Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения износостойкости твердых сплавов, заключающийся в том, что испытуемый материал помещают в переменное магнитное поле с напряженностью порядка 5 эрстед, измеряют магнитную проницаемость материала и по градировочному графику «магнитная проницаемость - стойкость», построенному для эталонного образца, определяют величину износостойкости материала [SU А.С. 268720, МПК G01N 3/58, БИ 1970, №14].
Одним из недостатков известного способа является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из компонент твердого сплава - кобальтовой связке. Это происходит потому, что карбид вольфрама - парамагнетик и вклад его от намагниченности в общую относительную магнитную проницаемость небольшой. Поэтому, с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количество и деформированное состояние. При этом совершенно не учитываются другие свойства поверхности и объема твердого сплава, в том числе когезионное и адгезионное состояние на границах фаз и в объеме компонентов твердого сплава и т.д. Вследствие рассмотренных причин этот способ отличается низкой точностью при оценке износостойкости твердых сплавов.
Известен способ контроля режущих свойств партии твердосплавных инструментов, в соответствии с которым, сначала воздействуют на каждый инструмент (твердосплавную пластину) из партии. Затем по измеренному параметру контроля и по результатам износа отобранного инструмента определяют режущие свойства всей партии инструментов. В качестве воздействия используют равномерно распределенный импульсный нагрев. При этом регистрируют хронологическую термограмму облученного световым потоком инструмента и по ней определяют коэффициент температуропроводности, который используют в качестве параметра контроля, характеризующего режущие свойства. [SU А.С. 1651155, МПК G0IN 3/58, БИ 1991 №19]. Выбранным исходным параметром в данном способе является величина температурной проводимости. Основным недостатком данного способа является то, что очень трудно более или менее точно определить скорость распространения тепла в материалах, в которых носителями тепла являются свободные электроны. Твердые сплавы являются такими материалами, и теплопередача у них обеспечивается за счет движения электронов. Температурная проводимость всех твердых сплавов отличается на незначительную величину. Вследствие этого при контроле очень сложно определить флуктуации температурной проводимости (изменяющие износостойкость) для одной конкретной марки твердого сплава (они практически незаметны). Кроме того измерение температурной проводимости сопряжено с большими техническими трудностями. Качественное обеспечение действий проверки, в этой ситуации надежными воздействующими, регистрирующими и вспомогательными приборами и устройствами, гарантирующими высокую точность измерений, повлечет за собой значительное повышение себестоимости контрольных операций. Вследствие этого данный способ контроля является мало перспективным для использования как в лабораторных, так и в производственных условиях.
Известен способ прогнозирования износостойкости режущего инструмента, выбранный в качестве прототипа, и заключающийся в следующем. Сначала проводят эталонные испытания режущих инструментов при оптимальной или близкой к ней скорости резания. Затем проводят испытания на изменение величины исходного параметра от свойств поверхностной полиоксидной структуры твердого сплава, сформированной в процессе его нагревания, строят эталонную корреляционную зависимость "исходный параметр - износостойкость" и выполняют статистический контроль только величины исходного параметра для текущей партии твердосплавных режущих инструментов.
После этого прогнозируют износостойкость для текущей партии инструментов на основании зависимости:

где Т (текущее), мин - износостойкость в минутах - среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т (эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ (эталонное), пс - средняя величина выбранного исходного параметра в пикосекундах, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ (текущее), пс - средняя величина выбранного исходного параметра в пикосекундах, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой партии. В качестве исходного параметра при этом используют величину времени жизни позитронов в пикосекундах, внедренных в поверхность и приповерхностные слои твердых сплавов и производящих оценку электронной плотности их структуры. По величине электронной плотности (по времени жизни позитронов в пикосекундах) прогнозируют износостойкость изготовленных режущих инструментов. [SU А.С. 2251095 МПК G01N 3/58 БИ 2005 №12]. Основным недостатком данного способа является высокая организационная сложность в его осуществлении. Для реализации этого способа необходим радиоактивный источник. В соответствии с нормами для его обслуживания существуют высокие требования. Необходимо иметь специальное помещение для его хранения. Измерение соответствующих параметров и обработку полученных результатов могут производить только специально подготовленный и обученный персонал. С помощью данного способа производится оценка структуры на атомном уровне и не всегда сопоставление данных результатов с результатами, получаемыми по износостойкости, приводит к точному прогнозу. Данный способ позволяет производить разбраковку - прогнозировать износостойкость твердых сплавов, близких по виду и степени дефектности структуры. Сравнение структур, сильно различающихся по виду и степени дефектности, дает достаточно заметные погрешности в прогнозе износостойкости твердосплавных режущих инструментов. Вследствие этого данный способ прогнозирования износостойкости не совсем точно характеризует эксплуатационные свойства, предопределяемые степенью дефектности структуры, что в итоге снижает степень тесноты корреляционной связи между исходным параметром и износостойкостью режущих инструментов. Тем не менее, данный способ контроля информативно отражает эксплуатационное состояние поверхностной структуры инструментального материала, что важно для установления связи между данной характеристикой и адгезионным износом, в большой степени зависящим от вида и степени дефектности поверхностного слоя, и мы выбираем его в качестве прототипа.
Задачей предлагаемого способа - прогнозирования износостойкости твердосплавных вольфрам - кобальтовых группы применяемости К режущих инструментов является повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. Прогнозирование основано на тесной корреляционной зависимости между износостойкостью и необратимой (пластической) величиной глубины внедрения наноиндентора в поверхностную и приповерхностную структуру карбидных зерен. С увеличением необратимой глубины внедрения наноиндентора в поверхность и приповерхностную область карбидных зерен твердых сплавов группы применяемости К, износостойкость изготовленных из этих твердых сплавов режущих инструментов, при резании сталей и сплавов, вызывающих интенсивный адгезионный износ, возрастает.
Поставленная задача при прогнозировании износостойкости твердосплавных режущих инструментов - режущих пластин группы применяемости К, в предлагаемом способе решается путем использования выбранного исходного параметра и включает: проведение испытания на изменение величины исходного параметра от свойств поверхностной и приповерхностной структуры, сформированной в процессе изготовления твердосплавных режущих материалов, проведение эталонных испытаний режущих инструментов на износостойкость в процессе резания материалов, вызывающих интенсивный адгезионный износ при оптимальной или близкой к ней скорости резания, построение эталонной - корреляционной зависимости «износостойкость - исходный параметр», статистический контроль только величины исходного параметра у текущей (поступающей к потребителю) партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии твердосплавных инструментов на основании зависимости:

где aЭ и bЭ - постоянные коэффициенты:
из них:
ТПТ - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
hПТ - текущее значение выбранного исходного параметра, полученное при контроле поверхностной и приповерхностной структуры твердосплавных сменных режущих пластин из текущей - прогнозируемой партии твердосплавной продукции;
ТЭ1 и ТЭ2 - износостойкость в минутах для двух независимых выборок сменных твердосплавных режущих инструментов из эталонной (предыдущей) партии твердосплавной продукции;
hЭ1 и hЭ2 - средние значения величин выбранного исходного параметра, полученные при контроле поверхностной и приповерхностной структуры для двух независимых выборок образцов твердосплавных режущих инструментов из эталонной партии продукции, отличающийся тем, что, с целью повышения точности прогнозирования износостойкости, в качестве исходного параметра используют величину необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна, с увеличением которой износостойкость твердосплавных режущих инструментов группы применяемости К возрастает.
Поверхностная и приповерхностная структура твердосплавного режущего инструмента группы применяемости К, формирующаяся в процессе изготовления твердого сплава, оказывает большое влияние на его износостойкость. Одной из важнейших характеристик поверхностной и приповерхностной структуры, определяющей важнейшие физико-механические и эксплуатационные свойства твердосплавных режущих инструментов данной группы, является ее способность подвергать диссипации энергию, поступающую со стороны контактных поверхностей обрабатываемого материала. Вследствие этого энергия, направленная на реализацию адгезионных явлений в зонах контакта, не достигает своих критических значений, а вероятность локальных микросварочных процессов, происходящих в зонах контакта поверхностей режущего инструмента и обрабатываемого материала, существенно снижается. В итоге, эксплуатационные характеристики твердосплавных режущих инструментов группы применяемости К, при обработке ими материалов, вызывающих интенсивный адгезионный износ, возрастают.
Основной структурной составляющей твердого сплава является карбидное зерно. Именно от состава и свойств карбидного зерна, в основном, зависят эксплуатационные характеристики твердосплавных режущих инструментов. На поверхности и в приповерхностных слоях карбидного зерна могут в различной степени проявляться пластические свойства. Это зависит от состава карбидного зерна, ликвации свойств его структуры, наличия примесей, технологии его получения и т.д. Пластические свойства поверхности и приповерхностной области карбидного зерна характеризуют его свойства, зависят, в свою очередь, от объемных свойств и отражают свойства твердых сплавов в целом.
Необратимая - пластическая величина глубины проникновения наноиндентора в поверхностную и приповерхностную структуру карбидного зерна складывается из величины проникновения за счет необратимой пластической деформации материала поверхности и приповерхностного слоя, а также за счет их частичного или полного хрупкого разрушения. Пластической деформации подвергаются части структуры материала с преимущественным металлическим характером связи между атомами. Частичному разрушению подвергаются элементы структуры материала с преимущественным характером ковалентной связи. Полному разрушению подвергаются части структуры материала с преимущественным характером ионной связи.
Поверхностные и приповерхностные слои карбидных зерен существенным образом отличаются по составу от объемной структуры.
В периферийной области карбидного зерна могут располагаться соединения вольфрама с углеродом как с наиболее высокой, так и с наиболее низкой степенью стехиометрии. По направлению от периферии к центру карбидного зерна содержание углерода также может, как увеличиваться, так и уменьшаться. Причем интенсивность увеличения или снижения степени стехиометрии может быть совершенно различной. В центральной части карбидного зерна могут находиться оксикарбидные и оксидные соединения. На поверхности и в приповерхностных слоях данного компонента могут располагаться тонкие слои графита.
Соединения вольфрама с углеродом образуются за счет объединения общих электронов (создание металлической связи). Причем с уменьшением доли углерода удельный вес металлической связи между атомами в соединении возрастает. В комплексных соединениях, входящих в состав карбидного зерна и образующихся на основе вольфрама, углерода и примесей кислорода, может присутствовать, наряду с металлической связью между компонентами, также ковалентная и ионная виды связи. Соединения вольфрама и кислорода могут формироваться одновременно как за счет ковалентной, так и ионной связей. Существенное влияние на формирование химических связей в соединениях, располагающихся на поверхности, в приповерхностных слоях и в объемной структуре карбидных зерен, оказывают другие вероятные примеси различных металлов и неметаллов. Наличие одних химических элементов в карбидном зерне, как например щелочных и щелочноземельных металлов, способствует образованию комплексных соединений с преимущественным характером металлической связи. Наличие в качестве примесей таких элементов как сера, сурьма или мышьяк приводит к формированию с основными компонентами карбидного зерна комплексных соединений с преимущественным характером ковалентной или ионной связей. Состав карбидного зерна и его фазовое состояние оказывает большое влияние также и на формирование его адсорбционных свойств по отношению к кислороду. Так, с увеличением концентрации металлических примесей в составе карбидного зерна, адсорбционные свойства его структуры по отношению к кислороду возрастают. Наличие значительного количества в составе карбидного зерна неметаллических элементов приводит к снижению адсорбционной активности по отношению к кислороду. Химическая связь между элементами карбидного зерна характеризуется ее энергией и длиной. Энергию и длину связи определяет концентрационное соотношение между атомами вольфрама и углерода. Чем больше энергия связи, тем меньше расстояние между атомами соединения. Как правило, с ростом длины связи увеличивается вероятность наличия в структуре соединений пластических характеристик, а с ее уменьшением пластические характеристики соединений снижаются. В итоге с ростом расстояния между атомами в соединениях вклад пластической компоненты, характеризующей твердость поверхности карбидного зерна, повышается. Наоборот, с уменьшением длины связей между атомами в соединениях происходит повышение твердости, а также уровня частичного и полного разрушения связей, происходящего при углублении наноиндентора. Таким образом, необратимое - пластическое углубление наноиндентора в поверхностную и приповерхностную структуру происходит как за счет пластической деформации (пластических сдвигов слоев), так и за счет их частичного и полного разрушения. Частичное разрушение происходит в результате нарушения отдельных связей между атомами соединений. Полное разрушение происходит в результате разрушения всех связей между атомами в кристаллической решетке.
При измерении нанотвердости пластическое - необратимое углубление индентора, характеризующее твердость поверхности и приповерхностных слоев, реализуется за счет необратимой деформации, а также за счет частичного и полного разрушения связей в структуре контролируемого материала. Соотношение между видами необратимого разрушения поверхности и приповерхностных слоев при углублении индентора зависит от свойств материала в данной области карбидного зерна. Механические свойства поверхностных и приповерхностных соединений зависят от технологии получения карбидного зерна, его состава, фазового строения, наличия примесей, адсорбционных характеристик структуры и т.д.
Состав карбидного зерна оказывает большое влияние на адсорбционные свойства его поверхности по отношению к кислороду, окисляемость, хрупкие и пластические характеристики и, соответственно, на величину пластического - необратимого внедрения индентора в поверхность и приповерхностную область. Последнее в свою очередь приводит к повышению износостойкости твердосплавных режущих инструментов группы применяемости К, при обработке ими материалов, вызывающих интенсивный адгезионный износ.
Большое влияние на величину пластического - необратимого углубления индентора в поверхностную и приповерхностную структуру карбидного зерна оказывают оксидные пленки. Причем с уменьшением степени когерентности между подложкой и формируемой оксидной пленкой удельный вес пластического углубления индентора в поверхность и в приповерхностную структуру возрастает. Это происходит за счет роста частичного и полного разрушения связей в материале оксидной пленки и трансформированной за счет окисления приповерхностной области.
Таким образом, чем выше разориентация между отдельными островковыми образованиями - поликристаллическими оксидными островковыми пленками между собой и подложкой, тем в большей степени они и приповерхностная структура подвергается пластическим - необратимым деформациям, частичным и полным разрушениям и тем выше реализация величины нанотвердости за счет необратимого внедрения индентора в структуру карбидного зерна. На степень когерентности подложки и формируемой оксидной пленки оказывают влияние множество факторов. Основными из них являются: состав исходных компонентов, необходимых для получения карбидных зерен, технология их получения, особенности спекания и последующего охлаждения твердосплавных образцов. Большое влияние на процесс окисления поверхности и формирование оксидной пленки с теми или иными свойствами оказывает вид и степень дефектности исходной поверхности и приповерхностной структуры карбидного зерна, а также наличие в составе карбидного зерна различных примесей.
Оксидные пленки на поверхности карбидных зерен образуются вследствие прямого окисления, за счет кислорода окружающей газовой среды, а также за счет кислорода, поступающего из глубинных слоев твердосплавной структуры.
На свойства поверхности и приповерхностного слоя адсорбировать кислород и другие газовые элементы, формировать оксидные пленки с различной степенью когерентности к подложке большое влияние оказывает состав и структурное состояние объема карбидного зерна.
Концентрация углерода, повышающаяся к центру карбидного зерна, обеспечивает ему высокий предел прочности на сжатие. Эти качества исключают упругий прогиб поверхности в области внедрения индентора и обеспечивают высокую пластичность и податливость структуры.
Величина пластического - необратимого внедрения индентора количественно характеризует запас диссипативных возможностей поверхностного слоя, его способность адсорбировать кислород, подвергаться окислению, экранировать межмолекулярное взаимодействие и выполнять роль твердой смазки. С увеличением глубины необратимой - пластической деформации поверхностного слоя у карбидных зерен, за счет пластических сдвигов, а также за счет частичных и полных разрушений связей между структурными элементами, износостойкость твердосплавных группы применяемости К режущих инструментов, при обработке ими материалов, вызывающих интенсивный адгезионный износ, повышается.
В процессе резания поверхностная и приповерхностная область карбидных зерен испытывает со стороны обрабатываемого материала интенсивное силовое воздействие в виде напряжений сжатия, растяжения, кручения, комплексного воздействия сложного напряженного состояния и т.д. Причем действие этих напряжений носит циклический, знакопеременный характер. Кроме постоянных основных, нормальных и касательных напряжений, на контактных поверхностях режущего клина периодически действуют высокие локальные напряжения. Эти напряжения возникают в результате адгезионного взаимодействия контактирующих поверхностей в одной или нескольких локальных точках, где проявляется наиболее высокое действие энергии активации, создаваемой основными нормальными и касательными напряжениями. Чаще всего адгезионное взаимодействие происходит в точках сосредоточения на поверхности карбидного зерна, принадлежащего твердому сплаву, группы активных центров, располагающихся в точках выступа микрорельефа поверхности, в которых достигается критическое значение величины энергии активации. Адгезионное взаимодействие в локальных точках, как правило, сначала сопровождается нарастанием сжимающих напряжений и реализацией микросварочных контактов. После достижения сжимающими напряжениями в области контакта наибольших значений наступает период перехода их в растягивающие напряжения. Нарастание растягивающих напряжений всегда заканчивается разрушением образовавшегося локального контакта. С ростом пластических свойств поверхности и приповерхностной области карбидного зерна вероятность образования точечной сварки между инструментальным и обрабатываемым материалом снижается, а разрушение (разъединение) образующихся сварочных соединений происходит, как правило, по месту образования сварочного шва. Высокие пластические характеристики поверхности и приповерхностной области инструментального материала повышают вероятность разъединение образовавшегося адгезионного соединения по поверхности микросварного шва. В этом случае в процессе каждого повторного акта адгезии данного конкретного микроучастка поверхности карбидного зерна с обрабатываемым материалом происходит пластическая деформация (вытягивание) карбидной структуры в данных локальных точках. Периодический характер действия растягивающих напряжений, направленный на локальные области поверхности карбидного зерна, вызываемый адгезионными явлениями, приводит к формированию на его поверхности конусообразного нанорельефа с чередующимися выступами и впадинами. Выступы могут формироваться также в результате периодического действия серии растягивающих, сжимающих, изгибающих деформаций, деформации кручения, инициируемых процессами адгезионного взаимодействия. В итоге на поверхности карбидного зерна происходит формирование развитой шероховатой поверхности на различных по масштабу структурных уровнях. Трансформация поверхности карбидного зерна, вызываемая адгезионными явлениями и обеспечиваемая высокой пластичностью структуры приводит к повышению его окисляемости, снижению касательных и росту нормальных напряжений, уменьшению коэффициента трения в зонах контакта инструментального и обрабатываемого материалов. В итоге, износостойкость режущих инструментов группы применяемости К, при обработке ими материалов, вызывающих интенсивный адгезионный износ, возрастает.
Периодический характер деформаций сжатия и растяжения участков на выступах поверхности карбидного зерна приводит к накоплению в их внутренней структуре высокой плотности дислокаций и, в конечном итоге, к их разрушению за счет усталостных явлений. Наиболее низкий уровень разрушений микрорельефа при его деформации, за счет знакопеременных напряжений, достигается при некоторых температурах, когда кристаллическая решетка поверхности и приповерхностной области приобретает структуру с повышенным числом плоскостей легкого скольжения. В данных условиях пластической деформации нанорельеф поверхности контакта приобретает высокую циклическую прочность и повышенную адсорбционную активность по отношению к кислороду. Вследствие этого улучшается процесс производства диссипативных оксидных структур и увеличивается срок функционирования карбидных зерен, а следовательно и режущих инструментов в целом.
Оксидные пленки и структуры, располагающиеся в полостях выступов и впадин, оказывают большое влияние как на контактные процессы, так и на износостойкость режущих инструментов. Причем в полостях микрорельефа карбидного зерна происходит формирование оксидных пленок с поликристаллической структурой. В состав этих пленок входят различные по стехиометрии оксиды вольфрама. Располагаются эти пленки во впадинах слоям в процессе чередования состава с наибольшей и наименьшей стехиометрией. На свежеобразующихся - ювенильных поверхностях выступов формирование поликристаллических оксидных пленок происходит преимущественно за счет окислительной атмосферы окружающей газовой среды. Поликристаллические оксидные пленки впадин формируются преимущественно за счет поступления кислорода из внутренних слоев структуры. Вследствие слоистого строения данные пленки эффективным образом участвуют как в смазке контактирующих поверхностей, так и в экранировании межмолекулярного взаимодействия. Формированию слоистого строения у оксидных пленок способствует также их непрерывная сублимация и конденсация.
С увеличением пластических свойств поверхности и приповерхностной области карбидных зерен происходит рост, за счет пластической деформации выступов увеличивается развитость микрорельефа, увеличивается в итоге суммарный объем поверхностных впадин, в полости которых формируются оксидная масса и оксидные пленки, которые эффективным образом экранируют и межмолекулярное взаимодействие, и выполняют роль твердой смазки.
При достаточно высоком наличии в поверхностном и приповерхностном слое карбидного зерна металлического характера связей между атомами, при сублимации и последующей конденсации газообразного оксида, сначала на дне впадины нанорельефа формируется переходной оксикарбидный слой. Это приводит к тому, что при дальнейших явлениях сублимации - конденсации процесс вероятного формирования поликристаллических пленок повышается. При этом между подложкой и наслаиваемой оксидной пленкой переход типа химической связи, от металлической к ковалентной, происходит постепенно. Это также предопределяет то, что интенсивность хрупкого разрушения оксидной массы, выполняющей роль твердой смазки, в наибольшей степени проявляется только в зоне контакта с обрабатываемым материалом. Используемая для смазки, из конкретной впадины, оксидная масса пополняется за счет непрерывно сублимируемого и подвергающегося конденсации газообразного оксида.
Поликристаллические оксидные пленки, размещающиеся в результате конденсации, во впадинах микрорельефа, имеют высокую теплоемкость и низкую теплопроводность. Вследствие этого в зонах контакта, даже при циклическом характере изменения контактных напряжений и коэффициентов трения как на передней, так и на задней поверхности режущего клина, сохраняется постоянный температурный режим. Это в свою очередь, стабилизирует процессы адсорбции контактными поверхностями кислорода окружающей газовой среды, окисления контактных поверхностей, сублимации оксидной массы, конденсации газообразного сублимата, экранирования межмолекулярного взаимодействия и твердой смазки. В итоге износостойкость твердосплавного режущего инструмента группы применяемости К, при обработке материалов, вызывающих интенсивный адгезионный износ, возрастает. Это достигается в итоге за счет высоких пластических свойств поверхности и приповерхностных областей карбидных зерен, которые в свою очередь определяются преимущественным наличием в соединениях между вольфрамом и углеродом металлического характера химической связи.
Высокие пластические свойства поверхности и приповерхностной области карбидных зерен определяются также низким уровнем дефектности их структуры. Это, в свою очередь, предполагает при конденсации газообразного оксидного сублимата, формирование с более высокой вероятностью, во впадинах микрорельефа, карбидного зерна, не монокристаллических, а поликристаллических оксидных пленок. Другими словами, с уменьшением степени дефектности подложки вероятность формирования поликристаллических оксидных пленок возрастает. В этом случае на границе пленка - подложка, вследствие наличия несоответствия параметров кристаллических решеток возникают значительные касательные напряжения. Следовательно, на поверхности раздела подложка - пленка будут возникать области сжатия и области растяжения. Данные деформации приводят к возникновению напряжений на поверхности раздела, которые действуют нормально к этой поверхности и, соответственно, способствуют отслаиванию пленок и их хрупкому разрушению. Процесс сублимации и последующей конденсации газообразного сублимата, образование поликристаллических оксидных пленок, имеющих слабую связь с подложкой, их увлечение поверхностью сходящей стружкой или обрабатываемой поверхностью, выполнение ими роли твердой смазки в межконтактных трибологических процессах приводит к повышению износостойкости режущих инструментов группы применяемости К, при обработке ими материалов, вызывающих интенсивный адгезионный износ. С ростом величины несоответствия параметров кристаллических решеток в области сопряжения оксидной пленки и подложки энергия поверхности раздела повышается и, как следствие, повышается вероятность разрушения формируемой оксидной структуры. В данном случае повышается эффективность реализации оксидной массы в качестве твердой смазки.
При низкой пластичности поверхности и приповерхностной области карбидного зерна на нем преимущественно формируются тонкие оксидные структуры. При образовании тонких поликристаллических оксидных формирований процесс релаксации упругих напряжений в их структуре происходит беспрепятственно, в результате их поверхностных деформаций. Данное обстоятельство предопределяет высокую прочность между пленкой и подложкой. Последнее затрудняет разрушение пленок и использование материала оксидной структуры в качестве твердой смазки. Это возникает при низкой интенсивности процессов сублимации и последующей конденсации оксидного сублимата.
При высокой пластичности поверхности и приповерхностной области карбидного зерна на нем преимущественно формируются толстые оксидные структуры. Большая толщина пленки не допускает релаксации упругих напряжений и вероятность разрушения такой оксидной структуры и выполнение ею роли твердой смазки высокая. Процесс образования оксидных структур сопровождается их интенсивной сублимацией и последующей конденсацией, что в свою очередь поддерживает высокую равномерность толщины оксидного покрова контактных поверхностей.
Таким образом, высокие пластические свойства поверхности карбидного зерна предполагают формирование на его поверхности высокой развитости нанорельефа и формирование на нем эффективной поликристаллической оксидной структуры, выполняющей экранирование межмолекулярного взаимодействия и выполняющего роль твердой смазки. При этом с ростом необратимого внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна, обеспечиваемого высокими его пластическими свойствами, износостойкость режущих инструментов группы применяемости К, при обработке ими материалов, вызывающих интенсивный адгезионный износ, возрастает.
Существенно важной особенностью предлагаемого способа является то, что в соответствии с его приемами - без дополнительных затрат и технических трудностей представляется возможным проводить более объективный и точный прогноз износостойкости - вследствие оперативного анализа и сопоставления текущих контролируемых и эталонных параметров, полученных в широком диапазоне режимов резания и температур резания. На свойства твердосплавных режущих инструментов группы применяемости К большое влияние оказывают различные виды поверхностной и объемной упрочняющей обработки (термическая, ионная, электронная и радиационная обработка). Между пластической - необратимой глубиной внедрения наноиндентора в поверхность и приповерхностную область карбидных зерен и эксплуатационными характеристиками твердых сплавов и в данном случае наблюдается также устойчивая корреляционная связь. И для данных инструментальных материалов соблюдается правило: с увеличением необратимой глубины внедрения наноиндентора в поверхность и приповерхностную область карбидных зерен, износостойкость режущих инструментов возрастает. Соответственно предлагаемый способ прогнозирования для оценки их эксплуатационных характеристик также применим.
Реализация способа производится, последовательно проходя несколько этапов. Сначала твердосплавные режущие инструменты (режущие пластины) подвергают испытанию в процессе резания материалов, вызывающих интенсивный адгезионный износ. После испытаний на износостойкость режущие пластины тщательно очищают и подвергают шлифованию и полированию одну из поверхностей (например, посадочную). Шероховатость поверхности после полирования должна составлять Ra=0,040-0,020 мкм. Затем образцы вновь подвергают очистке. После очистки полированные поверхности у режущих пластин подвергают травлению с целью выявления границ карбидного зерна - α-фазы. Для этого используют травители рекомендуемые стандартом ГОСТ 9391-80. После выполнения этих действий режущие пластины по очереди устанавливают на предметный столик нанотвердомера, закрепляют в специальном приспособлении, выбирают параметры измерения нанотвердости, определяют место индентирования и непосредственно производят измерение нанотвердости карбидных зерен. Измерение нанотвердости производят в центральной части карбидного зерна. При измерении нанотвердости нагрузка на наноиндентор составляла 100 мН (10 г). Скорость приложения нагрузки при внедрении наноиндентора в поверхность составляла 100 мН/мин. Расстояние между объектами индентирования должно составлять не менее 100 мкм.
По окончании индентирования компьютер наноиндентора на основании имеющейся программы рассчитывает величину нанотвердости. В результате текстирования получают также графики изменения нагрузки по мере внедрения наноиндентора, а также цифровые данные (численные массивы) характеризующие все стороны процесса измерения нанотвердости. С помощью специальной компьютерной программы, на основании ввода численных массивов в персональный компьютер, получают значения необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна при измерении его нанотвердости. Необратимую - пластическую глубину внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна можно, также, получить путем несложных измерений этой величины на диаграмме «нагрузка - глубина внедрения наноиндентора», получаемой в процессе измерения нанотвердости.
Процесс измерения величины необратимой - пластической глубины внедрения наноиндентора при измерении нанотвердости поверхности и приповерхностных слоев карбидных зерен осуществляли с помощью нанотвердомера Nano - Hardness Tester фирмы CSEM. В состав нанотвердомера входит перемещающийся предметный стол, на котором закрепляется образец, микроскоп, собственно нанотвердомер, блок управления перемещением стола, блок управления нанотвердомером, блок питания микроскопа, компьютер с программным обеспечением нанотвердомера.
Прогнозирование износостойкости твердосплавных режущих инструментов группы применяемости К при обработке ими материалов, вызывающих интенсивный адгезионный износ, заключается в том, что сначала производят стойкостные испытания твердосплавных режущих пластин, взятых из двух независимых выборок у полученной партии твердосплавной продукции, определяют износостойкость каждой режущей пластины, определяют средние значения износостойкости для режущих пластин для каждой выборки, производят подготовку образов из использованных режущих пластин (шлифование, полирование очистка, травление), помещают образцы по очереди в рабочую зону нанотвердомера, измеряют необратимую - пластическую глубину внедрения при измерении нанотвердости, строят график зависимости износостойкости от глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна. Затем прогнозирование износостойкости у поставляемой партии твердосплавных режущих пластин группы применяемости К производят без испытания их в процессе резания, а только по величине измерения у них необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна. С увеличением необратимой - пластической глубины внедрения наноиндентора в поверхности и приповерхностную область карбидных зерен, принадлежащих твердосплавным режущим пластинам группы применяемости К их износостойкость при резании материалов, вызывающих интенсивный адгезионный износ, возрастает. При этом для прогнозирования износостойкости используют зависимость (1) а также пользуются графиком зависимости «износостойкость - необратимая пластическая - глубина внедрения наноиндентора», полученным ранее при испытании - прогнозировании износостойкости эталонных (первых) партий твердосплавных режущих пластин.
На фиг. 1 представлена эталонная зависимость «износостойкость - необратимая - пластическая глубина внедрения наноиндентора», на основании которой производится прогнозирование износостойкости твердосплавных группы применяемости К режущих пластин, при резании ими материалов, вызывающих интенсивный адгезионный износ.
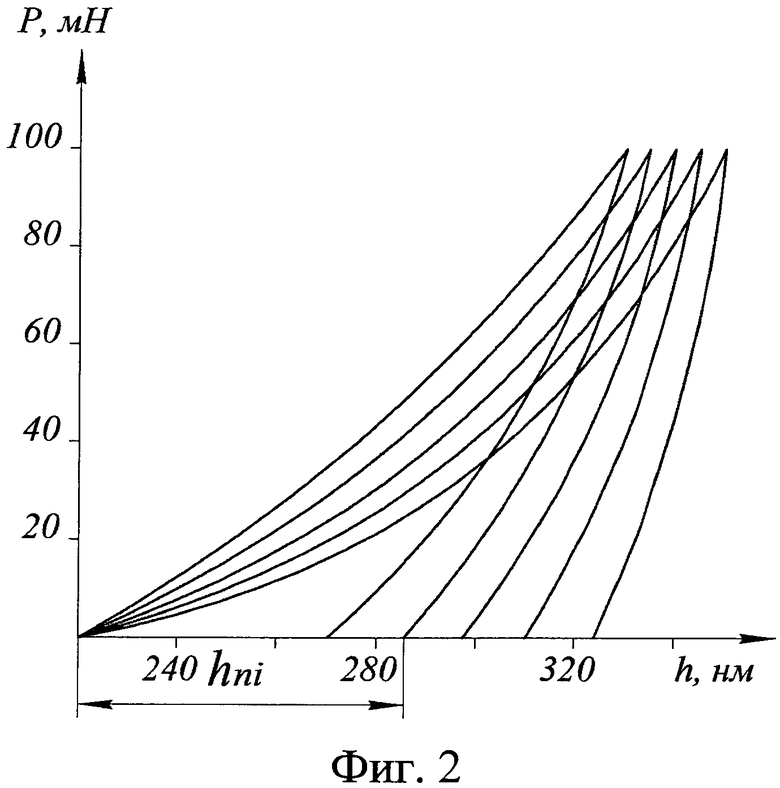
На фиг. 2 представлена схематическая зависимость изменения величины нагрузки от глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна.
Пластические свойства поверхности и приповерхностной области карбидного зерна зависят от элементного состава и типа химической связи между составляющими эту область элементами. На формирование состава и типа химической связи между элементами оказывают, в том числе, большое количество управляемых факторов, к числу которых относятся, например, основные: состав исходных материалов, предназначенных для получения порошков вольфрама, кобальта, графита, наличие у них тех или иных примесей, технология получения указанных порошков, технология получения карбидов, особенности размола и механоактивации порошков, особенности процесса спекания компонентов твердых сплавов, состав газовой среды, используемой при получении порошков и их спекании. Путем целенаправленного управления и регулирования указанными факторами можно создать условия, при которых на поверхности и в приповерхностной области между элементами карбидного зерна установится преимущественно металлический тип химической связи. Это обеспечит высокие пластические свойства поверхности и приповерхностной области. Такой подход обеспечит формирование наиболее оптимальной структуры твердых сплавов при их изготовлении. При этом с увеличением пластических свойств поверхности и приповерхностной области карбидных зерен в составе инструментальных твердых сплавов группы применяемости К, их износостойкость, при резании материалов, вызывающих интенсивный адгезионный износ, возрастает.
Пример осуществления способа прогнозирования износостойкости твердосплавных режущих инструментов. Сначала полученные при выборке две партии, (принятые в качестве эталонных) в количестве по 10 штук каждая, твердосплавных режущих пластин группы применяемости К марки ВК8 подвергались испытаниям на износостойкость на токарно-винторезном станке модели 163. В качестве обрабатываемого материала использовалась хромоникелевая аустенитная сталь 12Х18Н10Т. Скорость резания при испытаниях выбиралась равной - 70 м/мин. Подача и глубина резания принимались соответственно 0,23 мм/об и 1,5 мм. Резание осуществлялось без охлаждения. За критерий затупления (потери режущих свойств) принимался износ режущей пластины по задней поверхности, равный 0,6 мм.
Стойкость (Т1i) для образцов из 10 штук первой эталонной партии составила: 23,8; 24,8; 25,8; 26,7; 27,4; 28,5; 29,4; 31,2; 33,4; 34,3 мин. Среднее значение стойкости составило 28, 53 мин.
Стойкость (Т2i) для образцов из 10 штук второй эталонной партии составила: 24,2; 24,9; 25,9; 27,6; 29,5; 31,6; 32,1; 32,9; 33,6; 34,7 мин. Среднее значение стойкости составило 29,70 мин.
После испытания на износостойкость одна из поверхностей (посадочная) твердосплавных режущих пластин подвергалась шлифованию, полированию, очистке и травлению. Оптимальная шероховатость подготавливаемой при полировании поверхности составляет Ra=0,040-0,020 мкм. Затем поверхность и приповерхностная область карбидных зерен у подготовленных режущих пластин подвергалась измерению на нанотвердость и определению необратимой - пластической глубины внедрения наноиндентора. Подготовленные таким образом твердосплавные пластины устанавливают в рабочую зону нанотвердомера и осуществляют измерение нанотвердости при нагрузке 100 мН (10 г) с последующим определением необратимой - пластической глубины внедрения наноиндентора. Необратимую пластическую глубину внедрения наноиндентора определяли на основании обработки численного массива данных о процессе измерения нанотвердости с помощью специальной компьютерной программы.
У каждой твердосплавной режущей пластины нанотестированию по определению необратимой - пластической глубины подвергались карбидные зерна в количестве 20 штук. Расстояние между объектами контроля выдерживалось не менее 100 мкм. В итоге контролю подвергалась поверхность, равная по площади примерно 2,0-4,0 мм2.
Для первой партии режущих пластин получили следующие средние из 20 измерений данные по величине необратимой - пластической глубине внедрения наноиндентора в поверхность и приповерхностную область карбидных зерен твердых сплавов, принадлежащих режущим пластинам, в порядке, соответственно, с их ранее полученной при испытаниях износостойкостью: 244; 248; 260; 274; 284; 288; 296; 312; 340; 352 (нм). Среднее значение величины необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна - h1i составило: 289,8 (нм).
Для второй партии режущих пластин получили следующие данные по параметру h2i (величине глубины внедрения наноиндентора) для режущих пластин, в порядке, соответственно также, с их ранее полученной при испытаниях износостойкостью: 248; 250; 261; 278; 304; 320; 326; 342; 348; 354 (нм). Среднее значение величины необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна - h1i составило: 303,1 (нм).
В соответствии с вышеприведенными формулами определяют aэ и bэ.
aэ=0,088; bэ=3,036.
На основании полученных ранее результатов по определению износостойкости твердосплавных режущих пластин (Тмин) и значений величины необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна строится график зависимости «износостойкость - Ti (мин) - необратимая - ластическая величина глубины внедрения наноиндентора hпi (нм)»
На фиг. 1 представлена зависимость износостойкости режущих пластин из ВК8 группы применяемости К, соответственно, для выборок 1 и 2 при обработки ими хромоникелевой стали аустенитного класса 12Х18Н10Т от величины необратимого - пластического внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна. Для осуществления прогнозирования износостойкости у твердосплавных режущих пластин в последующей текущей, (изготовленной или полученной) и предназначенной для потребления партии инструментальных образцов, производят испытание только величины необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна.
Так, например, при прогнозировании износостойкости у очередной партии твердосплавных режущих пластин группы применяемости К с помощью нанотвердомера Nano - Hardness Tester фирмы CSEM. были получены следующие значения необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна: 250; 254; 260; 280; 300; 322; 328; 340; 350; 354 (нм). Среднее значение из полученных данных составило 303,8 (нм). В соответствии с вышеприведенными формулами, а также на основании aэ=0,088 и bэ=3,036, определяют Тпт=29,77 мин.
Таким образом, прогнозируемая средняя износостойкость у текущей партии твердосплавных режущих пластин составила 29,77 мин. Контрольные испытания износостойкости в процессе резания на металлорежущем станке показали следующие результаты по износостойкости: 26,2; 26,9; 27,4; 29,2; 29,8; 31,8; 32,5; 32,9; 33,8; 35,6 мин. Среднее значение составило 30,61 мин.
При осуществлении прогнозирования износостойкости для текущей партии твердосплавных инструментов отпадает необходимость в проведении дорогостоящих и трудоемких испытаний на износостойкость, проводимых на металлорежущих станках. Способ обладает высокой точностью прогноза. Это происходит вследствие тесной корреляционной связи между пластическими свойствами поверхности и приповерхностной области карбидных зерен, отражающими их способность формировать развитый поверхностный рельеф, адсорбировать кислород и производить на поверхности диссипативные оксидные структуры и износостойкостью твердосплавных режущих инструментов группы применяемости К при резании ими материалов, вызывающих интенсивный адгезионный износ. Степень корреляционной связи между необратимой - пластической величиной глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна и износостойкостью твердосплавных группы применяемости К режущих инструментов составила r=0,94. Степень корреляционной связи между исходным параметром и износостойкостью режущих пластин в соответствии с прототипом составила r=0,86. При сравнении данных прогноза износостойкости, полученных в соответствии с прототипом, по предлагаемому способу, а также в результате контрольных экспериментальных исследований износостойкости, выполненных в процессе резания хромоникелевой стали аустенитного класса, выявлено, что результаты, полученные в соответствии с прототипом, отличаются от контрольных испытаний на 15-20%, в то время как результаты, полученные по предлагаемому способу, отличаются лишь на 5-10%.
Таким образом, предлагаемый способ контроля - прогнозирования износостойкости твердосплавных режущих инструментов может быть использован с достаточно высокой экономической эффективностью на предприятиях, изготавливающих или потребляющих твердосплавную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570340C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2541388C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570367C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2534730C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2573451C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569901C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2567019C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2540444C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584339C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584275C1 |
Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации. Сущность: проводят испытание на изменение величины исходного параметра от свойств поверхностной и приповерхностной структуры, сформированной в процессе изготовления твердосплавного режущего материала. Проводят эталонные испытания на износостойкость в процессе резания материалов, вызывающие интенсивный адгезионный износ при оптимальной или близкой к ней скорости резания. Строят эталонную - корреляционную зависимость «износостойкость - исходный параметр». Осуществляют статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, а прогнозирование износостойкости для текущей партии твердосплавных инструментов на основании зависимости. В качестве исходного параметра используют величину необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна, с увеличением которой износостойкость твердосплавных режущих инструментов группы применяемости К, возрастает. Технический результат: повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. 2 ил.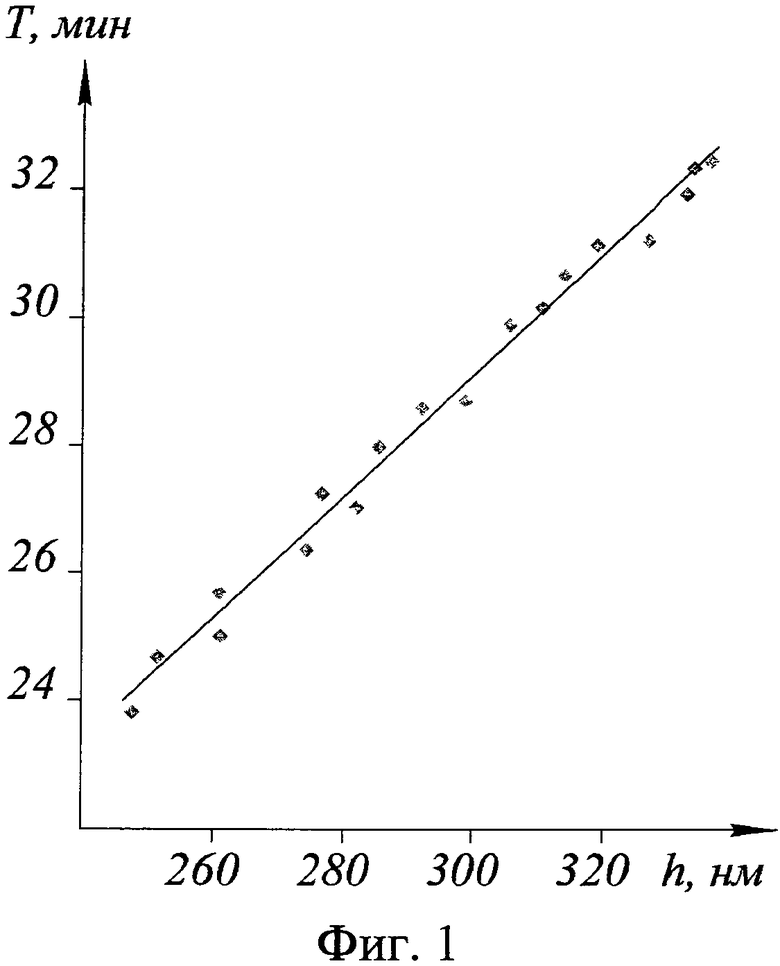
Способ прогнозирования износостойкости твердосплавных группы применяемости К режущих инструментов (режущих пластин), по выбранному исходному параметру, включающий проведение испытания на изменение величины исходного параметра от свойств поверхностной и приповерхностной структуры, сформированной в процессе изготовления твердосплавного режущего материала, проведение эталонных испытаний на износостойкость в процессе резания материалов, вызывающих интенсивный адгезионный износ при оптимальной или близкой к ней скорости резания, построение эталонной - корреляционной зависимости «износостойкость - исходный параметр», статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии твердосплавных инструментов на основании зависимости:

где aЭ и bЭ - постоянные коэффициенты:
из них:
ТПТ - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
hПТ - текущее значение выбранного исходного параметра, полученное при контроле поверхностной и приповерхностной структуры твердосплавных сменных режущих пластин из текущей - прогнозируемой партии твердосплавной продукции;
Тэ1 и Тэ2 - износостойкость в минутах для двух независимых выборок сменных твердосплавных режущих инструментов из эталонной (предыдущей) партии твердосплавной продукции;
hэ1 и hэ2 - средние значения величин выбранного исходного параметра, полученные при контроле поверхностной и приповерхностной структуры для двух выборок образцов твердосплавных режущих инструментов, из эталонной партии продукции, отличающийся тем, что, с целью повышения точности прогнозирования износостойкости, в качестве исходного параметра используют величину необратимой - пластической глубины внедрения наноиндентора в поверхность и приповерхностную область карбидного зерна, с увеличением которой износостойкость твердосплавных режущих инструментов группы применяемости К возрастает.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2007 |
|
RU2356699C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2518238C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422801C1 |
| ПОЛЕВОЙ ТРАНЗИСТОР | 1984 |
|
SU1225438A1 |

