Область техники
Настоящее изобретение относится к фрезам. Более конкретно оно обеспечивает создание концевой фрезы, способной существенно ослабить или устранить вибрации самого инструмента и обрабатываемой детали.
Процесс фрезерования по своей сущности является дискретной формой механической обработки. Широкий набор фрез доступен в готовом для применения виде, и пользователь сам может сделать нужный выбор. Используемая фреза может иметь примерно до 20-30 зубьев, в основном, в зависимости от диаметра фрезы и ее типа, а также от таких факторов, как материал, из которого изготовлена фреза, материал обрабатываемой детали, применение фрезы для чистовой или черновой обработки, желательный срок службы фрезы и др.
Как можно ожидать от любой механической обработки дискретного типа, фрезерование создает вибрации, и такие вибрации могут варьировать по амплитуде от пренебрежимо малых до очень больших. При обработке концевой фрезой инструмент обычно подвергается как изгибающим, так и крутящим усилиям, которые имеют дискретный характер в результате того, что зуб входит в контакт с обрабатываемой поверхностью и выходит из него. Как это известно тем, кто бывает в механическом цехе, эти вибрации генерируют звуки, частоты и амплитуды которых находятся в области, воспринимаемой человеческим ухом.
Обрабатываемая деталь также испытывает вибрации, характер которых будет существенным для крупного полого объекта и пренебрежимо малым для сплошной, хорошо закрепленной и имеющей хорошую опору детали.
Заметная вибрация, иногда именуемая вибрированием, вредна для механической обработки не только из-за производимого шума. Такие вибрации являются непосредственной причиной плохого качества механической обработки детали, а также сокращения срока службы фрезы и пониженной точности обработки.
Нежелательные вибрации могут присутствовать в режущем инструменте или в детали и могут присутствовать и в инструменте, и в детали.
Серьезная проблема возникает, когда частота вибрации фрезы соответствует или близка к собственной частоте обрабатываемой детали, что приводит к резонансу. Возникающее при этом резкое увеличение амплитуды делает невозможным приемлемое выполнение работы, а генерируемый звук может быть крайне неприятным. Весьма вероятны также поломка фрезы, например, концевой фрезы, или выход детали в брак. Использование более жесткой фрезы и применение дополнительных опор для детали вывело бы частоту вибрации на безопасный и не воспринимаемый ухом уровень и существенно уменьшило бы амплитуду, но такие желательные меры не всегда доступны.
Повышение скорости резания также часто является непрактичным, поскольку реально приводит к сокращению срока службы инструмента. Использование концевых фрез со спиральными зубьями, как и геликоидальных шестерен, способствует ослаблению, но не решению данных проблем.
Уровень техники можно оценить при рассмотрении релевантных патентов США.
В патенте США №4285618 Стэнли Мл. (Stanley, Jr.) заявляет фрезу, представленную, как концевая фреза, снабженная зазубринами на режущих кромках. Зазубрины смещены в осевом направлении относительно смежного зуба. Способность подобной фрезы уменьшить вибрации требует проверки посредством испытаний.
В патенте США №4963059 Хаяма (Hiyama) предлагает концевую фрезу, у которой угол наклона спирали канавки неодинаков для каждой канавки. Однако поскольку боковые режущие кромки распределены равномерно по боковой поверхности фрезы, по меньшей мере, в одном положении, предложенная конструкция обеспечила бы только частичное решение. Кроме того, при изготовлении подобной концевой фрезы возникла бы проблема, поскольку имело бы место существенное варьирование металла, доступного для изготовления зуба, по длине фрезы.
В патенте США №6168355 Ворделл (Wardell) описывает концевую фрезу, имеющую основную часть и петли, выступающие наружу из участка инструмента. Средства ослабления вибрации не обеспечены.
В патенте США №6164877 Камата (Kamata) и др. описывают фасонную фрезу, предназначенную для нарезания канавок специальной формы. Задний угол зуба остается постоянным по длине инструмента. Никаких антивибрационных средств не показано.
В другом патенте США Ворделл описывает концевую фрезу, имеющую основную спиральную канавку, задающую режущую поверхность с малым углом, и вспомогательную канавку для формирования режущей поверхности с большим углом. Такое выполнение не решит проблем, связанных с вибрациями инструмента.
Еще одна концевая фреза со спиральными канавками непостоянной формы представлена в опубликованной американской патентной заявке 2005/0105973 на имя МакАртура (MacArthur). Зубья фрезы равномерно распределены по боковой поверхности инструмента.
Из уровня техники следует, что удовлетворительное решение пока неизвестно.
Цель изобретения
Поэтому одной из целей, по меньшей мере, одного варианта является преодоление недостатков известных фрез и создание концевой фрезы, которая устранит или существенно уменьшит периодические вибрации, вредные как для инструмента, так и для обрабатываемой детали.
Еще одна цель, по меньшей мере, одного варианта состоит в том, чтобы раскрыть конструкцию инструмента, которая может быть легко запрограммирована для изготовления и которая может быть изготовлена при стоимости, лишь слегка более высокой, чем у обычных концевых фрез.
Раскрытие изобретения
Перечисленные цели могут быть достигнуты, по меньшей мере, в одном варианте виброустойчивых концевой фрезы, фрез для врезного фрезерования и бор-фрез, содержащих хвостовую часть и, по меньшей мере, одну режущую часть, разделенную на множество зубьев канавками, расположенными между указанными зубьями, причем каждый зуб имеет, по меньшей мере, одну режущую кромку, а первый угол, разделяющий режущую кромку первого зуба и режущую кромку зуба, смежного с ним в направлении по часовой стрелке, отличается от второго угла, разделяющего указанную режущую кромку указанного первого зуба и режущую кромку зуба, смежного с ним в направлении против часовой стрелки или по часовой стрелке. Например, в варианте, имеющем только два зуба, первый угол, разделяющий режущую кромку первого зуба и режущую кромку второго зуба (который является смежным с первым зубом, поскольку он является единственным другим зубом) в направлении по часовой стрелке, отличается от второго угла, разделяющего режущую кромку первого зуба и режущую кромку второго зуба в направлении против часовой стрелки. В варианте, имеющем три или более зубьев, первый угол, разделяющий режущую кромку первого зуба и режущую кромку второго зуба, смежного с первым зубом в направлении по часовой стрелке, отличается от второго угла, разделяющего режущую кромку первого зуба и режущую кромку третьего зуба, смежного с первым зубом в направлении против часовой стрелки.
В одном варианте предлагается концевая фреза, у которой разность между указанным первым и указанным вторым углами находится в интервале 0,2-60°.
В другом варианте предлагается концевая фреза, у которой разность между указанным первым и указанным вторым углами находится в интервале 0,2-30°.
В другом варианте предлагается концевая фреза, у которой все канавки в указанной режущей части имеют одинаковые ширину и глубину.
В следующем варианте предлагается концевая фреза или бор-фрезы, у которых канавка расположена между двумя смежными зубьями, разнесенными на угол, превышающий угол, который соответствовал бы равномерному угловому разнесению, при этом указанная канавка является более широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
Еще в одном варианте предлагается концевая фреза или бор-фрезы, у которых канавка расположена между двумя смежными зубьями, разнесенными на угол, меньший, чем угол, который соответствовал бы равномерному угловому разнесению, при этом указанная канавка является менее широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
В дальнейшем варианте предлагается концевая фреза или фрезы для врезного фрезерования, или бор-фрезы, которые имеют постоянный угол наклона спирали канавки в пределах каждого зуба и постоянный угол наклона спирали канавки от зуба к зубу в режущей части концевых фрез, фрез для врезного фрезерования или бор-фрез.
В другом варианте предлагается концевая фреза или фрезы для врезного фрезерования, или бор-фрезы, которые имеют угол наклона спирали канавки, изменяющийся от низкого до высокого значения по длине каждого зуба в режущей части концевых фрез, фрез для врезного фрезерования или бор-фрез, при одинаковом изменении указанного угла для всех зубьев.
Еще в одном варианте предлагается концевая фреза, у которой, по меньшей мере, одна группа указанных режущих кромок смещена относительно положения при равномерном разнесении, и, по меньшей мере, еще одна группа режущих кромок расположена в конфигурации с равномерным разнесением.
Должно быть, таким образом, понятно, что фреза согласно, по меньшей мере, одному варианту обеспечивает нарушение регулярности прикладываемого усилия, вызывающей нежелательную вибрацию как в концевой фрезе, так и в обрабатываемой детали. Резонанс имеет место, когда собственная частота фрезы или обрабатываемой детали соответствует или близка к частоте вынужденной вибрации. Концевая фреза согласно, по меньшей мере, одному варианту, которая имеет нерегулярно разнесенные режущие поверхности, будет создавать усилия резания с нерегулярным временным циклом, результатом чего станут подавление резонанса и значительно ослабленная вибрация на любой частоте. Контроль вибрации обеспечивает желаемые преимущества лучшего качества поверхности, увеличенного срока службы инструмента и, разумеется, ослабления шума.
Теоретические расчеты частот вибрации для фрез и обрабатываемых деталей затруднительны в связи со сложной формой инструмента и во многих случаях обрабатываемой детали, а также потому, что концевая фреза подвергается воздействию как крутящих, так и изгибающих усилий. Однако измерение вибрации в процессе изготовления пробной детали является простой задачей. Кроме того, уровень вибраций легко рассчитывается на основе количества зубьев и скорости (в оборотах в минуту) шпинделя станка. Следовательно, простое испытание покажет, какой диаметр инструмента и преимущества неравномерного распределения зубьев по периферии инструмента, по меньшей мере, в одном варианте не ограничены условиями резонанса. При любой собственной частоте нежелательная вибрация ослабляется неравномерным периферийным расположением режущих кромок. Ослабление вибраций до минимальной амплитуды является обязательным условием правильной и экономичной механической обработки посредством любого обрабатывающего инструмента.
Опытный образец фрезы, изготовленной согласно, по меньшей мере, одному варианту, был испытан с получением следующих результатов.
Инструменты
Концевая фреза из карбида, диаметр 12 мм:
№1 - 5 канавок с неравномерным разнесением режущих кромок согласно одному варианту;
№2 - 5 канавок с равномерным разнесением режущих кромок.
Материал: нержавеющая сталь St. 316L
Условия резания
Фрезерование паза: глубина резания 12 мм (1 диаметр).
Таким образом, было обнаружено, что концевая фреза согласно, по меньшей мере, одному варианту обеспечила достижение поставленных целей.
Концевые фрезы из карбида диаметром 12 мм с 5 канавками и с неравномерным разнесением режущих кромок согласно одному варианту предотвращают вибрации в широком интервале скоростей: 50-90 м/мин и подач: 0,03-0,07 мм/зуб.
Согласно, по меньшей мере, одному возможному варианту расстояние между двумя зубьями фрезы корректируют (подбирают) экспериментально, чтобы существенно или, по меньшей мере, частично, подавить вибрации, обусловленные расстояниями между другими зубьями. Чтобы лучше объяснить это на примере, в концевой фрезе с пятью режущими зубьями каждая пара смежных зубьев определяет угловое расстояние между ними. Как было отмечено выше, чтобы существенно ослабить или устранить резонанс, вызванный вибрацией, угловые расстояния не являются равными для всех пар режущих зубьев. Чтобы достичь подобного существенного ослабления или устранения вибраций, расстояние между режущими зубьями и, следовательно, их угловое разнесение могут быть выбраны для каждой пары зубьев во время конструирования концевой фрезы. Если, например, представляется, что угловое расстояние, по меньшей мере, пары зубьев может оказывать или действительно оказывает эффект подавления вибрации, обусловленной другим угловым расстоянием для другой пары зубьев концевой фрезы применительно к конкретному виду обработки, то концевая фреза может быть сконструирована соответствующим образом. После этого концевая фреза может быть испытана на пробной детали, с обеспечением возможности измерений и наблюдений вибраций и/или резонанса, чтобы определить степень эффекта подавления. Если эффект подавления не соответствует желаемому, то угловое расстояние может корректироваться до достижения желаемого эффекта подавления. Подобным методом можно сконструировать концевую или иную фрезу, которая, чтобы избежать резонанса, не просто производит вибрацию, варьируемую от режущего зуба к режущему зубу, но использует вибрации, создаваемые одной или более парами зубьев для того, чтобы, по меньшей мере, частично подавить и тем самым существенно ослабить или устранить вибрации, создаваемые одной или более другими парами зубьев. Согласно, по меньшей мере, одному варианту оптимальное или желательное разнесение, которое наиболее эффективно подавляет вибрации, может быть определено посредством теоретических расчетов, измерения частот или комбинации обоих подходов.
Краткое описание чертежей
Далее будут описаны варианты изобретения со ссылками на прилагаемые чертежи, на которых в качестве примеров представлены некоторые варианты. Конструктивные детали показаны только в объеме, необходимом для их принципиального понимания. Описываемые примеры совместно с чертежами сделают для специалистов в данной области очевидным, какие еще возможные варианты могут быть реализованы. На чертежах:
фиг.1 - это вид спереди на концевую фрезу согласно, по меньшей мере, одному варианту;
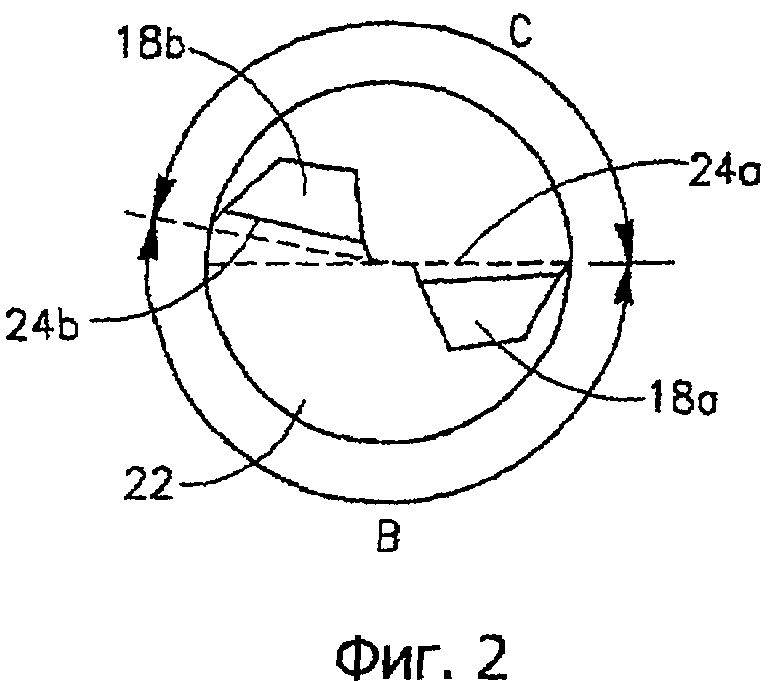
фиг.2 - это вид с торца двузубой концевой фрезы согласно, по меньшей мере, одному варианту;
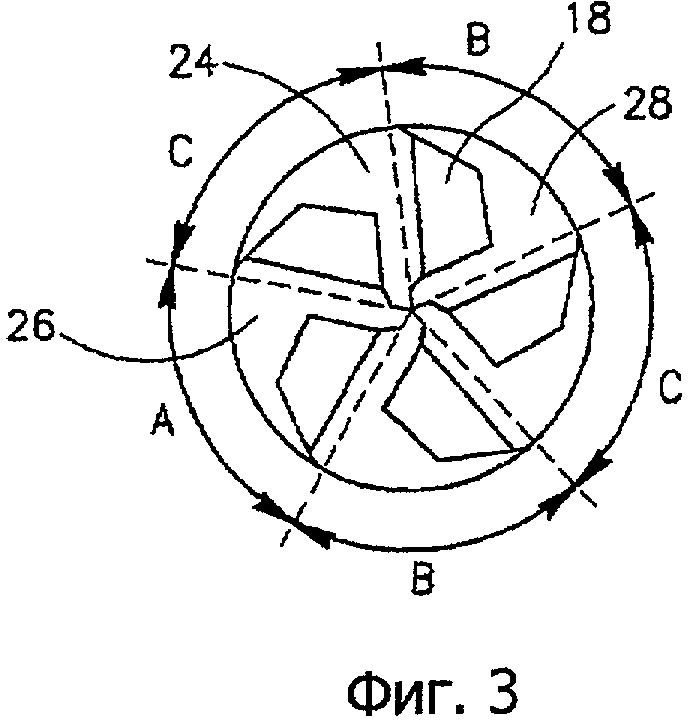
фиг.3 - это вид с торца пятизубой концевой фрезы согласно, по меньшей мере, одному варианту;
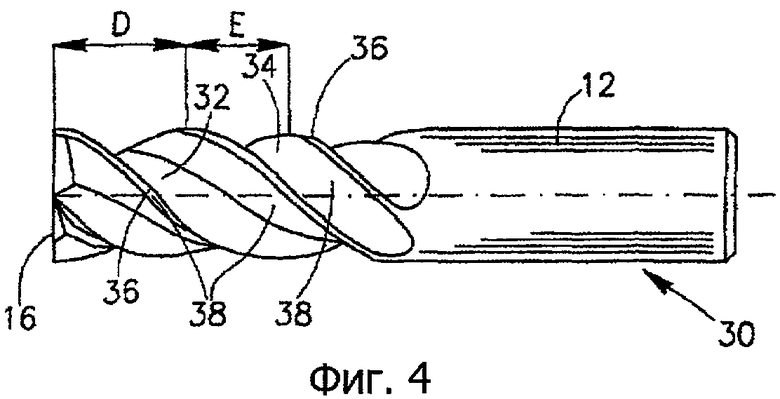
фиг.4 - это вид спереди на концевую фрезу согласно, по меньшей мере, одному варианту, иллюстрирующий вариации канавок;
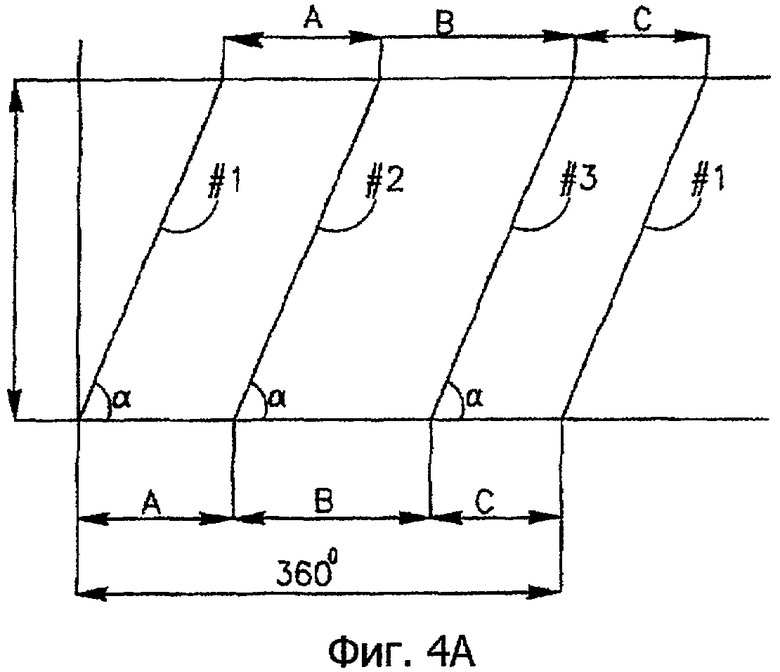
фиг.4а - это диаграмма для трехканавочной концевой фрезы с постоянным углом спирали канавки для каждого зуба и с постоянным углом спирали канавки при переходе от зуба к зубу;
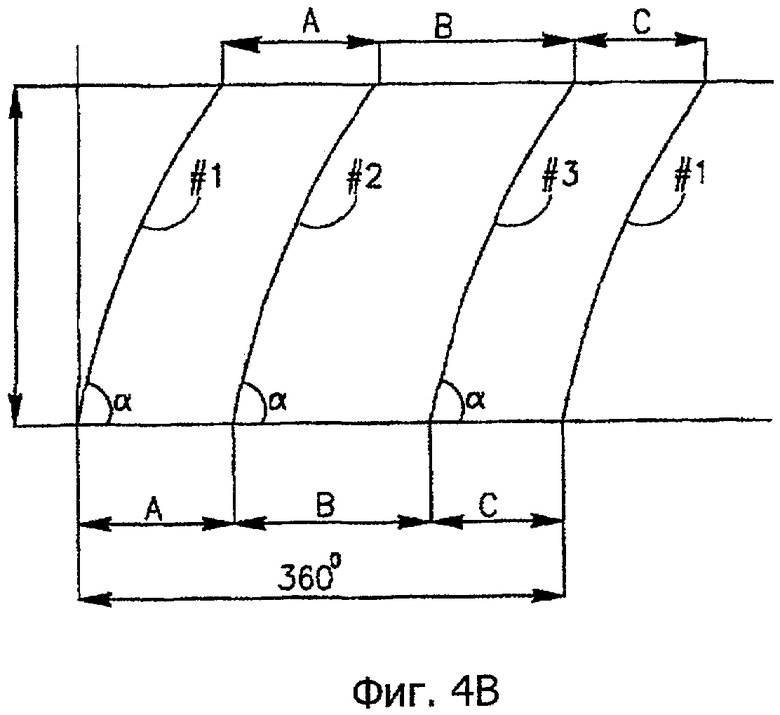
фиг.4b - это диаграмма для трехканавочной концевой фрезы с изменением угла спирали канавки от малого значения к большому для каждого зуба при одинаковом изменении угла спирали канавки для всех зубьев;
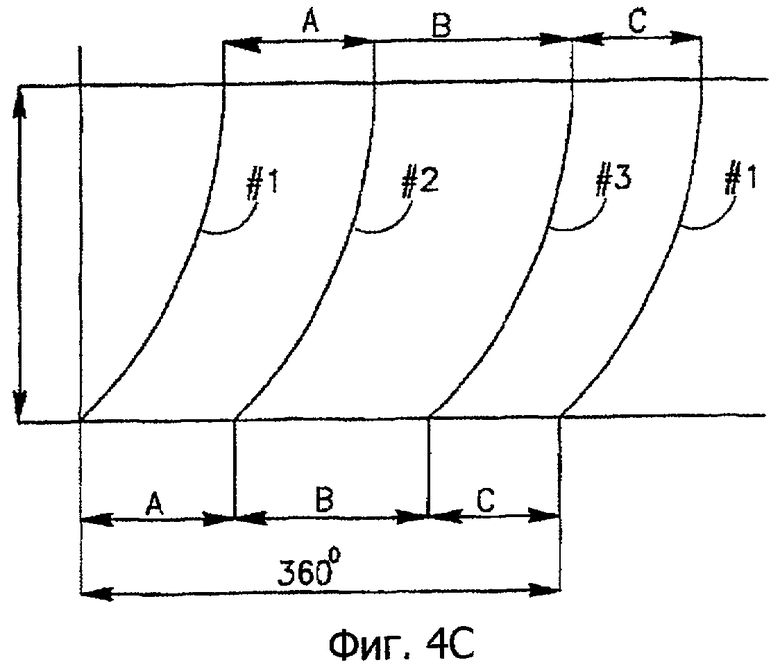
фиг.4с - это диаграмма для трехканавочной концевой фрезы с изменением угла спирали канавки от большого значения к малому для каждого зуба при одинаковом изменении угла спирали канавки для всех зубьев;
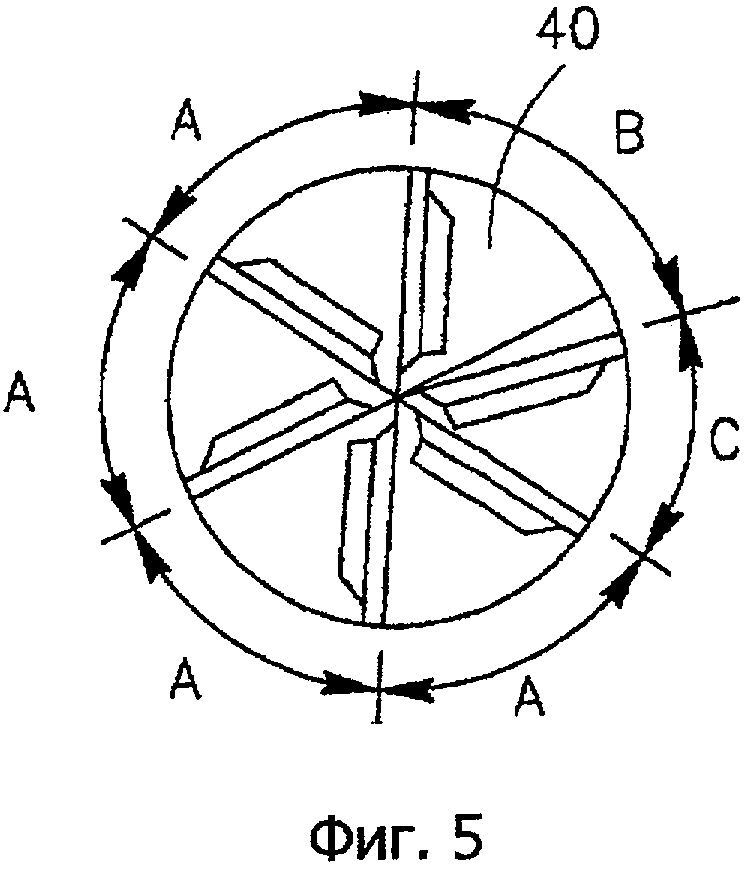
фиг.5 - это вид с торца пятизубой концевой фрезы согласно, по меньшей мере, одному варианту, и
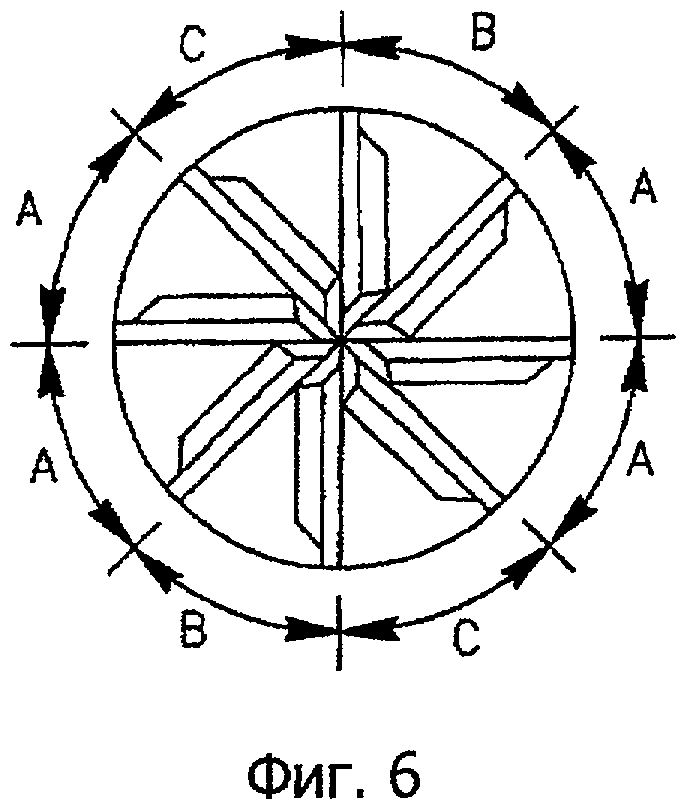
фиг.6 - это вид с торца восьмизубой концевой фрезы согласно, по меньшей мере, одному варианту, имеющей два отдельных зуба, смещенных относительно равномерного расположения, и две группы равномерно распределенных зубьев.
Осуществление изобретения
На фиг.1 можно видеть виброустройчивую концевую фрезу 10, содержащую хвостовик (хвостовую часть) 12 для захвата патроном. Режущие части 14, 16 видны на боковой и концевой поверхностях. Режущая часть 14 разделена на 4 зуба 18 четырьмя канавками 20, расположенными между зубьями 18.
Фиг.2 иллюстрирует двузубую концевую фрезу 22; видна торцевая режущая кромка 24 каждого зуба 18 режущей части 16. Первый угол В и второй угол С отделяют две режущие кромки 24а первого зуба 18а от режущей кромки 24b второго зуба. Разность между углами А и В на фиг.2 составляет около 30°, но, если это представляется желательным, она может быть увеличена для концевых фрез до 60°. Следует отметить, что А+В=360°.
На остальных фигурах для сходных частей использованы сходные цифровые обозначения.
На фиг.3 показана пятизубая концевая фреза 26, у которой разность между первым и вторым углами В, С находится в интервале 0,2-30°. Как можно видеть из этой фигуры, для фрез, имеющих 5 зубьев (или более), желательна меньшая разность. Имеются две пары нерегулярных интервалов В, С для режущих кромок, и единственный угол А, соответствующий условию равенства углов, т.е. составляющий в представленном примере 72°. С целью упрощения изготовления для всех зубьев используется одинаковый профиль канавки 28.
На фиг.4 изображена концевая фреза 30, имеющая различные канавки 32, 34, расположенные между режущими кромками 36 смежных зубьев 38. Смежные зубья 38 разнесены на угол В, превышающий угол А, который соответствовал бы равномерному угловому распределению, как это можно видеть из фиг.3.
Канавка 32, соответствующая углу В, шире и глубже, чем канавка 34, соответствующая углу А, чтобы улучшить подачу охлаждающей жидкости и облегчить отвод и удаление стружки, когда зубья работают при увеличенной подаче на зуб по сравнению с равномерным угловым расстоянием между зубьями (равным углу А).
Фиг.4а - это диаграмма для трехканавочной концевой фрезы с постоянным углом спирали канавки для каждого зуба и с постоянным углом спирали канавки при переходе от зуба к зубу.
Фиг.4b - это диаграмма для трехканавочной концевой фрезы с изменением угла спирали канавки от низкого до высокого значения для каждого зуба при одинаковом изменении угла спирали канавки для всех зубьев.
Фиг.4с - это диаграмма для трехканавочной концевой фрезы с изменением угла спирали канавки от низкого до высокого значения для каждого зуба при одинаковом изменении угла спирали канавки для всех зубьев.
На фиг.5 показана шестизубая концевая фреза 40, у которой четыре угловых интервала между режущими кромками выбраны равными (А=60°), тогда как два остальных интервала В и С являются нерегулярными и совместно перекрывают оставшиеся 120°.
Фиг.6 иллюстрирует восьмизубую концевую фрезу 42. Две группы зубьев с регулярными интервалами чередуются с двумя группами, разделенными нерегулярными интервалами В и С.
Другие режущие инструменты и их компоненты описаны в следующих патентах США и опубликованных американских патентных заявках: US 6991409 на имя Ноланда (Noland); US 4497600 на имя Кишимото (Kishimoto); US 4963059 на имя Хаямы; US 2005/0105973 на имя МакАртура; US 2005/0084341 на имя Лонга II и др. (Long II et al.) и US 2005/0117982 на имя Дова и др. (Dov et al). Еще один режущий инструмент представлен в брошюре №HAN03040B фирмы Kennametal Inc., 2003. Все содержание всех перечисленных и всех остальных публикаций, упомянутых в описании, полностью включено в данное описание посредством ссылки.
Предусматривается, что объем представленных вариантов охватывает любые варианты, находящиеся в пределах нижеследующих пунктов формулы изобретения. Представленные примеры иллюстрируют полезные формы варианта или вариантов, но они не должны рассматриваться как ограничивающие объем патентной защиты, так как специалистам в данной области будет понятно, что могут быть легко сформулированы дополнительные варианты и модификации, не выходящие за пределы прилагаемой формулы.
Способ предназначен для изготовления концевой фрезы, фрезы для врезного фрезерования или бор-фрезы и включает следующие операции. Формирование фрезы, имеющей неравное угловое расстояние между смежными зубьями, причем вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подобрана так, чтобы подавить, по меньшей мере, часть вибрации, обусловленной угловым расстоянием между, по меньшей мере, другой парой смежных зубьев. Обработку пробной детали и измерение вибраций и резонанса обусловленных угловым расстоянием между смежными зубьями. В случае обнаружения нежелательных уровней вибрации и резонанса коррекцию углового расстояния между смежными зубьями, чтобы уменьшить вибрацию и резонанс, и формирование другой фрезы, имеющей скорректированное угловое расстояние. Обработку пробной детали скорректированной фрезой и измерение вибраций и резонанса. Повторение указанных операций, пока не будет сформирована фреза, для которой вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подавляет, по меньшей мере, часть вибрации, обусловленной угловым расстоянием между по меньшей мере другой парой смежных зубьев. Изготовление по меньшей мере одной рабочей фрезы, соответствующей фрезе, полученной в соответствии с предыдущей операцией. Технический результат: повышение стойкости фрез и качества обработанной поверхности за счет уменьшения вибрации. 3 н. и 37 з.п. ф-лы, 6 ил.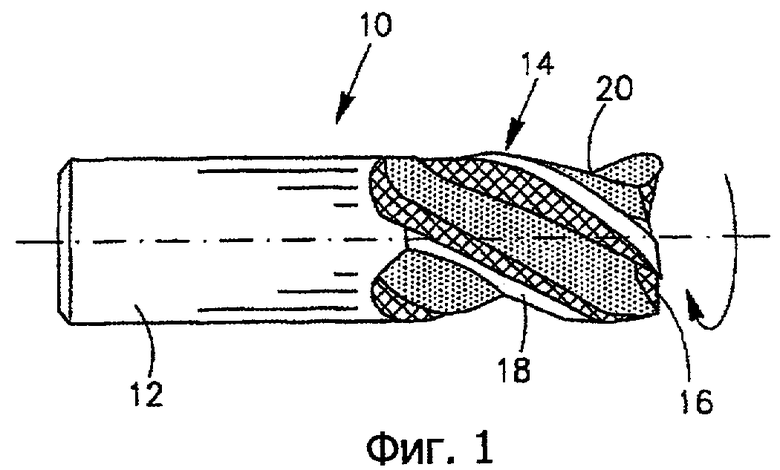
1. Способ изготовления виброустойчивой концевой фрезы, включающий следующие операции:
(a) формирование концевой фрезы, имеющей неравное угловое расстояние между смежными зубьями, причем вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подобрана так, чтобы подавить по меньшей мере часть вибрации, обусловленной угловым расстоянием между по меньшей мере одной другой парой смежных зубьев,
(b) режущую обработку пробной детали указанной концевой фрезой и измерение вибраций и резонанса, обусловленных угловым расстоянием между смежными зубьями,
(c) в случае обнаружения нежелательных уровней вибрации и резонанса коррекцию углового расстояния между смежными зубьями, чтобы уменьшить вибрацию и резонанс, и формирование другой концевой фрезы, имеющей скорректированное угловое расстояние,
(d) режущую обработку пробной детали скорректированной концевой фрезой и измерение вибраций и резонанса, обусловленных откорректированным угловым расстоянием между смежными зубьями,
(e) повторение операций (с) и (d), пока не будет сформирована концевая фреза, для которой вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подавляет по меньшей мере часть вибрации, обусловленной угловым расстоянием между по меньшей мере одной другой парой смежных зубьев, и
(f) изготовление по меньшей мере одной рабочей концевой фрезы, соответствующей концевой фрезе, полученной в соответствии с операцией (е).
2. Способ по п.1, отличающийся тем, что разность между указанным первым и указанным вторым угловыми расстояниями выбирают из интервала 0,2-60°.
3. Способ по п.1, отличающийся тем, что разность между указанным первым и указанным вторым угловыми расстояниями выбирают из интервала 0,2-30°.
4. Способ по п.1, отличающийся тем, что все канавки в указанной режущей части имеют одинаковые ширину и глубину.
5. Способ по п.1, отличающийся тем, что канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, превышающее угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена более широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
6. Способ по п.1, отличающийся тем, что канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, меньшее, чем угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена менее широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
7. Способ по п.1, отличающийся тем, что концевая фреза имеет постоянный угол наклона спирали канавки в пределах каждого зуба и постоянный угол наклона спирали канавки от зуба к зубу.
8. Способ по п.1, отличающийся тем, что концевая фреза имеет угол наклона спирали канавки, изменяющийся от низкого до высокого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
9. Способ по п.1, отличающийся тем, что концевая фреза имеет угол наклона спирали канавки, изменяющийся от высокого до низкого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
10. Способ по п.1, отличающийся тем, что по меньшей мере одна группа указанных режущих кромок смещена относительно положения при равномерном разнесении, и по меньшей мере еще одна группа режущих кромок расположена с равномерным разнесением.
11. Способ изготовления виброустойчивой фрезы, преимущественно концевой фрезы или фрезы для врезного фрезерования, включающий следующие операции:
(a) формирование фрезы, имеющей неравное угловое расстояние между смежными зубьями, причем вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подобрана так, чтобы подавить по меньшей мере часть вибрации, обусловленной угловым расстоянием между по меньшей мере одной другой парой смежных зубьев,
(b) режущую обработку пробной детали указанной фрезой и измерение вибраций и резонанса, обусловленных угловым расстоянием между смежными зубьями,
(c) в случае обнаружения нежелательных уровней вибрации и резонанса коррекцию углового расстояния между смежными зубьями, чтобы уменьшить вибрацию и резонанс, и формирование другой фрезы, имеющей скорректированное угловое расстояние,
(d) режущую обработку пробной детали скорректированной фрезой и измерение вибраций и резонанса, обусловленных откорректированным угловым расстоянием между смежными зубьями,
(e) повторение операций (с) и (d), пока не будет сформирована фреза, для которой вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подавляет по меньшей мере часть вибрации, обусловленной угловым расстоянием между по меньшей мере одной другой парой смежных зубьев, и
(f) изготовление по меньшей мере одной рабочей фрезы, соответствующей фрезе, полученной в соответствии с операцией (е).
12. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, у которой разность между угловыми расстояниями для по меньшей мере двух пар смежных зубьев выбирают из интервала 0,2-60°.
13. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, у которой разность между угловыми расстояниями для по меньшей мере двух пар смежных зубьев выбирают из интервала 0,2-30°.
14. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, у которой все канавки в указанной режущей части имеют одинаковые ширину и глубину.
15. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, превышающее угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена более широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
16. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, меньше, чем угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена более широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
17. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, которая имеет постоянный угол наклона спирали канавки в пределах каждого зуба и постоянный угол наклона спирали канавки от зуба к зубу.
18. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от низкого до высокого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
19. Способ по п.11, отличающийся тем, что он дополнительно включает формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от высокого до низкого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
20. Способ по п.11, отличающийся тем, что по меньшей мере одна группа указанных режущих кромок смещена относительно положения при равномерном разнесении, и по меньшей мере еще одна группа режущих кромок расположена с равномерным разнесением.
21. Способ по п.12, отличающийся тем, что он дополнительно включает формирование фрезы, у которой разность между угловыми расстояниями для по меньшей мере двух пар смежных зубьев выбрана из интервала 0,2-30°.
22. Способ по п.21, отличающийся тем, что он дополнительно включает:
(A) формирование фрезы, у которой все канавки в указанной режущей части имеют одинаковые ширину и глубину,
(B) формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, превышающее угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена более широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев, или
(C) формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, меньшее, чем угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена менее широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
23. Способ по п.22, отличающийся тем, что он дополнительно включает:
(С) формирование фрезы, которая имеет постоянный угол наклона спирали канавки в пределах каждого зуба и постоянный угол наклона спирали канавки от зуба к зубу;
(D) формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от низкого до высокого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев; или
(E) формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от высокого до низкого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
24. Способ по п.23, отличающийся тем, что по меньшей мере одна группа указанных режущих кромок смещена относительно положения при равномерном разнесении, и по меньшей мере еще одна группа режущих кромок расположена с равномерным разнесением.
25. Способ по п.24, отличающийся тем, что указанные операции режущей обработки включают режущую обработку пробной детали, изготовленной из нержавеющей стали (St.) 3161.
26. Способ изготовления виброустойчивой фрезы, преимущественно концевой фрезы, фрезы для врезного фрезерования или бор-фрезы, включающий следующие операции:
(a) формирование фрезы, имеющей неравное угловое расстояние между смежными зубьями, причем вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подобрана так, чтобы подавить по меньшей мере часть вибрации, обусловленной угловым расстоянием между по меньшей мере одной другой парой смежных зубьев,
(b) режущую обработку пробной детали указанной фрезой и измерение вибраций и резонанса, обусловленных угловым расстоянием между смежными зубьями,
(c) в случае обнаружения нежелательных уровней вибрации и резонанса коррекцию углового расстояния между смежными зубьями, чтобы уменьшить вибрацию и резонанс, и формирование другой фрезы, имеющей скорректированное угловое расстояние,
(d) режущую обработку пробной детали скорректированной фрезой и измерение вибраций и резонанса, обусловленных откорректированным угловым расстоянием между смежными зубьями,
(e) повторение операций (с) и (d), пока не будет сформирована фреза, для которой вибрация, обусловленная угловым расстоянием между по меньшей мере одной парой смежных зубьев, подавляет по меньшей мере часть вибрации, обусловленной угловым расстоянием между по меньшей мере одной другой парой смежных зубьев, и
(f) изготовление по меньшей мере одной рабочей фрезы, соответствующей фрезе, полученной в соответствии с операцией (е).
27. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, у которой разность между указанным первым и указанным вторым угловыми расстояниями выбирают из интервала 0,2-60°.
28. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, у которой разность между указанным первым и указанным вторым угловыми расстояниями выбирают из интервала 0,2-30°.
29. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, у которой все канавки в режущей части имеют одинаковые ширину и глубину.
30. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, превышающее угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена более широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
31. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, меньшее, чем угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена менее широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
32. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, которая имеет постоянный угол наклона спирали канавки в пределах каждого зуба и постоянный угол наклона спирали канавки от зуба к зубу.
33. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от низкого до высокого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
34. Способ по п.26, отличающийся тем, что он дополнительно включает формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от высокого до низкого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
35. Способ по п.26, отличающийся тем, что по меньшей мере одна группа указанных режущих кромок смещена относительно положения при равномерном разнесении, и по меньшей мере еще одна группа режущих кромок расположена с равномерным разнесением.
36. Способ по п.27, отличающийся тем, что он дополнительно включает формирование фрезы, у которой разность между указанным первым и указанным вторым угловыми расстояниями выбирают из интервала 0,2-30°.
37. Способ по п.36, отличающийся тем, что указанный способ дополнительно включает:
(A) формирование фрезы, у которой все канавки в указанной режущей части имеют одинаковые ширину и глубину, или
(B) формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, превышающее угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена более широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев, или
(С) формирование фрезы, у которой канавка, расположенная между двумя смежными зубьями, разнесенными на угловое расстояние, меньшее, чем угловое расстояние, которое соответствует равномерному угловому разнесению, выполнена менее широкой и глубокой, чем вторая канавка, соответствующая паре равномерно разнесенных смежных зубьев.
38. Способ по п.37, отличающийся тем, что он дополнительно включает
(C) формирование фрезы, которая имеет постоянный угол наклона спирали канавки в пределах каждого зуба и постоянный угол наклона спирали канавки от зуба к зубу, или
(D) формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от низкого до высокого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев, или
(E) формирование фрезы, которая имеет угол наклона спирали канавки, изменяющийся от высокого до низкого значения в пределах каждого зуба, при одинаковом изменении указанного угла для всех зубьев.
39. Способ по п.38, отличающийся тем, что по меньшей мере одна группа указанных режущих кромок смещена относительно положения при равномерном разнесении, и по меньшей мере еще одна группа режущих кромок расположена с равномерным разнесением.
40. Способ по п.39, отличающийся тем, что указанные операции режущей обработки включают режущую обработку пробной детали, изготовленной из нержавеющей стали (St.) 3161.
| Фрезы концевые с коническим хвостовиком, ГОСТ 17026-71 | |||
| - М.: Издательство стандартов, 1982, с.16, 21, 23, 24 | |||
| Способ изготовления борфрезы | 1974 |
|
SU558781A1 |
| Концевая фреза | 1975 |
|
SU631271A1 |
| Виброустойчивая фреза | 1989 |
|
SU1701440A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1991 |
|
RU2010682C1 |
| Экономайзер | 0 |
|
SU94A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| КАРАСЕВ В.Я | |||
| и др | |||
| Концевые и цилиндрические фрезы с неравномерным окружным шагом | |||
| - М.: ЦБТИ, 1959, с.3, 11, 12. | |||

