Изобретение относится к способам и системам управления процессом влагоудаления из фосфолипидных эмульсий подсолнечных масел и может быть использовано в масложировой и других отраслях промышленности.
Технической задачей изобретения является снижение материальных и энергетических ресурсов на единицу массы готового продукта, повышение точности и надежности управления технологическими параметрами на всех стадиях процесса сушки фосфолипидных концентратов подсолнечных масел.
Поставленная техническая задача изобретения достигается тем, что в способе автоматического регулирования процесса сушки фосфолипидных эмульсий подсолнечных масел в коническом ротационно-пленочном аппарате, новым является то, что он характеризуется тем, что измеряют расходы влажной исходной фосфолипидной эмульсии, пара подаваемого в греющую рубашку конического ротационно-пленочного аппарата, обезвоженного фосфолипидного концентрата подсолнечного масла, образующегося в коническом ротационно-пленочном аппарате, удаляемой из него парогазофосфолипидной смеси, выделенного из нее с помощью фильтра парогазовой фракции и жидкой фосфолипидной фракции в линии возврата, смеси ее с влажной исходной фосфолипидной эмульсией, парогазовой фракции после фильтра, воды, подогретой в конденсаторе холодильной машины, греющей воды, подаваемой для подогрева исходной смеси фосфолипидной эмульсии, греющей воды, подаваемой для подогрева фосфолипидного концентрата подсолнечного масла, конденсата, отводимого из испарителя холодильной машины и конденсата, удаляемого из греющей рубашки конического ротационно-пленочного аппарата, свежей воды для подпитки сборника конденсата, подачи конденсата в парогенератор непрерывно определяют мощность электронагревательных элементов парогенератора и мощность приводов перфорированного ротора конического ротационно-пленочного аппарата, компрессора, вакуум насоса, питательных насосов в линиях подачи в непрерывно действующий конический ротационно-пленочный аппарат исходной фосфолипидной эмульсии подсолнечных масел, удаления готового концентрата фосфолипидной эмульсии, подвода в греющую рубашку пара из парогенератора, удаления конденсата из греющей рубашки, возврата в линию отделенной в фильтре жидкой фосфолипидной фракции, рециркуляции воды для подогрева в линии исходной фосфолипидной эмульсии подсолнечных масел, рециркуляции воды в линии готового концентрата фосфолипидной эмульсии, удаления из испарителя конденсата, подачи в парогенератор конденсата, подпитки сборника конденсата свежей водой, по измеренным параметрам о ходе процесса по программно-логическому алгоритму, заложенному в микропроцессор, осуществляют оперативное управление технологическими параметрами с учетом накладываемых на них двухсторонних ограничений, рассчитывают суммарные теплоэнергетические затраты на процесс сушки, определяют их производную по количеству испаряемой из фосфолипидной эмульсии влаги и в зависимости от знака производной воздействуют на расход исходного продукта в антибатной зависимости.
Технический результат изобретения заключается в снижении материальных и энергетических ресурсов на единицу массы готового продукта, повышении точности и надежности управления технологическими параметрами на всех стадиях процесса сушки фосфолипидных концентратов подсолнечных масел.
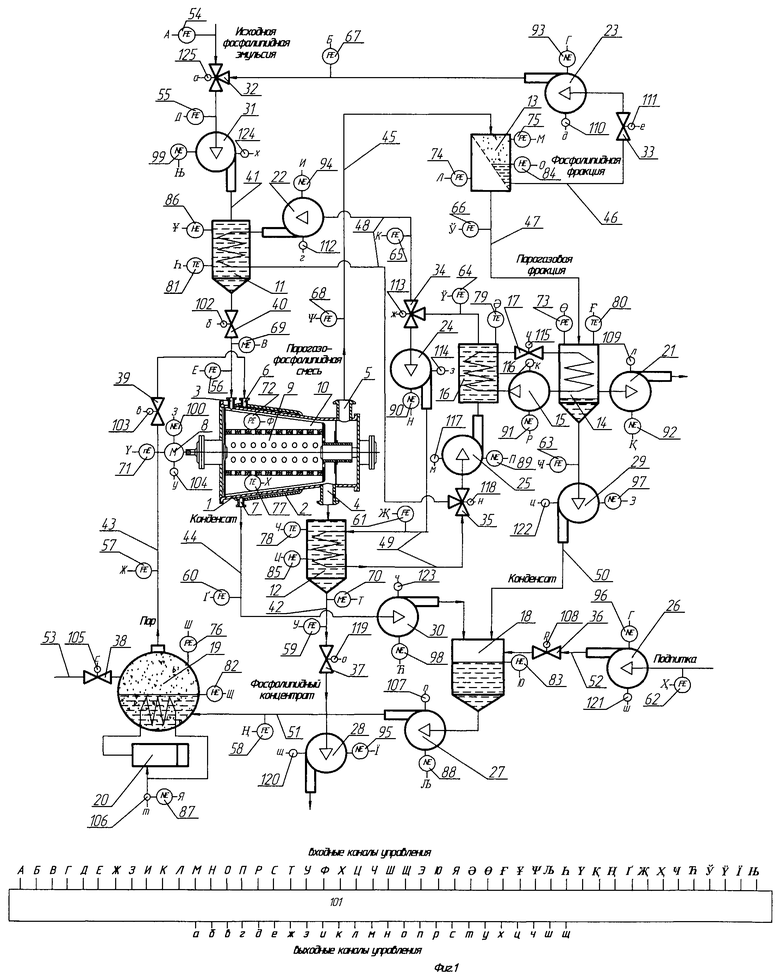
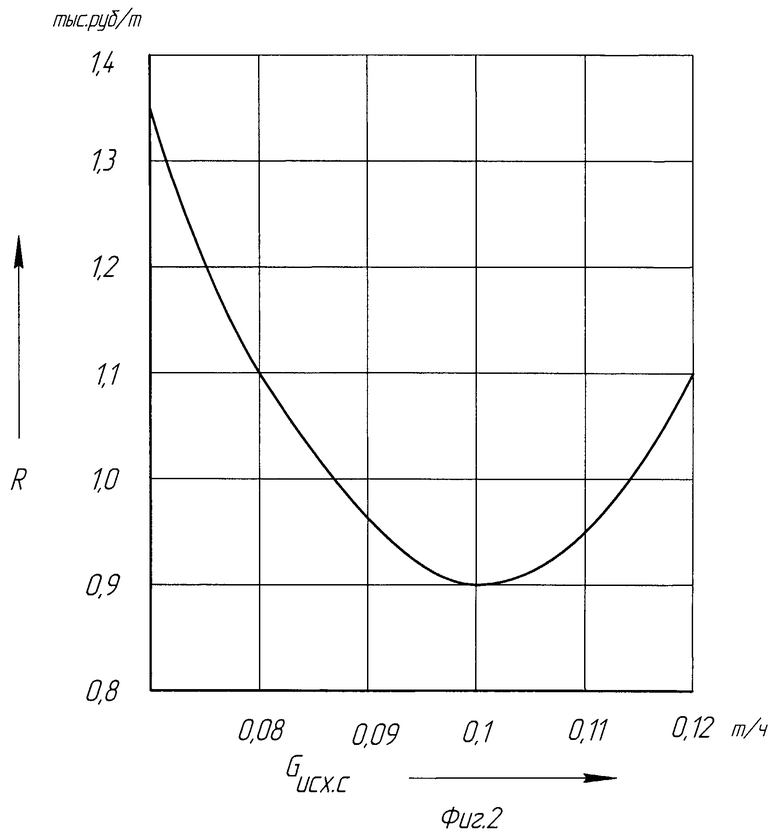
На фиг.1 представлена схема, реализующая способ автоматического регулирования процесса сушки фосфолипидных эмульсий подсолнечных масел в коническом ротационно-пленочном аппарате, на фиг.2 представлен график зависимости удельных суммарных энергозатрат R от расхода исходного сырья Gисх.с..
Схема (фиг.1) содержит конический ротационно-пленочный аппарат 1, имеющий греющую рубашку 2 и патрубки 3, 4 соответственно для ввода исходного продукта, вывода готового продукта, расположенные в верхней и нижней частях корпуса, а также патрубка 5 для присоединения к вакуумной системе. Рубашка 2 снабжена патрубками для подвода пара 6 и отвода конденсата 7.
Внутри корпуса конического ротационно-пленочного аппарата 1 размещен с возможностью вращения от электродвигателя 8 перфорированный ротор 9 с жесткозакрепленными лопастями 10.
Схема также включает теплообменники 11 и 12, фильтр для разделения парофосфолипидной смеси 13, холодильную машины, состоящую из испарителя 14, компрессора 15, конденсатора 16 и терморегулирующего вентиля 17, сборник конденсата 18, парогенератор 19 с регулятором мощности 20 его электронагревательных элементов, вакуум насос 21, питательные насосы 22-31, вентили 32-40, линии подачи в непрерывно действующий конический ротационно-пленочный аппарат 1 исходной фосфолипидной эмульсии подсолнечных масел 41, удаления готового концентрата фосфолипидной эмульсии 42, подвода в греющую рубашку 2 из парогенератора 19 пара 43, удаления из греющей рубашки 2 конденсата 44, отвода из аппарата 1 парогазофосфолипидной смеси 45, возврата в линию 41, отделенной в фильтре 13 жидкой фосфолипидной фракции 46, отвода из фильтра 13 в испаритель 14 холодильной машины пара 47, рецеркуляции воды для подогрева в линии 41 исходной фосфолипидной эмульсии подсолнечных масел 48, рециркуляции воды в линии 42 готового концентрата фосфолипидной эмульсии 49, удаления из испарителя 14 конденсата 50, подачи в парогенератор 19 конденсата 51, подпитки сборника конденсата 18 свежей водой 52, стравливания из парогенератора 19 пара 53, датчики: расхода 54-68, начальной влажности 69 исходного сырья и влажности 70 фосфолипидного концентрата, частоты вращения 71 вала ротора с лопастями в коническом ротационно-пленочном аппарате, давления 72-76, температуры 77-81, уровня жидкости 82-86, мощности электронагревательных элементов парогенератора 87, мощности электроприводов 88-100, микропроцессор 101

- выходные каналы управления), а, б, в, г, д, е, ж, з, и, к, л, м, н, о, п, р, с, т, у, х, ц, ч, ш, щ - выходные каналы управления), исполнительные механизмы 102-125.
Вторичные приборы, цифроаналоговые (ЦАП) и аналого-цифровые (АЦП) преобразователи на схеме не показаны.
Способ автоматического регулирования процессом сушки фосфолипидных эмульсий подсолнечных масел в коническом ротационно-пленочном аппарате осуществляют следующим образом.
Исходная предварительно подогретая в теплообменнике 11 фосфолипидная эмульсия поступает через вентиль 40 и патрубок 3 во внутреннее пространство корпуса конического ротационно-пленочного аппарата 1, где попадает на лопасти 10 вращающегося ротора 9 и под действием центробежных сил наносится на внутреннюю поверхность корпуса конического ротационно-пленочного аппарата 1, обогреваемого через греющую рубашку 2 паром, подаваемым через вентиль 39, патрубок 6 по линии 43.
Одновременно измеряют расход подаваемой в непрерывно действующий конический ротационно-пленочный аппарат 1 влажной исходной фосфолипидной эмульсии с помощью датчика 54 и смеси жидкой фосфолипидной фракции с влажной исходной фосфолипидной эмульсией с помощью датчика 55 в линии 41, отводимой из аппарата 1 парогазофосфолипидной смеси с помощью датчика 68 в линии 45, отделенной в фильтре жидкой фосфолипидной фракции с помощью датчика 67 в линии возврата 46, отводимого из фильтра 13 в испаритель 14 холодильной машины пара с помощью датчика 66 в линии 47, греющей воды для подогрева влажной исходной фосфолипидной эмульсии с помощью датчика 65 в линии рециркуляции 48, готового фосфолипидного концентрата с помощью датчика 59 в линии 42, рециркулирующей воды с помощью датчика 61 в линии 49, теплоносителя, выходящего из конденсатора 16 холодильной машины с помощью датчика 64, пара подаваемого в греющую рубашку 2 конического ротационно-пленочного аппарата 1 с помощью датчика 57 в линии 43, конденсата удаляемого из греющей рубашки 2 с помощью датчика 60 в линии 44, удаляемого из испарителя 14 конденсата с помощью датчика 63 в линии 50, подаваемого в парогенератор 19 конденсата с помощью датчика 58 в линии 51, подпитываемой в сборник конденсата 18 свежей воды с помощью датчика 62 в линии 52, уровень фосфолипидной эмульсии с помощью датчика 86 и фосфолипидного концентрата с помощью датчика 85 в теплообменниках 11 и 12, жидкой фосфолипидной фракции в фильтре с помощью датчика 84, конденсата в емкости 18 с помощью датчика 83, конденсата в парогенераторе 19 с помощью датчика 82, перепад давления на фильтре 13 с помощью датчиков 74 и 75, давление в парогенераторе 19 с помощью датчика 76, в коническом ротационно-пленочном аппарате 1 с помощью датчика 72, температуру в коническом ротационно-пленочном аппарате 1 с помощью датчика 77, нагретой влажной исходной фосфолипидной эмульсии с помощью датчика 81 в теплообменнике 11 и готового фосфолипидного концентрата с помощью датчика 78 в теплообменнике 12, хладагента в конденсаторе 16 холодильной машины с помощью датчика 79 и испарителе 14 холодильной машины с помощью датчика 80.
При этом осуществляют оперативное управление технологическими параметрами с учетом накладываемых на них двухсторонних ограничений, обусловленных как получением готового продукта высокого качества, так и экономической целесообразностью осуществляют по программно-логическому алгоритму, заложенному в микропроцессор 101, в который передается информация о ходе процесса удаления влаги выпариванием из фосфолипидной эмульсии подсолнечного масла в коническом ротационно-пленочном аппарате от датчиков 54-100.
По текущей информации датчиков 55 и 69 соответственно по расходу в линии 41 и влажности исходного сырья микропроцессор 101 устанавливает частоту вращения ротора 9, значение которой измеряется датчиком 71, воздействием на мощность регулируемого привода 8 посредством исполнительного механизма 104.
Из условия материального и теплового балансов микропроцессор 101 устанавливает задание на температуру удаления влаги выпариванием из фосфолипидной эмульсии в коническом ротационно-пленочном аппарате 1, текущее значение которой измеряется датчиком 77, воздействием на расход пара в линии 43 с помощью вентиля 39 и исполнительного механизма 103, а также величину давления в аппарате 1, измеряемую датчиком 72, воздействием на частоту вращения вала вакуум-насоса 21 посредством исполнительного механизма 109.
Обрабатываемая фосфолипидная эмульсия подсолнечных масел в виде тонкой пленки поступательно перемещается вместе с выпаренными из нее парами влаги вдоль корпуса конического ротационно-пленочного аппарата 1 и выводится из него через патрубок 4, сначала в теплообменник 12, в котором поддерживается необходимая для обеспечения реологических свойств фосфолипидной эмульсии температура, значение которой измеряется датчиком 78.
Заполнение теплообменника 12 обезвоженным концентратом фосфолипидной эмульсии осуществляется до предельно допустимого уровня, значение которого измеряется датчиком 85, после чего микропроцессор 101 выдает корректирующий сигнал исполнительным механизмам 119 и 120 для удаления его по линии 42 через вентиль 37 посредством насоса 28 на последующие технологические цели (другие стадии его обработки).
По информации с датчика 70 об отклонении фактического значения влажности концентрата фосфолипидной эмульсии от заданного на выходе из аппарата 1 микропроцессор 101 осуществляет коррекцию следующим образом: при отклонении текущей влажности фосфолипидной эмульсии в сторону увеличения сначала уменьшают частоту вращения вала ротора 9 с помощью исполнительного механизма 104 до достижения предельно минимального значения, затем осуществляют коррекцию величины давления в аппарате 1 путем корректирующего воздействия с микропроцессора 101 на снижение частоты вращения вала вакуум-насоса 21 с помощью исполнительного механизма 109 и далее корректируют температуру фосфолипидной эмульсии воздействием на расход пара с помощью исполнительного механизма 103 вентиля 39 до достижения влажности обезвоженного концентрата фосфолипидной эмульсии подсолнечного масла заданного значения, а при отклонении текущей влажности концентрата фосфолипидной эмульсии подсолнечного масла в сторону уменьшения сначала увеличивают частоту вращения вала ротора 9 с помощью исполнительного механизма 104 до достижения предельно максимального значения, затем осуществляют коррекцию величины давления в коническом ротационно-пленочном аппарате до достижения предельно максимального значения воздействием на частоту вращения вала вакуум-насоса 21 с помощью исполнительного механизма 109 и далее корректируют температуру нагрева при сушке фосфолипидной эмульсии воздействием на расход пара с помощью исполнительного механизма 103 вентиля 39 до достижения влажности фосфолипидной эмульсии заданного значения.
Образовавшаяся в результате выпаривания парогазофосфолипидная смесь из корпуса конического ротационно-пленочного аппарата 1 отсасывается вакуумной системой через отверстия перфорированного ротора 9 и через патрубок 5 в линию 45. Удаленная парогазофосфолипидная смесь поступает в фильтр 13, где от нее отделяется жидкая фракция (фаза) фосфолипидной эмульсии подсолнечных масел, в результате поддержания, измеряемого датчиками 74 и 75, перепада давления до и после разделяющей поверхности фильтра 13 воздействием на мощность, измеряемую датчиком 92, привода вакуум-насоса 21 посредством исполнительного механизма 109. При превышении в фильтре предельно допустимого уровня, измеряемого датчиком 84, осуществляется последующее своевременное удаление из фильтра 13 жидкой фосфолипидной фракции по линии 46 в линию 41 посредством исполнительного механизма 111 вентиля 33, исполнительного механизма 110 привода питающего насоса 23 и исполнительного механизма 125 трехходового вентиля 32.
Трехходовой вентиль 32 обеспечивает необходимый расход фосфолипидной эмульсии в линии 41 в зависимости от измерения датчиками 54 и 67 расходов, поступающей в него исходной фосфолипидной эмульсии и жидкой фосфолипидной фракции из линии 46 путем передачи корректирующего сигнала с микропроцессора 101 исполнительному механизму 125.
Стабилизация температуры смеси влажной исходной фосфолипидной эмульсии с жидкой фосфолипидной фракцией, измеряемой датчиком 81 при определенном ее расходе, измеряемом датчиком 55, обеспечивается с помощью исполнительного механизма 112 насосом 22 путем изменения расхода греющей воды, измеряемого датчиком 65, температура которой, измеряемая датчиком 79, зависит от условий теплообмена в конденсаторе 16 холодильной.
Температуру греющей воды регулируют в конденсаторе 16 холодильной машины за счет изменении теплоты конденсации хладагента в его трубках путем рекуперативного теплообмена между хладагентом и греющей водой воздействием на исполнительный механизм 116 изменения мощности, измеряемой датчиком 91, привода компрессора 15 холодильной машины.
Парогазовая фаза, прошедшая через фильтр 13, по линии 47 попадает в испаритель 14 холодильной машины, где из нее при давлении конденсации, измеряемой датчиком 73, конденсируется жидкая водяная фаза на поверхности змеевика, охлаждаемого в результате испарительного охлаждения дросселируемого во внутреннюю полость трубок змеевика через терморегулирующий вентиль 17 хладагента, а воздух и неконденсирующиеся газы при этом удаляются вакуум-насосом 21. Количество хладагента впрыскиваемого во внутреннюю полость трубок змеевика испарителя 14 обеспечатся исполнительным устройством 115 терморегулирующего вентиля 17 в зависимости от изменения мощности привода компрессора, измеряемого датчиком 91.
В холодильной машине в результате осуществления работы сжатия хладагента в компрессоре 15 выделяется теплота, которая затем в конденсаторе 16 передается воде, за счет чего происходит конденсация хладагента во внутренней полости трубок конденсатора 16. После конденсатора 16 через вентиль 34 с помощью исполнительного устройства 98 одну часть воды направляют по линии 48 для подогрева подаваемой в аппарат 1 исходной фосфолипидной эмульсии подсолнечных масел по линии 41, а другую часть воды подают по линии 49 для подогрева, удаляемого по линии 42 из аппарата 1 полученного готового концентрата фосфолипидной эмульсии подсолнечных масел. Образовавшийся водяной конденсат из испарителя 14 холодильной машины отводят по линии 50 в сборник конденсата 18, куда также направляют по линии 44 и конденсат из греющей рубашки 2 аппарата 1.
При недостаточном уровне, измеряемом датчиком 83, конденсата в сборнике 18 по линии 52 через вентиль 36 с помощью исполнительного механизма 108 и посредством насоса 23 с помощью исполнительного механизма 121 подпитывают свежей специально подготовленной (обессоленной) водой, расход которой измеряется датчиком 62.
Из сборника 18 конденсат по линии 51 посредством питательного насоса 27 и исполнительного механизма 107 направляют в парогенератор 19, где из него осуществляют образование пара с требуемыми параметрами по давлению (обеспечивающей высокую температуру пара). По информации датчика давления 76 микропроцессор 101 осуществляет непрерывную стабилизацию давления пара в парогенераторе 19 воздействием на мощность, измеряемую датчиком 87, электронагревательных элементов посредством исполнительного механизма 106 регулятора мощности 20. При этом достигается заданная производительность парогенератора 19, контроль за которой обеспечивается датчиком расхода пара 57 в линии 43. При достижении давления пара в парогенераторе 19 верхнего предельного значения для предотвращения аварийной ситуации осуществляют сброс давления пара путем его стравливания в линии 53 через предохранительный вентиль (клапан) 38 с применением исполнительного механизма 105.
Информация о текущем значении уровня конденсата в парогенераторе 19 с помощью датчика 82 передается в микропроцессор 101. При изменении уровня конденсата, измеряемого датчиком 82, в парогенераторе 19 микропроцессор 101 осуществляет регулирование привода питающего насоса 27 с помощью исполнительного механизма 107, который корректирует подачу конденсата из сборника конденсата 18 в парогенератор 19 следующим образом: включает питающий насос 27 при достижении уровня конденсата в парогенераторе 19 нижнего заданного значения и отключает его при достижении верхнего заданного значения.
По текущей информации датчика о мощности электронагревательных элементов парогенератора 87, мощности электроприводов 88-100 компрессора 15, вакуум-насоса 21 и питательных насосов 22-31, микропроцессор 101 непрерывно определяет энергозатраты на мощность электронагревательных элементов парогенератора 19 и на мощность электрприводов компрессора 15, вакуум-насоса 21 и питательных насосов 22-31.
Затем микропроцессор 101 по измеренным параметрам (суммарной мощности электроприводов 88-100 компрессора 15, вакуум-насоса 21 и питательных насосов 22-31, электронагревательных элементов парогенератора 19 и количеству влаги, испаряемой из влажной фосфолипидной эмульсии) рассчитывает технико-экономический показатель (критерий оптимизации), в качестве которого использован суммарный расход тепловой и электрической энергии, приходящийся на единицу испаряемой влаги:
 где N1 - потребляемая мощность привода вала ротора с лопастями конического ротационно-пленочного аппарата, кВт; N2 - потребляемая мощность привода компрессора 15 холодильной установки, кВт; N3 - потребляемая мощность привода вакуум-насоса 87, кВт, N4 - потребляемая мощность электронагревательных элементов парогенератора 87, кВт, N5-N14 - потребляемые мощности питательных насосов 22-31, кВт, соответственно в линиях подачи в непрерывно действующий конический ротационно-пленочный аппарат 1 исходной фосфолипидной эмульсии подсолнечных масел 41, удаления готового концентрата фосфолипидной эмульсии 42, удаления из греющей рубашки 2 конденсата 44, отвода из аппарата 1 парогазофосфолипидной смеси 45, возврата в линию 41, отделенной в фильтре 13 жидкой фосфолипидной фракции 46, рецеркуляции воды для подогрева в линии 41 исходной фосфолипидной эмульсии подсолнечных масел 48, рециркуляции воды в линии 42 готового концентрата фосфолипидной эмульсии 49, удаления из испарителя 14 конденсата 50, подачи в парогенератор 19 конденсата 51, подпитки сборника конденсата 18 свежей водой 52, ZЭ - цена за электроэнергию, руб./(кВт·ч); G - массовая доля влаги, испаряемой в коническом ротационно-пленочном аппарате из перерабатываемого продукта в единицу времени, т/ч.
где N1 - потребляемая мощность привода вала ротора с лопастями конического ротационно-пленочного аппарата, кВт; N2 - потребляемая мощность привода компрессора 15 холодильной установки, кВт; N3 - потребляемая мощность привода вакуум-насоса 87, кВт, N4 - потребляемая мощность электронагревательных элементов парогенератора 87, кВт, N5-N14 - потребляемые мощности питательных насосов 22-31, кВт, соответственно в линиях подачи в непрерывно действующий конический ротационно-пленочный аппарат 1 исходной фосфолипидной эмульсии подсолнечных масел 41, удаления готового концентрата фосфолипидной эмульсии 42, удаления из греющей рубашки 2 конденсата 44, отвода из аппарата 1 парогазофосфолипидной смеси 45, возврата в линию 41, отделенной в фильтре 13 жидкой фосфолипидной фракции 46, рецеркуляции воды для подогрева в линии 41 исходной фосфолипидной эмульсии подсолнечных масел 48, рециркуляции воды в линии 42 готового концентрата фосфолипидной эмульсии 49, удаления из испарителя 14 конденсата 50, подачи в парогенератор 19 конденсата 51, подпитки сборника конденсата 18 свежей водой 52, ZЭ - цена за электроэнергию, руб./(кВт·ч); G - массовая доля влаги, испаряемой в коническом ротационно-пленочном аппарате из перерабатываемого продукта в единицу времени, т/ч.
В соответствии с материальным балансом по влаге, зависимость расхода готового фосфолипидного концентрата от расхода влажной фосфолипидной эмульсии можно представить с учетом расхода влаги следующим образом:

где Gф.к. - расход высушенной продукта (готового фосфолипидного концентрата), кг/ч; Gисх.с. - расход исходного продукта (влажной фосфолипидной эмульсии), кг/ч; k - коэффициент, wн, wк - соответственно начальное и конечное влагосодержание высушиваемого продукта, кг/кг; θ - коэффициент удаления влаги из исходного продукта (влажной фосфолипидной эмульсии), кг/ч.
По данным процесса сушки фосфолипидных эмульсий подсолнечных масел установлена однозначная функциональная связь между слагаемыми в числителе критерия оптимизации (1) и расходом исходного продукта:
где a1, a2, a3, a4, a5, a6, a7, a8, a9, a10, a11, a12, a13, a14 - эмпирические коэффициенты, определяемые экспериментально.
С учетом формул (3)-(16) технико-экономический показатель (критерий оптимизации) (1) приводится к виду

Массовая доля влаги G, удаляемая из перерабатываемого продукта в единицу времени, т/ч, будет равна

Приведя формулу (18) к виду, удобному для исследования на экстремум, приравниваем первую производную критерия (18) нулю 

После ряда преобразований получаем
Уравнение (20) равно нулю, если его числитель равен нулю, т.е.

Из уравнения (21) экстремальное значение расхода исходного продукта, соответствующее экстремальному расходу тепловой и электрической энергии, приходящемуся на единицу испаряемой влаги:
Условия экстремума выполняются как при максимуме, так и при минимуме функции. Поэтому необходимо убедиться, что решение, найденное в нашем случае, соответствует именно минимуму. Это можно установить по знаку второй производной критерия оптимизации (17). Взяв вторую производную критерия (17) и приравняв ее нулю, легко доказывается, что 
Следовательно, в точке экстремума (22) имеет место минимум расхода тепловой и электрической энергии, приходящегося на единицу испаряемой влаги.
Затем микропроцессор 101 осуществляет выбор оптимальных режимов работы конического ротационно-пленочного аппарата с учетом оценки энергетической эффективности. Для этого микропроцессор 101 по рассчитанному технико-экономическому показателю (критерию оптимизации) (формула 1) определяет производную по количеству испаряемой из фосфолипидной эмульсии влаги, и в зависимости от знака производной воздействуют на расход исходного продукта в антибатной зависимости.
Таким образом, данный метод оценки эффективности предлагаемого способа автоматического управления процессом сушки фосфолипидных эмульсий позволяет осуществить выбор оптимального расхода исходного продукта по минимальному значению критерия (9) с учетом ограничений, накладываемых на диапазоны изменения режимных параметров процесса сушки.
Пример реализации способа. В качестве конкретного примера по реализации способа рассматривается процесс сушки фосфолипидных эмульсий подсолнечных масел в коническом ротационно-пленочном аппарате.
Пределы регулирования основных параметров процессов получения концентрата фосфолипидной эмульсии подсолнечных масел обоснованы в результате экспериментальных исследований: температура сушки в коническом ротационно-пленочном аппарате составляет 60…75°C, величина разрежения в коническом ротационно-пленочном аппарате - 2,66 кПа, номинальная частота вращения вала ротора с лопастями в коническом ротационно-пленочном аппарате - 7,0 с-1.
Производительность установки в зависимости от начальной влажности фосфолипидной эмульсии подсолнечных масел составляет 80…110 кг/ч.
В качестве объекта исследования использовалась фосфолипидная эмульсия подсолнечных масел с начальной влажностью 55…65%, которая подавалась во внутреннее пространство корпуса конического ротационно-пленочного аппарата 1, где попадала на лопасти 10 вращающегося ротора 9 и под действием центробежных сил наносилась на внутреннюю поверхность корпуса конического ротационно-пленочного аппарата 1, обогреваемого через греющую рубашку 2 паром. В результате рекуперативного теплообмена из фосфолипидной эмульсии при заданных параметрах процесса сушки осуществлялось удаление влаги.
Поддержание и регулирование параметров процесса сушки производилось в соответствии с вышеприведенным в предлагаемом способе алгоритмом, заложенным в микропроцессор 101, который осуществлял выбор оптимальных режимов работы конического ротационно-пленочного аппарата с учетом оценки энергетической эффективности. Для этого микропроцессор 101 по рассчитанному технико-экономическому показателю (формула 1) определял удельные суммарные энергозатраты (фиг.2).
Критерий оптимизации (1) для данных режимов процесса сушки фосфолипидных концентратов подсолнечных масел получен в виде:

Оптимальное значение расхода исходного продукта Gисх.с.* определяется из условия:

Отсюда следует

Тогда значение критерия оптимизации R*, соответствующее оптимальному значению G*, составит R*=900 р/т.
Из анализа формулы (23) следует, что реализация данного способа с минимальными удельными энергетическими затратами, составляющими 900 р/т, при ограничениях на производительность оборудования и качество фосфолипидного концентрата, достигается при расходе исходного продукта 0,1 т/ч (фиг.2). Незначительное отклонение расхода исходного продукта от этого значения неизбежно приводит к перерасходу тепловой и электрической энергии на единицу массы получаемого фосфолипидного концентрата подсолнечных масел.
В результате показана возможность оценки эффективности предлагаемого способа автоматического управления процессом сушки фосфолипидных концентратов подсолнечных масел по величине энергетических затрат, приходящихся на единицу массы удаляемой влаги. Обоснован выбор оптимального расхода исходного продукта по минимальному значению удельных энергетических затрат с учетом ограничений, накладываемых на диапазоны изменения режимных параметров процесса сушки.
Предложенный способ автоматического регулирования процессом сушки фосфолипидных эмульсий подсолнечных масел в коническом ротационно-пленочном аппарате позволяет:
- обеспечить минимальные теплоэнергетические затраты на процесс сушки фосфолипидных эмульсий подсолнечных масел;
- снизить материальные и энергетические ресурсы на единицу массы готового продукта;
- получить готовый продукт высокого качества за счет поддержания наиболее оптимальной продолжительности процесса сушки фосфолипидных эмульсий подсолнечных масел в коническом ротационно-пленочном аппарате;
- достигнуть большой точности поддержания технологических параметров и надежности системы автоматического регулирования на всех стадиях процесса сушки фосфолипидных эмульсий подсолнечных масел.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УДАЛЕНИЯ ВЛАГИ ВЫПАРИВАНИЕМ ИЗ ФОСФОЛИПИДНОЙ ЭМУЛЬСИИ ПОДСОЛНЕЧНОГО МАСЛА В РОТАЦИОННО-ПЛЕНОЧНОМ АППАРАТЕ | 2011 |
|
RU2465031C1 |
| СПОСОБ ВЛАГОУДАЛЕНИЯ ИЗ ФОСФОЛИПИДНОЙ ЭМУЛЬСИИ РАСТИТЕЛЬНЫХ МАСЕЛ | 2010 |
|
RU2442821C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ВЫСОКОВЛАЖНЫХ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2581012C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2009 |
|
RU2424903C2 |
| Способ производства гранулированных комбикормов и установка для его осуществления | 2023 |
|
RU2810055C1 |
| КОНИЧЕСКИЙ РОТАЦИОННО-ПЛЕНОЧНЫЙ АППАРАТ | 2010 |
|
RU2425708C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРИГОТОВЛЕНИЯ КОМБИКОРМОВ | 2008 |
|
RU2363235C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЕЙ ПОЛУЧЕНИЯ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2758516C1 |
| ЦИЛИНДРИЧЕСКИЙ РОТАЦИОННО-ПЛЕНОЧНЫЙ АППАРАТ | 2012 |
|
RU2484874C1 |
| КОНИЧЕСКИЙ РОТАЦИОННО-ПЛЕНОЧНЫЙ АППАРАТ | 2010 |
|
RU2429040C1 |
Изобретение относится к способам и системам управления процессом удаления влаги из фосфолипидных эмульсий подсолнечных масел и может быть использовано в пищевой промышленности. Способ предусматривает измерение расхода влажной исходной фосфолипидной эмульсии, пара подаваемого в греющую рубашку конического ротационно-пленочного аппарата, обезвоженного фосфолипидного концентрата подсолнечного масла, образующегося в коническом ротационно-пленочном аппарате, удаляемой из него парогазофосфолипидной смеси, выделенного из нее с помощью фильтра парогазовой фракции и жидкой фосфолипидной фракции в линии возврата, смеси ее с влажной исходной фосфолипидной эмульсией, парогазовой фракции после фильтра, подогретой в конденсаторе холодильной машины воды, подаваемой для подогрева исходной смеси греющей воды, подаваемой для подогрева фосфолипидного концентрата подсолнечного масла греющей воды, отводимого из испарителя холодильной машины конденсата и удаляемого из греющей рубашки конденсата, свежей воды для подпитки сборника конденсата, подачи конденсата в парогенератор. Параллельно непрерывно определяют мощность электронагревательных элементов парогенератора и мощность приводов перфорированного ротора конического ротационно-пленочного аппарата, компрессора, вакуум насоса, питательных насосов в линиях подачи в непрерывнодействующий конический ротационно-пленочный аппарат исходной фосфолипидной эмульсии подсолнечных масел, удаления готового концентрата фосфолипидной эмульсии, подвода в греющую рубашку пара из парогенератора, удаления конденсата из греющей рубашки, возврата в линию отделенной в фильтре жидкой фосфолипидной фракции, рециркуляции воды для подогрева в линии исходной фосфолипидной эмульсии подсолнечных масел, рециркуляции воды в линии готового концентрата фосфолипидной эмульсии, удаления из испарителя конденсата, подачи в парогенератор конденсата, подпитки сборника конденсата свежей водой. Далее по измеренным параметрам по программно-логическому алгоритму осуществляют оперативное управление технологическими параметрами. Программно-логический алгоритм заложен в микропроцессор. После чего рассчитывают суммарные теплоэнергетические затраты на процесс сушки. Определяют их производную по количеству испаряемой из фосфолипидной эмульсии влаги. В зависимости от знака производной воздействуют на расход исходного продукта в антибатной зависимости. Изобретение позволяет обеспечить минимальные теплоэнергетические затраты на процесс сушки фосфолипидных эмульсий подсолнечных масел, снизить расход энергетических ресурсов на единицу массы готового продукта и получить готовый продукт высокого качества за счет поддержания наиболее оптимальной продолжительности процесса сушки. 2 ил.
Способ автоматического регулирования процессом сушки фосфолипидных эмульсий подсолнечных масел в коническом ротационно-пленочном аппарате, характеризующийся тем, что измеряют расходы влажной исходной фосфолипидной эмульсии, пара, подаваемого в греющую рубашку конического ротационно-пленочного аппарата, обезвоженного фосфолипидного концентрата подсолнечного масла, образующегося в коническом ротационно-пленочном аппарате, удаляемой из него парогазофосфолипидной смеси, выделенного из нее с помощью фильтра парогазовой фракции и жидкой фосфолипидной фракции в линии возврата смеси ее с влажной исходной фосфолипидной эмульсией, парогазовой фракции после фильтра, воды, подогретой в конденсаторе холодильной машины, греющей воды, подаваемой для подогрева исходной смеси фосфолипидной эмульсии, греющей воды, подаваемой для подогрева фосфолипидного концентрата подсолнечного масла, конденсата, отводимого из испарителя холодильной машины, и конденсата, удаляемого из греющей рубашки конического ротационно-пленочного аппарата, свежей воды для подпитки сборника конденсата, подачи конденсата в парогенератор; непрерывно определяют мощность электронагревательных элементов парогенератора и мощность приводов перфорированного ротора конического ротационно-пленочного аппарата, компрессора, вакуум-насоса, питательных насосов в линиях подачи в непрерывно действующий конический ротационно-пленочный аппарат исходной фосфолипидной эмульсии подсолнечных масел, удаления готового концентрата фосфолипидной эмульсии, подвода в греющую рубашку пара из парогенератора, удаления конденсата из греющей рубашки, возврата в линию отделенной в фильтре жидкой фосфолипидной фракции, рециркуляции воды для подогрева в линии исходной фосфолипидной эмульсии подсолнечных масел, рециркуляции воды в линии готового концентрата фосфолипидной эмульсии, удаления из испарителя конденсата, подачи в парогенератор конденсата, подпитки сборника конденсата свежей водой, по измеренным параметрам о ходе процесса по программно-логическому алгоритму, заложенному в микропроцессор, осуществляют оперативное управление технологическими параметрами с учетом накладываемых на них двухсторонних ограничений, рассчитывают суммарные теплоэнергетические затраты на процесс сушки, определяют их производную по количеству испаряемой из фосфолипидной эмульсии влаги и в зависимости от знака производной воздействуют на расход исходного продукта в антибатной зависимости.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1998 |
|
RU2131103C1 |
| Способ получения фосфатидного концентрата | 1982 |
|
SU1082797A1 |
| Ротационно-пленочный аппарат | 1989 |
|
SU1722516A1 |

