Изобретение относится к области литья, а более конкретно - к электрошлаковому литью цилиндрических биметаллических изделий, например прокатных валков с чугунной рубашкой.
Известен способ обработки чугуна в литниковой системе (авторское свидетельство СССР №1397491, МПК С 21 С 1/00), заключающийся в его отбеле хлоридами и фторидами щелочных и щелочноземельных металлов. Но при этом не исключается взаимодействие поверхности расплава с воздухом. Кроме того, в процессе последующего литья этого чугуна происходит интенсивный газообмен струи металла с окружающим воздухом и вторичное ее окисление. Кроме того, используемые соединения термически нестабильны и разлагаются при температурах, меньших температуры плавления чугуна. В результате имеются большие вредные выбросы в атмосферу хлора и фтора, а эффективность отбела снижается.
Наиболее близким по технической сущности является способ изготовления биметаллических прокатных валков, реализуемый устройством для изготовления биметаллических прокатных валков (патент РФ №2183530 С1, МПК В 22 D 25/06, приоритет от 20.06.2002). Для изготовления биметаллических прокатных валков используют элекрошлаковый процесс с плавящимся электродом в виде порошковой проволоки. В ходе электрошлакового литья осуществляют подачу металла в зазор между бандажом и осью валка.
Недостатком способа является слабая защита твердого слоя валка, формируемого электрошлаковым способом, от вторичного окисления. Кроме того, недостаточна отбеленность этого слоя.
Целью изобретения являются улучшение защиты твердого слоя валка, формируемого электрошлаковым способом, от вторичного окисления с одновременным отбеливанием этого слоя, а также повышение технологичности реализации этих функций.
Для этого в способе изготовления биметаллических прокатных валков с использованием электрошлакового процесса с плавящимся электродом в виде порошковой проволоки, включающем подачу металла в зазор между бандажом и осью валка, дополнительно создают среду защитных газов, в качестве источника которых используют хлориды и фториды щелочных и щелочноземельных металлов, которые наносят на внутреннюю поверхность литейного кокиля и заполняют ими внутреннюю полость электрода, при этом зазор между бандажом и осью валка закрывают крышкой с отверстием овальной формы для подачи металла и подвода тока.
Способ реализуется следующим образом.
Плавящийся электрод выполняют полым. Его внутреннюю поверхность заполняют порошком хлорфтористых соединений. Одновременно на внутреннюю поверхность чугунного бандажа, выполняющего роль литейного кокиля, наносят слой хлорфтористых соединений. Металл льют в зазор между бандажом и осью валка. При нагревании и взаимодействии со шлаком и металлом хлорфтористые соединения интенсивно испаряются и вытесняют воздух из зазора между осью валка и бандажом. Одновременно в результате разбрызгивания струи и химического взаимодействия с порошковой проволокой металл интенсивно насыщается хлорфтористыми соединениями, что обеспечивает отбел чугуна и повышение износостойкости валка. Фактически кокиль выполняет одновременно функции кристаллизатора и защитного стакана, причем его защитные свойства будут усилены вытеснением из него воздуха испаряющимися хлорфтористыми соединениями. А для большей экономии хлорфтористых соединений и снижения вредных выбросов в атмосферу хлора и фтора зазор сверху закрывают крышкой с отверстием овальной формы для подачи металла и подвода тока.
В качестве источника защитного газа и легирующих добавок используются хлориды и фториды щелочных и щелочноземельных металлов, например CaF2, BF2, Na3AlF6, KCl, NaCl, CaCl2.
Предлагаемый способ проиллюстрирован чертежом. На нем обозначены: 1 - ось валка, 2 - электрод, 3 - крышка, 4 - бандаж, 5 - слой хлорфтрористых соединений, 6 - шлаковая ванна, 7 - металлическая ванна, 8 - зона подплавления, 9 - переходный слой, 10 - отверстие в крышке.
На внутреннюю поверхность бандажа 4, выполняющего роль литейного кокиля, наносят слой 5 хлоридов и фторидов щелочных и щелочноземельных металлов. При этом в качестве связующего для удержания порошкообразных хлоридов и фторидов щелочных и щелочноземельных металлов на внутренней поверхности бандажа 4 используют, например, жидкое стекло.
Плавящийся электрод 2 выполняют в виде порошковой проволоки. При изготовлении электрода 2 его внутреннюю полость заполняют хлоридами и фторидами щелочных и щелочноземельных металлов. Плавящийся электрод 2 навивают, придавая ему форму соленоида. Полученный соленоид разрезают на две части. Одну из частей разворачивают на 180 градусов и пристыковывают к первой части. В результате образуется механически и электрически связанная конструкция электрода 2. Зазор между бандажом 4 и осью валка 1 снизу закрывают металлической пластиной - затравкой (не показана). К наружной поверхности затравки присоединяется первый провод электропитания электрошлакового процесса (не показан). Электрод 2 закрепляют в зазоре между бандажом 4 и осью валка 1 так, чтобы нижний (рабочий) конец находился на расстоянии 20-30 мм от верхней поверхности затравки. Соленоидообразный электрод 2 закрепляют посередине зазора так, чтобы расстояние от него до цилиндрической боковой поверхности оси валка 1 и до внутренней цилиндрической поверхности бандажа 4 было примерно одинаковым. В качестве распорок при закреплении электрода 2 используют, например, сухие березовые клинья (не показаны). К верхней части электрода присоединяют второй провод для электропитания электрошлакового процесса (не показан).
Зазор между бандажом 4 и осью валка 1 сверху закрывают крышкой 3 с двумя отверстиями: основным отверстием овальной формы 10 и вспомогательным небольшим отверстием для пропуска второго провода электропитания в изоляции (не показано). Таким образом, в зазоре образуется замкнутое пространство, доступ в которое возможно только через отверстие 10 в крышке 3.
С помощью промежуточного устройства (не показано) наводится жидкая шлаковая ванна, которая через отверстие 10 подается в зазор между бандажом 4 и осью валка 1. Образуется слой 6 шлаковой ванны. Включают электрический ток, и протекает электрошлаковый процесс. Также через промежуточное устройство порциями подают (заливают) жидкий чугун. В результате в нижней части зазора формируется жидкая металлическая ванна 7, а шлаковая ванна 6, которая обладает меньшей плотностью, всплывает над металлической ванной 7, постепенно поднимаясь вместе с ней.
Происходит плавление нижнего (рабочего) конца электрода 2, однако вследствие подъема металлической 7 и шлаковой 6 ванн межэлектродный промежуток поддерживается неизменным. Принцип регулирования тепловложения электрошлакового процесса описан в известном способе (Патент РФ 2080959, кл. В 22 D 19/16, 1997). Нижняя часть жидкой металлической ванны 7 постепенно кристаллизуется, образуя переходный слой 9. В местах близкого расположения электрода на бандаже 4 формируются зона подплавления 8. Форма подплавления бандажа соответствует форме самого электрода, то есть соленлида. Причем в соответствии с формой электрода одна часть зоны подплавления 8 оказывается как бы «навитой» в одну сторону, а другая - в обратную сторону.
По мере прогрева внутренней стенки бандажа 4 и плавления электрода 2 из порошковой проволоки, а также взаимодействия со шлаком и металлом хлорфтористые соединения интенсивно испаряются и вытесняют воздух из зазора между осью валка 1 и бандажом 4. Одновременно в результате разбрызгивания струи и химического взаимодействия с порошковой проволокой, металл интенсивно насыщается хлорфтористыми соединениями, что обеспечивает отбел чугуна и повышение износостойкости валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2461443C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2267379C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2183530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025208C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 1994 |
|
RU2080959C1 |
| Устройство для изготовления биметаллических отливок прокатных валков | 1988 |
|
SU1613247A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2209706C2 |
| Способ изготовления биметаллических прокатных валков | 1985 |
|
SU1323226A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2000 |
|
RU2190029C2 |
Изобретение относится к электрошлаковому литью цилиндрических биметаллических изделий, например прокатных валков с чугунной рубашкой. На внутреннюю поверхность бандажа, выполняющего роль кокиля, наносят слой хлоридов и фторидов щелочных и щелочноземельных металлов. Устанавливают электрод в виде порошковой проволоки. Полость электрода заполняют хлоридами и фторидами щелочных и щелочноземельных металлов. Зазор между бандажом и осью валка закрывают крышкой с отверстием и наводят в нем жидкую шлаковую ванну. Через отверстие крышки в зазор подают жидкий чугун. В результате электрошлакового процесса происходит плавление электрода и испарение хлор-фтористых соединений и образование защитной среды. При наплавке обеспечивается защита твердого слоя валка от вторичного окисления и отбел чугуна за счет насыщения металла хлор-фтористыми соединениями. 1 ил.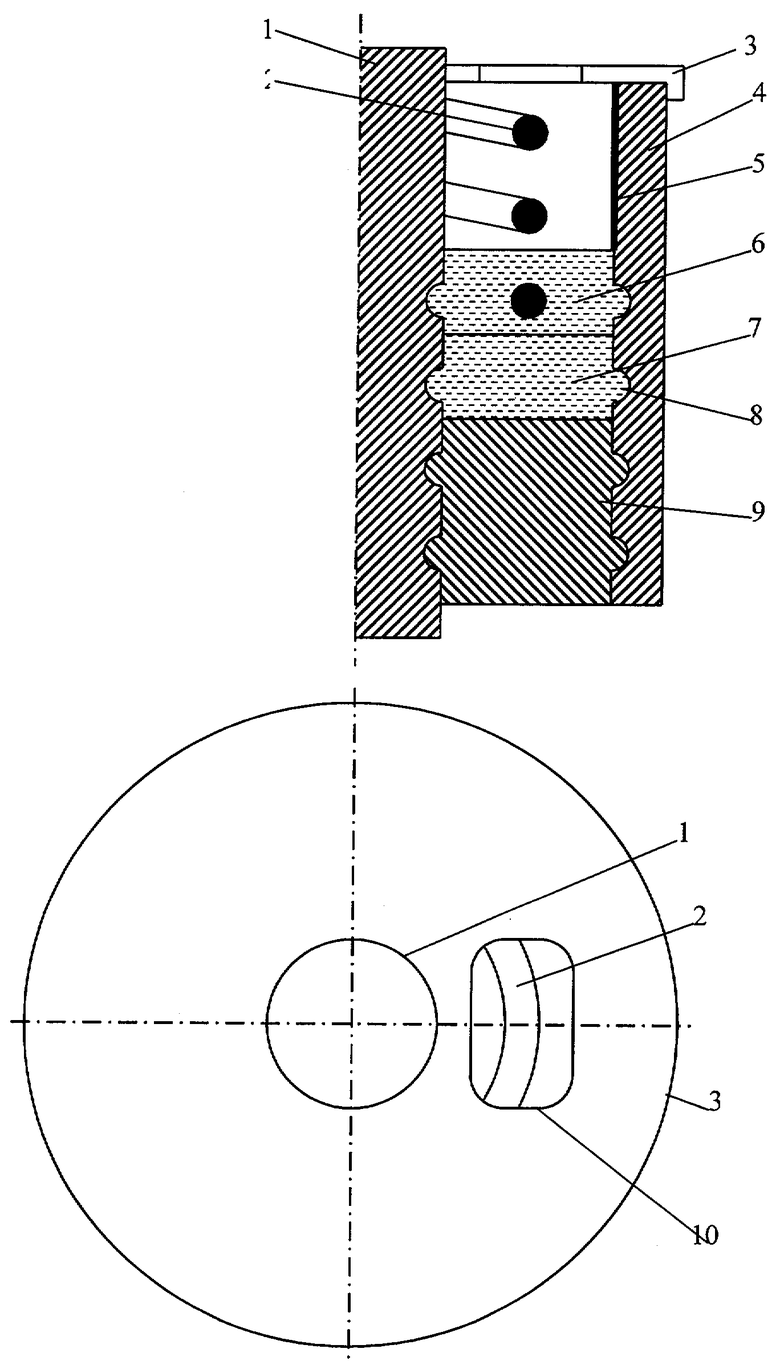
Способ изготовления биметаллических прокатных валков с использованием электрошлакового процесса с плавящимся электродом в виде порошковой проволоки, включающий подачу металла в зазор между бандажом и осью валка, отличающийся тем, что создают среду защитных газов, в качестве источника которых используют хлориды и фториды щелочных и щелочноземельных металлов, которые наносят на внутреннюю поверхность литейного кокиля и заполняют ими внутреннюю полость электрода, при этом зазор между бандажом и осью валка закрывают крышкой с отверстием овальной формы для подачи металла и подвода тока.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2183530C1 |
| Устройство для изготовления биметаллических отливок прокатных валков | 1988 |
|
SU1613247A1 |
| SU 9752991 A, 28.11.1982 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПРОИЗВОДНЫХ ИМИДАЗОЛА | 0 |
|
SU386515A1 |

