Изобретение относится к области литья, а более конкретно к способам литья биметаллических цилиндрических изделий, например прокатных валков.
Уровень техники
Известен способ электрошлакового литья прокатных валков, заключающийся в заливке металла под слой шлака, подогреваемого спиральным электродом, состоящим из двух половин с противоположным направлением навивки, и реализующее его устройство [1]. За счет концентрации мощности в зоне пятна и спирального смещения этой зоны в ходе процесса толщина переходного слоя оказывается неравномерной, он имеет спиральное утолщение, затрудняющее расслоение детали, причем направление спирали в середине детали (по высоте) меняется на противоположное, что делает невозможным развинчивание изделия.
К недостаткам этого способа можно отнести то, что он не обеспечивает достаточно равномерный по азимуту нагрев шлака. При слабом токе его мощность оказывается недостаточной для ведения процесса, шлаковая ванна стынет и затвердевает. А это технологически недопустимо. При значительной силе тока приходится использовать толстый электрод. А чем он толще, тем больше его шаг. Следовательно, увеличивается и угол наклона, но при больших углах наклона электрода увеличивается и перепад силы тока по азимуту цилиндра. Следовательно, становится избыточной концентрация мощности в зоне активного пятна - минимум концентрации мощности может быть на порядок меньше максимума, и часть ванны стынет. Излишне неравномерный нагрев шлака недопустим, так как ведет к неустойчивости электрошлакового процесса. При большом шаге спирали электрод в каждый конкретный момент времени находится только в одном месте шлаковой ванны. Поскольку плотность тока под электродом и вдали от него значительно отличаются друг от друга, то большая часть ванны холодает. Зависимость тепловой мощности P, выделяемой на шлаковой ванне, от силы тока I имеет вид перевернутой псевдопараболы. При снижении силы тока I на периферийных участках ванны (по отношению к месту вхождения электрода в шлак) режимная точка смещается в левую неустойчивую часть зависимости P(I). В результате участки с подобным выделением мощности Р продолжают холодать, и электрошлаковый процесс в них затухает. Ванна в этих участках становится низкоэлектропроводной, а выделяемая мощность приближается к нулю. При большом диаметре цилиндра это приводит к тому, что переохлажденный участок при движении активного пятна вдоль кольца шлака не успевает разогреваться, пятно сжимается, его мощность оказывается недостаточной для прогрева всей ванны.
При малом шаге спирали электрод в шлаковой ванне располагается почти параллельно границе шлак - металл. При этом греется вея шлаковая ванна. Неравномерность нагрева ее отдельных участков становится недостаточной, и положительный эффект избирательного плавления стенки цилиндра пропадает. Этот эффект сохраняется лишь при относительно малом диаметре цилиндра и относительно большом шаге спирали.
Для больших диаметров изделия достичь приемлемого качества сплавления этим способом оказывается невозможно.
Наиболее близким по технической сущности является способ электрошлакового литья прокатных валков [2], использующий плавящиеся электроды, выполненные в виде соосных спиралей со сменой направления навивки и заливку жидкого металла под слой шлака в форму. Число электродов кратно четырем. Они равномерно сдвинуты относительно друг друга по азимуту. Электроды подключают к источнику тока с последовательным чередованием полярности пар соседних электродов.
К недостаткам этого способа можно отнести то, что сами электроды в ходе электрошлакового процесса нагреваются, теряют жесткость и сгибаются вниз. Поскольку сверху в зазор между изделием (телом валка холодной прокатки) и рубашкой (бандажом) льется расплав - жидкий металл, то те места, куда попадает металл, разогревается быстрее и ускоренно теряет жесткость. Кроме того, сами брызги металла падают с большой высоты и приобретают высокую кинетическую энергию. А электрод имеет небольшую жесткость, поскольку он порошковый и конструктивно представляет собой тонкую трубку, заполненную шлаком. Брызги ударяют в электрод, дополнительно сгибая его. Учитывая неравномерность таких брызг (отверстие в промежуточном ковше всего одно либо два), одни электроды изгибаются больше, чем другие. Это приводит к разным межэлектродным промежуткам для разных электродов.
Задачей изобретения является одновременное обеспечение приемлемого качества отливок за счет выравнивания тепловложения от каждого активного пятна электрошлакового процесса и повышения устойчивости самого технологического процесса их изготовления вследствие исключения коротких замыканий во вторичной цепи источника питания.
Для этого в способе электрошлакового литья прокатных валков, включающем заливку жидкого металла под слой шлака в форму, использование плавящихся электродов, число которых кратно четырем, выполненных в виде соосных спиралей со сменой направления навивки, причем электроды равномерно сдвинуты относительно друг друга по азимуту, подключены к источнику тока с последовательным чередованием полярности, а азимутальное расстояние между соседними электродами больше расстояния между концами электродов и запорной плитой формы, дополнительно в ходе электрошлакового процесса межэлектродное расстояние выравнивают путем измерения силы тока, протекающего через каждый электрод, и стабилизации ее относительно заданных номинальных значений силы тока раздельно по каждому электроду изменением сопротивления питающей его электрической цепи.
Это позволяет выравнить между собой все межэлектродные промежутки (по числу электродов). Если сила тока одного из электродов возросла, это означает, что либо электрод прогнулся вниз и межэлектродное расстояние снизилось ниже заданного, либо электрод изогнулся и его рабочий конец приблизился к одной из стенок щели, либо снизилась удельная электропроводность шлака, порошковой проволоки, расплава или закристаллизовавшегося металла.
Стабилизация силы тока через каждый электрод позволяет стабилизировать тепловложение от каждой зоны электрошлакового процесса в бандаж, а значит, и глубину, и качество его проплавления.
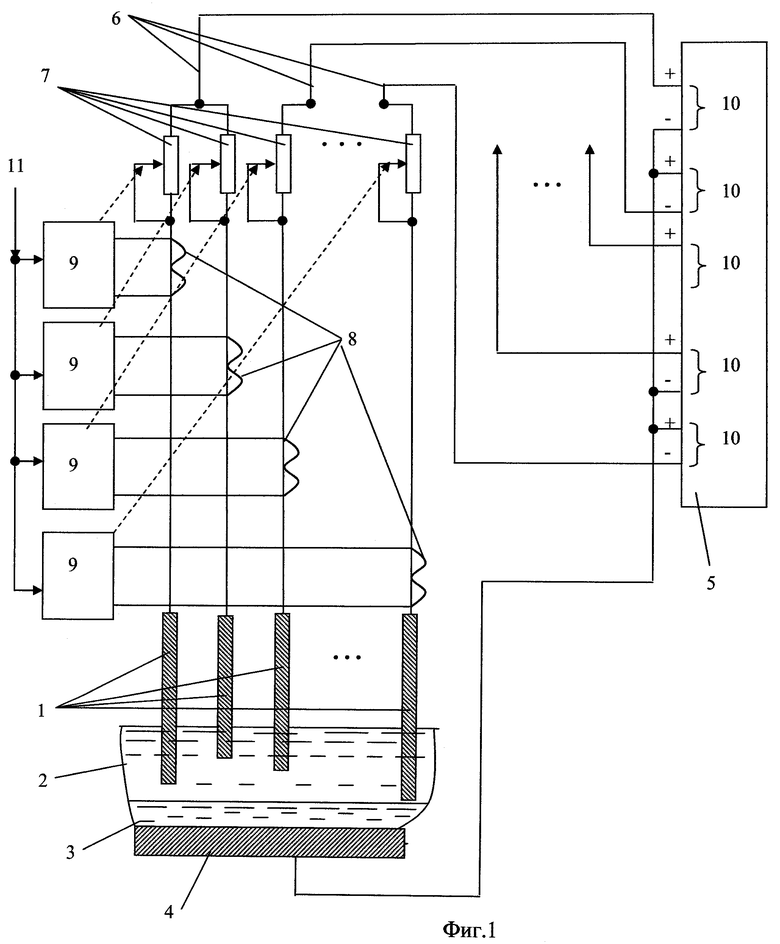
На фиг.1 показано устройство для реализации данного способа. Устройство содержит: 1 - электроды; 2 - шлаковую ванну; 3 - металлическую ванну; 4 - закристаллизовавшуюся часть металла с запорной плитой формы; 5 - источник тока; 6 - питающие цепи электродов; 7 - регулирующие органы для раздельного (поэлектродного) изменения величины силы тока, протекающего через каждый электрод; 8 - датчики тока; 9 - устройства измерения силы тока в комплекте с датчиками тока и его стабилизации раздельно по каждому электроду; 10 - отдельные составляющие источник тока по каждой паре электродов, 11 - задатчик силы тока.
Многопостовой источник тока 5, имея целый ряд отдельных, независимых источников тока, предназначен для питания одновременно нескольких пар плавящихся спиральных электродов 1. В нижней части формы на опорной заглушке (на чертеже не показана) лежит металлическая запорная плита - плоское кольцо 4, на котором в направлении вертикально вверх кристаллизуется расплав металла - металлическая ванна 3. Сверху над ней находится шлаковая ванна 2. В нее погружены плавящиеся электроды 1. Питание электродов осуществляется по питающим цепям электродов 6 от многопостового источника тока 5. Этот источник объединяет в себе несколько отдельных составляющих источников тока по каждой паре электродов 10 (вторичных цепей постоянного тока). Каждый отдельный, независимый источник тока 10 по соответствующей питающей цепи 6 питает пару электродов 1. В шлаковой ванне 2 между каждым электродом 1 и металлической ванной 2 протекает электрошлаковый процесс. Требуемое значение силы тока через каждый из электродов 1 устанавливают задатчиком 11. Сила тока, протекающего через каждый электрод, преобразуется датчиком тока 8 в сигнал, удобный для регистрации и дальнейшего использования. Этот сигнал поступает в соответствующее устройство измерения силы тока в комплекте с датчиками тока и его стабилизации раздельно по каждому электроду 9. Это устройство физически изменяет положение регулирующего органа 7 для раздельного (поэлектродного) изменения величины силы тока, протекающего через каждый электрод.
Способ реализуется следующим образом. Электроды опускают внутрь формы. При этом между нижними концами электродов и запорной плитой оставляют промежуток, меньший азимутального расстояния между соседними электродами. После заливки жидкого шлака на все электроды подают напряжение. Цепь замыкается через расплав. Причем основной ток будет течь между электродами и металлической ванной. После наведения шлака и образования шлаковой ванны в щель между формой и осью изделия заливают жидкий металл. На поверхности раздела металл - шлак возникает несколько активных пятен, температура которых выше температуры промежутков между ними. Кроме того, половина промежутков будет иметь большую температуру, чем остальные, причем холодные и горячие промежутки чередуются, т.к. в половине промежутков часть тока течет через шлаковую ванну от одного электрода к другому электроду, и этот ток меньше, чем вертикальный ток в активных пятнах. Относительно горячие промежутки подплавляют ось изделия и бандаж в большей степени, чем относительно холодные. В результате переходный слой получается более рельефным. По мере плавления концов электродов активные пятна и промежутки смещаются азимутально вдоль окружности - проекции электродов на горизонтальную плоскость. Одновременно по мере заливки металла происходит подъем активных пятен и шлака. В результате одновременного вращения и подъема зон интенсивного подплавления форма переходного слоя оказывается спиральной и повторяет форму электродов. Такой рельеф переходного слоя напоминает резьбу и работает аналогично ей. После расплавления нижних спиралей в работу включаются верхние, завитые в противоположную сторону, направление вращения активных пятен и промежутков между ними меняется на противоположное, поэтому и направление спирали переходного слоя выше места стыка электродных спиралей противоположно направлению спирали переходного слоя в нижней части изделия. Рельеф одной части переходного слоя работает как левая псевдорезьба, другой - как правая, что исключает возможность раскручивания изделия, то есть оно не может быть расслоено без полного разрушения переходного слоя. Но, так как расстояние между соседними электродами меньше длины окружности - проекции электродов на горизонтальную плоскость, то перепад между максимальной и минимальной температурой меньше, чем при использовании одного электрода, что уменьшает начальные внутренние напряжения и делает распределение свойств изделия по азимуту более равномерным.
Поскольку сверху в зазор между изделием (телом валка холодной прокатки) и рубашкой (бандажом) льется расплав - жидкий металл, то те места, куда попадает металл, разогревается быстрее и ускоренно теряет жесткость. Поэтому некоторые электроды в ходе электрошлакового процесса нагреваются, теряют жесткость и сгибаются вниз. Брызги металла из промежуточного ковша падают с большой высоты, приобретая высокую кинетическую энергию. Брызги ударяют в электрод, дополнительно сгибая его. Учитывая неравномерность таких брызг (отверстие в промежуточном ковше всего одно либо два), одни электроды изгибаются больше, чем другие. Это приводит к разным межэлектродным промежуткам для разных электродов.
Требуемое номинальное значение силы тока через каждый из электродов 1 заранее устанавливают задатчиком 11. Устройства измерения силы тока и его стабилизации раздельно по каждому электроду 9 в комплекте с датчиками тока 8 измеряют силу тока в каждом электроде. Эти устройства физически изменяют положения регулирующих органов 7 для раздельного (поэлектродного) изменения величины силы тока, протекающего через каждый электрод. В результате сила тока каждого электрода стабилизируется относительно заданных номинальных значений силы тока.
Это позволяет выравнить между собой все межэлектродные промежутки (по числу электродов). Если сила тока одного из электродов возросла, это означает, что либо электрод прогнулся вниз и межэлектродное расстояние снизилось ниже заданного, либо электрод изогнулся и его рабочий конец приблизился к одной из стенок щели, либо снизилась удельная электропроводность шлака, порошковой проволоки, расплава или закристаллизовавшегося металла. Стабилизация силы тока через каждый электрод позволяет стабилизировать тепловложение от каждой зоны электрошлакового процесса в бандаж, а значит, и глубину, и качество его проплавления. Дополнительно за счет выравнивания тепловложения от каждого активного пятна электрошлакового процесса и повышения устойчивости самого технологического процесса их изготовления вследствие исключения коротких замыканий во вторичной цепи источника питания.
Способ достаточно прост в реализации и позволяет не только стабилизировать качество сплавления бандажа прокатного валка с его телом, но и повысить устойчивость обеспечивающего это высокое качество электрошлакового процесса. Он может быть использован для широкой номенклатуры прокатных валков.
Источники информации
1. Патент РФ №2183530, приоритет от 13.11.2000, кл. В22D 19/16.
2. Патент РФ №2267379, приоритет от 01.06.2004, кл. В22D 19/16.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2267379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2005 |
|
RU2281186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1994 |
|
RU2080959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025208C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2183530C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2279954C2 |
| Устройство для изготовления биметаллических отливок прокатных валков | 1988 |
|
SU1613247A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ КРУПНОГАБАРИТНЫХ ТОРЦОВ | 2004 |
|
RU2271267C1 |
Изобретение относится к литейному производству и может быть использовано для литья биметаллических цилиндрических изделий, например прокатных валков. В форму помещают плавящиеся электроды, число которых кратно четырем, выполненных в виде соосных спиралей со сменой направления навивки. Электроды равномерно сдвинуты относительно друг друга по азимуту, подключены к источнику тока с последовательным чередованием полярности. Азимутальное расстояние между соседними электродами больше расстояния между концами электродов и запорной плитой формы. Устанавливают требуемую номинальную силу тока, протекающую через каждый из электродов. Заливают в форму жидкий шлак и подают напряжение на все электроды. Под слой шлака заливают в форму жидкий металл. В ходе электрошлакового процесса величину силы тока измеряют и стабилизируют относительно заданных номинальных значений силы тока раздельно по каждому электроду путем изменения сопротивления питающей его электрической цепи. Благодаря выравниванию межэлектродных промежутков обеспечивается устойчивость технологического процесса и повышение качества отливок. 1 ил.
Способ электрошлакового литья прокатных валков, включающий заливку жидкого металла под слой шлака в форму, использование плавящихся электродов, число которых кратно четырем, выполненных в виде соосных спиралей со сменой направления навивки, причем электроды равномерно сдвинуты относительно друг друга по азимуту, подключены к источнику тока с последовательным чередованием полярности, а азимутальное расстояние между соседними электродами больше расстояния между концами электродов и запорной плитой формы, отличающийся тем, что в ходе электрошлакового процесса межэлектродное расстояние выравнивают путем измерения силы тока, протекающего через каждый электрод, и стабилизации ее относительно заданных номинальных значений силы тока раздельно по каждому электроду изменением сопротивления питающей его электрической цепи.
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2267379C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2183530C1 |
| Чертежный прибор | 1984 |
|
SU1240635A1 |
| JP 55097869 A, 25.07.1980 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1994 |
|
RU2080959C1 |

