Изобретение относится к области металлургии, а именно к производству длинномерных стальных профилей, по части исправления дефектов формы (правке) профилей, возникших в процессе их производства или эксплуатации. К таким дефектам, прежде всего, относятся искажения формы и неточность размеров поперечного сечения, а также продольная кривизна.
Одним из аналогов предлагаемого изобретения является способ исправления формы и повышения точности размеров поперечного сечения длинномерных стальных профилей в блоке правильно-калибровочных клетей профилегибочного агрегата путем пропускания через ряд расположенных последовательно калибров, образованных оппозитными парами профилированных роликов (См., например, Королев А.А. Механическое оборудование прокатных и трубных цехов. М.: Металлургия, 1987, стр.455).
Недостатком этого способа является то, что при нем исправляются только искажения формы и неточность размеров поперечного сечения. Продольная кривизна профилей при этом исправляется незначительно или вообще не исправляется.
Другим аналогом предлагаемого изобретения является широко используемый в промышленности способ исправления продольной кривизны длинномерных профилей в многороликовой правильной машине путем многократных чередующихся по знаку изгибов при пропускании между двумя рядами профилированных правильных роликов, расположенных в шахматном порядке (См., например, Целиков А.И., Смирнов В.В. Прокатные станы. М.: Металлургиздат, 1958, стр.280).
Недостатком этого способа является то, что при нем искажения формы поперечного сечения профилей исправляются незначительно. Профили со значительными дефектами формы этим способом править вообще нельзя, поскольку они будут застревать в профилированных роликах машины.
Прототипом предлагаемого изобретения является способ исправления продольной кривизны длинномерных стальных профилей в многороликовой правильной машине, оснащенной задающими роликами, путем многократных чередующихся по знаку изгибов профилей при проталкивании с помощью оппозитной пары задающих роликов между двумя рядами профилированных правильных роликов, расположенных в шахматном порядке (См., например, Слоним А.З., Сонин А.Л. Правка листового и сортового металла. М.: Металлургия, 1981, стр.142).
При использовании способа-прототипа частично устраняются недостатки приведенных выше аналогов. Однако полностью устранить искажения формы поперечного сечения профилей способ-прототип не позволяет, так как профили со значительными искажениями формы этим способом править вообще нельзя, поскольку они будут застревать в профилированных правильных роликах машины.
Техническим результатом предлагаемого изобретения является разработка высокопроизводительного и эффективного способа одновременного исправления формы поперечного сечения и продольной кривизны (правки) длинномерных стальных профилей со значительными искажениями (дефектами) формы.
Технический результат достигается за счет того, что в предлагаемом способе правки каждый искаженный участок профилей в момент начала процесса исправления продольной кривизны путем многократных чередующихся по знаку изгибов подвергают процессу интенсивного исправления формы поперечного сечения в оппозитной паре профилированных роликов, установленной на входе в машину и оснащенной мощным гидравлическим нажимным механизмом. В результате появляется возможность протолкнуть профили с восстановленной формой поперечного сечения между двумя рядами профилированных правильных роликов, расположенных в шахматном порядке, и исправить их продольную кривизну. После исправления формы поперечного сечения и продольной кривизны длинномерные профили подвергают дополнительной корректировке формы и размеров поперечного сечения в оппозитной паре профилированных роликов, установленной на выходе из машины.
Схема предлагаемого способа изображена на фиг.1.
Предлагаемый способ осуществляется следующим образом. Длинномерные стальные профили со значительными искажениями (дефектами) формы подают в оппозитную пару роликов 1, 2, спрофилированных в соответствии с сечением стандартных профилей, установленную на входе в машину. В этих роликах участки профилей с искажениями формы интенсивно деформируют с помощью мощного гидронажимного механизма 3 и, таким образом, восстанавливают исходную (стандартную) форму их поперечного сечения.
Далее профили, с помощью той же оппозитной пары роликов, пропускают между двумя рядами профилированных правильных роликов 2, 4, 5, 6, 7, 8, расположенных в машине в шахматном порядке, подвергая многократным чередующимся по знаку изгибам. Таким образом, исправляют продольную кривизну профилей.
Процесс правки заканчивают дополнительной корректировкой формы и размеров («калибровкой») поперечного сечения профилей в оппозитной паре роликов 8, 9, установленной на выходе из машины.
Примером реализации предлагаемого способа является правка в промышленном объеме балок дорожных ограждений, изготовленных из специальных 3-образных профилей (ТУ-14-1-5312-95), поврежденных в результате автомобильных аварий, в специальной многороликовой правильной машине, оснащенной двумя оппозитными парами профилированных роликов.
В процессе правки в этой машине, сначала восстанавливают исходную форму поперечного сечения поврежденных участков балок в оппозитной паре роликов, установленной на входе в машину, затем исправляют продольную кривизну балок в правильных роликах, расположенных в машине в два ряда в шахматном порядке, а затем дополнительно корректируют форму и неточности размеров поперечного сечения балок в оппозитной паре роликов, установленной на выходе из машины.
До правки балки на отдельных поврежденных участках имеют значительные искажения формы поперечного сечения и продольную кривизну (χизг), достигающую 5,9 м-1 (что соответствует Rизг.=170 мм). После правки геометрия профиля балок полностью соответствует требованиям ГОСТ 2684-86 на дорожные ограждения; например, отклонения прямолинейности балок не превышают 2 мм/м, при требованиях ГОСТ - не более 3 мм/м. Восстановленные балки используются затем в дорожных ограждениях МКАД и других московских автомагистралей.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ПРАВКИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ПРОФИЛЕЙ | 2011 |
|
RU2459679C1 |
| СПОСОБ ПРАВКИ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2255825C1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Устройство для правки фасонных профилей | 1982 |
|
SU1058669A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2036035C1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| Многороликовая сортоправильная машина | 1973 |
|
SU479516A1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ПРАВКИ ПРОФИЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2403114C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| Способ термической обработки движу-щЕгОСя пРОКАТА | 1978 |
|
SU850683A1 |
Изобретение относится к производству длинномерных стальных профилей, а конкретнее - к исправлению дефектов формы профилей правкой. Каждый искаженный участок профилей в момент начала процесса исправления продольной кривизны путем многократных чередующихся по знаку изгибов подвергают процессу интенсивного исправления формы поперечного сечения в оппозитной паре профилированных роликов, установленной на входе в машину и оснащенной мощным гидравлическим нажимным механизмом. В результате появляется возможность протолкнуть профили с восстановленной формой поперечного сечения между двумя рядами профилированных правильных роликов, расположенных в шахматном порядке, и исправить их продольную кривизну. После исправления формы поперечного сечения и продольной кривизны длинномерные профили подвергают дополнительной корректировке формы и размеров поперечного сечения в оппозитной паре профилированных роликов, установленной на выходе из машины. Повышается качество длинномерных стальных профилей. 1 з.п. ф-лы, 1 ил.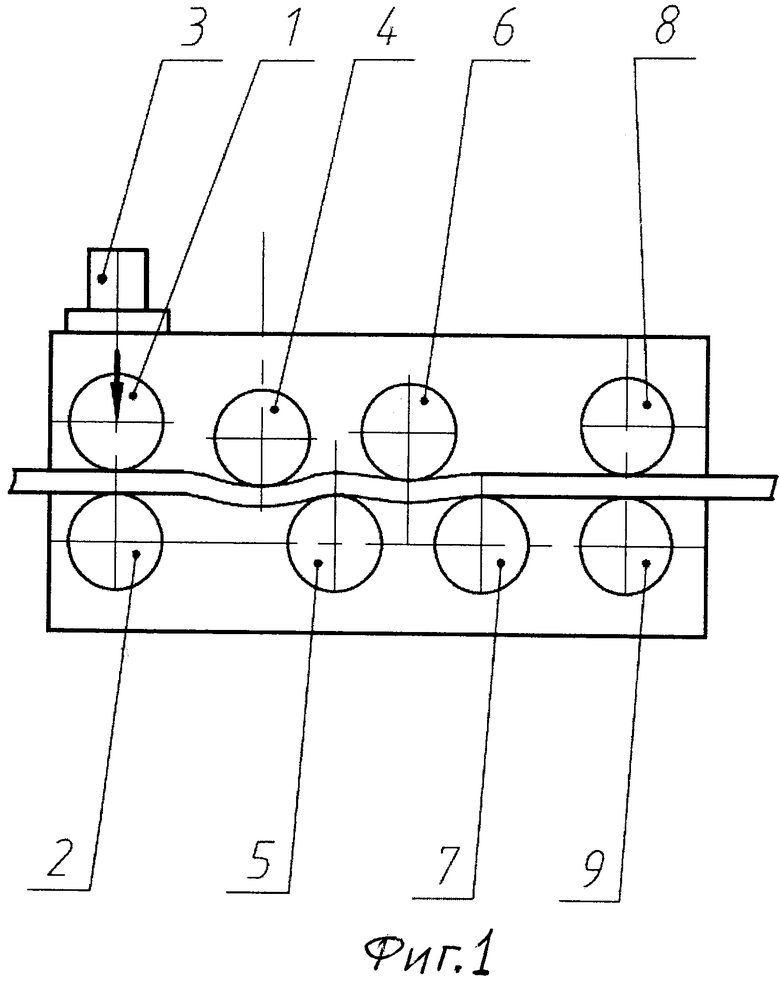
1. Способ правки длинномерных стальных профилей, включающий исправление продольной кривизны в многороликовой правильной машине путем многократных чередующихся по знаку изгибов при проталкивании между двумя рядами профилированных правильных роликов, расположенных в шахматном порядке, отличающийся тем, что каждый искаженный участок профилей в начале исправления продольной кривизны подвергают процессу изменения формы поперечного сечения в оппозитной паре профилированных роликов входного участка правильной машины путем воздействия на него гидравлического нажимного механизма.
2. Способ по п.1, отличающийся тем, что после исправления формы поперечного сечения и продольной кривизны профили подвергают дополнительной корректировке формы и размеров поперечного сечения в оппозитной паре профилированных роликов выходного участка правильной машины.
| СЛОНИМ А.С | |||
| и др | |||
| Правка листового и сортового металла | |||
| - М.: Металлургия, 1981, с.142 | |||
| Способ холодной правки длинномерных заготовок из профильного проката | 1984 |
|
SU1304957A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104108C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165814C2 |
| US 20050081591 A1, 21.04.2005. | |||

