Известна машина для правки фасонного проката, содержащая последовательно установленные на станине две группы приводных роликов, имеющих общий прив-од, « оси вращения, расположенные в двух взаимно перпендикуляриых направлениях и позволяющих править изделия в двух взаимно перпендикулярных -направлениях.
Повыщение качества правки проката с асимметричным сечением обеспечивается за счет того, что предлагаемая мащина снабжена группой поворотных обойм, выполненных в виде пары приводных роликов с осью вращения в плоскости, перпендикулярной оси правки.
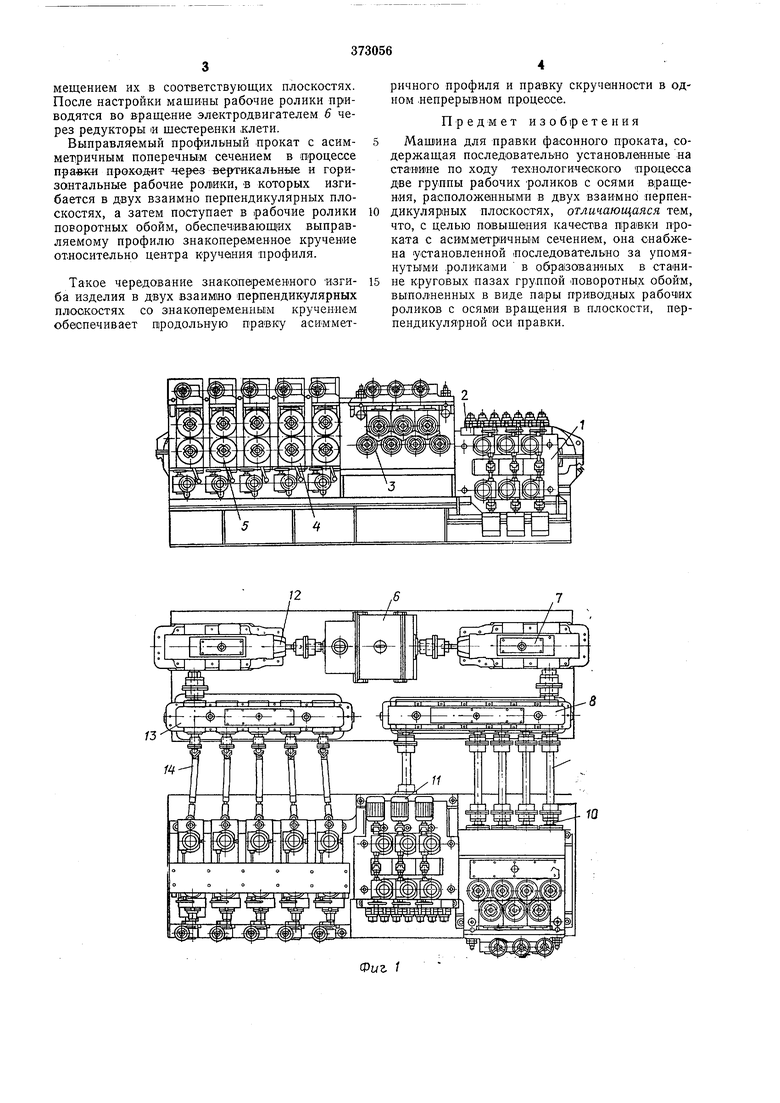
На фиг. 1 представлена конструктивная схема описываемой мащияы; на фиг. 2 - разрез по поворатной обойме.
Мащина содержит станину У, в которой установлено семь вертикальных правильных роликов 2, семь горизонтальных правильных роликов 3 и пять поворотных обоим 4, каждая из которых содержит пару оппозитных роликов 5 и имеет возможность поворота в круговых пазах станины вокруг продольной оси (центра тяжести) выправляемого профиля.
Для привода рабочих роликов установлен электродвигатель 6 с двумя выходными концами, один из которых через коническо-цил индрический редуктор 7, щестеренную клеть S и муфты с промежуточными валами 9 связан
с приводными валами 10 и // соответственно горизонтальных и вертикальных роликов, а второй через редуктор 12, щестеренную клеть 13 и универсальные шпиндели 14 - с приводными валами /б роликов поворотных обойм.
Для регулирования расстояния между осями вращения оппозитных роликов (фиг. 2) в каждой обойме предусмотрены нажимные винты 16, гайки /7 и червячйые редукторы 18.
При помощи аналогичных механизмов предусмотрено перемещение трех вертикальных и трех горизонтальных роликов. Повор.от обойм осуществляется с ломощью червячных секторов 19 и установленных в корпусе станины червяков 20. Для облегчения поворота на валах червяков 20 установлены редукторы 2/ с маховичками 22.
Мащина работает следующим образом. Оппозитные ролики 5 поворотных обойм 4 при помощи червячных редукторов 18 и нажимных винтов 16 устанавливаются так, что между ними образуется зазор, соответствующий толщине выправляемого профиля. Затем все пять поворотных обойм посредством червячных редукторов 2/, червяков 20 и секторов 19 разворачивают в разные стороны по отнощению одна к другой на некоторые углы вокруг центра кручения профиля (центра тяжести).
Настройки трех верхних горизонтальных и трех вертикальных роликов производят перемещением их в соответствующих плоскостях. После настройки машины рабочие ролики приводятся во вращение электродвигателем 6 через редукторы (И щестеренки клети.
Выправляемый профильный прокат с асимметричным поперечным сечением в процессе правки прохч5днт через вертикальные и горизонтальные рабочие ролики, в которых изгибается в двух взаимно перпендикулярных плоскостях, а затем поступает в рабочие ролики поворотных обойм, обеспечйвающ1их выправляемому профилю знакопеременное крученое относительно центра кручания профиля.
Такое чередование зна копеременного -изгиба изделия в двух взаим1но перпендикулярных плоскостях со энакапе(реме,нны1м кручением обеспечивает продольную правку асимметричного профиля и правку скрученности в одном .непрерывном процессе.
Предмет изоб|ретения
Мащ1ина для правки фасонного проката, содержащая последовательно установленные на стаН1И1не по ходу технологического процесса две группы рабочих роликов с осями вращения, расположенными в двух взаимно перпендикулярных плоскостях, отличающаяся тем, что, с целью п-авышвния качества правки проката с асимметричным сечением, она снабжена установленной последовательно за упомянутьгм и роликами в обра1301ванных в станине круговых пазах группой поворотных обойм, выполненных в виде пары ггрнводных рабочих роликов с осями вращения в плоскости, перпендикулярной оси правки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРОЛИКОВАЯ СОРТОПРАВИЛЬНАЯ МАШИНА | 1972 |
|
SU342711A1 |
| Машина для правки труб и прутков | 1976 |
|
SU677787A1 |
| Устройство для правки проката | 1983 |
|
SU1139533A1 |
| Устройство для правки фасонных профилей | 1982 |
|
SU1058669A1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Рельсоправильный комплекс | 2019 |
|
RU2718024C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Станок бесцентрово-доводочный | 1985 |
|
SU1311910A1 |

