Изобретение относится к области металлообработки и может быть использовано при изучении процесса стружкообразования пластичных материалов.
Процесс резания представляет собой процесс глубокой пластической деформации удаляемого с поверхности обрабатываемой заготовки слоя материала, который в результате этого превращается в стружку (Механика пластического деформирования в процессах резания и деформирующего протягивания / Розенберг А.М., Розенберг О.А.; отв. ред. Родин П.Р.; АН УССР. Ин-т сверхтвердых материалов. - Киев: Наук. думка, 1990. - 320 с). Образование стружки происходит в результате сжатия срезаемого слоя режущим инструментом, с помощью которого и осуществляется процесс обработки. Величина пластической деформации, вызываемая сжатием и характеризуемая относительным сдвигом, определяет такие характеристики процесса резания, как сила и мощность резания, количество выделяющейся теплоты и, соответственно, температура резания и т.д.
Степень деформации удаляемого слоя зависит от сжатия той области срезаемого слоя, из которой формируется стружка. Чем больше сжатие области, тем больше величина пластической деформации и, наоборот, при уменьшении ее сжатия степень пластической деформации становится меньше. Размеры деформируемой области срезаемого слоя и величина ее сжатия зависят от параметров режима резания и условий контактного взаимодействия инструмента с обрабатываемым материалом и стружкой и т.д. Управляя условиями деформирования уменьшают величину пластической деформации и, соответственно, энергетические затраты на осуществление процесса резания.
Для контроля эффективности управления определяют степень сжатия при конкретных условиях деформирования срезаемого слоя.
Известен способ определения степени сжатия срезаемого слоя по так называемым эквивалентным деформациям сжатия. Он основан на положении о том, что любая пластическая деформация имеет сдвиговую природу. Поскольку процесс образования стружки является процессом сдвига деформированных слоев материала срезаемого слоя по поверхности сдвига, то сравнивают степень сжатия при резании и при испытании образцов на сжатие по эквивалентным деформациям (Розенберг А.М., Еремин А.Н. Элементы теории процесса резания материалов. - М.: Машгиз, 1956. - 316 с.).
Согласно этому способу определяют один из коэффициентов усадки стружки: либо ka=a 1/a, где а - толщина сечения срезаемого слоя, a 1 - толщина стружки, либо kL=L/L1, где L - длина пути, пройденного режущей кромкой инструмента, L1 - длина стружки, образовавшейся при этом перемещении режущей кромки инструмента. В конкретных условиях резания величины этих коэффициентов практически равны между собой, поэтому дальнейшие вычисления производят по одному из них. Затем определяют величину относительного сдвига ε по формуле
где γ - передний угол лезвия инструмента.
Полученную величину относительного сдвига ε при резании приравнивают величине относительного сдвига εсж при сжатии образцов, вычисляемую по формуле Н.Н.Давиденкова
где h0 - высота образца перед испытанием на сжатие; h - высота образца после его сжатия.
Используя последнюю формулу, определяют степень сжатия срезаемого слоя по следующей зависимости

где h - исходный размер деформируемой области срезаемого слоя, h1 - размер деформированной области после формирования стружки.
Известный способ обладает невысокой точностью определения степени сжатия срезаемого слоя из-за необходимости вычисления промежуточных значений относительного сдвига на основе одного из коэффициентов усадки стружки. Точность определения степени сжатия по этому способу зависит от точности определения параметров усадки стружки.
Признаки аналога, совпадающие с существенными признаками заявляемого изобретения, - определение параметров стружки.
Наиболее близким к предлагаемому способу является способ определения степени сжатия срезаемого слоя, согласно которому по формуле b=t/sinφ, где t - глубина резания, φ - главный угол в плане режущего лезвия инструмента, вычисляют ширину сечения срезаемого слоя, затем измеряют ширину стружки b1 и по отношению b1/b определяют степень сжатия (Механика пластического деформирования в процессах резания и деформирующего протягивания / Розенберг А.М., Розенберг О.А.; отв. ред. Родин П.Р.; АН УССР. Ин-т сверхтвердых материалов. - Киев: Наук. думка, 1990. - 320 с.). Коэффициент увеличения ширины стружки, которым является отношение b1/b, отражает произошедшие пластические деформации.
Этот способ не может служить точной количественной характеристикой деформации сжатия срезаемого слоя, так как характеризует изменение размера срезаемого слоя по ширине, т.е. в перпендикулярном относительно перемещения инструмента направлении.
То есть способ обладает невысокой точностью определения степени сжатия срезаемого слоя.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения, - определение параметров срезаемого слоя и параметров стружки и дальнейшее вычисление степени сжатия срезаемого слоя.
Задача, на решение которой направлено заявляемое изобретение, - повышение точности определения степени сжатия срезаемого слоя.
Поставленная задача была решена за счет того, что в известном способе определения степени сжатия срезаемого слоя при формировании элемента стружки, заключающемся в определении параметров срезаемого слоя и параметров стружки и в дальнейшем вычислении степени сжатия срезаемого слоя, измеряют следующие параметры: высоту деформируемой области срезаемого слоя, из которой формируется элемент стружки, и высоту образовавшегося элемента стружки, после чего вычисляют степень сжатия срезаемого слоя по формуле:
k=h/h1,
где h - высота деформируемой области срезаемого слоя до формирования элемента стружки,
h1 - высота сформированного элемента стружки,
причем измерение параметров h и h1 осуществляют в направлении вектора скорости резания после отделения элемента стружки от срезаемого слоя.
Признаки предлагаемого технического решения, отличительные от признаков решения по прототипу, измеряют высоту деформируемой области срезаемого слоя, из которой формируется элемент стружки, и высоту образовавшегося элемента стружки после его отделения от срезаемого слоя, после чего вычисляют степень сжатия срезаемого слоя по формуле:
k=h/h1,
где h - высота деформируемой области срезаемого слоя до формирования элемента стружки,
h1 - высота сформированного элемента стружки,
причем измерение параметров h и h1 осуществляют в направлении вектора скорости резания.
Способ осуществляется следующим образом. В процессе резания какого-либо материала определяют направление и скорость перемещения стружки по лезвию инструмента, например, с помощью фрикционного ролика, установленного на передней поверхности лезвия. Затем инструмент отводят от обрабатываемого материала в направлении смещения стружки по лезвию инструмента со скоростью, равной скорости скольжения стружки. Благодаря этому стружка останавливается на передней поверхности лезвия, а формирующийся элемент стружки проходит стадию сжатия, перемещаясь совместно с инструментом по поверхности сдвига в срезаемом слое вплоть до отделения его от обрабатываемого материала. После отделения стружки от обрабатываемого материала производят измерение высоты деформируемой области срезаемого слоя - h, из которой сформировался элемент стружки, по направлению вектора скорости резания. В такой же плоскости производят измерение высоты сформированного элемента стружки - h1. Затем по отношению высоты области срезаемого слоя h и высоты элемента стружки h1 определяют степень сжатия срезаемого слоя при формировании элемента стружки.
Таким образом, заявляемый способ позволяет определить степень сжатия срезаемого слоя путем непосредственного измерения высоты области срезаемого слоя, из которой формируется элемент стружки, до его деформации, а измерение высоты стружки - после его деформации. Поскольку непосредственное измерение деформируемых тел до и после осуществления процесса деформации является наиболее точным способом определения степени сжатия, то заявляемый способ обеспечивает высокую точность определения этого параметра деформации срезаемого слоя.
На фиг.1 представлена физическая модель процесса резания, на фиг.2а, б, в, г - схемы образования элемента стружки, на фиг.3 - схема измерения зоны пластической деформации срезаемого слоя.
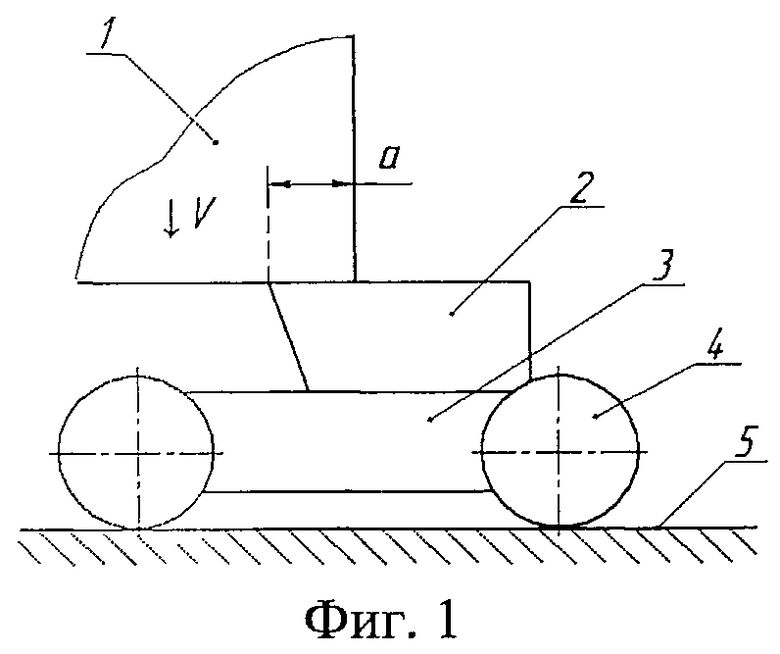
Заявляемый способ определения степени сжатия реализован при изучении процесса деформации срезаемого слоя на физической модели процесса резания (фиг.1). Модель состоит из образца 1 (обрабатываемый материал), резца 2, тележки 3 с шарикоподшипниками 4, свободно перекатывающимися по закаленным направляющим 5.
Как и в реальном резании в модели происходит взаимодействие режущего инструмента (резца 2) с обрабатываемым материалом образца 1 на площадке размером а×b, где а - толщина сечения срезаемого слоя, b - его ширина (толщина образца). В реальном резании величина а соответствует подаче S, а b - глубине резания t. Обрабатываемая поверхность образца 1 перемещается относительно резца 2 со скоростью V. Как и в реальном резании, срезаемый слой деформируется, сначала упруго, а затем и пластически, формируя элемент стружки по схеме свободного ортогонального резания.
В данной модели резания образование стружки заменено образованием только одного ее элемента. Для этого резец 2 размещен на тележке 3 с 4-мя шарикоподшипниками 4, свободно перекатывающимися по закаленным направляющим 5. В процессе деформирования формируемый элемент стружки будет перемещаться совместно с резцом 2 по направляющим 5, смещаясь относительно срезаемого слоя. Это смещение будет происходить до тех пор, пока элемент стружки не отделится от срезаемого слоя. При этом реализуется схема образования элемента стружки реального резания - формируемый элемент перемещается как по поверхности сдвига, так и по передней поверхности инструмента. В модели передней поверхностью являются направляющие 5, по которым резец 2 совместно с элементом стружки смещается в процессе формирования элемента.
Экспериментальное устройство этой модели реализовано на станке 1К62. Оно включает в себя дисковые образцы, закрепляемые на оправке, и резец на тележке с подшипниками, размещенной на направляющих, выполненных на кронштейне, закрепленном в резцедержателе станка.
Эксперименты проводились с дисковыми образцами из стали 40Х и дюрали Д16. Эти материалы являются пластичными и при их деформировании наблюдается значительная пластическая деформация срезаемого слоя.
Скорость деформирования, равная скорости вращения испытываемых образцов, благодаря модернизированному приводу главного движения станка составляла 0,6-0,8 м/мин.
Невысокая скорость позволяла производить непосредственные наблюдения за процессом деформирования срезаемого слоя.
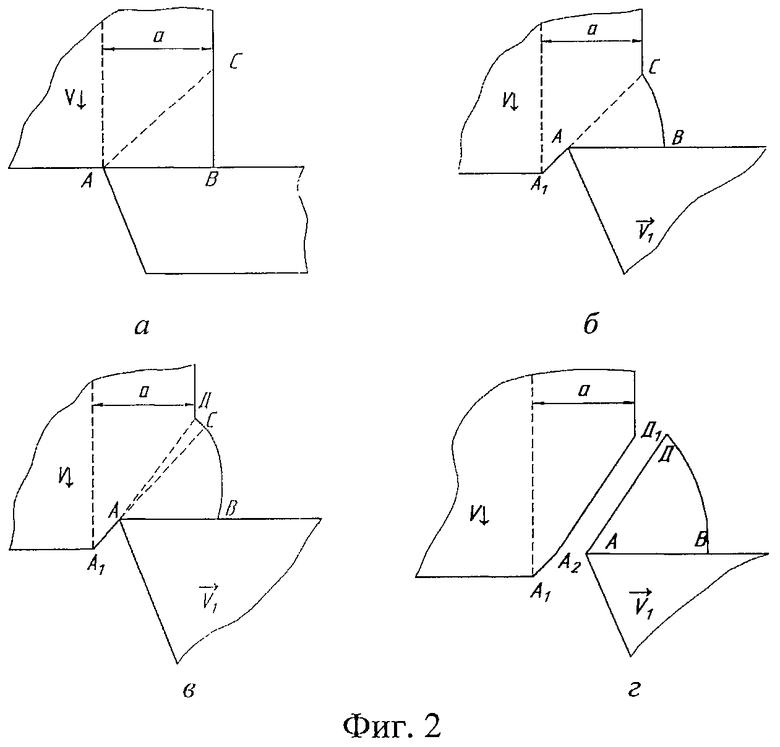
Наблюдения показали, что в ходе взаимного перемещения образца 1 и инструмента 2 со скоростью V элемент стружки первоначально формируется путем сжатия некоторой области ABC металла срезаемого слоя (фиг.2). Ее толщина а увеличивается с одновременным уменьшением высоты СВ. Сжатие создает пластическую деформацию прилежащей к передней поверхности резца части срезаемого слоя, что сопровождается смещением совместно с резцом подошвы формируемого элемента по поверхности АС (фиг.2, б). Дальнейшее перемещение резца по поверхности АС вызывает распространение пластической деформации на всю область ABC и выше линии АС, искривляя внешнюю границу срезаемого слоя (фиг.2, в). Этот процесс продолжается до тех пор, пока не образуется поверхность скола АД, по которой и происходит отделение окончательно сформировавшегося элемента стружки от срезаемого слоя (фиг.2, г).
Образовавшаяся поверхность А1А2Д1 (фиг.3) является границей пластически деформированной области срезаемого слоя, доступной для измерения и изучения. В срезаемом слое она разделяет области, в которых действовали упругие и пластические деформации. Для определения степени сжатия этой области измеряли ее размеры в направлении действующей на нее нагрузки, т.е. вдоль деформируемого слоя по вектору скорости резания.
Измерения h и h1 производили на инструментальном микроскопе БМИ с точностью отсчета 0,01 мм. Результаты измерения одной из серии испытаний приведены в таблицах 1 и 2.
Таким образом, предлагаемый способ позволил с помощью непосредственного измерения деформируемой области установить фактическую степень сжатия в процессе формирования элемента стружки.
Опытная проверка заявляемого способа показала его промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Способ определения оптимальных режимов процесса резания конструкционных сталей | 2020 |
|
RU2757336C2 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1972 |
|
SU358089A1 |
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ РЕЗАНИЯ | 2012 |
|
RU2514251C2 |
| Способ измерения усадки стружки | 1979 |
|
SU921677A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| Способ определения характеристик зоны резания | 1987 |
|
SU1567325A1 |
Изобретение относится к области металлообработки и может быть использовано при изучении процесса стружкообразования пластичных материалов. Сущность: определяют параметры срезаемого слоя и параметры стружки и вычисляют степень сжатия срезаемого слоя. Измеряют следующие параметры: высоту деформируемой области срезаемого слоя, из которой формируется элемент стружки, и высоту образовавшегося элемента стружки, после чего вычисляют степень сжатия срезаемого слоя по формуле. Измерение параметров осуществляют в направлении вектора скорости резания после отделения элемента стружки от срезаемого слоя. Технический результат: повышение точности определения степени сжатия срезаемого слоя. 2 табл., 3 ил.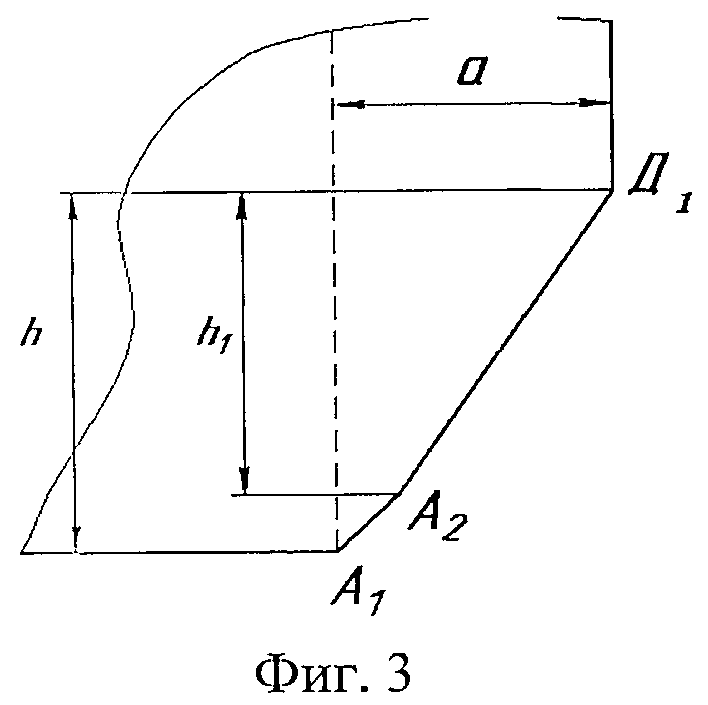
Способ определения степени сжатия срезаемого слоя при формировании элемента стружки, заключающийся в определении параметров срезаемого слоя и параметров стружки и в дальнейшем вычислении степени сжатия срезаемого слоя, отличающийся тем, что измеряют следующие параметры: высоту деформируемой области срезаемого слоя, из которой формируется элемент стружки, и высоту образовавшегося элемента стружки, после чего вычисляют степень сжатия срезаемого слоя по формуле:
k=h/h1, где
h - высота деформируемой области срезаемого слоя до формирования элемента стружки,
h1 - высота сформированного элемента стружки,
причем измерение параметров h и h1 осуществляют в направлении вектора скорости резания после отделения элемента стружки от срезаемого слоя.
| Способ определения коэффициента продольной усадки стружки | 1990 |
|
SU1826041A1 |
| Способ определения коэффициента усадки стружки | 1985 |
|
SU1295300A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЛИНЫ КОНТАКТА СТРУЖКИ С ПЕРЕДНЕЙ ПОВЕРХНОСТЬЮ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2108562C1 |
| Устройство трубы для отсасывания газа в транспортных газогенераторах | 1936 |
|
SU51856A1 |

