ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет на основании заявки на патент США 13/271415, поданной 12 октября 2011 года и озаглавленной "Дисперсия твердофазных частиц в пропитывающем материале", содержание которой в полном объеме включено в настоящий документ посредством ссылки.
ЗАЯВЛЕНИЕ О СПОНСИРОВАНИИ ПРАВИТЕЛЬСТВОМ ИССЛЕДОВАНИЙ ИЛИ РАЗРАБОТОК
[0002] Не применимо.
ОБЛАСТЬ ТЕХНИКИ
[0003] Изобретение в целом относится буровым долотам, используемым для бурения скважин для конечной добычи нефти, газа или минералов. Более конкретно, изобретение относится к усовершенствованным имеющим длительный срок службы матричным и пропитанным корпусам долот. Еще более конкретно, настоящее изобретение относится к созданию матричных композитных материалов с твердыми частицами, обладающих улучшенной эрозионной стойкостью.
УРОВЕНЬ ТЕХНИКИ
[0004] Буровое долото для бурения земли обычно устанавливают на нижнем конце бурильной колонны и вращают путем вращения бурильной колонны с поверхности или путем приведения в действие скважинных двигателей или турбин либо обоими способами. Под весом, приложенным к бурильной колонне, вращающееся буровое долото взаимодействует с целевой формацией и проходит дальше с образованием скважины по заданной траектории по направлению к целевой зоне. Скважина, созданная таким образом, будет иметь диаметр, обычно равный диаметру или "калибру" бурового долота.
[0005] Затраты на бурение скважины для добычи углеводородов очень высоки и пропорциональны времени, которое требуется для бурения до нужной глубины и места. Время, необходимое для бурения скважины, в свою очередь, зависит от того, сколько раз буровое долото должно быть заменено до достижения целевой формации. Дело в том, что каждый раз, когда заменяют буровое долото, вся бурильная колонна, длина которой может составлять несколько миль, должна быть извлечена из скважины секция за секцией. После извлечения бурильной колонны и установки нового бурового долота его необходимо опустить до нижней части буровой скважины на бурильной колонне, которую вновь нужно собирать секция за секцией. Этот процесс, известный как "спускоподъемная операция" бурильной колонны, требует значительных времени, усилий и затрат. Соответственно, желательно использовать буровые долота, которые будут бурить быстрее и дольше. Продолжительность времени, в течение которого можно использовать буровое долото до замены, зависит от различных факторов, в том числе от скорости проходки (англ. "ROP" - rate of penetration) долота, а также от его долговечности или способности поддерживать высокую или приемлемую скорость проходки. В свою очередь, скорость проходки и долговечность зависят от целого ряда факторов, в том числе способности корпуса долота к сопротивлению абразивному истиранию, эрозии и износу.
[0006] Производительность долота часто ограничена выборочным эрозионным повреждением корпуса долота. Уменьшение эрозионного износа корпусов долот увеличивает глубину, пробуренную долотом за единицу времени, сохраняет конструктивно заданную открытость резцов для оптимальных резки и путей гидравлических потоков, а также уменьшает склонность к потере резцов и засорению скважины.
[0007] Два преобладающих типа буровых долот представляют собой конические шарошечные буровые долота и буровые долота с фиксированными резцами, также известные как вращающиеся долота режущего типа. Обычное буровое долото с фиксированными резцами имеет множество лопастей, установленных под углом и на расстоянии друг от друга вокруг поверхности долота. Лопасти в целом радиально выступают наружу вдоль корпуса долота и между ними формируются каналы потоков. В дальнейшем режущие элементы в целом устанавливают на лопасти. Корпус бурового долота с фиксированными резцами может быть выполнен из стали или из композитного материала, именуемого также матричным.
[0008] Для улучшения эрозионной стойкости стальных корпусов долот часто применяют твердосплавное покрытие, при этом более крепкий или твердый материал наносят на основной металл корпуса долота. Пример твердосплавного покрытия описан в заявке US 2010/0276208 A1; в которой максимальная толщина твердой фазы защитного покрытия, как указано, ограничена примерно 210 мкм. Другие тонкие покрытия, обычно менее примерно 0,500 мкм, нанесенные при помощи высокоскоростного газопламенного напыления HVOF, и электролитические покрытия с совместным осаждением твердой фазы микронного размера также используют на стальных буровых долотах с фиксированными резцами, чтобы уменьшить эрозионный износ корпуса. Эффективность стального бурового долота с фиксированными резцами при работе в условиях эрозии зависит от целостности покрытия. Нарушение покрытия и обнажение стального корпуса может привести к ускоренным эрозионным повреждениям, влияющим на производительность долота, и к изношенному состоянию долота.
[0009] Склонность корпусов долот из стали испытывать эрозионные повреждения в процессе эксплуатации была основной причиной для использования матричных буровых долот с фиксированными резцами. Такие матричные корпуса долот обычно получают скреплением посредством связующего с получением выполненной заодно конструкции или встраивания стальной заготовки в объем материала с твердыми (или твердофазными) частицами, такими как частицы WC (карбид вольфрама), WC/W2C (литой карбид) или смеси обоих веществ, и пропитки твердой фазы пропитывающим связующим материалом (или пропитывающим материалом).
[0010] При изготовлении таких корпусов долот полость графитовой формы заполняют твердофазным зернистым материалом вокруг предварительно расположенной в форме стальной заготовки. Затем форму подвергают вибрации, чтобы плотнее упаковать твердофазные частицы в полости формы. Пропитывающий материал, такой как медный сплав, плавят, и твердофазный зернистый материал пропитывают расплавленным сплавом. Форму охлаждают, пропитывающий материал затвердевает, образуя композитный матричный материал, внутри которого скреплена посредством связующего стальная заготовка с получением выполненной заодно конструкции.
Композитный матричный корпус долота удаляют из формы и закрепляют на стальной шейке, имеющей переходник с резьбовым концом для сопряжения с концом бурильной колонны. Затем резцы PDC (коронка с поликристаллическими алмазными вставками, от англ. polycrystalline diamond cutter) скрепляют посредством связующего с поверхностью долота в отлитых ранее полостях.
[0011] Матричные корпуса поликристаллических алмазных долот PDC страдают от эрозии во многих буровых применениях, зачастую повреждение лопастей и периферийных рядов зубьев таких долот настолько обширно, что они не подлежат восстановлению.
[0012] Обычные матричные корпуса долот обычно состоят из твердофазных макрокристаллических частиц WC или литого карбида или их комбинаций. В целом распределение размера частиц оптимизировано для обеспечения высокой плотности упаковки порошка с плотностью утряски примерно 10,0 г/см3, и распределение размера твердофазных частиц в целом составляет от 80 меш (177 мкм) до 625 меш (20 мкм). Максимальный размер частиц, используемых в обычной твердой фазе, в целом составляет 180 мкм с типичным средним размером 50 мкм. Размер частиц делает их склонными к выпадению при работе в условиях эрозии, и поэтому матрица имеет тенденцию к износу и эрозивному повреждению. Следовательно, более устойчивый к износу материал будет улучшать изношенное состояние таких долот и позволит осуществлять более длинные прогоны, а также больше прогонов на корпус долота, и также будет улучшать ремонтопригодность.
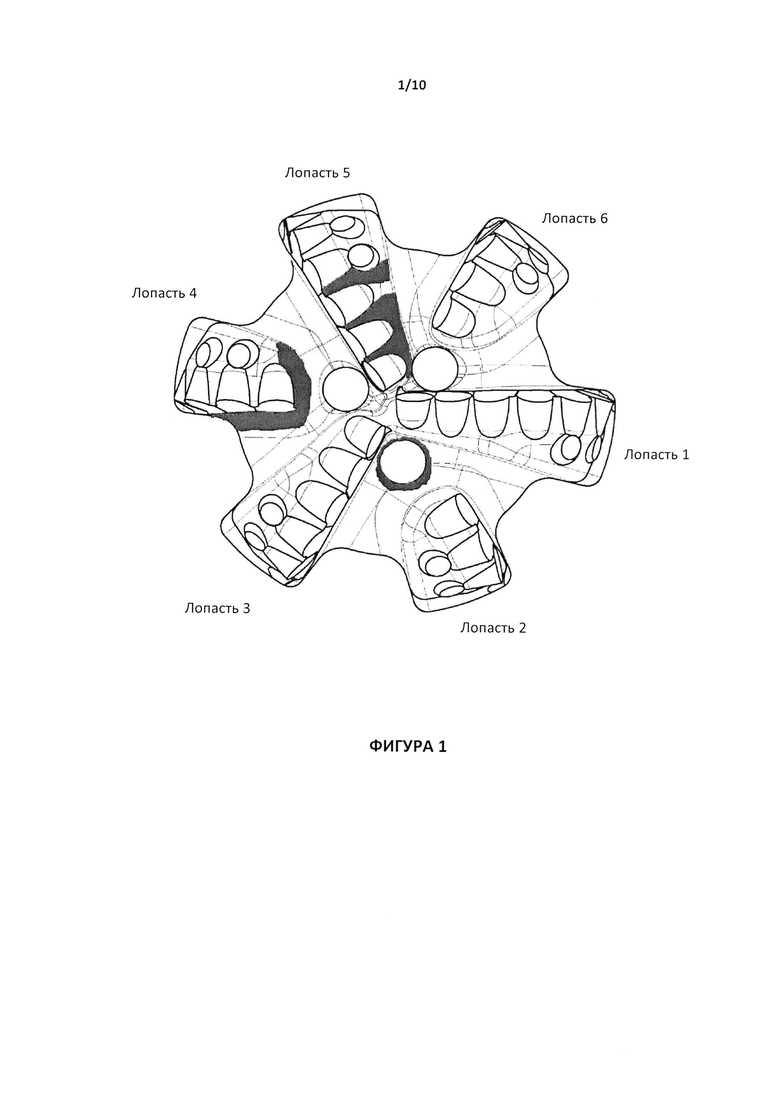
[0013] DuraShell™ представляет собой покрытие, улучшающее поверхность, разработанное для уменьшения эрозии матричных долот. Покрытие имеет бимодальное распределение твердой фазы: крупные частицы литого карбида размером примерно 600 мкм составляют около 65% масс., а сферические частицы литого карбида размером 100 мкм составляют около 35% масс. Равномерное распределение составляющих твердой фазы достигается при помощи использования летучего связующего вещества, которое в целом составляет примерно 3% от веса твердофазной смеси. На Фиг. 1 изображено положение эрозии на типичной коронке долота, указанное затененными областями, на которые выборочно наносят смесь на соответствующие области на поверхности формы (эрозийно-устойчивые составы смесей могут быть нанесены на внутренние полости в долоте, такие как отверстия форсунок, и на места расположения калибровочных элементов для защиты от эрозии). Затем форму загружают обычным твердофазным порошком и пропитывают сплавом. Полученный корпус долота содержит выборочно размещенные и скрепленные посредством связующего с получением цельной конструкции усиления поверхности на корпусе долота в тех местах, где наиболее вероятно возникновение эрозии.
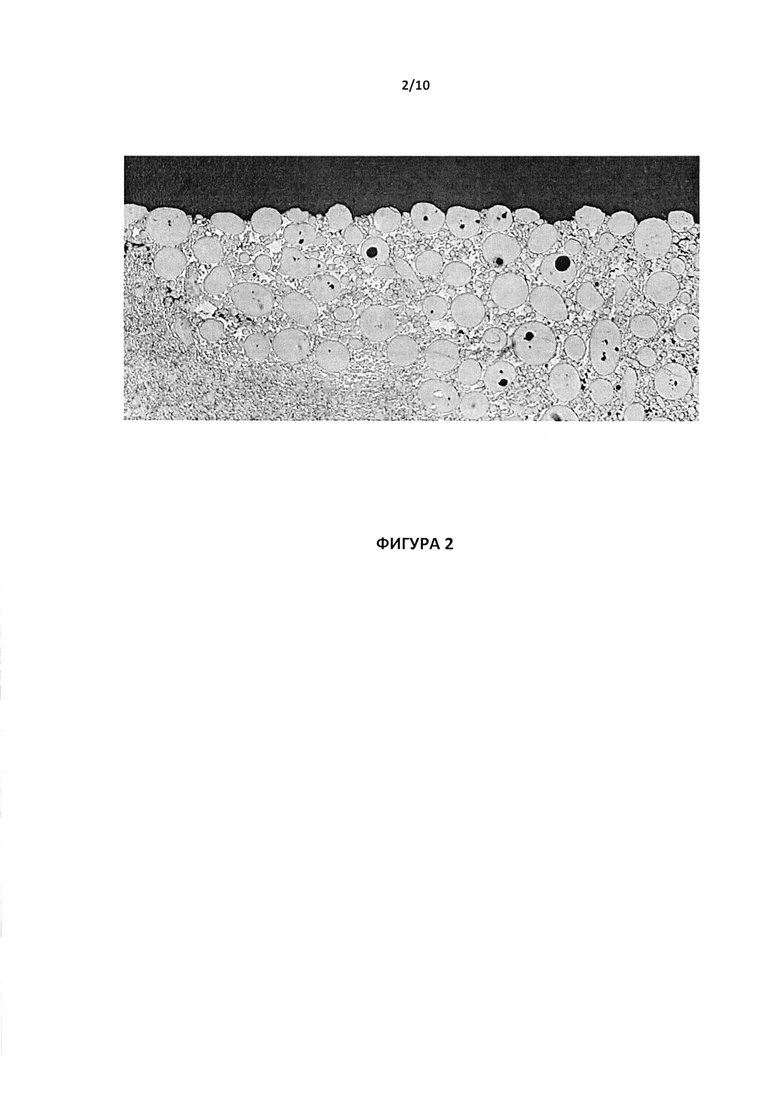
[0014] На Фиг. 2, однако, показана микроструктура указанного усиления поверхности, скрепленного посредством связующего с получением цельной конструкции, и продемонстрировано, что сопротивление эрозии, оказываемого этим усилением поверхности, ограничено преимущественным износом связующего вещества матрицы в связи с его пониженной твердостью (как правило, около 125 VHN (число твердости по Виккерсу)). Поэтому матрица изнашивается очень быстро, обнажая твердофазные частицы, что ведет к выпадению частиц и/или трещинам и изломам поверхности. Таким образом, существует необходимость в уменьшении скорости износа матрицы и обеспечении эффективного сопротивление эрозии таких усилений поверхности с крупными частицами.
[0015] Еще одним примером усиления поверхности, разработанным с целью снижения эрозии матричных долот, является алмазная оболочка покрытия усиления поверхности. Покрытие имеет бимодальное распределение твердой фазы, включающей примерно 15% масс. частиц алмазной крошки размером 500 мкм и примерно 85% масс. крупнокристаллического WC со средним размером частиц около 50 мкм. Равномерное распределение составляющих твердой фазы достигается при помощи использования летучего связующего вещества, которое в целом составляет примерно 3% от веса твердофазной смеси. Смесь выборочно наносят на области поверхности формы, где корпус долота подвержен эрозии. Затем форму загружают обычным твердофазным порошком и пропитывают сплавом Cu. Полученный корпус долота содержит выборочно размещенные алмазные усиления поверхности, расположенные в тех местах на корпусе долота, где наиболее вероятно возникновение эрозии.
[0016] Однако алмазное усиление по износу ограничено Cu сплавом, матричным связующим веществом (имеющим типичную твердость 150 VHN) и последующим вырыванием частиц твердой фазы. Поэтому было бы желательным увеличить твердость матрицы, тем самым снизив скорость износа матрицы и обеспечив более эффективное сопротивление эрозии крупнозернистого алмазного усиления поверхности.
[0017] Использование сцементированных частиц карбида (например, WC-Со, WC-Ni, метал-карбида или их комбинаций) в композитных материалах матрицы в целом ограничено, поскольку, когда пропитывающий материал взаимодействует со сцементированным карбидом, наблюдается уменьшение твердости полученной матрицы. Снижение твердости отчасти обусловлено увеличением значения длины пробега твердой фазы после охлаждения отлитого корпуса и последующей легкостью вырывания твердой фазы из матрицы.
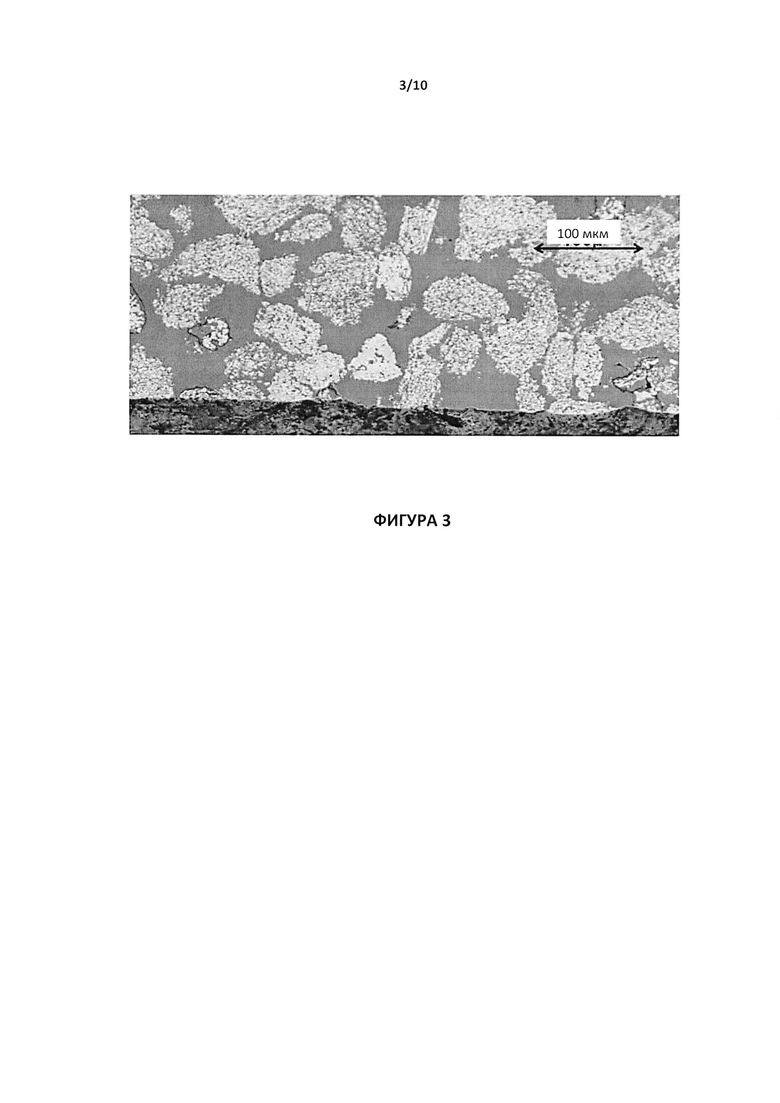
[0018] Деградация выпускаемого промышленностью порошка матрицы (М2001 от Kennametal с пропитывающим медным сплавом MF53), показана на фигуре 3. Сцементированные частицы карбида WC-Co перед пропиткой имели твердость примерно 1300 VHN, которая деградировала до 800 VHN при взаимодействии с пропитывающим материалом. Фигура 3 показывает, что добавление расплавленного пропитывающего материала в густую твердую фазу из сцементированных твердофазных частиц приводит к вспучиванию твердофазного вещества в матрице. Сцементированные твердофазные частицы после пропитывания в целом в 2-3 раза больше по размеру, чем твердофазные сцементированные частицы до пропитывания.
[0019] Долото с фиксированными резцами состоит из композитов пропитанного твердофазного вещества, также описанных в патентах США №: 6984454, 3149411, 3175260 и 5589268. Пример матричного композита с использованием сцементированного карбида твердой фазы, где затронута деградация твердофазного компонента, документирован в патенте США №3149411. Химизм пропитывающего сплава был использован для ограничения деградации сцементированных частиц карбида с использованием пропитывающих сплавов, содержащих металлы из группы VIII, периода 4 Периодической таблицы (например, железо, кобальт или никель) и небольшие количества хрома и бора.
[0020] Другим примером твердофазного композитного материала является описанный в патенте США №3175260, в котором частицы сцементированного карбида вольфрама или сплава карбида вольфрама нагревали, расплавленный матричный металлический пропитывающий материал заливали в форму, содержащую твердые частицы, позволяющие пропитывающему материалу проникнуть в промежутки массы твердофазного вещества. Температура плавления пропитывающего материала составляла примерно 843°C (1550°F) и примерно 1316°C (2400°F), а снижение температуры пропитывания и времени использовалось в качестве способа подавления взаимодействия между твердой фазой сцементированного карбида и пропитывающим материалом во время пропитывания.
[0021] Примеры выборочного размещения отдельных вставок твердофазного вещества с составами, которые отличаются от основного материала матричного корпуса долота с фиксированными резцами, приведены в патенте США №5589268 и патенте США 5733664. Эти источники также раскрывают изготовление композита, содержащего по меньшей мере один отдельный твердофазный элемент, удерживаемый порошком матрицы, в котором пропитывающий материал просачивается внутрь твердых компонентов.
[0022] Один раскрытый пропитывающий материал представляет собой сплав меди, никеля и цинка, определенный как MACROFIL 65, который имеет температуру плавления примерно 1100°C. Другой раскрытый пропитывающий материал представляет собой сплав меди-марганца-никеля-цинка-бора-кремния и определен как MACROFIL 53, имеющий температуру плавления примерно 1204°C. Область техники не раскрывает способ использования выборочного усиления поверхности для увеличения устойчивость к эрозии.
[0023] В патенте США 6984454 раскрыт износостойкий элемент, который включает твердый композитный элемент, который надежно прикреплен по меньшей мере к части опорного элемента. Твердый композит состоит из множества твердых компонентов в форме, где пропитывающий сплав пропитывает массу твердых компонентов.
[0024] Твердый композитный элемент, раскрытый в патенте США №6984454, состоит из множества отдельных твердых составляющих, распределенных в композитном элементе, при этом отдельные твердые составляющие включают одно вещество или большее количество веществ из: спеченного цементированного карбида вольфрама и связующего, включающего одно вещество или большее количество веществ из: кобальта, никеля, железа и молибдена, спеченного цементированного карбида вольфрама с покрытием, в котором связующее вещество включает одно вещество или большее количество веществ из: кобальта, никеля, железа и молибдена, и покрытие содержит одно или более из: никеля, кобальта, железа и молибдена, и матричный порошок, содержащий твердые частицы, при этом большинство твердых частиц матрицы порошка имеют меньший размер, чем твердые компоненты. Используемый пропитывающий сплав имеет температуру плавления от примерно 500°C до примерно 1400°C, и под действием нагрева пропитывает смесь отдельных твердых составляющих и матрицы порошка так, чтобы по существу не вызвать деградацию твердых компонентов при пропитывании. Твердые компоненты, матрицу порошка и пропитывающий сплав связывали вместе с получением жесткого композитного элемента. Однако имела место деградация сцементированного карбидного компонента.
[0025] Патент США №6045750 раскрывает, что функциональный композитный материал для стального корпуса конусного бурового долота с эрозийно-устойчивыми улучшениями поверхности может быть получен с помощью большой загрузки твердофазных частиц (большой объемной доли), примерно 75% по объему, и сцементированных составляющих частиц карбида большого размера, путем порошковой ковки (уплотнения твердого состояния) конусов. Толщина покрытия усиления поверхности в этом случае ограничена по толщине до примерно трех диаметров твердофазных частиц, и ограничено шероховатостью поверхности или текстурой покрытия.
[0026] Также известно, что твердые композитные вставки порошковой ковки, элементы или компоненты с высокой загрузкой цементированного карбида и сцементированные составляющие частицы большого размера обеспечивают улучшенную производительность при использовании в качестве режущих кромок и трущихся поверхностей в буровых долотах и другом оборудовании для земляных работ. Тем не менее, уровень достижимых фракций объема твердой фазы лимитирован геометрическими ограничениями упаковки порошка и деформационным/разрушающим поведением частиц во время цикла ковки. В частности, фракции частиц крупного размера, необходимые для максимизации плотности упаковки и износостойкости, имеют тенденцию объединяться во время упрочнения при ковке, что приводит к пустотам и дефектам разрушения частиц в уплотненном композите. Эти проблемы уменьшены путем составления порошковых заготовок по меньшей мере с одним составляющим из спеченных сцементированных частиц карбида, имеющем состав, размер и остаточную пористость такие, которые передают предпочтительные пластические деформации и уплотнения при температуре ковки в локальных условиях повышенного давления, связанного с контактами частиц.
[0027] Эта функциональность обеспечивается путем разработки стальной матрицы из жесткого композитного материала с использованием железного порошка в заготовке с размером частиц менее 20 мкм в сочетании с деформируемым частично пористым составляющим из спеченных сцементированных частиц карбида, имеющих размер частиц от 5 до 100 микрометров. Если деформируемое составляющее из спеченных частиц карбида также имеет никелевое связующее вещество, а другое спеченное твердофазное карбидное составляющее содержит кобальтовое связующее вещество, то полезное усиление матрицы будет реализовано путем образования закаленных гало мартенсита вокруг карбидной фазы(фаз) кобальтового связующего вещества, возникающих в результате диффузии никеля и кобальта и легирования окружающей железной матрицы. Полученная твердая композитная микроструктура проявляет повышенную устойчивость к прогрессии деформации локального сдвига/износа [как описано в заявке на патент США №2011/0031028 A1]. Однако эта публикация ограничивается усовершенствованиями стального корпуса бурового долота фиксированными резцами.
[0028] Таким образом, обычные композитные материалы с фиксированными резцами, которые используют твердофазные частицы больших размеров для увеличения сопротивления эрозии, часто ограничены преимущественным износом матрицы (связующего вещества) за счет выпадания частиц и последующих сколовых и трещинных повреждений, обнажающих основные крупные частицы твердой фазы в процессе эксплуатации. Таким образом, существует потребность в композитных материалах для использования в матрицах корпусов долот и подвергаемых износу поверхностей буровых долот и другого оборудования для земляных работ, которые обеспечивают усиления поверхности с повышенной устойчивостью к эрозии для повышения производительности буровых долот при бурении ответственных скважин, тем самым увеличивая глубину, пробуренную долотом за единицу времени, обеспечивая гораздо лучшую износостойкость, сохранение конструктивно заданной открытости резцов для оптимальных резки и путей гидравлических потоков, а также уменьшая склонность к потере резцов и засорению скважины.
[0029] Таким образом, варианты реализации, описанные в настоящем документе, направлены на удовлетворение потребности в улучшенной устойчивости к эрозии в композитных материалах, используемых в матрицах корпусов долот и подвергаемых износу поверхностях буровых долот и другого оборудования для земляных работ, по сравнению с некоторыми обычными композитными материалами, используемыми и известными в данной области техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0030] К указанным и другим потребностям в данной области техники обращается один вариант реализации настоящего изобретения с помощью композитного материала, включающего: первое предварительно пропитанное составляющей твердой фазы; по меньшей мере второе предварительно пропитанное составляющей твердой фазы. Второе предварительно пропитанное составляющее твердой фазы представляет собой пористый карбид, который содержит по меньшей мере 0,5% по массе связующего вещества и пористость которого составляет по меньшей мере примерно 1%.
[0031] Композитный материал также содержит пропитывающий материал. В некоторых вариантах реализации композитный материал в дальнейшем содержит третье предварительно пропитанное составляющее твердой фазы. В некоторых вариантах реализации композитного материала второе предварительно пропитанное составляющее твердой фазы представляет собой частично спеченный сцементированный карбид вольфрама. В других вариантах реализации второе предварительно пропитанное составляющее твердой фазы представляет собой 83WC-17Ni. В других вариантах реализации композитного материала второе предварительно пропитанное составляющее твердой фазы имеет пористость от примерно 1% до примерно 5%. В других вариантах реализации композитного материала пропитывающий материал содержит по меньшей мере один из Al, Co, Cr, Ni, Fe, Mg, Zn и Cu.
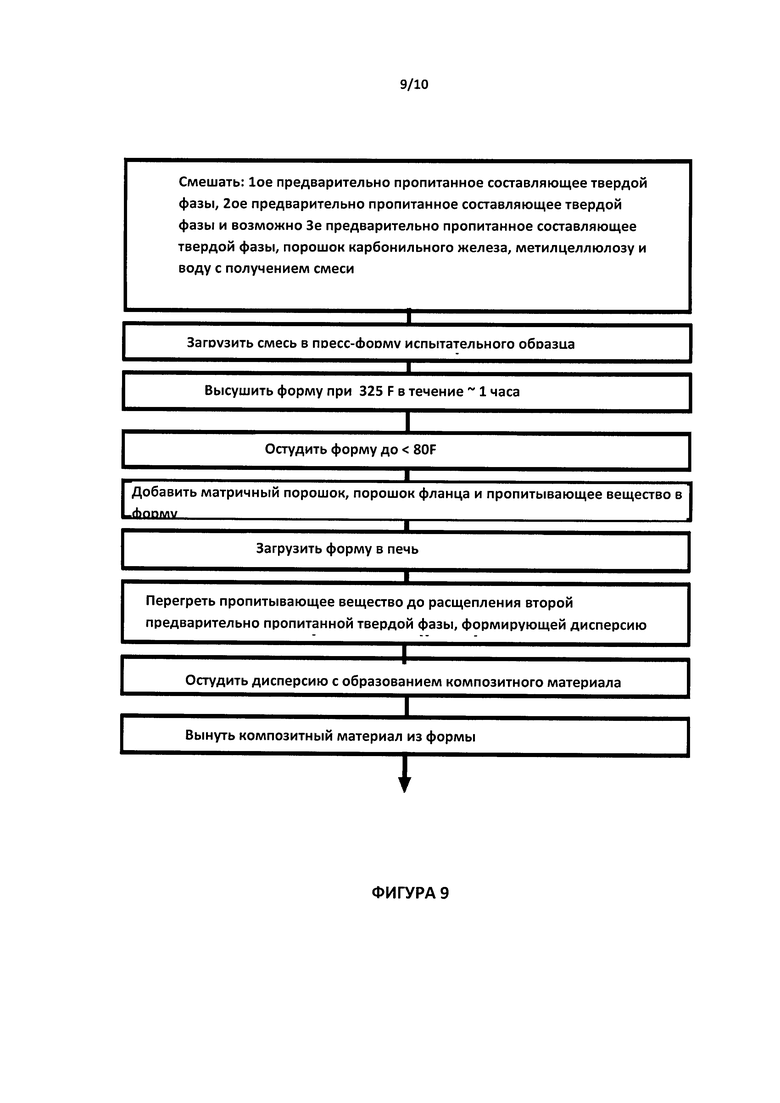
[0032] В некоторых вариантах реализации способ изготовления композитного материала включает смешивание: первого предварительно пропитанного составляющего твердой фазы; второго предварительно пропитанного составляющего твердой фазы; летучего связующего вещества с получением смеси. Загрузка смеси в форму испытательного образца; и добавление матричного порошка в указанную форму; далее добавление пропитывающего материала в указанную форму; перегрев пропитывающего материала; и дезинтеграция второго предварительно пропитанного составляющего твердой фазы в пропитывающем материале, образование дисперсии первой предварительно пропитанной твердой фазы и дезинтегрированного второго предварительно пропитанного составляющего твердой фазы в связующем пропитывающем материале; и охлаждение дисперсии с получением композитного материала.
[0033] Другие варианты реализации включают буровое долото для бурения скважины в земных образованиях, содержащую: корпус долота, содержащий композитный материал. Композитный материал содержит: первое предварительно пропитанное составляющее твердой фазы; и второе предварительно пропитанное составляющее твердой фазы. Второе предварительно пропитанное составляющее твердой фазы представляет собой карбид, который содержит по меньшей мере 0,5% по массе связующего вещества и пористость которого составляет по меньшей мере примерно 1%. Композитный материал дополнительно содержит пропитывающий материал.
[0034] Таким образом, варианты реализации изобретения, описанные в настоящем документе, содержат комбинацию свойств и характеристик, направленных на устранение различных недостатков, связанных с некоторыми предыдущими буровыми долотами, режущими элементами, трущимися поверхностями, твердыми частицами матричных композитов, и способами их применения. Различные особенности и характеристики, описанные выше, также, как и другие, будут очевидны для специалистов в данной области техники после прочтения нижеследующего подробного описания, и со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0035] Для более подробного описания раскрытых вариантов реализации изобретения будут сделаны ссылки к приложенным чертежам, на которых:
[0036] на Фигуре 1 изображен вид коронки долота в перспективе;
[0037] На Фигуре 2 приведена микрофотография улучшения поверхности Durashell™, выполненная в соответствии с предшествующим уровнем техники;
[0038] На Фигуре 3 приведено световое микрофотографическое изображение микроструктуры твердой фазы матрицы М2001, выполненной в соответствии с предшествующим уровнем техники;
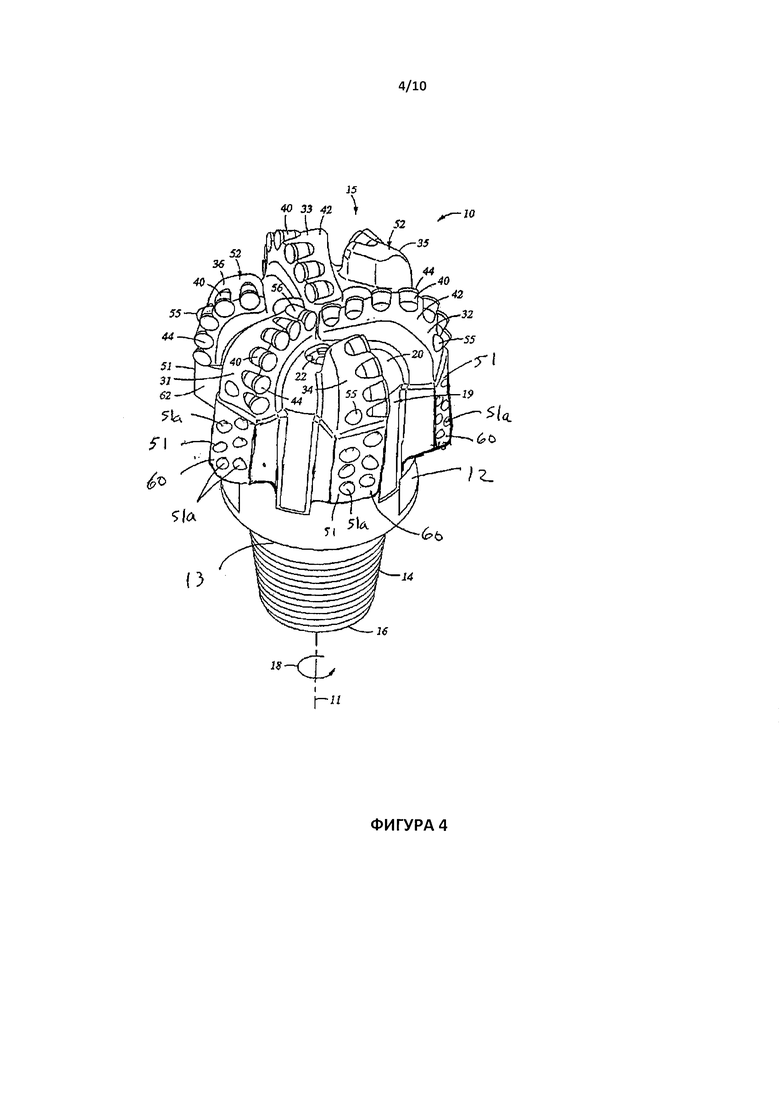
[0039] На Фигуре 4 представлен перспективный вид варианта реализации долота, изготовленного в соответствии с принципами, описанными в настоящем документе;
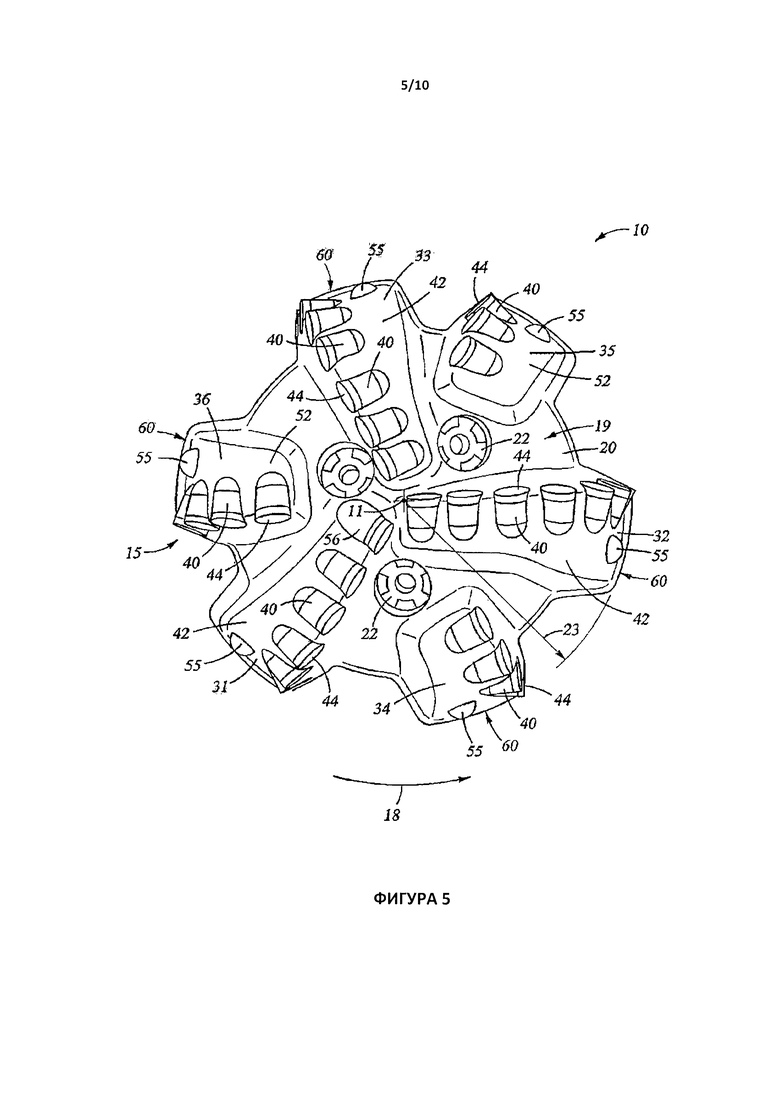
[0040] На Фигуре 5 представлен вид сверху долота, показанного на Фигуре 4;
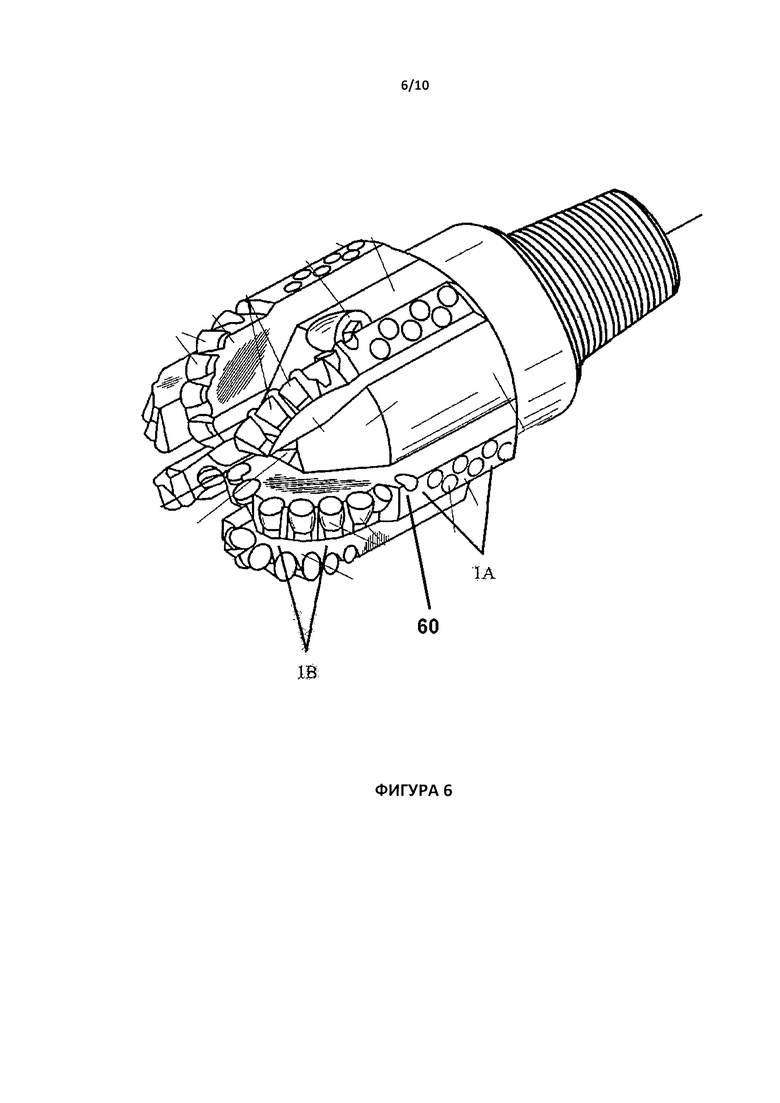
[0041] На Фигуре 6 представлен перспективный вид долота, показанного на Фигуре 4;
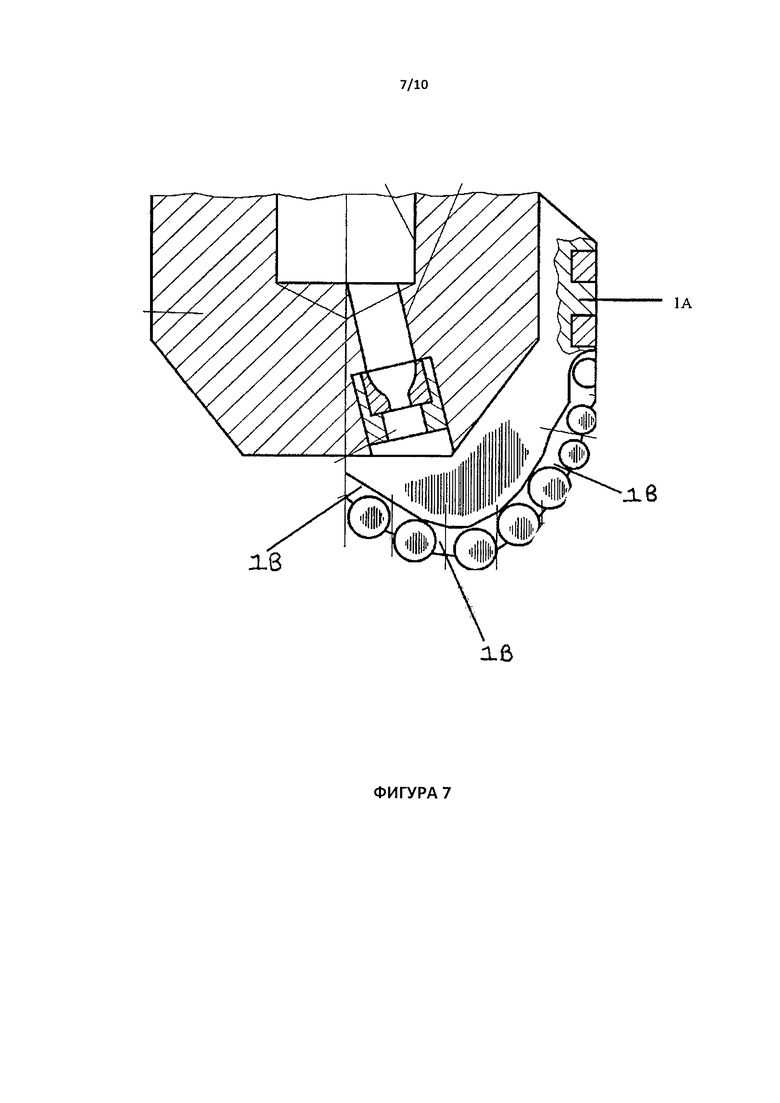
[0042] На Фигуре 7 представлен вид одной из лопастей бурового долота, изображенной на Фигуре 4;
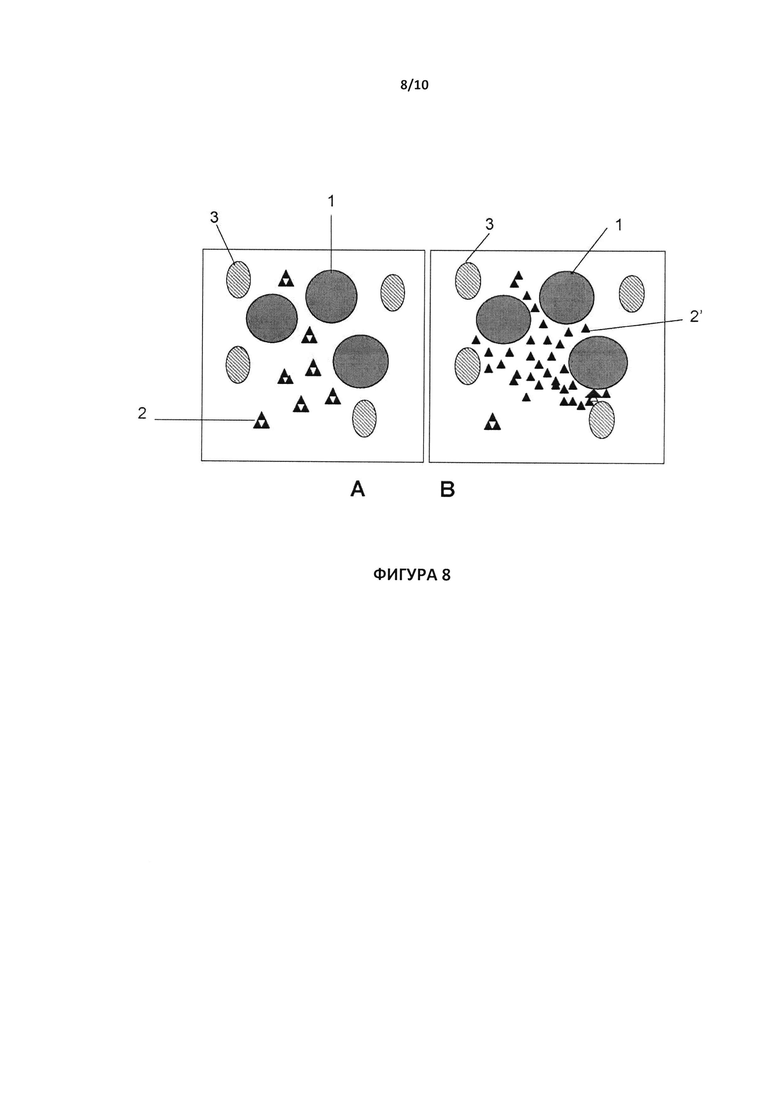
[0043] На Фигуре 8 изображены составляющие твердой фазы композитного материала до инфильтрации (A) и после инфильтрации (B), сделанные в соответствии с принципами, описанными в настоящем документе;
[0044] На Фигуре 9 показана блок-схема, представляющая способ получения композитного материала матрицы с твердыми частицами в соответствии с принципами, описанными в настоящем документе;
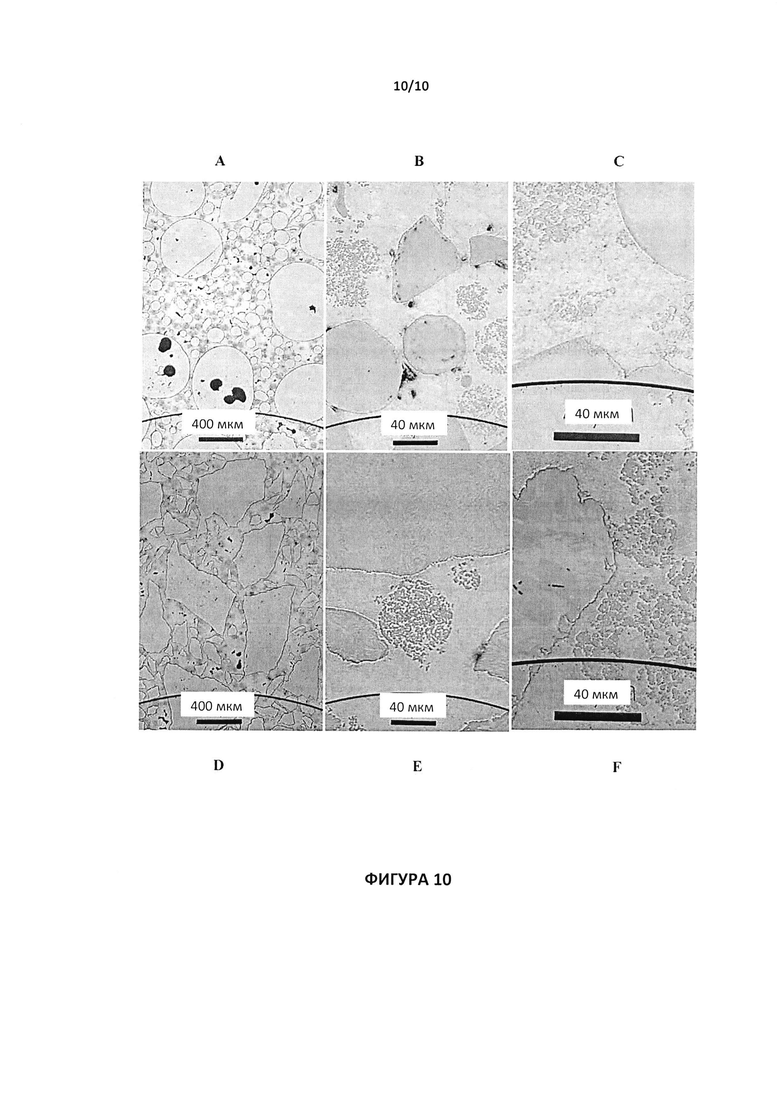
[0045] На Фигурах 10A, 10B и 10C представлены световые микрофотографические изображения композитного материала в разрешениях 400 мкм, 40 мкм и 4 мкм, содержащего первое предварительно пропитанное составляющее твердой фазы (сферический литой карбид), второе предварительно пропитанное составляющее твердой фазы (83WC-17Ni) и третье (сферический литой карбид) составляющее твердой фазы в связующем пропитывающем материале, полученные в соответствии с принципами, описанными в настоящем документе; На фигурах 10D, 10E и 10F представлены световые микрофотографические изображения композита в разрешении 400 мкм, 40 мкм и 4 мкм, содержащего первое предварительно пропитанное составляющее твердой фазы (неоднородный давленый карбид), второе предварительно пропитанное составляющее твердой фазы (83WC-17Ni) и третье (неоднородный давленый карбид) составляющей твердой фазы в пропитывающем материале, также в соответствии с принципами, описанными в настоящем документе.
ПОДРОБНОЕ ОПИСАНИЕ РАСКРЫТЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0046] Следующее обсуждение посвящено различным показательным вариантам реализации настоящего изобретения. Тем не менее, раскрытые варианты реализации не следует толковать или каким-либо иным образом использовать в качестве ограничивающих объем изобретения, включая формулу изобретения. Кроме того, специалистам в данной области техники будет понятно, что нижеследующее описание имеет широкое применение, и что обсуждение любого из вариантов реализации предназначено только в качестве примера этого варианта реализации, и что объем настоящего изобретения, включая формулу изобретения, не ограничивается этим вариантом реализации.
[0047] Фигуры чертежей не обязательно выполнены в масштабе. Некоторые функции и компоненты в настоящем документе могут быть показаны в увеличенном масштабе или в несколько схематичной форме и некоторые детали обычных элементов могут быть опущены в интересах ясности и краткости.
[0048] В последующем обсуждении и в формуле изобретения термины "включающий" и "содержащий" используются в открытом стиле, и, таким образом, должны быть интерпретированы как обозначающие "включая, но не ограничиваясь…". При использовании в настоящем документе термин «примерно», когда он используется в сочетании с процентным или другим числовым количеством, означает плюс или минус 10% от процентной доли или другого числового количества. Например, термин "примерно 80%" будет охватывать 80% плюс или минус 8%.
[0049] Кроме того, во всем последующем обсуждении и в формуле изобретения в настоящем документе композитный материал может быть также описан как твердосплавный композитный материал, матричный твердосплавный композитный материал, твердосплавный пропитанный композитный материал, композитный материал с твердыми частицами, матричный композитный материал с твердыми частицами, матричный материал из твердых частиц, пропитанный композитный материал с твердыми частицами, твердофазный композитный материал, твердофазный матричный композитный материал и твердофазный пропитанный композитный материал. Кроме того, матричный связующий материал может упоминаться как пропитывающий связующий материал или пропитывающий материал. Матрица, которая формируется под действием расплавленного матричного связующего вещества на твердом сплаве, твердой фазе или составляющих с твердыми частицами, может быть также описана как матрица, которая формируется под действием расплавленного связующего пропитывающего материала на твердом сплаве, твердой фазе или составляющих с твердыми частицами.
[0050] На Фигурах 4 и 5 в качестве примера представлено буровое долото 10, которая представляет собой поликристаллическое алмазное буровое долото PDC с фиксированными резцами, выполненное с возможностью бурения через скальные формации с образованием скважины. Долото 10 в целом включает корпус 12, шейку 13, прикрепленную к резьбовой соединительной части 14 для подсоединения долота 10 к бурильной колонне (не показана). Поверхность 20 долота поддерживает режущую конструкцию 15 и образована на конце долота 10, который обращен к формации и в целом расположен напротив конца 16 резьбовой соединительной части. Долото 10 дополнительно включает в себя центральную ось 11, вокруг которой долота 10 вращается в направлении резания, представленном стрелкой 18.
[0051] Режущая конструкция 15 выполнена на поверхности 20 долота 10 и включает множество лопастей, которые выступают от поверхности 20 долота 20. В варианте реализации, показанном на Фигурах 4 и 5, режущая конструкция 15 включает шесть лопастей 31, 32, 33, 34, 35 и 36. В этом варианте реализации лопасти полностью выполнены за одно с корпусом 12 долота и поверхностью 20 долота 20 и проходят от них, а лопасти 31, 32, 33 и лопасти 34, 35, 36 отделены друг от друга направляющими 19 для потоков бурового раствора. Также, как показано на Фигурах 4 и 5, каждая лопасть включает опорную поверхность 42 или 52 для резцов для монтажа множества режущих элементов. Долото 10 дополнительно включает калибровочные площадки 51, по существу одинаковой осевой длины, измеренной в целом параллельно оси 11 долота. Калибровочные площадки 51 располагаются по периферии долота 10 под углом на расстоянии друг от друга. В этом варианте реализации калибровочные площадки 51 выполнены за одно целое с корпусом 12 долота.
[0052] Калибровочная поверхность 60 калибровочных площадок 51 упирается в боковую стенку ствола скважины во время бурения. Эти площадки могут помочь поддерживать размер скважины с помощью трения при износе режущих элементов 40 несколько меньше номинального наружного диаметра. Калибровочные площадки 51 также помогают стабилизировать долото 10 при вибрации. В некоторых вариантах реализации калибровочные площадки 51 включают установленные заподлицо или выступающие элементы резцов 51a, встроенные в калибровочные площадки для противодействия износу площадок и помощи в разбуривании боковой стенки скважины. Режущий элемент 40 содержит режущую поверхность 44, прикрепленную к удлиненному и в целом цилиндрическому опорному элементу или основанию, который помещен и закреплен или которое помещено и закреплено в полости, образованной в поверхности лопасти, к которой он прикреплен. Режущая поверхность 44 в изображенном варианте реализации включает поликристаллический алмазный материал. В целом, каждый элемент резца может иметь любые подходящие размер и геометрию.
[0053] В показанном варианте реализации корпус 12 долота выполнен из композитного материала. Обращаясь теперь к Фигуре 6 и Фигуре 7, корпус 12 долота имеет калибровочную поверхность 60, на которую может быть наплавлен матричный композит из твердых частиц. Наплавки твердым сплавом применяются на местах 1A и 1B и других подобных местах на корпусе долота, которые особенно подвержены износу.
[0054] Варианты реализации, приведенные в настоящем документе, дополнительно относятся к композитному материалу, содержащему первое предварительно пропитанное составляющее твердой фазы и по меньшей мере второе предварительно пропитанное составляющее твердой фазы. Второе предварительно пропитанное составляющее твердой фазы представляет собой пористый карбид, который содержит по меньшей мере 0,5% по массе связующего вещества и пористость которого составляет по меньшей мере примерно 1%. Композитный материал также содержит пропитывающий материал.
[0055] Варианты реализации, приведенные в настоящем документе, в дальнейшем относятся к композитному материалу, где второе предварительно пропитанное составляющее твердой фазы выполнено с возможностью дезинтеграции в пропитывающем материале.
[0056] В некоторых вариантах реализации первое предварительно пропитанное составляющее твердой фазы выбрано из группы, состоящей из: карбида титана, карбида тантала, карбида вольфрама, сцементированного карбида вольфрама, литых карбидов вольфрама, спеченного сцементированного карбида вольфрама, частично спеченного сцементированного карбида вольфрама, карбида кремния, алмаза и кубического нитрида бора.
[0057] В некоторых вариантах реализации первое предварительно пропитанное составляющее твердой фазы представляет собой карбид вольфрама. В некоторых дополнительных вариантах реализации карбид вольфрама может быть в форме WC и/или W2C. Карбиды вольфрама могут содержать: сферический литой WCV W2C, отлитый и измельченный WC/W2C (неоднородный) и макрокристаллический WC. Что касается такого свойства, как твердость, сферический литой WC/W2C имеет твердость большую, чем литой и измельченный WC/W2C, который, в свою очередь, имеет твердость большую, чем макрокристаллический WC. Что касается такого свойства, как ударная вязкость, сферический литой WC/W2C имеет ударную вязкость большую, чем литой и измельченный WC/W2C, который, в свою очередь, имеет ударную вязкость большую, чем макрокристаллический WC.
[0058] В некоторых вариантах реализации второе предварительно пропитанное составляющее твердой фазы содержит пористый карбид, выбранный из группы, состоящей из: карбида бора, карбида кремния, карбида титана, карбида тантала, карбида хрома, карбида ванадия, карбида циркония, карбида гафния, карбида молибдена, карбида ниобия, карбида вольфрама, сцементированного карбида вольфрама, частично спеченного сцементированного карбида вольфрама, карбида литого сферического и измельченного литого карбида. В некоторых вариантах реализации второе предварительно пропитанное составляющее твердой фазы представляет собой частично спеченный сцементированный карбид вольфрама. В некоторых вариантах реализации второе предварительно пропитанное составляющее твердой фазы представляет собой частично спеченный сцементированный карбид вольфрама.
[0059] В других вариантах реализации композитного материала второе предварительно пропитанное составляющее твердой фазы дополнительно содержит связующее вещество. В некоторых других вариантах реализации второе предварительно пропитанное составляющее твердой фазы состоит из по меньшей мере 0,5 масс. % связующего вещества. В других вариантах реализации второе предварительно пропитанное составляющее твердой фазы состоит из от примерно 0,1 до примерно 50% масс. первого связующего вещества. В других вариантах реализации связующее вещество содержит от примерно 15 до примерно 25 масс. % второго предварительно пропитанного составляющего твердой фазы и в дальнейшем варианте реализации связующее содержит примерно 17 масс. % второго предварительно пропитанного составляющего твердой фазы.
[0060] В некоторых вариантах реализации композитного материала связующее вещество представляет собой по меньшей мере одно из: Al, B, Ni, Co, Cr, Cu и Fe; и в некоторых других вариантах реализации связующее вещество представляет собой Ni. В некоторых вариантах реализации композитного материала второе предварительно пропитанное составляющее твердой фазы представляет собой 83WC-17Ni.
[0061] В некоторых вариантах реализации композитного материала второе предварительно пропитанное составляющее твердой фазы имеет пористость от примерно 1% до примерно 50%. В некоторых других вариантах реализации второе предварительно пропитанное составляющее твердой фазы имеет пористость от примерно 1% до примерно 10% и в некоторых других вариантах реализации второе предварительно пропитанное составляющее твердой фазы имеет пористость от примерно 1% до примерно 5% пористости. В другом варианте реализации второе предварительно пропитанное составляющее твердой фазы имеет пористость по меньшей мере примерно 1%.
[0062] В некоторых вариантах реализации компоненты композитного материала могут иметь бимодальное или мультимодальное распределение частиц по размерам. В некоторых вариантах реализации первое предварительно пропитанное составляющее твердой фазы имеет средний размер частиц от примерно 50 мкм до примерно 1200 мкм и в некоторых других вариантах реализации первое предварительно пропитанное составляющее твердой фазы имеет средний размер частиц от примерно 300 мкм до примерно 900 мкм.
[0063] В других вариантах реализации второе предварительно пропитанное составляющее твердой фазы имеет средний размер частиц от примерно 1 мкм до примерно 300 мкм. В других вариантах реализации второе предварительно пропитанное составляющее твердой фазы имеет размер частиц от примерно 5 мкм до примерно 100 мкм и в еще некоторых других вариантах реализации второе предварительно пропитанное составляющее твердой фазы имеет размер частиц от примерно 15 мкм до примерно 60 мкм.
[0064] В некоторых вариантах реализации композитный материал содержит третье предварительно пропитанное составляющее твердой фазы. В некоторых вариантах реализации третье предварительно пропитанное составляющее твердой фазы может быть дополнительно выбрано из группы, состоящей из: карбида бора, карбида кремния, карбида титана, карбида тантала, карбида хрома, карбида ванадия, карбида циркония, карбида гафния, карбида молибдена, карбида ниобия, карбида вольфрама, твердого сплава карбида вольфрама, частично спеченного твердого сплава карбида вольфрама, карбида литого сферического и измельченного литого карбида.
[0065] В некоторых примерах третье предварительно пропитанное составляющее твердой фазы имеет средний размер частиц от примерно 1 мкм до примерно 500 мкм. В некоторых других случаях третье предварительно пропитанное составляющее твердой фазы имеет средний размер частиц от примерно 1 мкм до примерно 100 мкм и в некоторых других случаях третье предварительно пропитанное составляющее твердой фазы имеет средний размер частиц от примерно 1 мкм до примерно 65 мкм.
[0066] В других вариантах реализации композитный материал содержит пропитывающий материал. В некоторых вариантах реализации композитного материала пропитывающий материал содержит по меньшей мере одно из: Al, B, Ni, Co, Cr, Fe и их сплавов. В некоторых других вариантах реализации пропитывающий материал представляет собой Co.
[0067] В других вариантах реализации композитного материала первое предварительно пропитанное составляющее твердой фазы включает связующий материал первого предварительно пропитанного составляющего твердой фазы [FPHC-связующее], в некоторых вариантах реализации FPHC-связующий материал содержит по меньшей мере одно из: Al, B, Ni, Co, Cr, Fe и их сплавов, в некоторых других вариантах реализации FPHC-связующее представляет собой Co.
[0068] В других вариантах реализации композитного материала третье предварительно пропитанное составляющее твердой фазы включает в себя третий связующий материал предварительно пропитанного составляющего твердой фазы [TPHC-связующее], в некоторых вариантах реализации FPHC-связующее вещество содержит по меньшей мере один из: Al, B, Ni, Co, Cr, Fe и их сплавы, в некоторых других вариантах реализации ТРНС-связующее представляет собой Co.
[0069] В некоторых вариантах реализации выбирают второе предварительно пропитанное составляющее твердой фазы, которое по сравнению с первым предварительно пропитанным твердофазным составляющим (и в некоторых вариантах реализации также и по сравнению с третьим предварительно пропитанным твердофазным составляющим) имеет: малый размер частиц, высокую остаточную пористость и высокое содержание связующего материала. Малый размер частиц позволяет второму предварительно пропитанному составляющему твердой фазы проникать в промежуточные пространства, которые присутствуют между большими частицами первого или третьего предварительно пропитанных составляющих твердой фазы или их комбинаций. В некоторых вариантах реализации второе предварительно пропитанное составляющее твердой фазы представляет собой частично спеченный карбид вольфрама, который обладает зернистой структурой и включает пустоты благодаря уменьшенному росту от кристалла к кристаллу, и таким образом является пористым. Частично спеченный карбид вольфрама также имеет высокое содержание связующего материала, например, 17 масс. % в 83WC-17Ni. Ni-связующее вещество перегревается при контакте с расплавленным пропитывающим материалом. В некоторых вариантах реализации связующее вещество Ni подвергается тепловому расширению, которое вызывает вспучивание второго предварительно пропитанного составляющего твердой фазы. Не желая быть связанным этой или любой другой теорией, полагают, что степень расширения пропорциональна массовым процентам Ni.
[0070] Поскольку второе предварительного пропитанное составляющее твердой фазы расширяется и деградирует после контакта с пропитывающим материалом, его зернистая структура дезинтегрируется в пропитывающем материале, образуя дисперсию относительно небольших частиц среди более крупных частиц из первого (и, возможно, третьего) предварительно пропитанного составляющего твердой фазы.
[0071] Таким образом, в некоторых вариантах реализации формируются мелкие более диспергированные частицы твердофазного предварительно пропитанного составляющего, и в некоторых других вариантах реализации формируются соединения WC, каждый из которых встроен непосредственно в пропитывающий материал. Таким образом, в некоторых вариантах реализации композитного материала соотношение размеров второго предварительно пропитанного составляющего твердой фазы до и после пропитывания составляет 2 к 1, в других вариантах реализации соотношение размеров второго предварительно пропитанного составляющего твердой фазы до и после пропитывания составляет по меньшей мере 5 к 1, и в других вариантах соотношение размеров второго предварительно пропитанного составляющего твердой фазы до и после пропитывания составляет по меньшей мере 10 к 1.
[0072] Эти многочисленные твердые фазы (первое предварительно пропитанное составляющее твердой фазы (1), второе предварительно пропитанное составляющее твердой фазы (2) и третье предварительно пропитанное составляющее твердой фазы (3)) представлены до пропитывания на Фигуре 8A и после пропитывания на Фигуре 8B. На Фигуре 8 В изображены диспергированные соединения (2ʹ), сформированные из второго предварительно пропитанного составляющего твердой фазы (2), по мере того, как они заполняют промежуточные пространства между крупными твердофазными составляющими, образуя локализованную равномерную твердую фазу в матрице.
[0073] В некоторых вариантах реализации однородная твердофазная дисперсия образована дисперсными частицами типа 83WC-17Ni и более крупными твердофазными компонентами. В некоторых вариантах реализации формируется композитный материал с более равномерным распределением твердых частиц в пропитывающем материале по сравнению с обычными матричными композитными материалами из твердых частиц; в некоторых вариантах реализации композитному материалу придают повышенную сопротивляемость износу и эрозии по сравнению с некоторыми обычными композитными матричными материалами.
[0074] В некоторых вариантах реализации способ изготовления композитного материала включает смешивание: первого предварительно пропитанного составляющего твердой фазы; второго предварительно пропитанного составляющего твердой фазы; порошка карбонильного железа; метилцеллюлозы (летучее связующее вещество) и воды для образования смеси. Затем смесь загружают в форму испытательного образца, обезвоживают и охлаждают. Матричный порошок, порошок фланца и связующий пропитывающий материал дополнительно добавляют в форму, которую загружают в предварительно нагретую печь. Пропитывающий материал перегревают и второе предварительно пропитанное составляющее твердой фазы распадается в пропитывающем материале с получением отдельных составляющих твердой фазы. Дисперсию охлаждают до формирования композитного материала, который в дальнейшем извлекают из формы.
[0075] В некоторых вариантах реализации сушка включает нагревание формы при температуре примерно 162,8°C (325°F) в течение приблизительно 1 часа. В других вариантах реализации форму охлаждают до менее чем примерно 26°C (80°F). В других вариантах реализации перегрев включает поддержание температуры печи примерно на 1149°C (2100°F) в течение приблизительно 90 минут.
[0076] В некоторых вариантах реализации композитный материал, изготовленный согласно способу, описанному в настоящем документе, представляет собой матричный корпус долота. В некоторых вариантах реализации композитный материал, изготовленный согласно способу, описанному в настоящем документе, может представлять собой пропитанный корпус долота. В других вариантах реализации композитный материал, изготовленный с помощью методов, описанных в настоящем документе, может быть использован в качестве вкладышей, устойчивых к износу или эрозии, или вставок, которые применяются на любой поверхности трения бурового долота или другого землебурильного инструмента или устройства.
[0077] Некоторые варианты реализации дополнительно относятся к буровому долоту для бурения скважины в земных формациях, при этом корпус долота представляет собой композитный материал, включающий: первое предварительно пропитанное составляющее твердой фазы; второе предварительно пропитанное составляющее твердой фазы; при этом второе предварительно пропитанное составляющее твердой фазы представляет собой пористый карбид, который содержит по меньшей мере 0,5% масс. первого связующего вещества и имеет пористость по меньшей мере 1%; и пропитывающий материал. В некоторых других вариантах реализации второе предварительно пропитанное составляющее твердой фазы сконфигурировано для распадения в пропитывающем материале. В других вариантах реализации чем более равномерно распределяются все твердофазные составляющие в матрице, тем более снижаются износ и скорость эрозии матрицы, тем самым продлевается срок службы долота или трущейся поверхности.
[0078] Следующие примеры, условия и параметры даны с целью иллюстрации некоторых примерных вариантов реализации настоящего изобретения.
ПРИМЕРЫ
Пример 1: Производство композитного материала A
[0079] Композитный материал (A) был получен с помощью способов, описанных в данном документе, и при помощи способа, изображенного на Фигуре 9. Первое предварительно пропитанное составляющее твердой фазы (сферический литой карбид вольфрама), содержащее частицы размером от 500 мкм до 850 мкм, второе предварительно пропитанное составляющее твердой фазы (частично спеченный цементированный карбид WC83-17Ni), содержащее частицы размером от 20 мкм до 53 мкм, и третье предварительно пропитанное составляющее твердой фазы (сферический литой карбид вольфрама), содержащее частицы размером от 60 мкм до 160 мкм, смешивали с порошком карбонильного железа, метилцеллюлозой (летучее связующее вещество) и дистиллированной водой и загружали в форму испытательного образца.
[0080] Форму помещали в печь и высушивали при температуре примерно 162,8°C (325°F) в течение 1 часа, извлекали из печи и охлаждали до примерно <26°C (<80°F). Порошок жесткой матрицы и порошок фланца добавляли в форму и упаковывали. Затем в форму добавляли медный пропитывающий сплав (порошок). Печь предварительно нагревали до примерно 1176°C (2150°F), форму помещали в печь и в течение 90 минут поддерживали температуру примерно 1149°C (2100°F).
[0081] Форму удаляли и направленно охлаждали, используя полный контакт с вермикулитом. Полученный в результате дисперсный in situ композитный материал затем извлекали из формы. Микроструктура композитного материала представлена на световых микрофотографиях на Фигурах 10A, 10B и 10C. Производили тримодальное распределение пост-пропитанных частиц твердой фазы, которое дает более равномерное распределение твердых частиц. Второе предварительно пропитанное составляющее твердой фазы распадалось в расплавленном пропитывающем материале и диспергировалось локально с формированием внутри более крупных твердых фаз более равномерной твердой фазы в матрице по сравнению с некоторыми обычными композитными материалами. Замеряли твердость композитной матрицы по Виккерсу, было получено значение в 114 VHN для цельной матрицы без дисперсии твердых частиц и в 335 VHN для матрицы с распределенными in situ твердофазными частицами.
Пример 2: Производство композитного материала B
[0082] Композитный материал (B) получали с помощью методов, описанных в настоящем документе, и при помощи способа, показанного на Фигуре 9, где первое предварительно пропитанное составляющее твердой фазы, представляющее собой измельченный литой карбид вольфрама, содержащее частицы размером от 420 мкм до 840 мкм, второе предварительно пропитанное составляющее твердой фазы, представляющее собой частично спеченный цементированный карбид 83WC-17Ni, содержащее частицы размером от 20 мкм до 53 мкм, и третье предварительно пропитанное составляющее твердой фазы, представляющее собой измельченный литой карбид вольфрама, содержащее частицы размером от 74 мкм до 177 мкм, смешивали с порошком карбонильного железа, метилцеллюлозой (летучее связующее вещество) и дистиллированной водой и загружали в форму испытательного образца. Форму помещали в печь и высушивали при температуре примерно 162,8°C (325°F) в течение 1 часа, извлекали из печи и охлаждали до примерно <26°C (<80°F). Затем в форму добавляли матричный порошок, порошок прессовали и добавляли порошок фланца. В форму дополнительно добавляли пропитывающий материал (порошок) из сплава Cu (меди). Печь предварительно нагрели до примерно 1176°C (2150°F), форму поместили в печь и в течение 90 минут поддерживали температуру примерно 1149°C (2100°F).
[0083] Форму удаляли из печи и направленно охлаждали, используя полный контакт с вермикулитом. Полученный в результате дисперсный in situ композитный материал затем извлекали из формы. Микроструктура композита представлена на световых микрофотографиях на Фигурах 10D, 10E и 10F. Снова производили распределение тримодальных твердых фаз с более однородным распределением в матрице. Твердость композитной матрицы было замерена и установлена в размере 174 VHN для цельной матрицы без дисперсии твердых частиц и в 319 VHN для матрицы с распределенными in situ твердофазными частицами.
[0084] Поэтому считается, что композитные материалы, изготовленные с помощью методов, описанных в настоящем документе и проиллюстрированных в Примере 1 и Примере 2, будут придавать матрице и пропитанным корпусам долот и трущимся поверхностям улучшенную износостойкость и стойкость к эрозии по сравнению с некоторыми обычными композитными материалами, матрицами, пропитанными корпусами долот и трущимися поверхностями.
[0085] Хотя предпочтительные варианты реализации были показаны и описаны, специалист в данной области техники может их модифицировать без отхода от объема или от изложенных здесь идей. Варианты реализации, описанные в настоящем документе, являются только примерами и не являются ограничивающими. Возможны многие варианты и модификации способов и устройств, и они находятся в пределах объема настоящего изобретения. Соответственно, объем охраны не ограничивается описанными здесь вариантами, но ограничивается только нижеследующей формулой изобретения, объем которой включает все эквиваленты объекта изобретения.
Группа изобретений относится к композитному материалу для землебурильного долота. Способ изготовления композитного материала включает смешивание первой составляющей твердой фазы в виде карбида со связующим веществом, второй составляющей твердой фазы в виде пористого карбида, имеющего пористость по меньшей мере 1% и содержащего от 0,1 мас. % до 50 мас. % связующего вещества, и метилцеллюлозы с получением смеси, загрузку указанной смеси в форму, добавление порошка карбида металла в указанную форму, добавление пропитывающего сплава в указанную форму, перегрев указанного пропитывающего сплава с обеспечением распада указанной второй составляющей твердой фазы в указанном пропитывающем сплаве с получением дисперсии первой составляющей твердой фазы и распавшейся второй составляющей твердой фазы в указанном пропитывающем сплаве и охлаждение указанной дисперсии с получением композитного материала. Землебурильное долото содержит корпус, выполненный из композитного материала. Обеспечивается повышение устойчивости к эрозии композитного материала. 3 н. и 23 з.п. ф-лы, 10 ил., 2 пр.
1. Способ изготовления композитного материала для землебурильного долота, включающий:
(a) смешивание
1) первой составляющей твердой фазы в виде карбида со связующим веществом, причем указанный карбид выбран из группы, состоящей из карбида титана, карбида тантала, карбида вольфрама и карбида кремния;
2) второй составляющей твердой фазы в виде пористого карбида, имеющего пористость по меньшей мере 1% и содержащего от 0,1 мас. % до 50 мас. % связующего вещества, причем указанный пористый карбид выбран из группы, состоящей из карбида бора, карбида кремния, карбида титана, карбида тантала, карбида хрома, карбида ванадия, карбида циркония, карбида гафния, карбида молибдена, карбида ниобия, карбида вольфрама, цементированного карбида вольфрама, частично спеченного цементированного карбида вольфрама, сферического литого карбида вольфрама, измельченного литого карбида вольфрама и их комбинации, при этом средний размер частиц указанной второй составляющей меньше, чем средний размер частиц указанной первой составляющей;
3) метилцеллюлозы с получением смеси;
(b) загрузку указанной смеси в форму;
(c) добавление порошка карбида металла в указанную форму;
(d) добавление пропитывающего сплава в указанную форму;
(e) перегрев указанного пропитывающего сплава с обеспечением распада указанной второй составляющей твердой фазы в указанном пропитывающем сплаве с получением дисперсии первой составляющей твердой фазы и распавшейся второй составляющей твердой фазы в указанном пропитывающем сплаве; и
(f) охлаждение указанной дисперсии с получением композитного материала.
2. Способ по п. 1, в котором указанный композитный материал представляет собой матричный бурильный корпус.
3. Композитный материал для землебурильного долота, полученный способом по п. 1.
4. Композитный материал по п. 3, который дополнительно содержит третью составляющую твердой фазы, содержащую третье связующее вещество.
5. Композитный материал по п. 3, в котором указанная первая составляющая твердой фазы имеет средний размер частиц от примерно 50 мкм до примерно 1200 мкм.
6. Композитный материал по п. 3, в котором указанная первая составляющая твердой фазы имеет средний размер частиц от примерно 300 мкм до примерно 900 мкм.
7. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы имеет средний размер частиц от примерно 1 мкм до примерно 300 мкм.
8. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы имеет размер частиц от примерно 5 мкм до примерно 100 мкм.
9. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы имеет размер частиц от примерно 15 мкм до примерно 60 мкм.
10. Композитный материал по п. 3, в котором отношение размеров второй составляющей твердой фазы до пропитки и после пропитки составляет 2:1.
11. Композитный материал по п. 3, в котором отношение размеров второй составляющей твердой фазы до пропитки и после пропитки составляет по меньшей мере 5:1.
12. Композитный материал по п. 3, в котором отношение размеров второй составляющей твердой фазы до пропитки и после пропитки составляет по меньшей мере 10:1.
13. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы представляет собой частично спеченный цементированный карбид вольфрама.
14. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы содержит 0,5 массовых процента указанного второго связующего вещества.
15. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы содержит от 15 до 25 массовых процентов указанного второго связующего вещества.
16. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы содержит примерно 17 массовых процентов указанного второго связующего вещества.
17. Композитный материал по п. 3, в котором указанное связующее вещество содержит по меньшей мере один из Al, Ni, Со, Cr, Cu и Fe.
18. Композитный материал по п. 17, в котором указанное связующее вещество представляет собой Ni.
19. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы представляет собой 83WC-17Ni.
20. Композитный материал по п. 3, в котором указанный пропитывающий материал содержит по меньшей мере один из Al, Со, Cr, Ni, Fe, Mn, Zn и Cu.
21. Композитный материал по п. 3, в котором указанное первое связующее вещество выбрано из группы, состоящей из Al, Со, Cr, Ni, Cu и Fe.
22. Композитный материал по п. 21, в котором указанное первое связующее вещество представляет собой Со.
23. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы имеет пористость от примерно 1% до примерно 50%.
24. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы имеет пористость от примерно 1% до примерно 10%.
25. Композитный материал по п. 3, в котором указанная вторая составляющая твердой фазы имеет пористость от примерно 1% до примерно 5%.
26. Землебурильное долото, содержащее корпус, выполненный из композитного материала по п. 3.
| US 6287360 B1, 11.09.2001 | |||
| US 20110031028 A1, 10.02.2011 | |||
| US 20040234820 A1, 25.11.2004 | |||
| WO 9954075 A1, 28.10.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2230628C1 |

