Изобретение относится к области металлургии и может быть использовано при производстве непосредственно из расплава горячекатаных лент из алюминия и его сплавов на литейно-прокатных агрегатах.
Известен литейный агрегат для производства горячекатаных лент из алюминия и его сплавов на станах горячей прокатки из слябов (см., например, Эрхард Германн. Непрерывное литье. Москва: Металлургиздат, 1961. Стр.143-145).
Недостатки известного литейно-прокатного агрегата:
- дискретность процесса, порождающая нестабильность свойств ленты по ее длине;
- наличие ограничений по массе рулона (или бунта).
Известен литейный агрегат для производства горячекатаных лент из алюминия и его сплавов, включающий непрерывное литье заготовки из расплава, горячую прокатку заготовки в готовую ленту и ее намотку в бунт (см., например, В.А.Чеботарев и В.А.Самсонов. Литейно-прокатные агрегаты для производства катанки, листов и лент из цветных металлов. «Тяжелое машиностроение» №5, 2007, Стр.20-27).
Достоинства известного литейно-прокатного агрегата:
- непрерывность процесса, обеспечивающая стабильность свойств ленты по ее длине;
- возможность получения бунтов ленты с практически неограниченной массой, определяемой лишь техническими возможностями литейно-прокатного агрегата.
Недостаток известного способа - возникновение рулонной кривизны ленты в процессе ее намотки на барабан моталки, которая приводит к неплоскостности ленты.
Техническим результатом изобретения является повышение качества продукции за счет получения ее сверхвысокой плоскостности (с коробоватостью не выше 0,1 мм на погонный метр) при прокатке горячекатаной ленты с последующим разделением ее на карточки или листы.
Данный технический результат достигается тем, что используется литейно-прокатный агрегат для производства листовой горячекатаной продукции из алюминия и его сплавов, включающий литейную машину и прокатные клети с приводами, тянущие ролики с приводом, пинч-ролики и кассетное устройство для укладки листов в пачки, причем привода двух последних прокатных клетей и тянущих роликов выполнены с электрической связью между собой по скорости движения обрабатываемого раската; между последней клетью и тянущими роликами размещен установленный сверху над раскатом коллектор, причем тянущие ролики установлены с возможностью продольного перемещения вдоль оси литейно-прокатного агрегата, а сами ролики гуммированы термостойкой резиной твердых сортов; гильотинные ножницы выполнены летучими, а кассетное устройство выполнено сдвоенным из двух самостоятельных кассет, жестко связанных между собой, причем продольная ось, проходящая через обе кассеты, расположена перпендикулярно оси литейно-прокатного агрегата, обе кассеты имеют свободу совместного перемещения вдоль их продольной оси, а вдоль оси агрегата установлены пирометры: на входе в последнюю клеть и тянущие ролики, а также на выходе из предпоследней и последней клетей.
Предлагаемое техническое решение позволяет получать карточки со сверхвысокой плоскостностью благодаря следующим особенностям этой конструкции:
- за счет очень точного поддержания соотношения частот вращения валков последней и предпоследней клетей, а также соотношения частот вращения валков последней клети и тянущих роликов, переднее и заднее удельное натяжения раската в последней клети удается поднять до 2/3 от предела текучести ленты, что значительно больше, чем при обычной прокатке;
- за счет практически полного исключения коробоватости ленты при выходе ее из валков предпоследней клети (где идет подготовка качественного подката для последней клети), а затем и на выходе из валков последней клети;
- за счет порезки горячекатаной ленты, находящейся в прямолинейном состоянии, на отдельные карточки (без намотки ее в бунты), это исключает появление рулонной кривизны;
- за счет чего, в результате, показатели плоскостности горячекатаной ленты оказываются на один-два порядка выше, чем при обычной прокатке ленты.
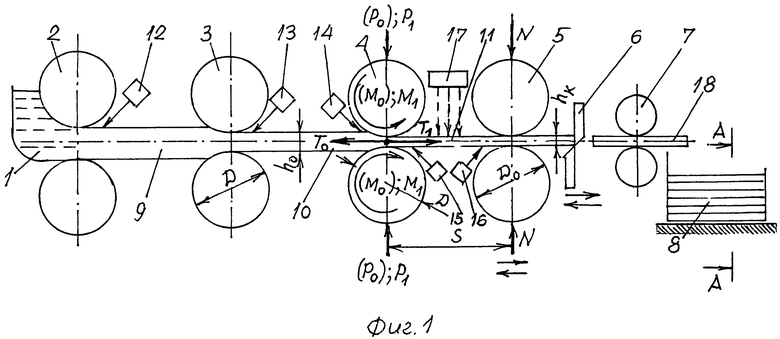
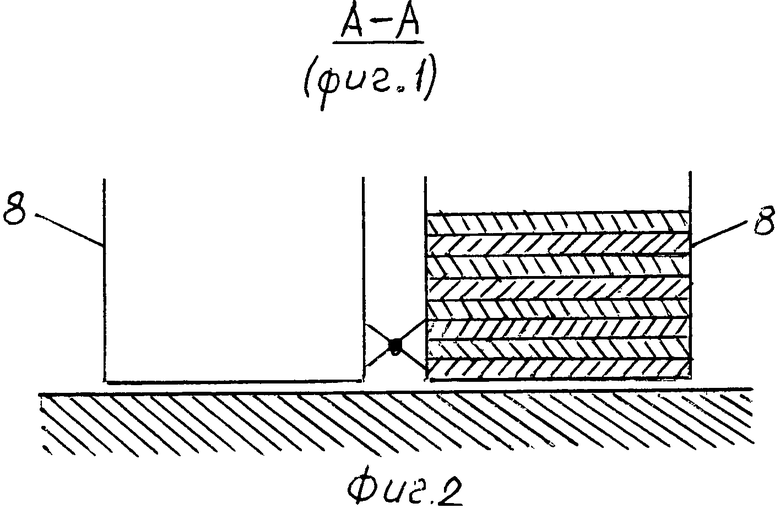
Суть предлагаемого технического решения понятна из нижеследующих чертежей, на которых изображена схема литейно-прокатного агрегата, где: на фиг.1 показан вид на литейно-прокатный агрегат сбоку, а на фиг.2 приведен поперечный разрез по кассетному устройству литейно-прокатного агрегата («А-А» на фиг.1).
Емкость 1 для жидкого алюминия установлена перед литейной машиной 2 с приводом, который на фиг.1 условно не показан. За машиной 2 установлена первая клеть горячей прокатки 3 и, далее, вторая клеть горячей прокатки 4 с приводами, которые на фиг.1 условно не показаны; в дальнейшем изложении - это предпоследняя 3 и последняя 4 прокатные клети, поскольку прокатных клетей может быть не две, а три и даже больше.
На выходе из последней клети 4 последовательно установлены: тянущие ролики 5 с приводом (на фиг.1 условно не показан), гильотинные ножницы 6, пинч-ролики 7 и кассетное устройство 8 для укладки листов в пачки.
По всей линии литейно-прокатного агрегата, вплоть до ножниц 6 имеет место непрерывно-обрабатываемый раскат: непрерывно-литая заготовка 9, подкат 10 и готовая лента 11.
В промежутках между литейной машиной 2 и клетью 3, между клетями 3 и 4, а также между клетью 4 и тянущими роликами 5 установлены измерители температуры раската (пирометры) 12, 13, 14, 15 и 16, а в промежутке между клетью 4 и роликами 5 дополнительно установлен коллектор 17.
Расплавленный алюминий из емкости 1 подают в литейную машину 2, на валках которой формируется непрерывно-литая заготовка 9. После завершения процесса кристаллизации заготовка 9 в виде твердого тела поступает в предпоследнюю клеть 3, где из заготовки 9 формируется подкат 10, имеющий толщину ho. Последний в горячем состоянии поступает в последнюю клеть 4, из которой выходит в виде готовой ленты 11, имеющей толщину hк, под натяжением T1, которое создают тянущие ролики 5.
Готовая лента 11, имеющая прямолинейную форму в продольном направлении, поступает в гильотинные ножницы 6, в которых происходит разделение ленты 11 на отдельные листы (карточки) 18. Отделяемые от непрерывно-прокатываемой ленты 11, они пинч-роликами 7 поочередно подаются в кассетное устройство 8, где их укладывают в пачку.
В начале процесса разливки-прокатки, т.е. на переднем конце раската, заднее натяжение Т0 в последней клети 4 поддерживают близким к нулю. Это необходимо для того, чтобы иметь возможность экспериментально зафиксировать исходные значения усилия прокатки Р0 и крутящего момента М0 на валках последней клети 4, при этом переднему натяжению придают с самого начала рабочее значение Т1.
Затем наращивают скорость вращения валков последней клети при неизменной скорости вращения валков предпоследней клети 3 до тех пор, пока заднее натяжение возрастет от нуля до величины Т0=0,67σso(в·h0), где σso и h0 - предел текучести раската и его толщина на выходе из валков клети 3; в - ширина раската.
Определяют величину Т0 косвенно, по нарастанию крутящего момента на валке последней клети 4; наращивание скорости вращения валков этой клети прекращают при достижении моментом величины M1, которую определяют на приведенной ниже формуле (7).
Переднее натяжение T1 создают приводом тянущих роликов 5 благодаря их прижатию к ленте 11 с усилием N, равным удвоенному натяжению T1.
Предлагаемый литейно-прокатный агрегат для производства листов со сверхвысокой плоскостностью основан на процессе правки подката 10 усилием растяжения Т0, которое развивают на участке между клетями 3 и 4. Во избежание обрыва подката усилие Т0 контролируют не по его величине, а по величине пластической деформации подката, которую поддерживают с высокой точностью. С этой целью соотношения частот вращения валков клетей 3 и 4, а также клети 4 и тянущих роликов 5 поддерживают постоянными с высокой точностью. Аналогичная картина имеет место на участке между клетью 4 и роликами 5.
Охлаждающую жидкость на прокатанную ленту 11 подают из коллектора 17. Первичное удаление этой жидкости с поверхности готовой ленты осуществляют за счет отжима ее тянущими роликами 5, а вторичное - путем естественного выпаривания жидкости с последующей просушкой ленты за счет внутреннего тепла, содержащегося в ленте 11, т.е. без дополнительного подвода тепла извне.
Для этой цели температуру ленты на выходе из роликов 5 поддерживают в диапазоне 120…130°С. При более высокой температуре произойдет разложение резины на поверхности гуммированных роликов 5. При более низкой температуре запаса тепла в ленте 11 окажется недостаточным для естественного выпаривания и просушивания ленты 11 после выхода ее из роликов 5.
А поскольку скорость прокатки в клети 4 и толщина hк готовой ленты 11 изменяется от заказа к заказу, то должна меняться и продолжительность охлаждения ленты. Для этой цели меняют длину участка «S», ограниченного с задней стороны валками клети 4, а с передней - роликами 5; именно на длине указанного участка и подается на ленту 11 охлаждающая жидкость.
Для изменения длины «S» тянущие ролики 5 перемещают вдоль литейно-прокатного агрегата в продольном направлении.
В приведенном ниже численном примере принципа действия предлагаемого агрегата подкат 10 перед последней клетью 4 подкат имеет толщину h0=4 мм, а готовая лента 11 и отдельные листы 18 - толщину hк=2 мм; диаметр валков прокатных клетей 3 и 4 равен D=300 мм (см. фиг.1). Натяжения ленты 11 на выходе из этой клети равны соответственно Т0=1333 кгс и T1=950 кгс; усилия прокатки в клети 4: при Т0=0 имеем Р=60000 кгс, а при Т0=1333 кгс имеем Р0=56500 кгс, соответственно и крутящие моменты на валках клети 4 равны М0=860000 кгс·мм и M1=970000 кгс·мм; N - усилие прижатия роликов 5 к ленте 11 равно N=2800 кгс.
Температура раската tp:
Средняя длина участка орошения ленты 11 равна S=2,5 м. Скорость прокатки в клети 4 равна V4=0,067 м/с. Ширина ленты 11 равна в=200 мм.
Получение требуемого переднего натяжения T1 обеспечивается созданием соответствующего крутящего момента на приводных шейках тянущих роликов и никаких проблем не вызывает. А для получения требуемого заднего натяжения Т0 приходится оперировать с моментом прокатки M1 в последней клети.
Для этого, как указывалось вначале, измеряют усилие Р0 и момент прокатки М0, которые имеют место на переднем конце ленты при прокатке в последней клети без заднего натяжения. Затем находят экспериментальные значения:
- среднего удельного давления в очаге деформации без заднего натяжения:

где Fp=(в·l) - площадь контакта валка с прокатываемой лентой;
l - длина дуги захвата; 
- коэффициента плеча приложения усилия прокатки

Среднее удельное давление в очаге деформации с задним натяжением:



Момент прокатки в установившемся режиме:

М1=2(P0/Fp-σs0/2)·Fp·lM0/(2P0l)+0,67σs0(вh0)(D/2)
Окончательно получаем рабочую формулу:

где  ; F0=вh0
; F0=вh0
Для обеспечения описанного выше принципа действия литейно-прокатного агрегата необходимо выдержать следующие условия.
При переходе на стационарный процесс прокатки, во избежание обрывов раската между предпоследней и последней клетями, а также между последней клетью и тянущими роликами, соотношения частоты вращения валков и тянущих роликов поддерживают постоянными с погрешностью не ниже чем ±(0,16…0,18%). Такой жесткий диапазон определен исходя из практики работы правильно-растяжных машин, когда пластическое удлинение правящейся ленты на 1,6…1,8% еще не приводит к обрывам ленты, а точность поддержания этой величины должна быть на порядок выше, т.е. указанная выше ±(0,16…0,18)%.
Для этой цели приводы двух последних прокатных клетей 3 и 4 и тянущих роликов 5 выполнены с электрической связью между собой по скорости движения обрабатываемого раската.
Тянущие ролики 5 имеют рабочие поверхности, гуммированные термостойкой резиной твердых сортов.
Для получения усилия переднего натяжения, равного T1=0,67·3,5(3·200)=1400 кгс, усилие прижима роликов 5 к ленте 11 должно составлять N=2·1400=2800 кгс. Тогда на 1 мм ширины ленты в=200 мм приходится погонное усилие 14 кгс/мм. При диаметре ролика Dp=500 мм, облицованного рубашкой из термостойкой резины, упругое сплющивание этой рубашки составит δ=0,5 мм. Половина ширины площадки сплющивания равна  , а полную ширину этой площадки этой площадки имеет равной 2всп=22 мм.
, а полную ширину этой площадки этой площадки имеет равной 2всп=22 мм.
Тогда среднее контактное давление равно Ркон=14/22=0,64 кгс/мм2 или 64 кгс/см2, что вполне допустимо для твердых сортов резины.
Проверка запаса по силам трения. Коэффициент трения резины по алюминию f=0,35; сила трения на обоих тянущих роликах Ттр=2Nf=2·2800·0,35=1960 кгс или примерно 2000 кгс, а нужно только T1=1400 кгс; т.е. искомый запас составляет Ттр/Т1=2000/1400=1,43 или 43%, что вполне достаточно.
Размещенный между последней клетью 4 и тянущими роликами 5 коллектор 17 обладает следующими особенностями:
а) он установлен только сверху над раскатом 10; это сделано с той целью, чтобы обеспечить благоприятные условия для работы пирометров 15 и 16, установленных под раскатом 10 (на выходе из последней клети 4 и перед тянущими роликами 5);
б) с целью упрощения системы подачи на раскат технологической охлаждающей жидкости коллектор 17 выполнен без регулирования расхода этой жидкости; последнее влечет за собой дополнительные требования к конструкции тянущих роликов.
Поэтому тянущие ролики 5 имеют свободу продольного перемещения вдоль оси литейно-прокатного агрегата. Это сделано для того, чтобы при отсутствии регулятора расхода охлаждающей жидкости интенсивность охлаждения прокатываемой ленты 11 регулировать длиной (а следовательно, и площадью) соприкосновения охлаждающей жидкости с лентой 11.
При выборе коэффициента теплоотдачи для передачи тепла от ленты 11 к охлаждающей жидкости можно принять, что для жидкости на паровой подушке он равен α=100 ккал/(м2·ч·град) - см. книгу A.M.Литвина. Теоретические основы теплотехники. Москва-Ленинград: «Энергия». 1964 стр.236…238.
Плотность теплового потока при теплоотдаче от ленты к жидкости определяют как q=α(tжидк.-tстенки). При tжидк.=60°С и tстенки=210°С (средней) имеем q=100(210-60)=15000 ккал/(м2·ч). При скорости V=4 м/мин лента 11 проходит за час путь L=4·60=240 метров; масса ленты 11 такой длины Gчас=0,003·0,2·240·2,7=0,39 тонны=390 кг. При такой массе и требуемом перепаде температур Δt=175°С количество подлежащего удалению тепла составит Q=Gчас·Δt·Ср=390·175·0,11=7500 ккал, где Ср=0,11 - это удельная теплоемкость алюминия.
В результате необходимая площадь соприкосновения ленты 11 с охлаждающей жидкостью: Fc=Q/q=7500/15000=0,5 м2. Такую площадь соприкосновения можно обеспечить на длине ленты 11, равной S=Fc/в=0,5/0,2=2,5 м; именно на таком расстоянии от валков клети 4 и должны находиться тянущие ролики 5, работающие, в данном случае, как отжимные ролики; причем для оперативного подрегулирования температуры ленты на каждый градус температуры ролики 5 необходимо передвигать примерно на 15 мм.
Гильотинные ножницы 6 выполнены летучими. Это необходимо для того, чтобы обеспечить порезку непрерывного движущейся ленты 11. Для этой цели ножницы 6 движутся синхронно с движущейся лентой 11, а после осуществления очередного реза с увеличенной скоростью возвращаются в исходное положение.
Кассетное устройство 8 выполнено сдвоенным и состоит из двух самостоятельных кассет, жестко соединенных между собой. Это позволяет, не прерывая непрерывного движения прокатываемой ленты 11, производить смену пачек, в которых уложены порезанные листы 18.
Для этой цели продольная ось, проходящая через обе кассеты 8, расположена перпендикулярно оси литейно-прокатного агрегата, а кассеты имеют свободу совместного перемещения вдоль их продольной оси.
Такое техническое решение позволяет оперативно убирать с оси литейно-прокатного агрегата наполненную листами кассету, заменяя ее пустой кассетой, из которой уже удалили предыдущую пачку листов. При этом, передвижение кассеты из центрального положения в крайнее (левое, либо правое) должно происходить за время прохода очередного листа через тянущие ролики 5.
Измерители температуры раската (пирометры) установлены, по меньшей мере, на входе в последнюю клеть 4 и тянущие ролики 5, а также на выходе из предпоследней 3 и последней 4 прокатных клетей; речь идет о пирометрах 13, 14, 15 и 16. На самом деле пирометров может быть больше (например, пирометр 12 на выходе из литейной машины 2), но именно названные четыре пирометра являются необходимыми приборами для нормального ведения технологического процесса.
Таким образом, благодаря использованию предложенного способа повышается качество продукции за счет получения ее со сверхвысокой плоскостностью (с коробоватостью не выше 0,1 мм на погонный метр), т.е. на один-два порядка, чем при обычной прокатке ленты в условиях подготовки в предпоследней клети качественного подката для последней клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466806C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466808C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2465081C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
Изобретение относится к области металлургии и может быть использовано при производстве непосредственно из расплава горячекатаных лент из алюминия и его сплавов на литейно-прокатных агрегатах. Агрегат содержит литейную машину, прокатные клети с приводами валков, тянущие ролики с приводом, установленные после последней прокатной клети, гильотинные ножницы, прижимные ролики и кассетное устройство для укладки листов в пачку, при этом приводы тянущих роликов и приводы валков последней и предпоследней прокатных клетей электрически связаны между собой для поддержания постоянного соотношения частот вращения упомянутых валков и скорости движения обрабатываемого раската для непрерывности укладки листов в пачку, причем рабочие поверхности тянущих роликов гуммированы. Техническим результатом изобретения является повышение качества продукции за счет получения ее сверхвысокой плоскостности - с коробоватостью не выше 0,1 мм на погонный метр. 9 з.п. ф-лы, 1 табл., 2 ил.
1. Литейно-прокатный агрегат для производства уложенных в пачку горячекатаных листов из алюминия и его сплавов, содержащий литейную машину, прокатные клети с приводами валков, тянущие ролики с приводом, установленные после последней прокатной клети, гильотинные ножницы, прижимные ролики и кассетное устройство для укладки листов в пачку, при этом приводы тянущих роликов и приводы валков последней и предпоследней прокатных клетей электрически связаны между собой для поддержания постоянного соотношения частот вращения упомянутых валков и скорости движения обрабатываемого раската для непрерывности укладки листов в пачку, причем рабочие поверхности тянущих роликов гуммированы.
2. Литейно-прокатный агрегат по п.1, отличающийся тем, что между последней клетью и тянущими роликами размещен коллектор подачи технологической охлаждающей жидкости на подкат.
3. Литейно-прокатный агрегат по п.2, отличающийся тем, что коллектор установлен сверху над подкатом.
4. Литейно-прокатный агрегат по п.1, отличающийся тем, что тянущие ролики установлены с возможностью продольного перемещения вдоль оси литейно-прокатного агрегата.
5. Литейно-прокатный агрегат по п.1, отличающийся тем, что гильотинные ножницы выполнены летучими.
6. Литейно-прокатный агрегат по п.1, отличающийся тем, что кассетное устройство выполнено сдвоенным и состоит из двух самостоятельных кассет, жестко связанных между собой.
7. Литейно-прокатный агрегат по п.6, отличающийся тем, что продольная ось, проходящая через обе кассеты, расположена перпендикулярно оси литейно-прокатного агрегата.
8. Литейно-прокатный агрегат по п.7, отличающийся тем, что обе кассеты установлены с возможностью совместного перемещения вдоль их продольной оси.
9. Литейно-прокатный агрегат по п.1, отличающийся тем, что, по меньшей мере, на входе в последнюю клеть и в тянущие ролики, а также на выходе из предпоследней и последней клетей установлены измерители температуры раската - пирометры.
10. Литейно-прокатный агрегат по п.1, отличающийся тем, что рабочие поверхности тянущих роликов гуммированы термостойкой резиной твердых сортов.
| ЧЕБОТАРЕВ В.А | |||
| и др | |||
| Литейно-прокатные агрегаты для производства катанки, листов и лент из цветных металлов // Тяжелое машиностроение | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2006 |
|
RU2383411C2 |
| RU 2004130178 A, 27.04.2006 | |||
| DE 37211746 A1, 19.01.1989. | |||

