса 12 долота к хвостовику 14, раскрыты, например, в находящихся в рассмотрении патентной заявке US 11/271153, поданной 10 ноября 2005 г., и патентной заявке US 11/272439, так же поданной 10 ноября 2005 г., которые переуступлены уполномоченному агенту по настоящему изобретению.
Корпус 12 может включать внутренние каналы (не показаны), проходящие между торцевой поверхностью 13 корпуса 12 долота и продольным отверстием (не показано), проходящим сквозь хвостовик 14, удлинитель 18 и частично сквозь корпус 12 долота. На торцевой поверхности 13 корпуса 12 долота, внутри внутренних проходов для бурового раствора могут быть установлены вставки 24 промывочных насадок. Корпус 12 долота также может включать несколько лопастей 26, разделенных канавками 28 для выноса бурового шлама. В некоторых вариантах осуществления корпус 12 долота может включать калибрующие износостойкие накладки 32 и износостойкие вставки 38. На торцевой поверхности 13 корпуса 12 долота может быть установлено несколько режущих элементов 20 (которые могут включать, например, ПКА режущие элементы), закрепляемых в гнездах 22 для режущих элементов, расположенных вдоль каждой из лопастей 26. Корпус 12 долота 10 роторного бурения, показанный на фиг.1, может содержать композитный материал "матрица-частицы", включающий твердые частицы (дискретная фаза), распределенные внутри металлического матричного материала (сплошная фаза).
В общем, способы включают инжектирование порошковой смеси в полость пресс-формы для формования неспеченного корпуса (т.н. "green body"), который затем может быть спечен до требуемой конечной плотности для формирования корпуса бурового инструмента. Этот процесс иногда называют инжекционным формованием металла или инжекционным формованием порошка. Порошковая смесь может быть механически инжектирована в полость пресс-формы посредством, например, процесса инжекционного формования или трансферного прессования. Для формирования порошковой смеси для использования в вариантах осуществления способов в соответствии с настоящим изобретением, множество твердых частиц может быть смешано с множеством частиц матрицы, составляющих материал металлической матрицы. В порошковую смесь также может быть включен органический материал. Органический материал может включать материал, выполняющий роль смазки, способствующей уплотнению частиц в процессе прессования.
Твердые частицы порошковой смеси могут включать алмаз, либо могут включать керамические материалы, например карбиды, нитриды, оксиды и бориды (включая карбид бора (В4С)). В частности, твердые частицы могут включать карбиды и бориды на основе, например, W, Ti, Mo, Nb, V, Hf, Cr, Zr, Al и Si. В качестве частного примера, не ограничивающего изобретения, материалы, которые могут быть использованы для формирования твердых частиц, включают карбид вольфрама, карбид титана (TiC), карбид тантала (ТаС), диборид титана СПВз), карбид хрома, нитрид титана (TiN), оксид алюминия (Al2O3), нитрид алюминия (A1N), нитрид бора (BN), нитрид кремния (Si3N4) и карбид кремния (SiC). Кроме того, для подгонки под заданные требования физических свойств и характеристик композитного материала "матрица-частицы" могут быть использованы комбинации разных твердых частиц. Твердые частицы могут быть получены с использованием известных специалистам технологий. Наиболее подходящие материалы для твердых частиц производятся промышленностью, а создание остальных находится в пределах компетенции специалистов.
Частицы матрицы в порошковой смеси могут включать, например, сплавы кобальта, железа, никеля, алюминия, меди, магния и титана. Материал матрицы также может быть выбран из промышленно выпускаемых чистых элементов, например кобальта, алюминия, меди, магния, титана, железа и никеля. В качестве частного примера, не ограничивающего изобретения, материал матрицы может включать углеродистую сталь, легированную сталь, нержавеющую сталь, инструментальную сталь, марганцовистую сталь Гадфильда, суперсплав никеля или кобальта и сплавы железа или никеля с низким тепловым расширением, например INVAR®. В настоящем документе, термин "суперсплав" относится к сплавам железа, никеля и кобальта, содержащим по меньшей мере 12 масс.% хрома. Другими примерами сплавов, которые могут быть использованы в качестве материала матрицы, могут служить аустенитные стали, суперсплавы на основе никеля, например сплавы типа INCONEL®625M или Rene 95 и INVAR®, коэффициент теплового расширения которых близок коэффициенту теплового расширения твердых частиц, используемых в конкретном композитном материале "матрица-частицы". Близость коэффициентов теплового расширения материала матрицы и твердых частиц снижает остроту проблем, обусловленных остаточными напряжениями и термической усталостью. Другим примером материала матрицы служит аустенитная марганцовистая сталь Гадфильда (Fe с примерно 12 масс.% Mn и 1,1 масс.% С).
В некоторых вариантах осуществления настоящего изобретения твердые частицы и частицы матрицы в порошковой смеси могут образовывать многомодальное распределение по размерам частиц. Например, порошковая смесь может состоять из частиц первой группы, имеющих первый средний размер частицы, частиц второй группы, имеющих второй средний размер частицы, примерно в семь раз больший, чем первый средний размер частицы, и частиц третьей группы, имеющих средний размер частицы примерно в тридцать пять раз больше первого среднего размера частицы. Каждая группа может включать как твердые частицы, так и частицы матрицы, либо одна или более групп могут по меньшей мере в целом состоять из либо твердых частиц, либо частиц матрицы. Формируя порошковую смесь с многомодальным распределением размеров частиц, возможно повысить плотность заполнения объема порошковой смесью пресс-формы.
Помимо этого в некоторых вариантах осуществления настоящего изобретения, твердые частицы и частицы матрицы могут иметь по меньшей мере в целом сферическую форму. Например, твердые частицы и частицы матрицы порошковой смеси могут иметь в целом сферическую форму со средней сферичностью (Ψ), равной 0,6 или более, где сферичность (Ψ) определяется отношением:
Ψ=D1/DC,
в котором DC является диаметром наименьшего круга, описанного вокруг поперечного сечения, проходящего через центр частицы или вблизи него, a D1 является диаметром наибольшего круга, который может быть вписан в поперечное сечение частицы, проходящее через центр частицы или вблизи него. В дополнительных вариантах осуществления твердые частицы и частицы матрицы в порошковой смеси могут иметь по меньшей мере в целом сферическую форму и среднюю сферичность (Ψ), равную 0,9 и более. Повышение сферичности частиц в порошковой смеси может снизить трение между частицами, когда порошковая смесь механически инжектируется под давлением в пресс-форму, благодаря чему может быть повышена плотность заполнения объема пресс-формы порошковой смесью. Более того, снижение трения между частицами также может способствовать достижению более однородной плотности заполнения порошковой смесью пресс-формы.
Органический материал в порошковой смеси может включать одно или более связующее вещество для обеспечения смазки в процессе прессования и для обеспечения конструктивной прочности спрессованному порошковому компоненту, один или более пластификатор для повышения пластичности связующего вещества и одну или более смазывающую или уплотняющую добавку для снижения трения между частицами. Твердые частицы и частицы матрицы порошковой смеси могут быть покрыты органическим материалом до использования порошковой смеси в процессе формования, как это будет описано далее. Органический материал может составлять менее примерно 5 масс.% порошковой смеси.
Органический материал в порошковой смеси 100 также может включать один или более термопластический полимерный материал (например, полиэтилен, полистирол, полибутилен, полисульфон, нейлон или акриловый полимер), термореактивный полимерный материал (например, эпоксидную смолу, полифенилен или фенол формальдегид), воск, обладающий относительно высокой температурой испарения (например, парафин), производную длинноцепочной жирной кислоты и масло со сравнительно низкой температурой испарения (например, животное масло, растительное масло или минеральное масло). В частном примере, не ограничивающем изобретение, органический материал может включать, например, алкиленполиамин, раскрытый в US 5527624 (Higgins и др.). К алкиленполиаминам относятся метиленполиамины, этиленполиамины, бутиленполиамины, пропиленполиамины, пентиленполиамины и т.д. Сюда также включены высшие гомологи и родственные гетероциклические амины, например, пиперазины и N-аминоалкилзамещенные пиперазины. Частными примерами таких полиаминов могут служить этилендиамин, триэтилентетрамин, трис-(2-аминоэтил)-амин, полиэтилендиамин, триметилэтилендиамин, трипропилентетрамин, тетраэтиленпентамин, гексаэиленгептамин, пентаэтиленгексамин.
Далее, со ссылкой на фиг.2, приводится описание варианта осуществления способа, предложенного в настоящем изобретении, в котором корпус бурового инструмента изготавливается с использованием процесса инжекционного формования. Порошковая смесь 100, например, описанная выше, может быть механически инжектирована в пресс-форму 102 посредством процесса инжекционного формования для формования неспеченного корпуса долота, например неспеченного корпуса 300 долота, показанного на фиг.4 и подробно описанного ниже. Как показано на фиг.2, порошковая смесь 100 может быть подготовлена в бункере 104. Порошковая смесь 100 может подаваться из бункера 104 в цилиндр 106 сквозь отверстие в наружной стенке цилиндра 106. Расположенный внутри цилиндра 106 шнек 112 может продольно перемещаться внутри цилиндра 106 и также может вращаться внутри цилиндра 106 посредством двигателя, например электродвигателя, гидравлического двигателя, пневматического двигателя и др.
В процессе формования передний конец 118 цилиндра 106 может упираться в поверхность пресс-формы 102 так, что сопловое отверстие 116 в переднем конце 118 цилиндра 106 оказывается связанным с отверстием в наружной стенке пресс-формы 102. Отверстие в наружной стенке пресс-формы 102 ведет в полость 126 пресс-формы внутри пресс-формы 102, форма которой соответствует форме по меньшей мере части корпуса бурового инструмента, который должен быть изготовлен процессом формования. Шнек 112, который исходно может находиться в самом переднем продольном положении внутри цилиндра 106, можно вращать внутри цилиндра 106, в результате чего резьба 114 на шнеке 112 продвигает порошковую смесь внутри цилиндра 106 в продольном направлении вперед (в сторону пресс-формы 102), что также заставляет шнек 112 сдвигаться назад (от пресс-формы 102) внутри цилиндра 106. После того, как заданное количество порошкового материала 100 было перемещено в переднюю часть шнека 112 внутри цилиндра 106, вращение шнека останавливается, и шнек 112 может быть сдвинут в продольном направлении вперед внутри цилиндра 106, в результате чего порошковая смесь 100 перед шнеком 112 внутри цилиндра 106 будет продавливаться сквозь сопловое отверстие 116 в передний конец 118 цилиндра 106, сквозь отверстие в наружной стенке пресс-формы 102 и далее в полость 126 пресс-формы. По мере передвижения вперед шнека 112 внутри цилиндра 106 полость 126 пресс-формы будет заполняться порошковой смесью 100.
Когда полость 126 пресс-формы оказывается заполненной относительно неплотно упакованными частицами порошковой смеси 100, дальнейшее перемещение вперед шнека 112 будет вызывать повышение давления внутри полости 126 пресс-формы по мере того, как в полость 126 пресс-формы будут вдавливаться добавочные частицы порошковой смеси 100. Повышенное давление внутри полости 126 пресс-формы может привести к дальнейшему уплотнению частиц порошковой смеси 100, пока не будет достигнута требуемая плотность порошковой смеси 100 внутри полости 126 пресс-формы. В частном примере, не ограничивающем изобретение, подача шнека 112 внутри цилиндра 106 в переднем направлении может производиться до тех пор, пока к порошковой смеси 100 внутри полости 126 пресс-формы не будет приложено давление примерно от 10 фунтов на кв. дюйм (примерно 0,07 МПа) до 100 фунтов на кв. дюйм (примерно 0,7 МПа).
В других вариантах осуществления в полости 126 пресс-формы может быть создан вакуум, и заданное количество порошковой смеси 100 может быть втянуто вакуумом в полость 126 пресс-формы. В таком варианте уменьшается число пустот и иных дефектов внутри неспеченного корпуса 300 долота при завершении процесса формования. В таких вариантах осуществления перед всасыванием вакуумом порошковой смеси 100 в полость 126 заданное количество порошковой смеси 100 может быть нагрето до повышенной температуры для расплавления и (или) снижения вязкости находящегося в смеси органического материала.
Пресс-форма 112 может включать два или более разделяемых компонентов, например первую половину 102А пресс-формы и вторую половину 102 В пресс-формы, как показано на фиг.2. После цикла формования два или более разделяемых компонента могут быть разделены для облегчения извлечения неспеченного корпуса 300 долота (фиг.4) из пресс-формы 102.
В других вариантах осуществления пресс-форма 102 может содержать растворимые в воде материалы, например поливиниловый спирт или полиэтиленгликоль. В таких вариантах осуществления неспеченный корпус 300 долота (фиг.4) может быть извлечен из пресс-формы 102 растворением пресс-формы 102 в воде или ином полярном растворителе. Поскольку неспеченный корпус 300 долота может содержать органическую добавку, неспеченный корпус 300 долота может быть гидрофобным, в результате чего неспеченный корпус 300 долота не будет растворяться, когда пресс-форма 102 растворится вокруг неспеченного корпуса 300 долота. В таких вариантах осуществления пресс-форма 102 может представлять собой единую монолитную конструкцию, которая может быть сформирована, например, литьем или процессом формования (например, процессом инжекционного формования), либо пресс-форма 102 может включать два или более разделяемых компонента.
Пресс-форма 102, как известно, может также включать вставки, используемые для создания внутренних полостей или каналов (например, каналов для бурового раствора).
Вариант осуществления предложенного в настоящем изобретении способа, в котором корпус бурового инструмента изготавливается с использованием процесса трансферного прессования, описан ниже со ссылкой на фиг.3. Описанная выше порошковая смесь 100 может быть механически инжектирована в пресс-форму 202 посредством процесса трансферного прессования для формирования неспеченного корпуса долота, например неспеченного корпуса 300 долота, показанного на фиг.4 и более подробно описанного ниже. Как показано на фиг.3, заданное количество порошковой смеси 100, описанной выше, может быть помещено в чашу 206. Поршень 212 проталкивается в чашу 206, выдавливая порошковую смесь 100 пресс-форму 202. Поршень 212 может проталкиваться в чашу 206 посредством, например, механического привода гидравлическим давлением или пневматическим давлением.
В процессе формования чаша 206 может упираться в поверхность пресс-формы 202 так, что отверстие 216 в чаше 206 оказывается связанным с отверстием 222 в пресс-форме 202. Отверстие 222 в пресс-форме 202 ведет в полость 226 пресс-формы в пресс-форме 202, имеющую форму, соответствующую форме по меньшей мере части корпуса бурового инструмента, которая должна быть изготовлена в ходе процесса формования. Поршень 212 может проталкиваться в чашу 206, в результате чего заданное количество порошковой смеси 100 внутри чаши 206 выдавливается сквозь отверстие 222 в пресс-форму 202 и в полость 226 пресс-формы. По мере того, как поршень 212 продвигается сквозь чашу 206, полость 226 пресс-формы будет заполняться порошковой смесью 100. Когда полость 226 пресс-формы окажется полностью заполненной относительно неплотно упакованными частицами порошковой смеси 100, при дальнейшем перемещении поршня 212 будет происходить повышение давления внутри полости 226 пресс-формы, по мере того, как новые частицы порошковой смеси 100 выдавливаются в полость 226 пресс-формы. Повышенное давление внутри полости 226 пресс-формы будет приводить к дальнейшему уплотнению частиц порошковой смеси 100, пока не будет достигнута заданная плотность заполнения объема частицами порошковой смеси 100 в полости 226 пресс-формы. В частном примере, не ограничивающем изобретение, продольное проталкивание поршня 212 в чашу 206 осуществляется до достижения значений давления уплотнения и плотности заполнения объема (в полости 226 пресс-формы), рассмотренных выше применительно к способам формования, проиллюстрированных фиг.2.
Пресс-форма 202 может включать два или более разделяемых компонента, например, первую половину 202А пресс-формы и вторую половину 202В пресс-формы, как показано на фиг.3. После цикла формования, два или более разделяемых компонента могут быть разделены для облегчения извлечения неспеченного корпуса 300 долота (фиг.4) из пресс-формы 202.
Как известно, пресс-форма 202 может включать одно или более газоотводных отверстий, выходящих наружу из полости 226 пресс-формы, позволяющих первоначально находящемуся в полости 226 пресс-формы воздуху выходить из нее по мере заполнения полости 226 пресс-формы порошковой смесью 100 во время цикла формования. В качестве не ограничивающего изобретение примера, такие отверстия могут быть выполнены формированием одной или более канавок в одной или обеих противолежащих и упирающихся друг в друга поверхностях первой половины 202А пресс-формы и второй половины 202В пресс-формы так, что когда первая половина 202А пресс-формы и вторая половина 202В пресс-формы соединены для формования, воздух может выходить из полости 226 пресс-формы сквозь одну или более канавок вдоль границы раздела между первой половиной 202А пресс-формы и второй половиной 202В пресс-формы.
На фиг.4 показан неспеченный корпус 300 долота, который может быть изготовлен технологиями формования (например, технологией инжекционного формования и технологией трансферного прессования), например, описанными выше применительно к фиг.2 и 3. Как показано на фиг.4, неспеченный корпус 300 долота представляет собой неспеченный корпус, отформованный из порошковой смеси 100 и содержащий эту смесь. Внешняя форма неспеченного корпуса 300 долота соответствует корпусу бурового инструмента, который должен быть изготовлен. Например, неспеченный корпус 300 долота может включать несколько лопастей и канавок для выноса бурового шлама (по аналогии с лопастями 26 и канавками 28, показанными на фиг.1) и может включать внутренний канал или камеру 301 для бурового раствора.
Понятно, однако, что внешняя форма неспеченного корпуса 300 долота может и не быть идентичной форме корпуса бурового инструмента, который должен быть изготовлен, и неспеченный корпус 300 долота может быть видоизменен путем добавления или удаления части порошковой смеси 100 из неспеченного корпуса 300 долота. Например, некоторые элементы могут быть сформированы в неспеченном корпусе 300 долота путем механической обработки неспеченного корпуса 300 долота после процесса формования. Если порошковая смесь 100, используемая в цикле формования, имеет пастообразную консистенцию, дополнительный материал порошковой смеси 100 может быть вручную нанесен на поверхности неспеченного корпуса 300 долота с использованием, при необходимости или желании, ручного инструмента для придания заданной геометрии различным поверхностям неспеченного корпуса 300 долота. Если порошковая смесь 100, используемая в цикле формования, не имеет пастообразной консистенции, к части порошковой смеси 100 могут быть добавлены органические материалы, например, как описанные ранее, чтобы придать этой части смеси пастообразную консистенцию, после чего эта часть может быть нанесена на поверхности неспеченного корпуса 300 долота, как упоминалось выше.
После формования неспеченного корпуса 300 долота неспеченный корпус 300 долота может быть, в варианте осуществления, подвергнут прессованию для увеличения плотности неспеченного корпуса 300 долота, благодаря чему можно сократить или свести к минимуму усадку неспеченного корпуса 300 долота при спекании, как будет показано ниже. В частном примере, не ограничивающем изобретение, неспеченный корпус 300 долота может быть подвергнут по меньшей мере частично воздействию изостатического давления в процессе изостатического прессования. В частном примере, не ограничивающем изобретение, неспеченный корпус 300 долота может быть помещен в влагонепроницаемый деформируемый мешок. В других вариантах осуществления все обнаженные поверхности неспеченного корпуса 300 долота могут быть покрыты деформируемым, влагонепроницаемым покрытием, включающим, например, термопластичный полимерный материал или термореактивный полимерный материал. Неспеченный корпус 300 долота (внутри деформируемого мешка или покрытия) может быть затем погружен в текучую среду высокого давления, и давление текучей среды в сосуде высокого давления может быть увеличено для воздействия на находящийся внутри сосуда неспеченный корпус 300 долота по меньшей мере по существу изостатическим давлением. Давление внутри сосуда высокого давления в процессе изостатического прессования неспеченного корпуса 300 долота может превышать примерно 35 МПа (примерно 5000 фунтов на кв. дюйм). В частности, давление внутри сосуда высокого давления во время изостатического прессования неспеченного корпуса долота может превышать примерно 138 МПа (20000 фунтов на кв. дюйм). Несмотря на то, что было бы желательно формовать неспеченный корпус 300 долота так, чтобы он не требовал дальнейшей механической обработки перед спеканием, в некоторых вариантах осуществления может оказаться невыполнимым или нецелесообразным формовать неспеченный корпус 300 долота сразу до требуемого окончательного размера перед спеканием. В варианте осуществления некоторые конструктивные элементы могут быть выполнены механической обработкой в неспеченном корпусе 300 долота с использованием обычных технологий механической обработки, включая, например, токарную, фрезерную обработку и сверление. Также может быть использован и ручной инструмент для формирования или придания формы элементам в неспеченном корпусе 300 долота или на нем. В частном примере, не ограничивающем изобретение, после процесса формования в неспеченном корпусе 300 долота могут быть выполнены механической обработкой или иным способом гнезда для резцов.
Отформованный неспеченный корпус 300 долота также может быть по меньшей мере частично спечен для получения частично спеченного корпуса (т.н. "brown body") 302 долота, показанного на фиг.5, имеющего плотность ниже заданной конечной плотности. Частично спеченный корпус 302 долота может включать пористый (не имеющей конечной плотности) композитный материал 303 "матрица-частицы", сформированный частичным спеканием порошковой смеси 100 неспеченного корпуса 300 долота (фиг.4). Перед частичным спеканием неспеченного корпуса 300 долота неспеченный корпус 300 может быть подвергнут воздействие умеренно повышенных температур и давлений для выжигания или удаления любых летучих добавок, которые могли быть включены в порошковую смесь 100, как это было описано ранее. Кроме того, неспеченный корпус 300 долота может быть подвергнут воздействию газовой среды, параметры которой специально выбраны для улучшения удаления этих добавок. Такие среды могут включать, например, газообразный водород при температурах примерно 500°C.
Может оказаться целесообразной механическая обработка частично спеченного корпуса 302 долота благодаря остаточной пористости в композитном материале 303 "матрица-частицы". Некоторые конструктивные элементы могут быть выполнены механической обработкой в частично спеченном корпусе 302 долота с использованием обычных технологий механической обработки, включая, например, токарную, фрезерную обработку и сверление. Также может быть использован и ручной инструмент для формирования или придания формы элементам в частично спеченном корпусе 302 долота или на нем. Для облегчения механической обработки частично спеченного корпуса 302 долота может быть использован инструмент, включающий сверхтвердые покрытия или вставки. Кроме того, на поверхности частично спеченного корпуса 302 долота, подлежащие механической обработке, может быть нанесено покрытие материала для снижения выкрашивания частично спеченного корпуса 302 долота. Такие покрытия могут включать закрепляющий состав или иной полимерный материал. В частном примере, не ограничивающем изобретение, гнезда 304 для резцов могут быть выполнены в частично спеченном корпусе 302 долота механической обработкой или иным путем, для формирования видоизмененного частично спеченного корпуса 302' долота, показанного на фиг.6.
После выполнения всей необходимой механической обработки, частично спеченный корпус 302 (или видоизмененный частично спеченный корпус 302' долота) может быть окончательно спечен до требуемой конечной плотности для получения корпуса долота изготавливаемого долота роторного бурения подземных пород, например корпуса 12 долота бурового долота 10, показанного на фиг.1.
Поскольку спекание влечет за собой уплотнение и устранение пористости в конструкции спекаемая конструкция испытывает усадку в процессе спекания. Линейная усадка конструкции может составлять от 10% до 20% при спекании от неспеченного состояния до получения заданной конечной плотности. Поэтому усадку размеров следует иметь в виду и учитывать при конструировании технологической оснастки (пресс-форм, штампов и др.) или механической обработке элементов в не полностью спеченных конструкциях.
Усадка размеров неспеченного или частично спеченного корпуса может быть по меньшей мере частично функцией плотности неспеченного или частично спеченного корпуса перед спеканием неспеченного или частично спеченного корпуса до заданной конечной плотности. Неспеченный или частично спеченный корпус, имеющий сравнительно меньшую плотность (например, высокую пористость), может испытывать большую усадку при спекании по сравнению с неспеченным или частично спеченным корпусом, имеющим относительно большую плотность (например, пониженную пористость). Аналогично, области внутри неспеченного или частично спеченного корпуса, имеющие относительно меньшую плотность, могут испытывать большую усадку по сравнению с другими областями внутри неспеченного или частично спеченного корпуса, имеющими большую плотность, при спекании неспеченного или частично спеченного корпуса до заданной конечной плотности.
Поэтому для достижения предсказуемой и по меньшей мере в целом однородной усадки неспеченного корпуса 300 долота или частично спеченного корпуса 302 долота при спекании до заданной конечной плотности желательно достичь, насколько это возможно, по меньшей мере в целом однородной плотности заполнения объема порошковой смесью 100 в неспеченном корпусе 300 долота при формовании неспеченного корпуса 300 долота. Кроме того, было бы желательно увеличить или достичь максимума плотности заполнения объема порошковой смесью 100 в неспеченном корпусе 300 долота с тем, чтобы сократить или сделать минимальной усадку неспеченного корпуса 300 долота, происходящую при спекании неспеченного корпуса 300 долота до заданной конечной плотности для формирования спеченного корпуса 12 долота (фиг.1).
В некоторых вариантах осуществления настоящего изобретения средняя плотность заполнения объема порошковой смесью 100 внутри неспеченного корпуса 300 долота может быть больше примерно восьмидесяти процентов (80%) по объему. Другими словами, неспеченный корпус 300 долота может иметь среднюю пористость менее примерно двадцати процентов (20%) по объему.
Поскольку корпуса долот для роторного бурения подземных пород (например, корпус 12 долота бурового долота 10, показанного на фиг.1) могут иметь относительно большой размер и обладать сравнительно сложной геометрией поверхности, может оказаться весьма сложным достичь однородной плотности заполнения объема порошковой смесью 100 внутри полости пресс-формы и, значит, в неспеченном корпусе 300 долота при формовании неспеченного корпуса 300 долота из порошковой смеси 100. В результате, описанный ранее органический материал порошковой смеси 100 может использоваться в процессе формования для снижения трения между частицами, когда порошковая смесь 100 механически инжектируется в полость пресс-формы, и достижения по меньшей мере в целом однородной плотности заполнения объема порошковой смесью в полости пресс-формы и, значит, в неспеченном корпусе 300 долота.
В некоторых вариантах осуществления изобретения может оказаться желательным, перед циклом формования, вручную предварительно уплотнить часть порошковой смеси 100 в некоторые области внутри полости пресс-формы, которые может быть сложно полностью заполнить и уплотнить во время цикла формования. Другими словами, если после цикла формования, полость пресс-формы не полностью заполнена порошковой смесью 100 (явление известное в данной области под названием "недопрессовка"), может быть желательно в последующих процессах формования вручную предварительно уплотнить некоторое количество порошковой смеси 100 в те области полости пресс-формы, которые могут не полностью заполняться во время цикла формования. Предварительное уплотнение порошковой смеси 100 в некоторых областях полости пресс-формы может способствовать полному заполнению полости пресс-формы порошковой смесью 100 и достижению более однородной плотности заполнения объема во время цикла формования.
В ходе всех процессов спекания и частичного спекания могут быть использованы жаропрочные конструкции и вытесняющие вкладыши (не показаны) для поддержания по меньшей мере частей корпуса долота во время спекания для сохранения желаемых форм и размеров во время процесса уплотнения. Такие вытесняющие вкладыши могут быть использованы, например, для поддержания постоянства размера и геометрии гнезд для резцов и внутренних каналов для бурового раствора во время процесса спекания. Такие жаропрочные конструкции могут быть сформированы из, например, графита, кварца или оксида алюминия. Более желательно использование вытесняющих вкладышей из глинозема вместо вытесняющих вкладышей из графита, поскольку оксид алюминия может быть менее реактивен, чем графит, что снижает атомную диффузию при спекании. Кроме того, на жаропрочные конструкции могут наноситься покрытия, например оксид алюминия, нитрид бора, нитрид алюминия или иные выпускаемые промышленностью материалы, для предотвращения диффузии углерода или иных атомов в жаропрочных конструкциях в корпус долота во время уплотнения.
В других вариантах осуществления неспеченный корпус 300 долота (фиг.4) может быть частично спечен для формирования частично спеченного корпуса 302 долота (фиг.5) без предварительной механической обработки, а вся необходимая механическая обработка может быть выполнена на частично спеченном корпусе 302 долота для формирования видоизмененного частично спеченного корпуса 302' долота перед полным спеканием видоизмененного частично спеченного корпуса 302' долота до заданной конечной плотности. В альтернативном варианте всю необходимую или желательную механическую обработку можно выполнить на неспеченном корпусе 300 долота, после чего он полностью спекается до заданной конечной плотности.
Описанные здесь процессы спекания могут включать обычное спекание в вакуумной печи, спекание в вакуумной печи с последующим обычным горячим изостатическим прессованием и спекание, вслед за которым сразу же проводится изостатическое прессование при температурах, близких к температуре спекания (часто называется спекание-HIP - от англ. hot isostatic pressing). Кроме того, описанные здесь процессы спекания могут включать спекание в субликвидусной фазе. Другими словами, процессы спекания могут проводиться при температурах близких, но не достигающих линии ликвидуса на фазовой диаграмме материала матрицы. Например, описанный здесь процесс спекания может быть осуществлен с использованием ряда различных способов, известных специалистам, например, процесса быстрого ненаправленного уплотнения (ROC - от англ. rapid omnidirectional compaction), процесса CERACON™, процесса горячего изостатического прессования (HIP) или вариантов этих процессов.
Вообще, в частном примере спекание неспеченной порошковой прессовки с использованием ROC-процесса включает предварительное спекание неспеченной порошковой прессовки при сравнительно низкой температуре так, чтобы обеспечить достаточную прочность для проведения дальнейшей работы с этой порошковой прессовкой. Полученная частично спеченная конструкция обертывается в материал, например графитовую фольгу, для герметизации частично спеченной конструкции. Обернутая частично спеченная конструкция помещается в контейнер, заполненный частицами керамического, полимерного или стеклянного материала, температура плавления которого существенно ниже температуры плавления материала матрицы в частично спеченной конструкции. Контейнер нагревается до требуемой температуры спекания, которая превышает температуру плавления частиц материала керамики, полимера или стекла, но находится ниже температуры ликвидуса материала матрицы в частично спеченной конструкции. Нагретый контейнер с расплавленным материалом керамики, полимера или стекла (и с погруженной в него частично спеченной конструкцией) помещается в механический или гидравлический пресс, например штамповочный пресс, который используется для воздействия давлением на расплавленный материал керамики или полимера. Изостатические давления внутри расплавленного материала керамики, полимера или стекла способствуют уплотнению и спеканию частично спеченной конструкции при повышенных температурах внутри контейнера. Расплавленный материал керамики, полимера или стекла служит для передачи давления и тепла на частично спеченную конструкцию. Таким образом, расплавленная керамика, полимер или стекло действуют как среда, передающая давление, через которую давление воздействует на конструкцию в процессе спекания. После снятия давления и охлаждения спеченная конструкция извлекается из материала керамики, полимера или стекла. Более детальное описание ROC-процесса и соответствующего оборудования для его осуществления приведено в патентах US 4094709; 4233720; 4341557; 4526748; 4547337; 4562990; 4596694; 4597730; 4656002; 4744943 и 5232522.
Процесс CERACON™, аналогичный описанному ROC-процессу, также может быть приспособлен для использования в настоящем изобретении для обеспечения полного спекания частично спеченных конструкций до конечной плотности. В CERACON™ процессе, частично спеченная конструкция покрывается керамическим покрытием, например оксидом алюминия, оксидом циркония, или оксидом хрома. Также могут быть использованы и другие аналогичные, твердые, в целом инертные, защитные удаляемые покрытия. Частично спеченная конструкция с покрытием полностью затвердевает под действием по меньшей мере в целом изостатического давления, прикладываемого к покрытой частично спеченной конструкции, с использованием керамических частиц вместо текучей среды, как это делается в ROC-процессе. Более подробное рассмотрение CERACON™ процесса приводится в патенте US 4499048.
Кроме этого в вариантах осуществления изобретения, в которых в корпусе долота из композитного материала "матрица-частицы" используется карбид вольфрама, описанный здесь процесс спекания может включать цикл управления содержанием углерода, отрегулированный так, чтобы улучшить стехиометрию материала карбида вольфрама. В частном примере, не ограничивающем изобретение, если материал карбида вольфрама включает WC, в описанном здесь процессе спекания на материал карбида вольфрама воздействуют газовой смесью, включающей водород и метан при повышенной температуре. Например, на материал карбида вольфрама можно воздействовать потоком газов, включающих водород и метан при температуре примерно 1000°C.
После спекания неспеченного корпуса 300 долота или частично спеченного корпуса 302 долота до требуемой конечной плотности, режущие элементы (например, режущие элементы 20, показанные на фиг.1) могут быть закреплены в гнездах 304 для режущих элементов в корпусе долота, например, запайкой режущих элементов тугоплавким припоем в гнезда для режущих элементов.
В других вариантах осуществления настоящего изобретения две или более частей корпуса бурового инструмента могут быть по отдельности отформованы в соответствии с приведенным выше описанием, для формирования двух или более отдельно отформованных неспеченных компонентов. Далее, отдельно сформированные неспеченные компоненты могут быть собраны и спечены для скрепления неспеченных компонентов с образованием корпуса бурового инструмента. В других вариантах осуществления, по отдельности отформованные неспеченные компоненты могут быть частично спечены для формирования двух или более по отдельности отформованных частично спеченных компонентов, а затем эти по отдельности отформованные частично спеченные компоненты могут быть собраны и спечены для скрепления частично спеченных компонентов для формирования корпуса бурового инструмента. В качестве частного примера, не ограничивающего изобретение, корпус долота для роторного бурения с фиксированными резцами, например корпус 12 долота бурового долота 10, показанного на фиг.1, может быть сформирован путем отдельного формирования неспеченной или частично спеченной внутренней части и неспеченных или частично спеченных лопастей (например, лопастей 26, показанных на фиг.1) с использованием процессов формования, описанных ранее. Отдельно сформированные неспеченные или частично спеченные лопасти затем могут быть объединены с неспеченной или частично спеченной внутренней частью, и собранная конструкция может быть спечена для прикрепления лопастей к внутренней части, с формированием корпуса 12 долота бурового долота 10.
В таких вариантах осуществления внутренняя часть может быть отформована из порошковой смеси 100, имеющей первый состав, а лопасти могут быть отформованы из порошковой смеси 100, имеющей второй состав, отличающийся от первого. Например, внутренняя часть может быть отформована из порошковой смеси 100, состав которой обеспечивает внутренней части относительно высокую прочность, по сравнению с лопастями, а лопасти могут быть отформованы из порошковой смеси 100, обеспечивающей лопастям относительно высокую износоустойчивость, устойчивость к эрозии или одновременно относительно высокие износоустойчивость и устойчивость к эрозии, по сравнению с внутренней частью.
Несмотря на то, что способы, предложенные в настоящем изобретении, были описаны применительно к корпусам долот для роторного бурения подземных пород, способы настоящего изобретения могут быть использованы для формирования корпусов иного, помимо долот роторного бурения, бурового инструмента, включая, например, компоненты корпусов шарошечных долот (включая головки бура, лапы долота и шарошечные конусы), долот с импрегнированными резцами, керновых долот, эксцентричных долот, долот со смещенным центром, разбуривателей, фрез и другого подобного инструмента и конструкций, известных специалистам.
В то время как настоящее изобретение было описано применительно к конкретным вариантам осуществления, специалистам понятно, что только этими вариантами оно не ограничено. Напротив, многие добавления, изъятия и модификации в описанных вариантах осуществления могут быть сделаны без отступления от существа заявленного здесь изобретения, включая его законные эквиваленты. Кроме того, признаки одного варианта осуществления могут быть скомбинированы с признаками другого варианта осуществления, оставаясь в пределах области притязаний изобретения, предлагаемого изобретателями.
Изобретение относится к порошковой металлургии, в частности к изготовлению корпуса бурового инструмента. Порошковую смесь, содержащую твердые частицы, частицы металлической матрицы и органический материал, инжектируют в полость пресс-формы, уплотняют порошковую смесь для формования неспеченного корпуса и спекают до заданной конечной плотности для формирования, по меньшей мере, части корпуса бурового инструмента. Неспеченный корпус содержит множество твердых частиц, множество частиц металлической матрицы и органический материал, включающий производные длинноцепочной жирной кислоты, при этом форма неспеченного корпуса соответствует форме корпуса бурового инструмента. Обеспечивается получение крупногабаритных изделий с высокими допусками на размеры из материалов, стойких к истиранию и эрозии. 3 н. и 16 з.п. ф-лы, 6 ил.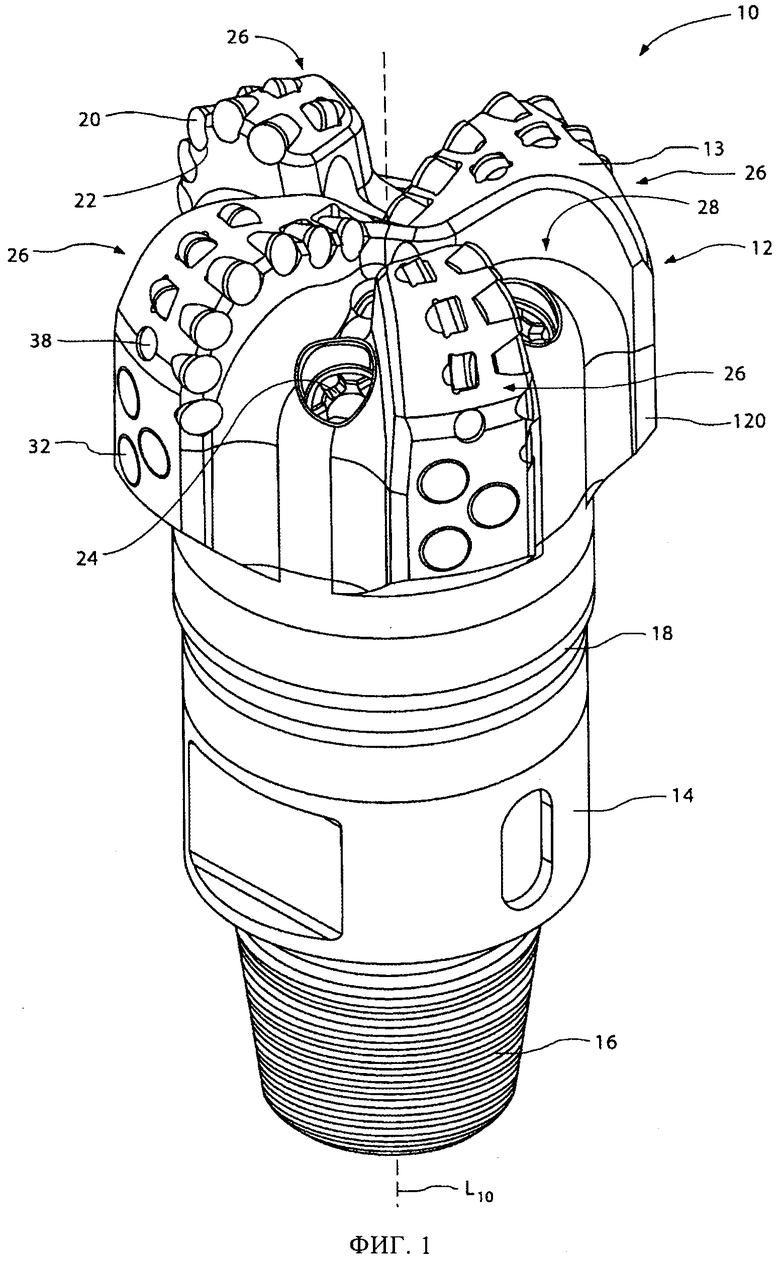
1. Способ изготовления корпуса бурового инструмента, при осуществлении которого
формируют порошковую смесь, смешивая твердые частицы, частицы матрицы, включающие материал металлической матрицы, и органический материал;
механически инжектируют порошковую смесь в полость пресс-формы, форма которой соответствует, по меньшей мере, части корпуса бурового долота;
воздействуют давлением на порошковую смесь в полости пресс-формы для формования неспеченного корпуса; и
спекают неспеченный корпус для формирования, по меньшей мере, части корпуса бурового инструмента.
2. Способ по п.1, в котором при формировании порошковой смеси выбирают органический материал, содержащий производную длинноцепочной жирной кислоты.
3. Способ по п.1, в котором выбирают твердые частицы, содержащие материал из группы, состоящей из алмаза, карбида бора, нитрида бора, нитрида алюминия, нитрида кремния и карбидов или боридов W, Ti, Mo, Nb, V, Hf, Zr, Si, Та и Cr.
4. Способ по п.3, в котором выбирают частицы матрицы, содержащие металл, выбранный из группы, состоящей из железа, никеля, кобальта, титана, алюминия, сплавов меди, сплавов железа, сплавов никеля, сплавов кобальта, сплавов титана и сплавов алюминия.
5. Способ по п.1, в котором твердые частицы и частицы матрицы образуют первую группу частиц, имеющих первый средний размер частицы, вторую группу частиц, имеющих второй средний размер частицы, примерно в семь раз превосходящий первый средний размер частицы, и третью группу частиц, имеющих средний размер частицы, примерно в тридцать пять раз превосходящий первый средний размер частицы.
6. Способ по п.1, в котором инжектируют порошковую смесь в полость пресс-формы, форма которой соответствует, по меньшей мере, части корпуса долота для роторного бурения подземных пород.
7. Способ по п.1, в котором формируют твердые частицы и частицы матрицы, по меньшей мере, в целом сферической формы.
8. Способ по любому из пп.1-7, в котором
формируют полость пресс-формы в растворимой в воде пресс-форме; и
растворяют пресс-форму в полярном растворителе после формования неспеченного корпуса для извлечения неспеченного корпуса из полости пресс-формы.
9. Способ по п.8, в котором формируют растворимую в воде пресс-форму, содержащую, по меньшей мере, поливиниловый спирт или полиэтиленгликоль.
10. Способ по любому из пп.1-7, в котором покрывают твердые частицы и частицы матрицы органическим материалом перед инжектированием порошковой смеси в полость пресс-формы.
11. Способ по любому из пп.1-7, в котором при воздействии давлением на порошковую смесь прикладывают давление примерно от 10 фунтов на кв. дюйм (примерно 0,07 МПа) до 100 фунтов на кв. дюйм (примерно 0,7 МПа).
12. Способ по п.11, в котором при воздействии давлением на порошковую смесь уплотняют порошковую смесь внутри полости пресс-формы до плотности заполнения объема, составляющей примерно 80% по объему или более.
13. Способ по любому из пп.1-7, в котором, по меньшей мере, по существу изостатически сжимают неспеченный корпус перед его спеканием для формования, по меньшей мере, части корпуса бурового инструмента.
14. Способ по любому из пп.1-7, в котором выбирают содержание органического материала порошковой смеси менее примерно 5% по весу порошковой смеси.
15. Способ по любому из пп.1-7, в котором при механическом инжектировании порошковой смеси в полость пресс-формы продавливают порошковую смесь через цилиндр, используя вращающийся внутри цилиндра шнек.
16. Способ по любому из пп.1-7, в котором
частично спекают неспеченный корпус для формирования частично спеченного корпуса;
подвергают частично спеченный корпус механической обработке; и
спекают частично спеченный корпус до заданной конечной плотности.
17. Способ по п.16, в котором при механической обработке частично спеченного корпуса
вырезают, по меньшей мере, часть гнезда для режущего элемента в поверхности частично спеченного корпуса; и
закрепляют, по меньшей мере, один режущий элемент в, по меньшей мере, части гнезда для режущего элемента.
18. Неспеченный корпус бурового инструмента, сформированный в качестве промежуточной конструкции корпуса бурового инструмента при его изготовлении способом по любому из пп.1-17.
19. Неспеченный корпус бурового инструмента, сформированный в качестве промежуточной конструкции корпуса бурового инструмента при его изготовлении способом по любому из пп.1-17, содержащий множество твердых частиц, множество частиц металлической матрицы и органический материал, включающий производную длинноцепочной жирной кислоты, при этом форма неспеченного корпуса соответствует форме изготавливаемого корпуса бурового инструмента.
| US 20070102199 A1, 10.05.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЕ! БУРОВОГО ИНСТРУМЕНТА | 0 |
|
SU395174A1 |
| US 20050247491 A1, 10.11.2005 | |||
| US 7235211 B2, 26.06.2007 | |||

