Изобретение в общем случае относится к непрерывной разливке металлов. Говоря более конкретно, изобретение относится к защите реакционно-способных металлов от вступления в реакцию с атмосферой при их нахождении в расплавленном состоянии или при повышенных температурах. В частности, изобретение относится к использованию расплавленного материала, такого как жидкое стекло, для получения барьерного слоя, предотвращающего попадание атмосферы в плавильную камеру плавильной печи непрерывного действия, и для нанесения на отливку из металла, полученную из таких металлов, покрытия, защищающего отливку из металла от воздействия атмосферы.
Способы плавки в подовых печах - электронно-лучевая очистка в печи с холодным подом (EBCHR) и плазменно-дуговая очистка в печи с холодным подом (PACHR) - первоначально разработали для улучшения качества титановых сплавов, используемых для изготовления вращающихся компонентов реактивного двигателя. Улучшение качества в условиях эксплуатации главным образом связано с удалением вредных частиц, таких как включения высокой плотности (ВВП) и твердые альфа-частицы. Недавние варианты использования как EBCHR, так и PACHR в большей степени имеют целью уменьшение затрат. Некоторые способы уменьшения затрат заключаются в увеличении степени гибкости при использовании различных форм поступающих материалов, в создании одностадийного способа плавки (обычно используемая плавка титана, например, требует наличия двух или трех стадий плавки) и в обеспечении получения повышенного выхода продукции.
Титан и другие металлы обладают высокой реакционной способностью, и поэтому их необходимо плавить в вакууме или в инертной атмосфере. В случае электронно-лучевой очистки в печи с холодным подом (EBCHR) в плавильной и литейной камерах печи выдерживают состояние высокого вакуума для того, чтобы сделать возможной эксплуатацию электронно-лучевых пушек. В случае плазменно-дуговой очистки в печи с холодным подом (PACHR) для получения плазмы плазменно-дуговые горелки используют инертный газ, такой как гелий или аргон (обычно гелий), и поэтому атмосфера в печи главным образом, состоит из парциального или положительного избыточного давления газа, используемого в плазменных горелках. В любом случае загрязнение камеры печи кислородом или азотом, которые вступают в реакцию с расплавленным титаном, может вызвать образование в отливке из титана твердых альфа-дефектов.
Для того чтобы сделать возможным извлечение отливки из печи при минимальном прерывании процесса разливки и без загрязнения плавильной камеры кислородом и азотом или другими газами, в современных печах используют камеру отбора. Во время процесса разливки удлиняющаяся отливка выдвигается из нижней части формы через отсечной шибер в камеру отбора. При достижении желательной или максимальной длины отливки ее полностью отбирают из формы через отсечной шибер в камеру отбора. После этого отсечной шибер закрывают для отделения камеры отбора от плавильной камеры печи, камеру отбора выводят из-под печи и отливку извлекают.
Несмотря на их функциональность таким печам свойственно несколько ограничений. Во-первых, максимальная длина отливки ограничена длиной камеры отбора. В дополнение к этому, разливку необходимо прекращать во время процесса удаления отливки из печи. Таким образом, такие печи делают возможными непрерывные операции плавления, но не позволяют проводить непрерывную разливку. Кроме того, верхняя часть отливки обычно будет включать усадочные поры (усадочные раковины), которые формируются при охлаждении отливки. Контролируемое охлаждение верхней части отливки, известное под названием «утепление прибыльной надставки», может привести к уменьшению данных раковин, но утепление прибыльной надставки представляет собой длительный процесс, который уменьшает производительность. Верхняя часть отливки, включающая усадочные поры или раковины, является непригодным для использования материалом, что приводит к потере выхода продукции. Кроме того, имеет место и дополнительная потеря выхода продукции, обусловленная наличием «ласточкина хвоста» в нижней части отливки, который обеспечивает соединение с толкателем для отбора.
Настоящее изобретение исключает или существенно снижает значение данных проблем благодаря использованию затворной аппаратуры, что делает возможной непрерывную разливку титана, специальных сплавов, тугоплавких металлов и других реакционно-способных металлов, в результате чего отливка в форме слитка, болванки, сляба и тому подобного может выдвигаться из внутреннего пространства плавильной печи непрерывного действия во внешнее пространство без появления у воздуха или другой внешней атмосферы возможности попадания в камеру печи.
Настоящее изобретение предлагает аппаратуру, включающую форму непрерывного действия, приспособленную для производства отливки из металла, имеющей внешнюю поверхность; жидкую ванну материала покрытия, расположенную ниже формы и приспособленную для нанесения покрытия расплавленного материала на внешнюю поверхность отливки из металла для производства отливки из металла с реакционным покрытием; режущее устройство, расположенное ниже жидкой ванны и приспособленное для разрезания отливки из металла с реакционным покрытием, которая тянется вниз от формы, для получения отрезанных участков отливки из металла с реакционным покрытием.
Настоящее изобретение также обеспечивает устройство, включающее форму непрерывного действия, приспособленную для производства отливки из металла, имеющей внешнюю поверхность; жидкую ванну материала покрытия, расположенную ниже формы и приспособленную для нанесения покрытия расплавленного материала на внешнюю поверхность отливки из металла для производства отливки из металла с реакционным покрытием; проход для отливки из металла, тянущийся от смежной формы до смежной жидкой ванны и приспособленный для движения отливки из металла там от формы до жидкой ванны; первый источник тепла, расположенный ниже формы вышеупомянутой жидкой ванны и примыкающий к проходу, посредством чего первый источник тепла приспособлен для нагревания отливки из металла, поскольку она движется вдоль прохода. Настоящее изобретение далее обеспечивает устройство, включающее форму непрерывного действия, приспособленную для производства отливки из металла, имеющей внешнюю поверхность; жидкую ванну материала покрытия, расположенную ниже формы и приспособленную для нанесения покрытия расплавленного материала на внешнюю поверхность отливки из металла, чтобы получить отливку из металла с реакционным покрытием; источник материала макрочастиц и раздаточное устройство для распределения материала макрочастиц в области, примыкающей к жидкой ванне.
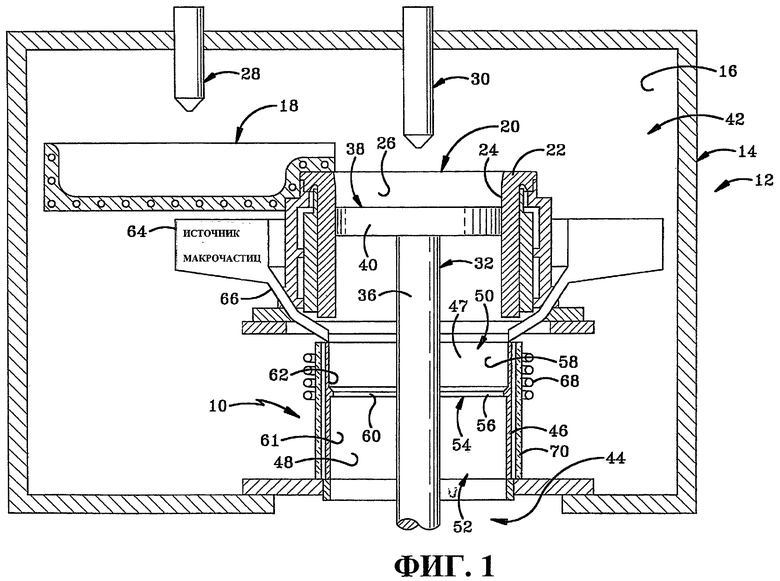
Фиг.1 представляет собой вид в разрезе для затвора настоящего изобретения при использовании вместе с плавильной печью непрерывного действия.
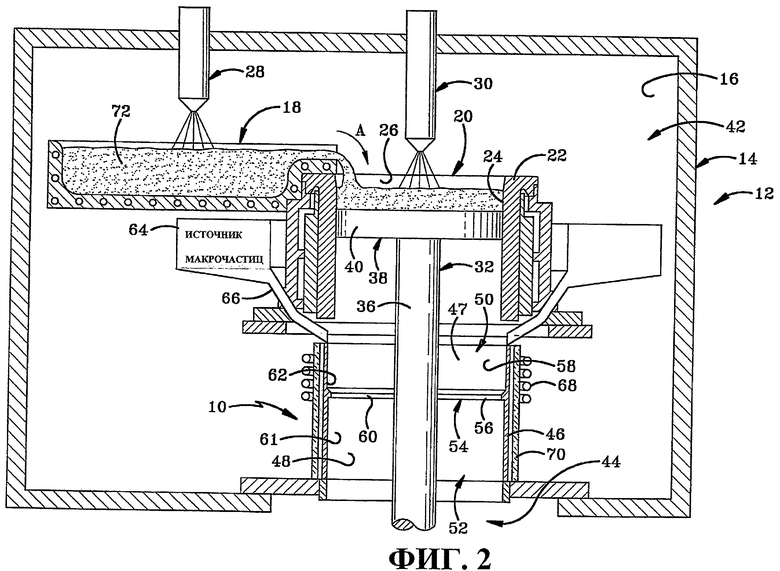
Фиг.2 подобна Фиг.1 и демонстрирует начальную стадию получения слитка при перетекании расплавленного материала из пода печи плавления/очистки в форму и его нагревании под действием источников тепла поверх каждого из элементов, выбираемых из пода печи и формы.
Фиг.3 подобна Фиг.2 и демонстрирует последующую стадию получения слитка, когда слиток опускается на подъемнике в зону затвора.
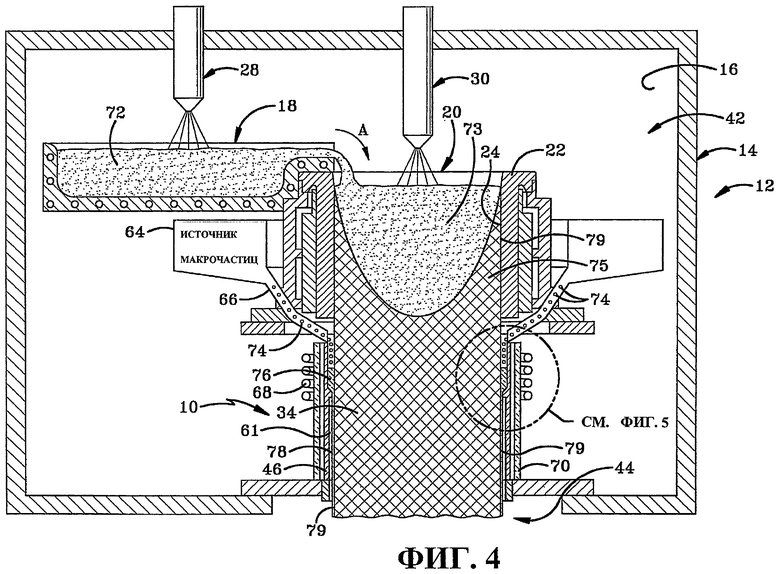
Фиг.4 подобна Фиг.3 и демонстрирует последующую стадию получения слитка и получение на слитке покрытия из стекла.
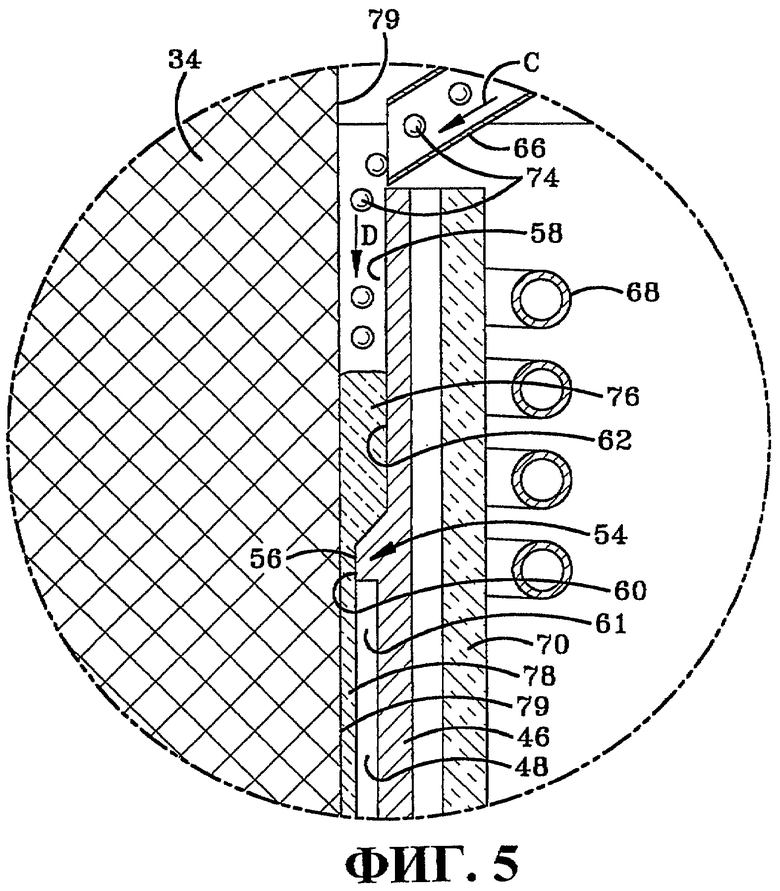
Фиг.5 представляет собой увеличенное изображение обведенной кружком части Фиг.4 и демонстрирует поступление частиц стекла в резервуар для жидкого стекла и образование покрытия из стекла.
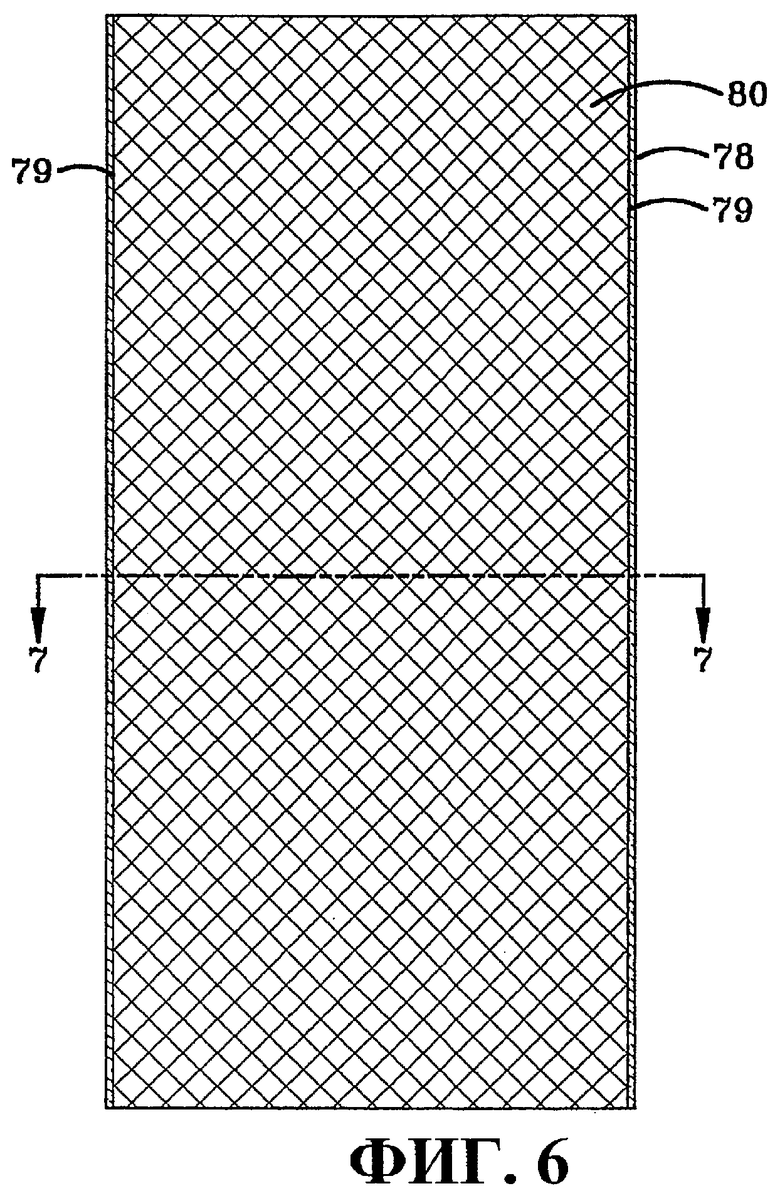
Фиг.6 представляет собой вид в разрезе для слитка после удаления из плавильной камеры печи, демонстрирующий покрытие из стекла на внешней поверхности слитка.
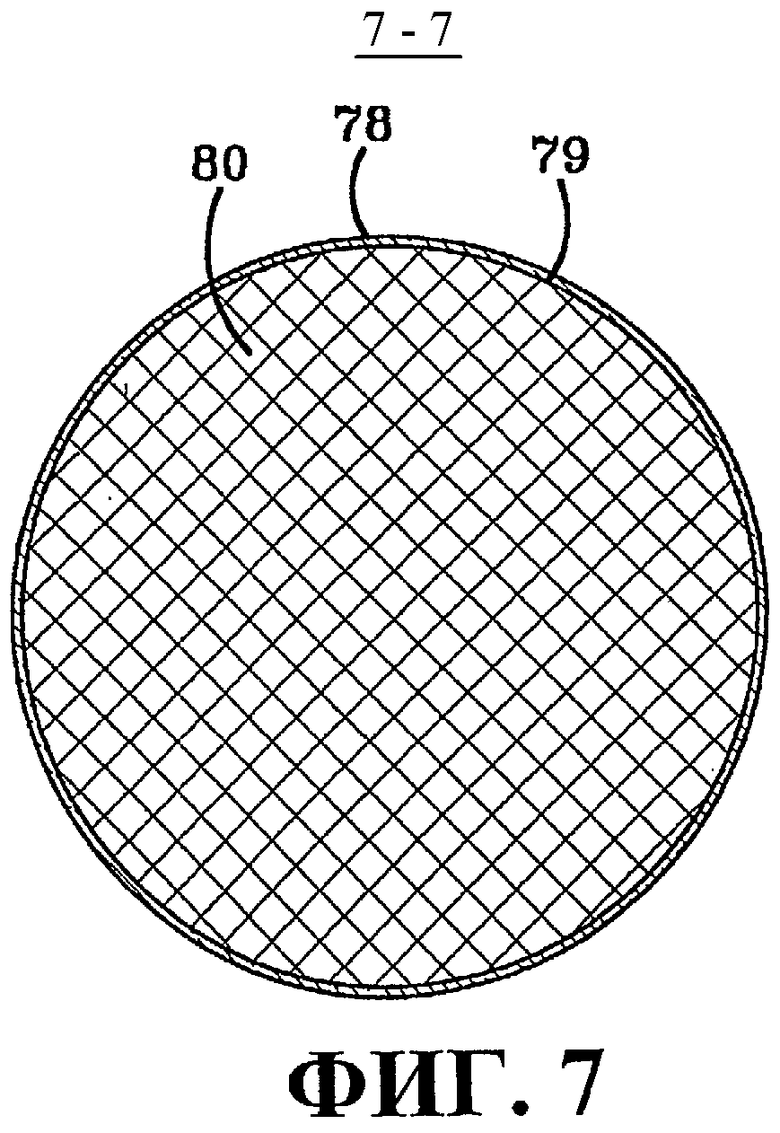
Фиг.7 представляет собой вид в разрезе, полученный по линии 7-7 Фиг.6.
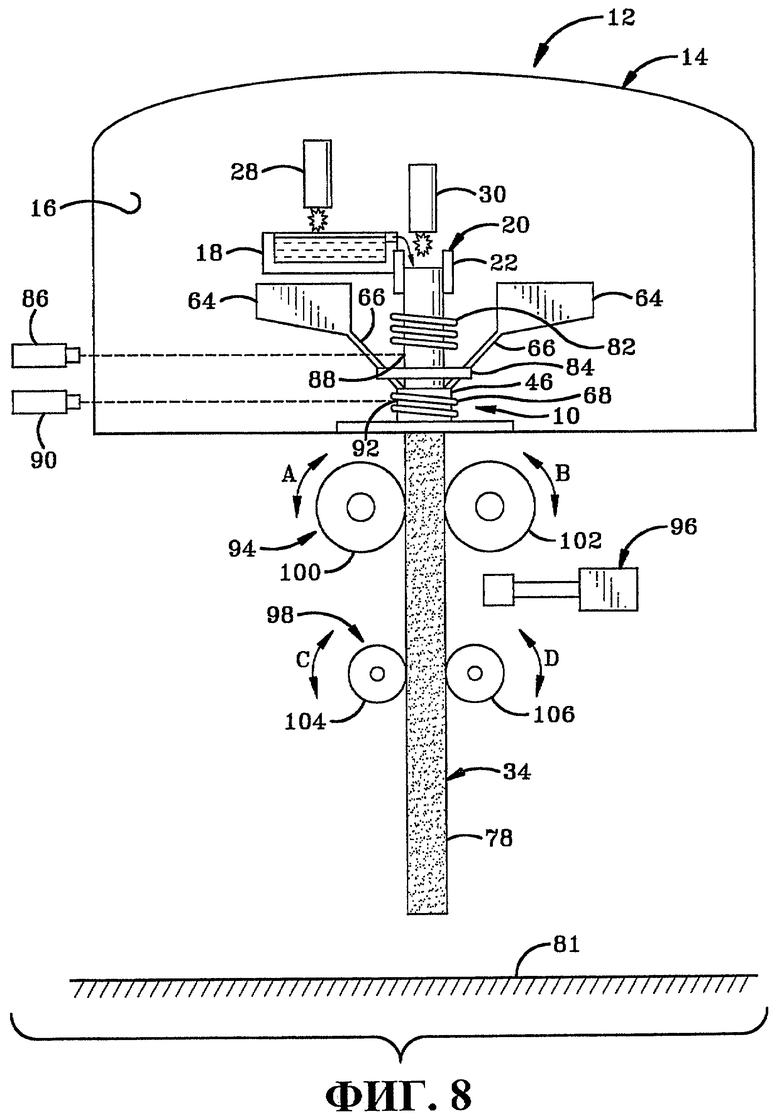
Фиг.8 - схематическая вертикальная проекция плавильной печи непрерывного действия настоящего изобретения, показывающая устройство передвижения слитка или подъемник, устройство для разрезания слитка и устройство управления недавно полученной отливкой из металла с реакционным покрытием, тянущейся вниз снаружи камеры плавления, и поддерживаемой устройством передвижения слитка и устройством управления слитком.
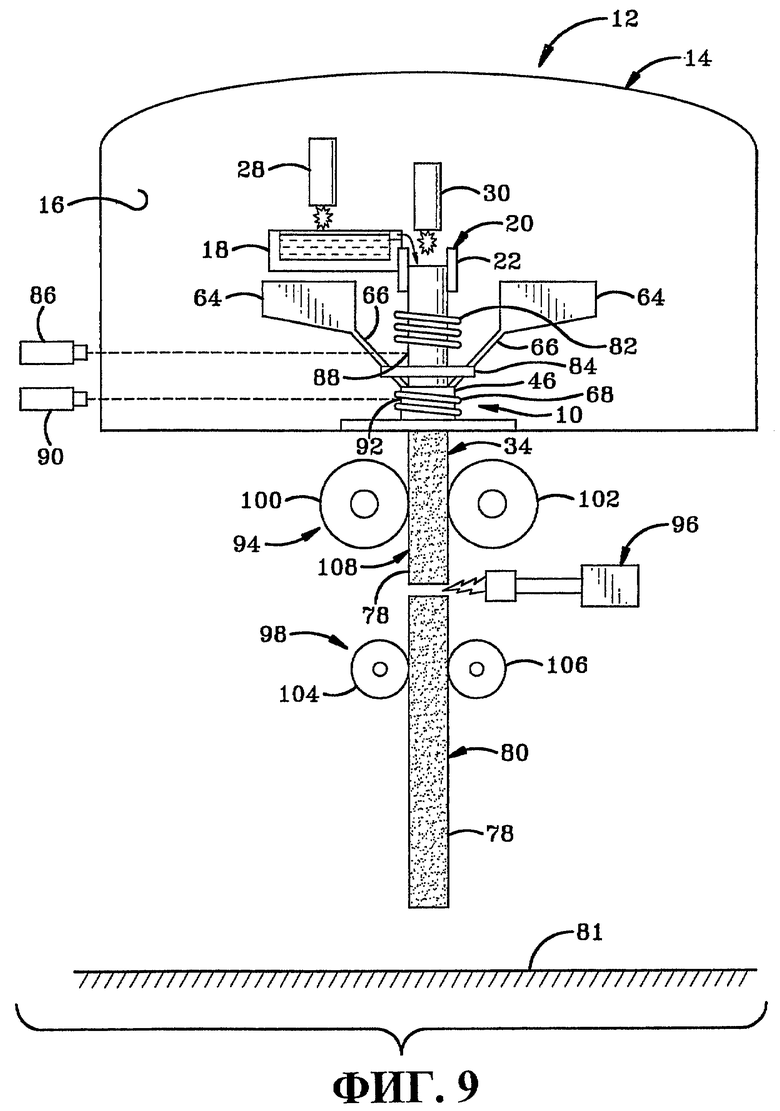
Фиг.9 подобна Фиг.8 и показывает участок отливки из металла с реакционным покрытием, разрезаемый режущим устройством.
Фиг.10 подобна Фиг.9 и показывает отрезанный участок, опущенный вниз для удобства перемещения.
Одинаковые номера имеют отношения к одинаковым номерам на всех чертежах.
Согласно данному изобретению затвор печи в общем случае обозначается позицией 10 на Фиг.1-5 при использовании вместе с плавильной печью непрерывного действия 12. Печь 12 включает стенку камеры 14, которая охватывает плавильную камеру 16, внутри которой располагается затвор 10. В плавильной камере 16 печь 12 дополнительно включает под 18 плавления/очистки печи, через текучую среду находящийся в сообщении с формой 20, имеющей по существу цилиндрическую боковую стенку 22 с по существу цилиндрической внутренней поверхностью 24, образующей в ограниченном ею пространстве полость формы 26. Источники тепла 28 и 30 располагаются, соответственно, выше пода 18 плавления/очистки печи и формы 20 для нагревания и плавления реакционно-способных металлов, таких как титан и специальные сплавы. Источниками тепла 28 и 30 предпочтительно являются плазменные горелки, хотя могут быть использованы и другие подходящие источники тепла, такие как индукционный и резистивный нагреватели.
Печь 12 дополнительно включает толкатель 32 для подъема или отбора, предназначенный для опускания отливки 34 из металла (Фиг.2-4). Возможно использование любого подходящего устройства отбора. Отливка 34 из металла может иметь любую подходящую форму, такую как круглый слиток, прямоугольный сляб и тому подобное. Толкатель 32 включает удлиненную штангу 36 с опорой формы 38 в виде по существу цилиндрической пластины, установленной поверх штанги 36. Опора формы 38 имеет по существу цилиндрическую внешнюю поверхность 40, которая плотно примыкает к внутренней поверхности 24 формы 20, когда толкатель 32 перемещается в вертикальном направлении. Во время проведения операции плавильная камера 16 содержит атмосферу 42, которая не обладает реакционной способностью по отношению к реакционно-способным металлам, таким как титан и специальные сплавы, которые могут быть расплавлены в печи 12. Для формирования нереакционно-способной атмосферы 42 можно применять инертные газы, в особенности при использовании плазменных горелок, вместе с которыми зачастую используют гелий или аргон, наиболее часто первый из них. Вне стенки камеры 14 находится атмосфера 44, которая обладает реакционной способностью по отношению к реакционно-способным металлам, находящимся в нагретом состоянии.
Затвор 10 имеет конфигурацию, предотвращающую попадание реакционно-способной атмосферы 44 в плавильную камеру 16 во время непрерывной разливки реакционно-способных металлов, таких как титан и специальные сплавы. Затвор 10 также имеет конфигурацию, защищающую отливку из нагретого металла 34 при ее поступлении в реакционно-способную атмосферу 44. Затвор 10 включает стенку прохода или стенку отверстия 46, имеющую по существу цилиндрическую внутреннюю поверхность 47, в ограниченном ею пространстве образующую проход 48, который имеет впускное отверстие 50 и выпускное отверстие 52. Стенка отверстия 46 включает выходящий вовнутрь кольцевой фланец 54, имеющий внутреннюю поверхность или окружность 56. Внутренняя поверхность 47 стенки отверстия 46, примыкающей к впускному отверстию 50, образует увеличенную или расширенную секцию 58 прохода 48, в то время как фланец 54 формирует суженную секцию 60 прохода 48. Ниже кольцевого фланца 54 внутренняя поверхность 47 стенки отверстия 46 образует увеличенную выходную секцию 61 прохода 48.
Как следует далее, во время эксплуатации печи 12 в увеличенной секции 58 прохода 48 формируется резервуар 62 для расплавленного материала, такого как жидкое стекло. Источник 64 макрочастиц частиц стекла или другого подходящего для использования плавкого материала, такого как расплавленная соль или шлаки, находится в сообщении с механизмом питателя 66, который находится в сообщении с резервуаром 62. Затвор 10 также может включать источник тепла 68, который может включать индукционную катушку, резистивный нагреватель или другой подходящий источник тепла. В дополнение к этому, для содействия сохранению температуры затвора вокруг затвора 10 можно расположить изолирующий материал 70.
Эксплуатацию печи 12 и затвора 10 далее описывают со ссылкой на Фиг.2-5.
На Фиг.2 показан источник тепла 28, применяемый для плавления реакционно-способного металла 72 в поду 18 плавления/очистки печи. Расплавленный металл 72 перетекает так, как показывает стрелка А, в полость формы 26 у формы 20 и первоначально выдерживается в расплавленном состоянии в результате функционирования источника тепла 30.
На Фиг.3 показан толкатель 32, отводимый вниз так, как показывает стрелка В, по мере того, как дополнительное количество расплавленного металла 72 будет перетекать из пода печи 18 в форму 20. Верхнюю часть 73 металла 72 выдерживают в расплавленном состоянии под действием источника тепла 30, в то время как нижние части 75 металла 72 начинают охлаждаться с образованием начальных частей отливки 34. Стенка с водяным охлаждением 22 формы 20 облегчает затвердевание металла 72 до получения отливки 34 по мере того, как толкатель 32 будут отводить вниз. Приблизительно в то самое время, когда отливка 34 попадет в суженную секцию 60 (Фиг.2) прохода 48, из источника 64 через механизм питателя 66 в резервуар 62 подадут частицы стекла 74. Тогда, когда отливка 34 достаточно охладится для частичного затвердевания, обычно она еще будет достаточно горячей для плавления частиц стекла 74 до получения жидкого стекла 76 в резервуаре 62, который ограничен внешней поверхностью 79 отливки 34 и внутренней поверхностью 47 стенки отверстия 46. При необходимости можно применять источник тепла 68, обеспечивающий подвод дополнительного тепла через стенку отверстия 46 для содействия плавлению частиц стекла 74 в целях обеспечения наличия достаточного источника жидкого стекла 76 и/или содействия сохранению жидкого стекла в расплавленном состоянии. Жидкое стекло 76 заполняет пространство в резервуаре 62 и суженной части 60, формируя барьерный слой, который предотвращает попадание в плавильную камеру 16 внешней реакционно-способной атмосферы 44 и прохождение реакции между ней и расплавленным металлом 72. Кольцевой фланец 54 ограничивает нижний край резервуара 62 и уменьшает зазор или просвет между внешней поверхностью 79 отливки 34 и внутренней поверхностью 47 стенки отверстия 46. Сужение прохода 48 фланцем 54 делает возможным накапливание жидкого стекла 76 в резервуаре 62 (Фиг.2). Скопление жидкого стекла 76 в резервуаре 62 охватывает отливку из металла 34, находясь в контакте с ее внешней поверхностью 79, с образованием кольцевого скопления, которое является по существу цилиндрическим внутри прохода 48. Таким образом, скопление жидкого стекла 76 формирует жидкостной затвор. После формирования данного затвора можно открыть днище (не показано), которое отделяет нереакционно-способную атмосферу 42 от реакционно-способной атмосферы 44, что делает возможным отбор отливки 34 из камеры 16.
По мере того как отливка 34 продолжит перемещаться вниз так, как это показано на Фиг.4-5, жидкое стекло 76 будет формировать покрытие для внешней поверхности 79 отливки 34 тогда, когда она будет проходить через резервуар 62 и суженную секцию 60 прохода 48. Суженная секция 60 обеспечивает уменьшение толщины или сужение слоя жидкого стекла 76, примыкающего к внешней поверхности 79 отливки 34, что позволяет контролировать толщину слоя стекла, которое покидает проход 48 вместе с отливкой 34. После этого жидкое стекло 76 достаточно охлаждается для затвердевания в форме покрытия из твердого стекла 78 на внешней поверхности 79 отливки 34. Покрытие из стекла 78 в жидком и твердом состояниях обеспечивает получение защитного барьерного слоя, предотвращающего прохождение реакции между реакционно-способным металлом 72, формирующим отливку 34, и реакционно-способной атмосферой 44 в то время, когда отливка 34 будет все еще нагрета до температуры, достаточной для возможного протекания такой реакции. Покрытие 78 также обеспечивает наличие барьерного слоя для окисления при меньших температурах.
Фиг.5 более четко демонстрирует частицы стекла 74, перемещающиеся через механизм питателя 66 так, как показывает стрелка С, в увеличенную секцию 58 прохода 48 и в резервуар 62, где частицы стекла 74 плавятся до получения жидкого стекла 76.
Фиг.5 также демонстрирует образование покрытия из жидкого стекла в суженной секции 60 прохода 48 по мере того, как отливка 34 перемещается сверху вниз. Фиг.5 также демонстрирует свободное пространство в промежутке между покрытием из стекла 78 и стенкой отверстия 46 в увеличенной выпускной секции 61 прохода 48 тогда, когда отливка 34 с покрытием 78 перемещается через секцию 61.
Как только отливка 34 выйдет из печи 12 в достаточной степени, часть отливки 34 можно отрезать и получить слиток 80 любой желательной длины, как это продемонстрировано на Фиг.6. Как видно на Фиг.6 и 7, покрытие из твердого стекла 78 покрывает всю окружность слитка 80.
Таким образом, затвор 10 обеспечивает наличие механизма, предотвращающего попадание реакционно-способной атмосферы 44 в плавильную камеру 16, а также защищает отливку 34 в форме слитка, болванки, сляба и тому подобного от воздействия реакционно-способной атмосферы 44 в то время, когда отливка 34 будет все еще нагрета до температуры, при которой она все еще будет обладать реакционной способностью по отношению к атмосфере 44. Как отмечалось ранее, внутренняя поверхность 24 формы 20 является по существу цилиндрической для того, чтобы обеспечить получение по существу цилиндрической отливки 34. Подобным же образом по существу цилиндрической является внутренняя поверхность 47 стенки отверстия 46 для того, чтобы обеспечить получение достаточного пространства для резервуара 62 и пространства в промежутке между отливкой 34 и внутренней поверхностью 56 фланца 54, что позволит получить затвор, а также покрытие надлежащей толщины на отливке 34 во время ее перемещения сверху вниз. Тем не менее, жидкое стекло 76 способно формировать затвор с широким ассортиментом форм поперечного сечения, отличных от цилиндрической. Формы поперечного сечения внутренней поверхности формы и внешней поверхности отливки предпочтительно являются по существу теми же самыми, что и форма поперечного сечения внутренней поверхности стенки отверстия, в особенности внутренней поверхности выступающего вовнутрь кольцевого фланца, для того, чтобы пространство в промежутке между отливкой и фланцем было бы достаточно малым для обеспечения получения в резервуаре жидкого стекла и достаточно расширенным для получения из стекла покрытия, достаточно толстого для предотвращения прохождения реакции между горячей отливкой и реакционно-способной атмосферой вне печи. Для получения отливки из металла с размерами, подходящими для перемещения через проход, форма поперечного сечения внутренней поверхности формы имеет размеры, меньшие, чем те, что имеются у внутренней поверхности стенки отверстия.
У затвора 10 и печи 12 могут быть сделаны дополнительные изменения, которые все еще будут попадать в объем настоящего изобретения. Например, печь 12 может состоять из более чем одной плавильной камеры, так что материал 72 будут расплавлять в одной камере и перепускать в отдельную камеру, где располагается форма для непрерывной разливки, из которой проход ведет во внешнюю атмосферу. В дополнение к этому, проход 48 может быть укорочен для исключения или по существу исключения его увеличенной выпускной секции 61. Кроме того, резервуар, вмещающий расплавленные стекло или другой материал, можно сформировать вне прохода 48, и первый через текучую среду может находиться в сообщении с последним, благодаря чему расплавленный материал получает возможность перетекать в проход, подобный проходу 48, для того, чтобы обеспечить создание затвора, предотвращающего попадание в печь внешней атмосферы и позволяющего получать покрытие на внешней поверхности отливки из металла тогда, когда она будет проходить через проход. В таком случае механизм питателя будет находиться в сообщении с данным альтернативным резервуаром, обеспечивая возможность поступления твердого материала в резервуар для плавления в нем. Таким образом, в качестве места плавления твердого материала может быть предусмотрен альтернативный резервуар. Однако резервуар 62 затвора 10 является более простым и облегчает плавление материала при использовании тепла отливки из металла тогда, когда она будет проходить через проход.
Затвор настоящего изобретения обеспечивает достижение повышенной производительности, поскольку длина отливки может быть получена при резке вне печи в то время, как процесс разливки будет продолжаться непрерывно. В дополнение к этому, улучшается выход продукции, поскольку часть каждой отливки, которая оказывается обнажена при резке, не включает усадочных пор или усадочных раковин, а нижняя часть отливки не имеет «ласточкина хвоста». В дополнение к этому, поскольку у печи камера отбора отсутствует, длина отливки такой камерой не ограничивается, и, таким образом, отливка может иметь любую длину, которую возможно будет произвести. Кроме того, в результате использования надлежащего типа стекла покрытие из стекла на отливке может обеспечить наличие смазки для последующего экструдирования отливки. Кроме того, покрытие из стекла на отливке может обеспечить наличие барьерного слоя при последующем нагревании отливки перед ковкой, что предотвратит прохождение реакции между отливкой и кислородной или другой атмосферой.
Несмотря на то что предпочтительный вариант реализации затвора настоящего изобретения был описан при использовании для получения покрытия из стекла материала частиц стекла, для получения затвора и покрытия из стекла могут быть использованы и другие материалы, такие, например, как расплавленная соль или шлаки.
Настоящие устройство и способ являются в особенности подходящими для использования в случае высокореакционно-способных металлов, таких как титан, который обладает очень высокой реакционной способностью по отношению к атмосфере вне плавильной камеры, если реакционно-способный металл будет находиться в расплавленном состоянии. Однако способ является подходящим для использования для любого класса металлов, например специальных сплавов, где барьерный слой необходим для удержания внешней атмосферы вне плавильной камеры в целях предотвращения воздействия внешней атмосферы на расплавленный металл.
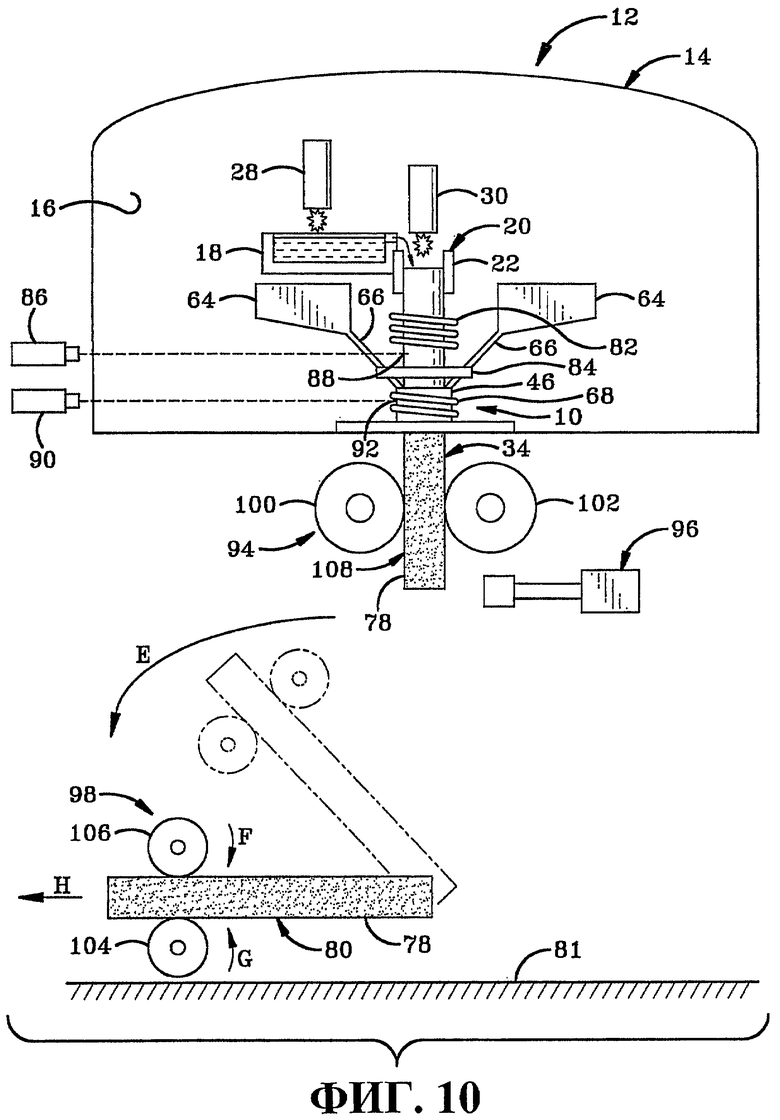
На Фиг.8 показана плавильная печь непрерывного действия 12. Печь 12 показана в поднятом положении относительно пола 81 производственного или подобного помещения. Внутри плавильной камеры 16 печь 12 включает дополнительный источник тепла в виде индукционной катушки 82, которая расположена ниже формы 20 и выше стенки отверстия 46. Индукционная катушка 82 окружает проход, через который отливка из металла 34 проходит в течение своего пути к проходу внутри стенки отверстия 46. Таким образом, в течение операции, индукционная катушка 82 окружает отливку из металла 34 и располагается смежно с внешней поверхностью отливки из металла для управления нагреванием отливки из металла 34 до заданной температуры для ее введения в проход, в котором расположена расплавленная ванна.
Также в пределах плавильной камеры 16 находится охлаждающее устройство в виде охлаждаемой водой трубы 84, которая используется для охлаждения механизма питателя 66 распределителя материала макрочастиц, чтобы препятствовать плавлению материала макрочастиц внутри механизма питателя 66. Труба 84 является по существу круглым кольцом, которое располагается снаружи отливки из металла 34 и механизма питателя 66, чтобы обеспечить теплопередачу между трубой 84 и механизмом питателя 66 для его охлаждения.
Печь 12 далее включает температурный датчик в виде оптического пирометра 86 для определения температуры внешней поверхности отливки из металла 34 в области определения нагрева 88, расположенной ниже индукционной катушки 82 и выше стенки отверстия 46. Печь 12 далее включает второй оптический пирометр 90 для определения температуры в другой области определения нагрева 92 на стенке отверстия 46, посредством чего пирометр 90 может определять температуру расплавленного материала в резервуаре 62.
Снаружи и ниже нижнего поддона стенки камеры 14 печь 12 включает систему движения отливки или подъемник 94, режущее устройство 96 и устройство удаления 98. Подъемник 94 предназначен для опускания, подъема или остановки движения отливки из металла 34 по необходимости. Подъемник 94 включает первый и второй подъемные ролики 100 и 102, которые разделены друг от друга по обе стороны и способны вращаться в различных направлениях, как указано стрелками А и В, чтобы обеспечить движение в разных направлениях отливки из металла 34. В течение операции ролики 100 и 102 находятся друг от друга на расстоянии, приблизительно равном диаметру отливки из металла с реакционным покрытием 78. Режущее устройство 96 расположено ниже роликов 100 и 102 и предназначено, чтобы разрезать отливку из металла 34 и покрытие 78. Режущее устройство 96 является обычным газовым резаком, хотя могут использоваться и другие подходящие режущие устройства. Устройство удаления 98 включает первый и второй ролики удаления 104 и 106, которые разделены друг от друга по обе стороны так же, как ролики 100 и 102, и аналогично находятся в контакте с покрытием 78 отливки из металла, поскольку она перемещается между ними. Ролики 104 и 106 способны вращаться в различных направлениях, как обозначено стрелками С и D.
Дополнительные аспекты работы печи 12 описаны со ссылкой на Фиг.8-10. На Фиг.8 показано как расплавленный металл льют в форму 20, как было ранее описано, чтобы получить отливку из металла 34. Отливка из металла 34 затем движется вниз по проходу от формы 20 через внутреннее пространство, определенное индукционной катушкой 82, и по проходу, определенному стенкой отверстия 46. Индукционные катушки 82 и 68 и пирометры 86 и 90 являются частью системы управления для обеспечения оптимальных условий получения жидкой ванны в пределах резервуара 62, чтобы получить жидкий затвор и материал покрытия, который в конечном счете формирует защитное покрытие 78 на отливке из металла 34. Более подробно, пирометр 86 определяет температуру в области 88 на внешней поверхности отливки из металла 34, в то время как пирометр 90 определяет температуру стенки отверстия 46 в области 92, чтобы оценить температуру жидкой ванны в пределах резервуара 62. Эти данные используются при управлении мощностью индукционных катушек 82 и 68, чтобы обеспечить оптимальные условия, отмеченные выше. Таким образом, если температура в области 88 слишком низкая, индукционная катушка 82 включается, чтобы нагреть отливку из металла 34 и привести температуру в области 88 к желательному значению.
Аналогично, если температура в области 88 слишком высокая, мощность на индукционной катушке 82 уменьшается или выключается. Желательно, чтобы температура в области 88 поддерживалась в пределах заданного температурного диапазона. Аналогично, пирометр 90 оценивает температуру в области 92, чтобы определить, находится ли температура жидкой ванны в желательном температурном диапазоне. В зависимости от температуры в области 92 мощность на индукционной катушке 68 может быть увеличена, уменьшена или выключена, чтобы поддержать температуру жидкой ванны в пределах желательного температурного диапазона. Поскольку температура отливки из металла 34 и жидкой ванны контролируется, охлаждаемая водой труба 84 используется, чтобы обеспечить охлаждение механизма питателя 66, чтобы позволить материалу макрочастиц из источника 64 достигнуть прохода в пределах стенки отверстия 46 в твердой форме, чтобы предотвратить засорение механизма питателя 66 из-за плавления внутри него.
На Фиг.8 изображено, как отливка из металла движется через затвор 10, чтобы создать реакционное покрытие на отливке из металла 34, которая перемещается вниз во внешнюю атмосферу между роликами 100 и 102, которые входят в контакт и опускают отливку из металла с реакционным покрытием вниз под управлением. Отливка из металла с реакционным покрытием продолжает опускаться и зацепляется роликами 104 и 106.
На Фиг.9 показано, как режущее устройство 96 затем режет отливку из металла с реакционным покрытием, чтобы получить отрезанный участок в виде слитка с реакционным покрытием 80. Таким образом, к тому времени, когда отливка из металла с реакционным покрытием достигает уровня режущего устройства 96, она остывает до температуры, при которой металл является по существу нереактивным с внешней атмосферой. Фиг.9 показывает слиток 80 в момент разрезания, когда слиток 80 отделяется от основной части отливки из металла 34. Ролики 104 и 106 затем поворачиваются на единицу вращения: от получающего или режущего положения, показанного на Фиг.9, вниз к полу 81, как обозначено стрелкой Е на фигуре 10, в нижнее положение разгрузки, в котором слиток 80 является по существу горизонтальным. Затем ролики 104 и 106 вращаются, как обозначено стрелками F и G, чтобы переместить слиток 80 (Стрелка Н) для его удаления из печи 12, и чтобы ролики 104 и 106 могли возвратиться к положению, показанному на Фиг.9, для получения следующего участка слитка. Таким образом, устройство удаления 98 движется от получающего слиток положения на Фиг.9 к разгружающему слиток положению на Фиг.10 и назад к получающему слиток положению на Фиг.9 так, чтобы процесс получения отливки из металла 34 и ее покрытие в жидкой ванне могли продолжаться непрерывно.
Таким образом, печь 12 является простым устройством для непрерывного литья и защиты отливки из металла, когда она горячая и является реакционно-способной к внешней атмосфере, при этом существенно увеличивается производительность и существенно улучшается качество поверхности полученного изделия.
В предшествующем описании для краткости, четкости и понимания использовались определенные термины. Никаких излишних ограничений сверх требований предшествующего уровня техники это подразумевать не должно, потому что такие термины используются для описательных целей и предполагают восприятие в широком смысле.
Кроме того, описание и иллюстрация изобретения представляют собой пример, и изобретение не ограничивается продемонстрированными или описанными точными деталями.
Изобретение относится к металлургии и может быть использовано для непрерывной разливки титана и специальных сплавов. Устройство содержит плавильную камеру 16, сообщающуюся с литейной формой 20, источники тепла 28 и 30, толкатель 32 для опускания отливки. Внутри камеры расположен затвор 10 с проходом 46 между камерой плавления и наружной атмосферой. Стенка прохода имеет кольцевой фланец 54, формирующий суженную секцию 60 прохода 48. Во время движения отливки из металла 34 по проходу наружная поверхность отливки покрывается жидким стеклом или другим расплавленным материалом. Твердые частицы стекла поступают через питатель 66 в полость между внешней поверхностью 79 отливки 34 и внутренней поверхностью 47 стенки прохода 46, в котором частицы стекла расплавляются нагретой отливкой. Расплавленный материал покрывает отливку по мере ее движения через проход и затвердевает, формируя покрытие для защиты горячей отливки от воздействия внешней атмосферы. 3 н. и 17 з.п. ф-лы, 10 ил.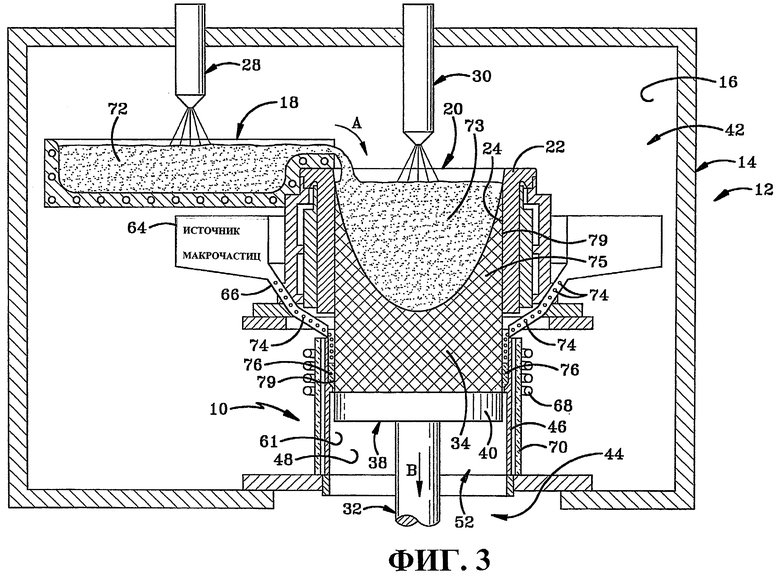
1. Устройство для непрерывной разливки реакционноспособных металлов, содержащее
форму непрерывного литья для производства отливки из металла, имеющей внешнюю поверхность,
ванну расплавленного материала покрытия, расположенную ниже формы и приспособленную для покрытия расплавленным материалом внешней поверхности отливки из металла для получения отливки из металла с реакционным покрытием,
затвор с проходом, расположенный под формой и приспособленный для перемещения отливки по нему от формы до ванны расплавленного материала покрытия, причем на стенке прохода выполнен фланец, формирующий суженную секцию прохода,
и режущее устройство, расположенное ниже ванны расплавленного материала покрытия и приспособленное для разрезания отливки из металла с защитным покрытием при вытягивании ее вниз от формы и для получения отрезанных частей отливки из металла с защитным покрытием.
2. Устройство по п.1, которое содержит проход для отливки из металла, тянущийся от примыкающей к нему формы до примыкающей к нему ванны расплавленного материала, и приспособленный для движения отливки из металла по нему от формы до ванны расплавленного материала, и дополнительно содержит первый источник тепла, расположенный ниже формы и выше ванны расплавленного материала и примыкающего прохода, благодаря чему первый источник тепла приспособлен для избирательного нагревания отливки из металла, когда она движется по проходу.
3. Устройство по п.2, в котором первый источник тепла включает индукционную катушку, которая охватывает проход.
4. Устройство по п.2, которое дополнительно содержит первый температурный датчик для измерения температуры в области, которая расположена в проходе ниже источника тепла и выше ванны расплавленного материала, благодаря чему первый температурный датчик приспособлен для измерения температуры отливки из металла в этой области.
5. Устройство по п.4, которое дополнительно содержит второй источник тепла, расположенный снаружи ванны расплавленного материала и примыкающий к ней для выборочного нагрева ванны расплавленного материала, и второй температурный датчик для измерения температуры ванны расплавленного материала.
6. Устройство по п.5, в котором стенка прохода имеет внутреннюю поверхность, которая образует проход, приспособленный для движения отливки из металла по нему, при этом внутренняя поверхность ограничивает ванну расплавленного материала, а второй температурный датчик выполнен с возможностью измерения температуры стенки прохода, благодаря чему второй температурный датчик выполнен с возможностью определения температуры ванны расплавленного материала.
7. Устройство по п.1, которое дополнительно содержит источник материала макрочастиц и распределитель материала макрочастиц на участке, примыкающем к ванне расплавленного материала.
8. Устройство по п.7, которое дополнительно содержит охлаждающее устройство, плотно примыкающее к части распределителя для охлаждения материала макрочастиц в нем, благодаря чему охлаждающее устройство приспособлено предотвращать плавление материала макрочастиц внутри распределителя.
9. Устройство по п.8, в котором распределитель содержит трубу для переноса материала макрочастиц, имеющую выходной конец, примыкающий к ванне расплавленного материала, при этом охлаждающее устройство плотно примыкает к трубе.
10. Устройство по п.7, которое содержит проход для отливки из металла, тянущийся от примыкающей к нему формы до примыкающей к нему ванны расплавленного материала и приспособленный для движения по нему отливки из металла от формы до ванны расплавленного материала, и распределитель, содержащий трубу для переноса материала макрочастиц, при этом труба имеет выходной конец, примыкающий к проходу.
11. Устройство по п.7, в котором стенка прохода, имеет внутреннюю поверхность, которая образует проход, приспособленный для движения отливки из металла по нему, при этом внутренняя поверхность ограничивает ванну расплавленного материала, а распределитель приспособлен для распределения материала макрочастиц в пределах внутренней поверхности стенки прохода.
12. Устройство по п.1, которое дополнительно содержит устройство удаления, расположенное ниже режущего устройства и приспособленное для удаления отрезанной части отливки из металла от положения разрезания, в котором отрезанные части отделяются от основной части отливки из металла с защитным покрытием.
13. Устройство по п.12, в котором устройство удаления содержит первый и второй способные вращаться ролики удаления, которые отделены друг от друга так, чтобы образовать между ними пространство для зацепления отрезанной части отливки, и которые способны прокатываясь зацеплять и поддерживать каждую из отрезанных частей отливки из металла с защитным покрытием, расположенных в этом пространстве.
14. Устройство по п.12, которое дополнительно содержит опускающее отливку устройство, расположенное выше режущего устройства и приспособленное для опускания отливки из металла с защитным покрытием.
15. Устройство по п.1, которое дополнительно содержит опускающее отливку устройство, расположенное выше режущего устройства и приспособленное для опускания отливки из металла с защитным покрытием.
16. Устройство по п.15, в котором опускающее устройство содержит первый и второй способные вращаться опускающие ролики, которые отделены друг от друга так, чтобы образовать между ними пространство для зацепления отливки из металла с защитным покрытием, и которые способны прокатываясь зацеплять и поддерживать отливку из металла с защитным покрытием, когда она расположена в этом пространстве.
17. Устройство по п.1, которое дополнительно содержит камеру плавления, которая имеет боковую стенку, и в которой расположена форма, и стенку прохода, имеющую внутреннюю поверхность, образующую проход, проходящий через боковую стенку камеры плавления и приспособленный для движения отливки из металла по нему, при этом ванна расплавленного материала ограничена внутренней поверхностью стенки прохода.
18. Устройство по п.17, которое дополнительно содержит под печи, образующий полость, содержащую расплавленный материал, при этом под печи расположен в пределах камеры плавления и приспособленный для подачи расплавленного материала в форму.
19. Устройство для непрерывной разливки реакционноспособных металлов, содержащее
форму непрерывного литья, приспособленную для получения отливки из металла, имеющей внешнюю поверхность,
ванну расплавленного материала покрытия, расположенную ниже формы и приспособленную для покрытия расплавленным материалом внешней поверхности отливки из металла для получения отливки из металла с защитным покрытием,
проход для отливки из металла, тянущийся от примыкающей формы до примыкающей ванны расплавленного материала и приспособленный для движения отливки из металла по нему от формы до ванны расплавленного материала,
затвор с проходом, расположенный под формой и приспособленный для перемещения отливки по нему от формы до ванны расплавленного материала покрытия, причем на стенке прохода выполнен фланец, формирующий суженную секцию прохода,
и первый источник тепла, расположенный ниже формы над ванной расплавленного материала и примыкающий к проходу, посредством чего первый источник тепла приспособлен для нагревания отливки из металла, когда она движется по проходу.
20. Устройство для непрерывной разливки реакционноспособных металлов, содержащее
форму непрерывного литья, приспособленную для получения отливки из металла, имеющей внешнюю поверхность,
ванну расплавленного материала покрытия, расположенную ниже формы и приспособленную для покрытия расплавленным материалом внешней поверхности отливки из металла для получения отливки из металла с защитным покрытием,
затвор с проходом, расположенный под формой и приспособленный для перемещения отливки по нему от формы до ванны расплавленного материала покрытия, причем на стенке прохода выполнен фланец, формирующий суженную секцию прохода,
источник материала макрочастиц и распределитель для распределения материала макрочастиц в области, примыкающей к ванне расплавленного материала покрытия.
| US 2858586 A, 28.01.1954 | |||
| US 3561399 A, 09.02.1971 | |||
| Способ получения двухслойной трубы и устройство для его осуществления | 1980 |
|
SU908488A1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ЭКСПЕРИМЕНТАЛЬНОГО РЕЦИДИВИРУЮЩЕГО ГЕРПЕТИЧЕСКОГО СТОМАТИТА | 2018 |
|
RU2709842C1 |

