Изобретение относится к области обработки металла, в частности к конструкции установок для резки металла, и может быть использовано в машиностроении и других областях народного хозяйства.
Известно устройство для резки металла, состоящее из источника питания, силовых кабелей, электрода и электродержателя (Рыбаков В.М. Сварка и резка металлов. Учеб. для средн. проф.-тех. училищ. М., Высшая школа, 1979, стр.106-107) - аналог.
Недостатком этого устройства является высокий расход электродов, электроэнергии, наплывы металла в месте реза, требующие последующей зачистки или механической обработки.
Наиболее близкой к заявляемому техническому решению является установка для электродуговой резки металла, включающая дисковый электрод, электродвигатель для приведения во вращение дискового электрода, источник силового питания, силовые кабели для передачи напряжения на вращающийся дисковый электрод и разрезаемый металл (заявка РФ на изобретение №2005128466) - прототип.
Недостатком прототипа является большая ширина реза и низкая производительность установки за счет вибрации дискового электрода. Существенным недостатком прототипа являются амплитудные колебания дискового электрода по краю с наибольшим диаметром, возникающие из-за технологических и механических погрешностей при изготовлении.
Технической задачей настоящего изобретения является расширение технологических возможностей, уменьшение ширины реза и увеличение производительности установки.
Задача решается тем, что предлагаемая установка искро-дуговой резки металла, включающая дисковый электрод, электродвигатель для приведения во вращение дискового электрода, источник силового питания, силовые кабели для передачи напряжения на вращающийся дисковый электрод, дополнительно снабжена тремя гасителями вибрации дискового электрода, неподвижно закрепленными на кожухе с помощью изоляционных прокладок и расположенными под углом 120° друг относительно друга, при этом каждый гаситель вибрации выполнен в вице башмака из бронзы, снабженного постоянным или электрическим магнитом, на поверхность которого нанесена ферромагнитная смазка.
Кроме того, дисковый электрод изготовлен из листовой стали, толщиной не более 2 мм.
Кроме того, дисковый электрод выполнен диаметром не менее 1500 мм.
Кроме того, дисковый электрод вращается с окружной скоростью более 100 м/с.
Как показала практика порезки металла на установках с дисковым электродом, эффективность ее работы тем выше, чем больше диаметр дискового электрода (более 1500 мм), чем меньше толщина дискового электрода (не более 2 мм), а также чем выше окружная скорость (более 100 м/с). Но работа в этих условиях дискового электрода невозможна по той причине, что листовой металл, из которого изготавливают дисковый электрод, имеет неизбежное отклонение по толщине и форме (коробоватость), что приводит к появлению сильной вибрации.
Сущность изобретения поясняется чертежами, на которых:
Фиг.1 - общий вид установки искро-дуговой резки металла;
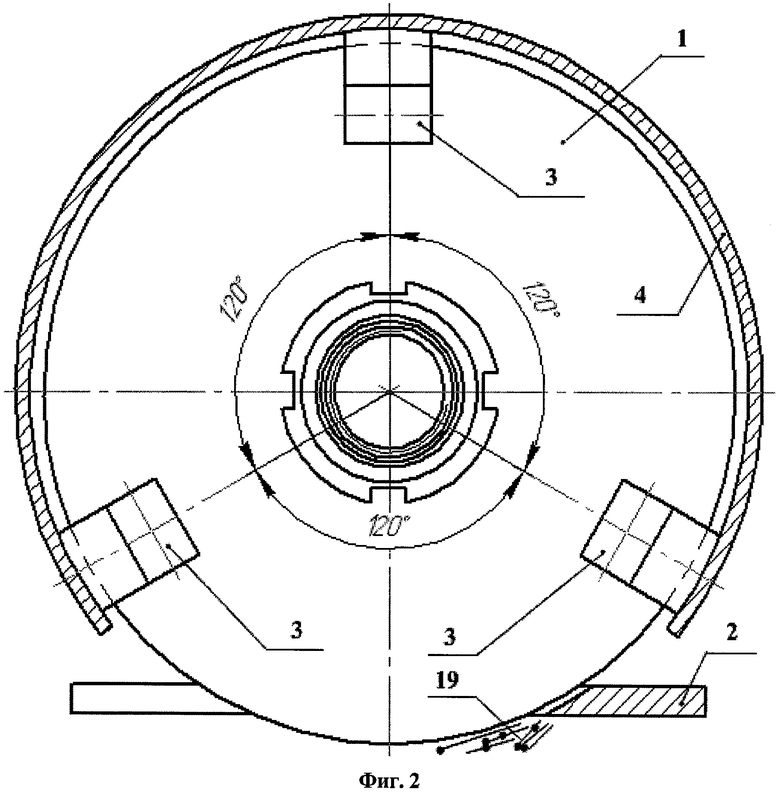
Фиг.2 - схема размещения гасителя вибрации дискового электрода;
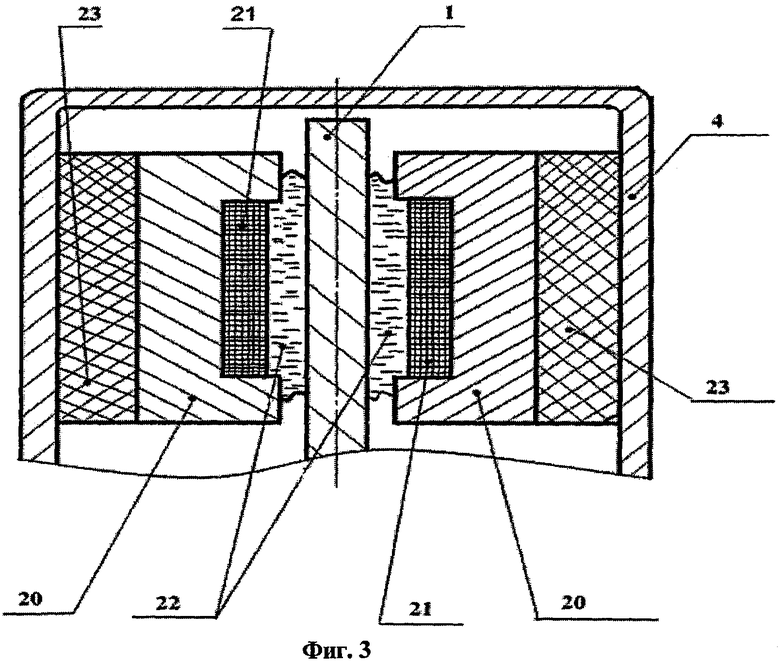
Фиг.3 - схема конструкции гасителя вибрации.
Установка искро-дуговой резки металла состоит из дискового электрода 1 (фиг.1), изготовленного из листовой стали толщиной 2 мм и диаметром 1600 мм, разрезаемого металла 2, гасителей вибрации 3, кожуха 4, изолятора 5, гайки 6 и контргайки 7, вала 8, медного кольца 9, изоляционного кольца 10, упора 11, корпуса установки 12, подшипникового узла 13, муфты 14, электродвигателя 15, источника силового питания 16, силовых кабелей 17 и токосъемника 18. Гасители вибрации 3 (фиг.2) размещены на кожухе, под углом 120° относительно друг друга. Между дисковым электродом 1 и разрезаемым металлом 2 горит электрическая дуга 19. Гаситель вибрации 3 (фиг.3) состоит из башмака 20, выполненного из бронзы, постоянного магнита или электромагнита 21, на поверхность которого нанесена ферромагнитная смазка 22, изоляционной прокладки 23, причем кожух жестко крепится консолью к корпусу установки.
Установка искро-дуговой резки металла работает следующим образом.
Дисковый электрод 1 с помощью изолятора 5, гайки 6 и контргайки 7 крепится на валу 8, вплотную к дисковому электроду 1 прижимается медное кольцо 9, изоляционное кольцо 10 и фиксируется в сборе упором 11. Вал 8 установлен в подшипниковом узле 13, закрепленном в корпусе 12, и приводится во вращение от асинхронного двигателя 15 через муфту 14.
Гасители вибрации 3 установлены на кожухе друг относительно друга на 120°, что обеспечивает оптимальную устойчивость дискового электрода 1, так как действием ряда факторов, и в первую очередь коробоватости и разнотолщинности листа металла (определенной стандартом), из которого изготовлен электрод, в дисковом электроде 1 появляются тенденции к развитию вибрации. Однако гасители вибрации 3 в трех точках фиксируют положение дискового электрода 1 в пространстве. Чтобы не повредить поверхность дискового электрода 1 каждый гаситель вибрации 3 (фиг.3) выполнен в виде башмака 20 из бронзы, внутри которого размещен постоянный магнит или электромагнит 21, и зазор между башмаком 20 и боковой поверхностью дискового электрода 1 заполнен ферромагнитной смазкой 22, при этом башмак 20 крепится к кожуху 4 изоляционной прокладкой 23. Кожух 4 защищает дисковый электрод 1 от случайного воздействия посторонних предметов, а также персонал или рабочих от брызг металла, поэтому консолью жестко закреплен к корпусу установки 12. Это позволяет точно установить положение гасителей вибрации 3 под углом 120° друг относительно друга и гасит возникающие вибрации дискового электрода 1. Достоинство ферромагнитной смазки 22 заключается в том, что толщина слоя ферромагнитной смазки 22 определяется силовыми линиями постоянного магнита или электромагнита 21. Кроме того, ферромагнитная смазка 22 удерживается магнитным полем на поверхности башмака 20, исключая ее растекание по боковой поверхности дискового электрода 1. При подаче на дисковый электрод 1 и разрезаемый металл 2 напряжения по силовым кабелям 17 от источника питания 16 между разрезаемым металлом 2 и дисковым электродом возникает электрическая дуга 19 (фиг.2). Малая толщина дискового электрода 1 (менее 2 мм) обеспечивает устранение вибраций, минимальный расход металла при порезке и минимальную ширину реза, а большой диаметр дискового электрода 1 (не менее 1500 мм) обеспечивает скорость порезки металла более 100 м/час.
Предложенная установка искро-дуговой резки обеспечивает высокую производительность и минимальный расход металла при порезке, обеспечивая тем самым высокую экономическую эффективность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ ДИСКОВЫМ ЭЛЕКТРОДОМ | 2010 |
|
RU2465996C2 |
| ДИСКОВЫЙ СОСТАВНОЙ ЭЛЕКТРОД ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2010 |
|
RU2461451C2 |
| СПОСОБ ПОРЕЗКИ ПОЛОСЫ | 2011 |
|
RU2456131C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПОРЕЗКИ МЕТАЛЛА | 2009 |
|
RU2419525C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ РЕЗКИ МЕТАЛЛА | 2009 |
|
RU2427454C1 |
| ДИСКОВЫЙ ЭЛЕКТРОД | 2009 |
|
RU2494863C2 |
| ГРАФИТОВЫЙ (УГОЛЬНЫЙ) ЭЛЕКТРОД | 2009 |
|
RU2453410C2 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ УПРУГИХ ВОЛН В СКВАЖИНАХ | 2007 |
|
RU2362188C2 |
| ПЛАЗМОТРОН ДЛЯ РЕЗКИ И УСТАНОВКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 2000 |
|
RU2193955C2 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2245768C2 |
Изобретение относится к области обработки металла, в частности к конструкции установки для резки металла, и может быть использовано в машиностроении и других областях народного хозяйства. Установка содержит дисковый электрод, электродвигатель для приведения во вращение дискового электрода, источник силового питания, силовые кабели для передачи напряжения на вращающийся дисковый электрод. Также установка снабжена тремя гасителями вибрации дискового электрода, неподвижно закрепленными на его кожухе с помощью изоляционных прокладок и расположенными под углом 120° друг относительно друга, при этом каждый гаситель вибрации выполнен в виде башмака из бронзы, снабженного постоянным или электрическим магнитом, на поверхность которого нанесена ферромагнитная смазка. Изобретение позволяет расширить технологические возможности установки за счет уменьшения ширины реза, минимизирования расхода металла при резке. 3 з.п. ф-лы, 3 ил.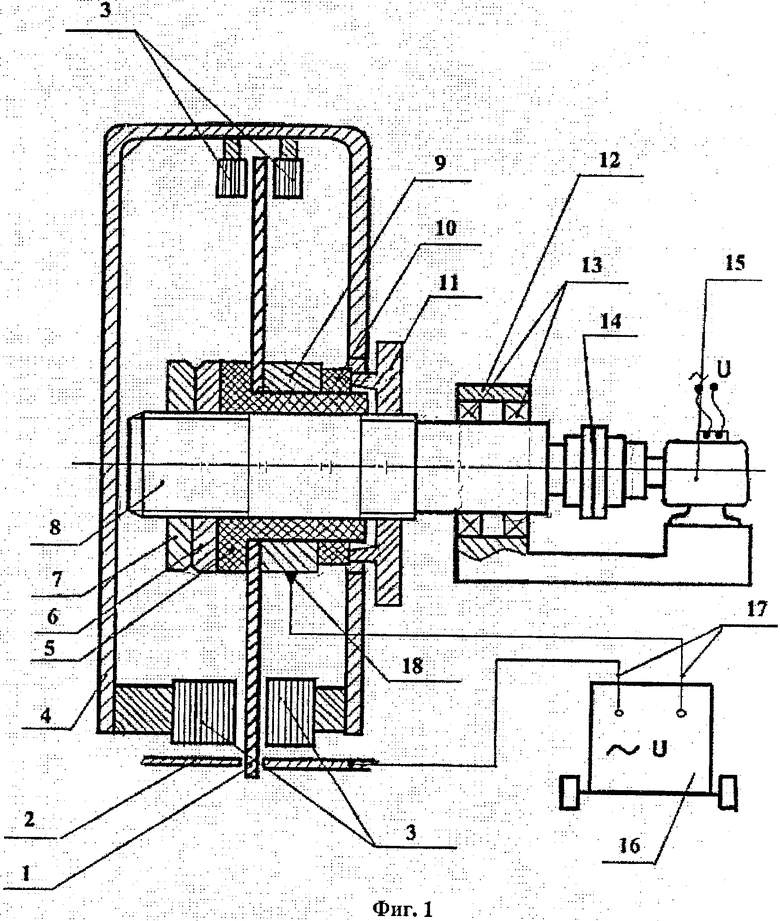
1. Установка искро-дуговой резки металла, включающая дисковый электрод, электродвигатель для приведения во вращение дискового электрода, источник силового питания, силовые кабели для передачи напряжения на вращающийся дисковый электрод, отличающаяся тем, что она дополнительно снабжена тремя гасителями вибрации дискового электрода, неподвижно закрепленными на его кожухе с помощью изоляционных прокладок и расположенными под углом 120° относительно друг друга, при этом каждый гаситель вибрации выполнен в виде башмака из бронзы, снабженного постоянным или электрическим магнитом, на поверхность которого нанесена ферромагнитная смазка.
2. Установка по п.1, отличающаяся тем, что дисковый электрод изготовлен из листовой стали, толщиной не более 2 мм.
3. Установка по п.1, отличающаяся тем, что дисковый электрод выполнен диаметром не менее 1500 мм.
4. Установка по п.1, отличающаяся тем, что дисковый электрод вращается с окружной скоростью более 100 м/с.
| RU 2005128466 А, 20.03.2007 | |||
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ МЕТАЛЛОВ | 0 |
|
SU217563A1 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 0 |
|
SU329971A1 |
| JP 61219470 A, 29.09.1986. | |||

