Изобретение относится к обработке металлов давлением, а именно к способу осуществления процесса ротационного выдавливания при изготовлении деталей, в том числе оболочек жидкостного ракетного двигателя.
Известен способ изготовления деталей конической или оживальной формы ротационным выдавливанием, включающий деформирование вращающейся заготовки раскатными роликами, которым сообщают движение с соблюдением необходимого регулирования степенью утонения в соответствии с имеющимися графическими зависимостями, изменяя величину зазора между поверхностью оправки и роликами. Чем выше степень утонения при ротационном выдавливании, тем выше механические свойства обработанного металла (М.А.Гредитор «Давильные работы и ротационное выдавливание». - М.: Машиностроение, 1971 г., с.67).
Недостатком данного способа является отсутствие возможности изготавливать детали с определенными конструкцией механическими свойствами без создания трудоемких графических зависимостей на основе экспериментальных данных. Метод последовательных попыток, применяемый при построении графиков, позволяет делать только ориентировочные выводы.
Наиболее близким аналогом предлагаемого изобретения является способ изготовления деталей с повышенными механическими свойствами ротационным выдавливанием путем одно или несколько переходной обработкой листовой заготовки, включающий ее установку на вращающейся оправке при продольном перемещении давильного инструмента, установленного с зазором между оправкой и роликом. Для получения заданных повышенных механических свойств металла в детали перед ротационным выдавливанием рассчитывают степень утонения для каждой последующей детали с корректировкой коэффициентом, определяемым опытным путем и зависящим от условий проведения процесса по предложенной в патенте зависимости (патент №2380184, МПК B21D 22/16, 27.01.2010).
Недостатком данного способа является отсутствие возможности изготавливать детали с определенными конструкцией механическими свойствами в поясах профиля.
Технической задачей предлагаемого способа является обеспечение возможности изготовления деталей конической или оживальной формы, в том числе оболочек ЖРД, с активным регулированием механических свойств металла в i-й точке профиля детали при минимальном весе деталей и увеличении их прочности.
Данная задача решается с помощью способа изготовления деталей из партии заготовок из алюминиевых сплавов и нержавеющих сталей ротационным выдавливанием одно или несколько переходной обработкой листовой заготовки, установленной на вращающейся оправке, при продольном перемещении давильного инструмента, установленного с зазорами между оправкой и роликом, обеспечивающего расчетную степень утонения для каждой последующей детали в i-й точке профиля детали. Расчет степени утонения выполняется по предлагаемой зависимости:
εin детали=ε1×Кn×Δσin детали/Δσ1, где
εin детали - степень утонения в i-й точке профиля для n-й детали;
ε1 - степень утонения при ротационном выдавливании l-й детали;
Kn - коэффициент, учитывающий изменение условий ротационного выдавливания на каждой последующей детали в отличие от l-й детали из партии, Kn=1 - при постоянстве условий проведения процесса;
Δσin детали - требуемое повышение механических свойств по пределу прочности в i-й точке профиля n-й детали, равное
Δσin детали=Δσin детали-σn заготовки, где σin детали и σn заготовки - пределы прочности в i-й точке профиля n-й детали и n-й заготовки;
Δσ1 - фактическое повышение механических свойств при ротационном выдавливании l-й детали, равное Δσ1=σ1 детали-σ1 заготовки.
Данный способ изготовления учитывает выполнение требований по регулированию механических свойств металла деталей.
Способ осуществляют следующим образом.
Первую заготовку 1 из партии устанавливают на оправку 2, давильный инструмент 3 устанавливают с определенным зазором со стороны меньшего диаметра заготовки, включают вращение детали и движение вдоль образующей, деталь изготавливают с припуском L по длине.
На припускной части L определяют фактические значения механических свойств σ1 детали, зная σ1 заготовки и определяют фактическую степень утонения.
Затем для каждой последующей детали рассчитывают необходимую степень утонения в i-й точке профиля детали для получения необходимых механических свойств металла, используя вышеуказанную зависимость.
Расчетную степень утонения для каждой точки детали ротационного выдавливания корректируют коэффициентом Kn, определяемым опытным путем, зависящим от условий проведения процесса и нагрева детали при изготовлении.
Профиль детали и, соответственно, полуфабриката разбивают на количество частей, чем выше требуемая точность получения результатов ротационного выдавливания, тем большее количество частей.
Процесс изготовления осуществляют в следующем порядке.
В процесс ротационной вытяжки вводят операцию контроля толщины стенки i-й точки профиля (поз.4), выходящей из под давильного инструмента.
В процесс ротационной вытяжки вводят операцию перерасчета зазора между давильным инструментом и оправкой в (i+1) точке профиля (поз.5) с определением корректировки существующего зазора на основании данных замера толщины в i-й точке профиля, на основании фактических толщин полуфабриката в i-й и (i+1) точках профиля и на основании требуемых значений механических свойств (σB(i+1)n детали) в данной части оболочки по следующей зависимости:
εn=ε1×Kn×Δσn/Δσ1 с определением значения корректировки зазора по зависимости: Δδ(i+1)n детали=δin детали×((S(i+1)n детали/Si факт. n детали)-1).
Затем проводят ротационную вытяжку оболочки, причем в необходимых, где требуется изменение механических свойств, местах профиля в процессе вытяжки проводят измерение полученной сразу за давильным инструментом толщины оболочки в i-й точке, на основании этой фактической величины делают перерасчет степени утонения и, соответственно, зазора по вышеуказанной зависимости для (i+1) точки с целью получения требуемых механических свойств. Коэффициент Kn определяют опытным путем. Kn остается неизменным =1, при изготовлении последующих от первой деталей при постоянстве условий проведения процесса. Это достигается увеличением интервала по времени между изготовлением каждой детали до остывания оснастки до первоначальной температуры.
В случае изменения условий проведения процесса коэффициент Kn для каждой следующей за первой деталью данной партии определяют путем анализа влияния на механические свойства нагрева детали при ротационном выдавливании методом испытания образцов, вырезанных из припускной части L детали.
Пример №1 осуществления способа.
Листовую плоскую заготовку из сплава алюминия марки Амг6 в форме диска диаметром 1000 мм, толщиной 25 мм устанавливают на оправку. Необходимо получить конусную деталь - оболочку ЖРД с толщиной стенки 18,0 мм с повышением предела прочности в точке профиля (i+1).
1. Изготавливают первую деталь со следующими результатами:
Предел прочности σ1 заготовки=33,0 кгс/мм2 в рассчитываемом месте оболочки со степенью деформации в данном месте
ε1=(S0-S1)/S0=(24,8-17,9)/24,8=0,278, где
S0=24,8 мм - толщина исходной заготовки;
S1=17,9 мм - толщина 1-й детали;
Полученный в 1-й детали предел прочности σB 1 детали =41,6 кгс/ мм2.
2. Изготавливают вторую деталь из заготовки с σB 2 исх =33,4 кгс/мм2 - предел прочности во 2-й исходной заготовке.
Необходимо получить в детали в (i+1) точке профиля σB 2 детали =42,3 кгс/мм2.
В процессе ротационного выдавливания 2-й детали определяют полученную фактическую толщину детали в i-й точке путем ее замера, размер вводят в компьютер и определяют значение корректировки зазора в (i+1) точке
Δδ(i+1) по зависимости:
Δδ(i+1)2 детали= Δδi 2 детали×((S(i+1) 2детали/Si факт.2детали)-1)
при этом степень утонения определяют из вышепредложенной зависимости
εin детали=ε1×Кn×Δδin детали/Δδ1 или
ε2=ε1×K2×(42,3-33,4)/(41,6-33)=0,278×K2×1,0348=0,288×K2,
при K2=1, ε2=0,288=(S(i+1) заготовки-S(i+1)детали/S(i+1) заготовки),
откуда S(i+1) детали=0,712×S(i+1) заготовки =17,66 мм и определяем значение корректировки зазора в (i+1) точке:
Δδ(i+1) 2 детали=δi 2 детали×(S(i+1) 2 детали/Si факт.2 детали-1)=16,5×(17,66/17,5)-1)=0,15 мм, где
δi 2 детали =16,5 мм - зазор в i-й точке 2-й детали;
Si факт.2 детали=17,5 мм - толщина детали фактическая в i-й точке 2-й детали. В случае изменения условий проведения процесса коэффициент Kn для каждой следующей за первой деталью данной партии определяют путем анализа влияния на механические свойства нагрева детали при ротационном выдавливании методом испытания образцов:
Kn=1+0,03(n-1), где n - номер детали в партии (для этого оборудования).
Пример №2 осуществления способа.
Листовую заготовку из стали 12Х18Н10Т в форме чаши устанавливают на оправку. Получают оболочку ЖРД с оживальным профилем с толщиной стенки 3,6 мм с повышением предела прочности до 68 кгс/мм2 в поясе профиля 5-й точки.
1. Изготавливают первую деталь со следующими результатами:
Предел прочности σ1 заготовки=62,2 кгс/мм2,
S0=7,1 мм - толщина исходной заготовки;
S1=3,6 мм - толщина 1-й детали;
ε1=(S0-S1)/S0=-(7,1-3,6)/7,1=0,493;
Полученный предел прочности в 1-й детали σв 1 детали=65,0 кгс/ мм2.
2. Изготавливают вторую деталь из заготовки с σв 2 исх.=62,8 кгс/мм2 - предел прочности 2-й исходной заготовки.
Необходимо получить в детали σв 2 детали т.5=67,0 кгс/мм2, σв 2 детали т.6=69,0 кгс/мм2
S0 т.4=7,15 мм - исходная толщина заготовки в 4-й точке профиля;
S0 т.5=7,3 мм - исходная толщина заготовки в 5-й точке,
при этом степень утонения для ротационного выдавливания 2-й детали в 5-й точке определяют по вышепредложенной зависимости:
ε 2 детали т.5=ε 2 детали т.4×K2×Δσ 2 детали/Δσ1 или
ε 2 детали т.5=ε 2 детали т.4×K2×(67-62,2)/(68,0-62,8)=0,0493×K2×0,538=0,0265×K2, при K2=1 и при ε 2 детали т.4=(7,15-S 2детали т.4)/7,15, где S2 детали т.4 замерена в процессе раскатки и равна =3,64 мм и ε 2детали т.4= 0,48.
В случае изменения условий проведения процесса коэффициент Кn для каждой следующей за первой деталью данной партии определяют путем анализа влияния на механические свойства нагрева детали при ротационном выдавливании методом испытания образцов:
Кn=1+0,05(n-1), где n - номер детали в партии (для этого оборудования).
Определяют толщину в 5-й точке 2-й детали из формулы степени деформации:
ε2 детали т.5=0,0265=(S2 заготовки-S2детали)/S2 заготовки=(7,3-S2 детали)/7,3 из чего S2 детали т.5=7,1 мм и по зависимости:
Δδ2 детали т.5=δ 2 детали т.4×(S2 детали т.5/S2 детали факт. т.4-1)определяют значение корректировки зазора в 5-й точке.
Таким образом, в результате указанного способа ротационного выдавливания получают детали, в том числе оболочки сопла ЖРД, с необходимыми в i-й точке профиля детали механическими свойствами. В конструкциях такого типа имеется рациональное распределение механических свойств, что обеспечивает в оболочках ЖРД расчетные механические свойства по стенке, дает возможность повысить прочностные характеристики и снизить вес.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ ПАРТИИ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2380184C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЖИВАЛЬНОЙ ОБОЛОЧКИ СО ЗНАЧИТЕЛЬНЫМ ПЕРЕПАДОМ ПРОФИЛЯ ОБЖАТИЕМ ЗА ОДИН ИЛИ НЕСКОЛЬКО ПРОХОДОВ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2009 |
|
RU2434704C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННОЙ КРУПНОГАБАРИТНОЙ ОБОЛОЧКИ ОЖИВАЛЬНОЙ ФОРМЫ ИЗ МАТЕРИАЛОВ С ИНТЕНСИВНЫМ УПРОЧНЕНИЕМ | 2013 |
|
RU2550477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОЖИВАЛЬНОЙ ФОРМЫ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ С АКТИВНЫМ РЕГУЛИРОВАНИЕМ ТОЛЩИНЫ ОБОЛОЧКИ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2438820C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОЖИВАЛЬНЫХ И КОНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛООБМЕННИКА ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2012 |
|
RU2503727C2 |
| Способ изготовления тонкостенных деталей с криволинейной образующей и приспособление жесткости для его осуществления | 2022 |
|
RU2787190C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
Изобретение относится к обработке металлов давлением. Устанавливают листовую заготовку на вращающейся оправке при продольном перемещении давильного инструмента в виде деформирующего ролика. Деформирующий ролик установлен с зазором относительно оправки. Осуществляют регулирование механических свойств металла детали в процессе ротационного выдавливания с учетом степени утонения для каждой последующей детали в i-й точке. Затем определяют фактическую толщину каждой последующей детали в i-й точке и корректируют зазор между роликом и оправкой в (i+1) точке детали. В результате обеспечивается активное регулирование механических свойств в определенных частях профиля детали при минимальном их весе и увеличение прочности. 1 ил., 2 пр.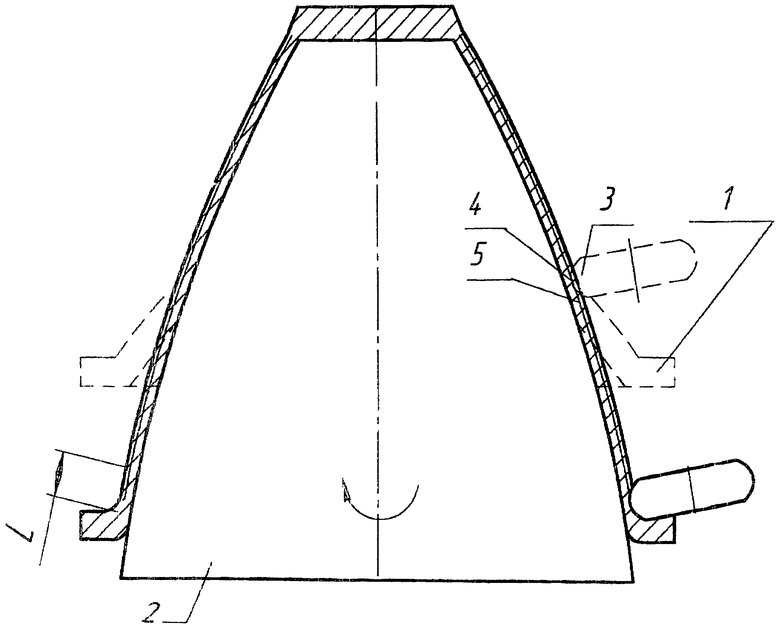
Способ изготовления деталей из партии заготовок из алюминиевых сплавов и нержавеющих сталей ротационным выдавливанием одно или несколько переходной обработкой листовой заготовки, включающий ее установку на вращающейся оправке при продольном перемещении давильного инструмента в виде деформирующего ролика, установленного с зазором относительно оправки, отличающийся тем, что осуществляют регулирование механических свойств металла детали в процессе ротационного выдавливания с учетом степени утонения для каждой последующей детали в i-й точке, рассчитанной по зависимости
εin детали=ε1×KnΔσin детали/Δσ1
εin детали - степень утонения для i-й точки профиля в n-й детали;
ε1 - степень утонения при ротационном выдавливании l-й детали;
Kn - коэффициент, учитывающий изменение условий ротационного
выдавливания на каждой последующей детали в отличие от l-й детали из партии, Kn=1;
Δσin детали - требуемое повышение механических свойств по пределу прочности в i-й точке профиля n-й детали, равное
Δσin детали=σin детали - σn заготовки,
где σin детали и σn заготовки - пределы прочности в i-й точке профиля n-й детали и n-й заготовки;
Δσ1 - фактическое повышение механических свойств при ротационном выдавливании l-й детали, равное Δσ1=σ1 детали - σ1 заготовки,
при этом определяют фактическую толщину каждой последующей детали в i-й точке и корректируют зазор между роликом и оправкой в (i+1)-й точке детали.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ ИЗ ПАРТИИ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2380184C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК СЛОЖНОГО ПРОФИЛЯ | 2006 |
|
RU2343035C2 |
| Пылесос | 1981 |
|
SU961664A1 |
| Способ лечения острых стенозирующих ларинготрахеитов у детей | 1988 |
|
SU1731238A1 |

