Изобретение относится к области металлургии, а именно к производству длинномерных стальных профилей по части оборудования для правки дефектов формы (продольной кривизны и искажений формы поперечного сечения) профилей, возникших в процессе их производства или эксплуатации.
Известен аналог предлагаемого изобретения - широко используемая в промышленности многороликовая машина для правки стальных профилей. В этой машине профилированные правильные ролики располагаются в два ряда в шахматном порядке. Правка длинномерных профилей в такой машине осуществляется путем многократных чередующихся по знаку изгибов профилей при пропускании между двумя рядами правильных роликов (см., например, Целиков А.И., Смирнов В.В. Прокатные станы. М.: Металлургиздат, 1958, стр.295).
Продольная кривизна профилей исправляется в такой машине довольно эффективно, а вот искажения формы поперечного сечения исправляются незначительно. Профили же со значительными искажениями (дефектами) формы править в такой машине вообще невозможно, поскольку они будет застревать в профилированных правильных роликах.
Прототипом предлагаемого изобретения является многороликовая машина для правки длинномерных стальных профилей, оснащенная оппозитной парой задающих роликов, установленных на входе в машину. Как правило, один из задающих роликов - приводной, а второй оснащен механизмом сведения роликов и зажима в них профилей (см., например, «Слоним А.З., Сонин А.Л. Правка листового и сортового металла. М.: Металлургия, 1981, стр.142»).
В машине-прототипе частично устраняются недостатки аналога, появляется возможность захватывать задающими роликами, проталкивать между рядами правильных роликов и, в конечном итоге, выправлять профили со значительной продольной кривизной и искажениями формы поперечного сечения, несколько большими, чем в предыдущем случае. Однако профили со значительными искажениями формы в такой машине править невозможно, поскольку конструкция задающих роликов и мощность механизма их сведения не позволяют продеформировать значительно искаженные участки профилей, восстановить их форму и протолкнуть между рядами профилированных правильных роликов.
Техническим результатом предлагаемого изобретения является создание высокопроизводительной компактной многороликовой машины для одновременного исправления формы поперечного сечения и продольной кривизны (правки) длинномерных стальных профилей со значительными искажениями (дефектами) формы.
Технический результат достигается тем, что в предлагаемой машине, содержащей несколько профилированных правильных роликов, расположенных в два ряда в шахматном порядке, а также оппозитную пару роликов, расположенную на входе в машину, упомянутая выше оппозитная пара роликов образована первым со стороны входа в машину установленным стационарно правильным роликом и располагающимся оппозитно к правильному с возможностью перемещения профилированным нажимным роликом, при этом нажимной ролик оснащен гидравлическим нажимным механизмом. Кроме того, на выходе предлагаемой машины установлена оппозитная пара калибрующих роликов, образованная последним правильным роликом и профилированным нажимным роликом, оснащенным гидравлическим нажимным механизмом.
Машина для правки длинномерных стальных профилей по предлагаемому изобретению изображена на фигурах 1 и 2.
На фиг.1 изображен главный вид машины.
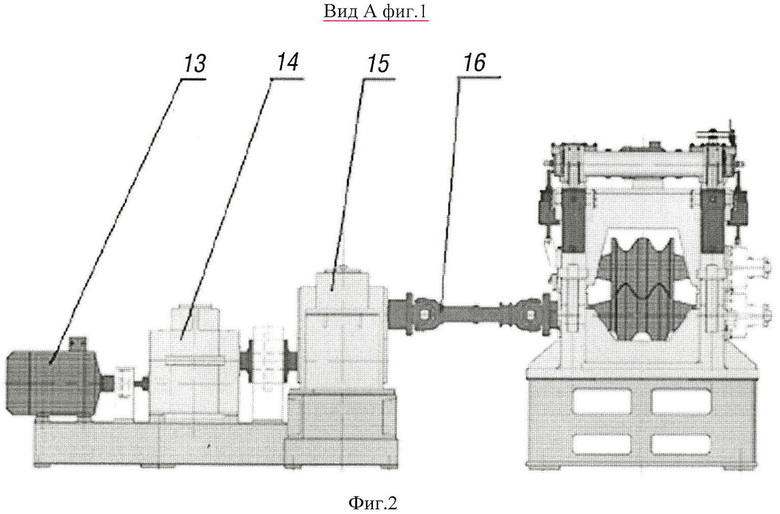
На фиг.2 - вид на машину по стрелке А фиг.1.
Предлагаемая машина состоит из клети правильной и главного привода. Клеть правильная представляет собой сварную станину 1, в которой установлены восемь профилированных рабочих роликов - четыре в верхнем и четыре в нижнем рядах. Шесть роликов - три 2, 3, 4 в нижнем и три 5, 6,7 в верхнем рядах участвуют в исправлении продольной кривизны профилей путем многократных знакопеременных изгибов и поэтому называются правильными.
Правильные ролики нижнего ряда установлены в клети стационарно - без возможности вертикального перемещения. Правильные ролики верхнего ряда перемещаются в окнах станины и устанавливаются по высоте с помощью индивидуальных нажимных механизмов с электромеханическими приводами 8.
Профилированный нажимной ролик 9 установлен на входе в машину оппозитно первому правильному ролику 2 и оснащен мощным гидравлическим нажимным механизмом 10. Кроме функции деформирования искаженных участков и восстановления формы поперечного сечения профилей, эта пара оппозитных роликов выполняет в машине функцию задающих. Профилированный нажимной ролик 11 установлен на выходе из машины оппозитно последнему правильному ролику 7 и также оснащен гидравлическим нажимным механизмом 12. Эта оппозитная пара роликов выполняет в машине функцию калибрующих роликов.
Главный привод предназначен для вращения четырех роликов нижнего ряда - трех правильных 2, 3, 4 и одного нажимного 11. Он состоит из асинхронного электродвигателя 13, понижающего редуктора 14 и шестеренной клети 15, установленных на общей раме, а также четырех карданных валов 16, передающих вращение на приводные ролики правильной клети.
Машина работает следующим образом. В исходном положении (перед правкой) нажимной ролик 9 оппозитной пары на входе машины поднят в верхнее положение, верхние правильные (холостые) ролики установлены в положения, обеспечивающие требуемые технологией изгибы профилей, нижний нажимной ролик 11 оппозитной пары на выходе машины с помощью гидравлического нажимного механизма установлен в положение, обеспечивающее калибровку поперечного сечения профилей.
Для правки профиль задают наименее деформированным концом в раскрытую входную оппозитную пару роликов, после чего верхний (нажимной) ролик пары с помощью гидравлического нажимного устройства опускают, оппозитная пара роликов захватывает профиль и подает его между двумя рядами правильных роликов. Участки профиля со значительными искажениями (дефектами) формы интенсивно деформируют в упомянутой выше оппозитной паре роликов, восстанавливая таким образом исходную (стандартную) форму его поперечного сечения, для чего используют на полную мощность гидравлический нажимной механизм верхнего ролика оппозитной пары.
Далее профиль с исправленной формой поперечного сечения пропускают между рядами правильных роликов, установленных в машине в шахматном порядке, подвергая многократным чередующимся по знаку и уменьшающимся по величине от первых к последним роликам изгибам. Таким образом исправляют продольную кривизну профиля.
Процесс правки профиля заканчивают дополнительной корректировкой формы и размеров («калибровкой») поперечного сечения в оппозитной паре профилированных роликов, установленных на выходе из машины.
Примером исполнения предлагаемого изобретения является специальная машина для правки балок дорожных ограждений, деформированных в результате автомобильных аварий, спроектированная и изготовленная во ВНИИМЕТМАШе (В настоящее время на машине выправляется до 800 деформированных балок в месяц, а при полной загрузке на машине можно выправлять до 1500 балок в месяц). Восстановленные балки используются затем в дорожных ограждениях МКАД и других московских автомагистралей. Опыт нескольких лет эксплуатации показал надежность конструкции, простоту и удобство обслуживания машины, а также эффективность и стабильность результатов правки на ней деформированных балок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ПРОФИЛЕЙ | 2011 |
|
RU2459678C1 |
| МНОГОРОЛИКОВАЯ СОРТОПРАВИЛЬНАЯ МАШИНА | 1972 |
|
SU342711A1 |
| Многороликовая сортоправильная машина | 1973 |
|
SU479516A1 |
| аиьСОЮаНАЯЕ1!1Ш4ЕХП;ГГ'Н;^ БИБЛИО'^^:КА I | 1973 |
|
SU373056A1 |
| РОЛИК ПРАВИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2189290C1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| МИОГОРОЛИКОВАЯ СОРТОПРАВИЛЬНАЯ МАШИНА | 1966 |
|
SU178655A1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
Изобретение относится к производству длинномерных стальных профилей, а конкретнее - к оборудованию для исправления дефектов формы. Машина содержит несколько профилированных правильных роликов, расположенных в два ряда в шахматном порядке, а также оппозитную пару роликов, расположенную на входе в машину. Упомянутая оппозитная пара роликов образована первым со стороны входа в машину установленным стационарно правильным роликом и располагающимся оппозитно к правильному с возможностью перемещения профилированным нажимным роликом. При этом нажимной ролик оснащен гидравлическим нажимным механизмом. Кроме того, на выходе предлагаемой машины установлена оппозитная пара калибрующих роликов, образованная последним правильным роликом и профилированным нажимным роликом, оснащенным гидравлическим нажимным механизмом. Повышается производительность. 1 з.п. ф-лы, 2 ил.
1. Машина для правки длинномерных стальных профилей, содержащая несколько профилированных правильных роликов, расположенных в два ряда в шахматном порядке, а также оппозитную пару роликов, расположенную на входе машины, отличающаяся тем, что оппозитная пара роликов образована первым со стороны входа в машину установленным стационарно правильным роликом и располагающимся оппозитно к правильному с возможностью перемещения профилированным нажимным роликом, при этом нажимной ролик оснащен гидравлическим нажимным механизмом.
2. Машина по п.1, отличающаяся тем, что в ней на выходе установлена оппозитная пара калибрующих роликов, образованная последним правильным роликом и профилированным нажимным роликом, оснащенным гидравлическим нажимным механизмом.
| СЛОНИМ А.С | |||
| и др | |||
| Правка листового и сортового металла | |||
| - М.: Металлургия, 1981, с.142 | |||
| Правильная машина для правки длинномерных заготовок | 1976 |
|
SU592480A1 |
| RU 2002130232 A, 10.02.1998 | |||
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165814C2 |
| US 20050081591 A1, 21.04.2005. | |||

