телей 31 и двумя парами силовых цилиндров с взаиморасходящимися поршнями Б и 9. Траверса 13 шарнирно закреплена на штоках 11 поршней 9. На штоках 10 поршней 8 установлены опорные ролики 12, взаимодействующие с направляющими 2 портала 1. На толкателях 31 установлены прижимные ролики 32, При подаче давления в полость
между поршнями 8 и 9 и в силовые цилиндры, взаимодействующие с толкателями 31, создается распорное усилие между направляющими 2 портала 1 и опорной балкой 4. При этом траверса 13 самоустанавливается относительно разчоюлщинного полотнища с равномерным распределением усилия прижатия. 2 з.м. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для многоголовочной сварки | 1988 |
|
SU1687413A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Стенд для сборки под сварку | 1978 |
|
SU764911A1 |
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
Изобретение относится к сварке, а именно к устройствам для сварки полотнищ и может быть применено в судостроении, машиностроении и других отраслях промышленности. Цель изобретения - расширение технологических возможностей. Сущность изобретения: тележка оснащена траверсой и двумя парами шарнирно смонтированных толкателей, двумя парами силовых двухпоршневых цилиндров, штоки одних из которых соединены с траверсой, штоки других снабжены опорными роликами, а корпуса закреплены на раме тележки, прижимные ролики установлены на толкателях траверсы, а подвеска с закрепленным на ней сварочным оборудованием шарнирно установлена на траверсе между парами толкателей. Толкатели оснащены гидроцилиндрами, а формирующая шов подкладка расположена с превышением уровня опорной поверхности опорной балки. 2 з.п. ф-лы, 3 ил.
Изобретение относится к сьзр-re, а именно к устройствам для сварки полотнищ с обратным формированием шва, и мох 81 быть применено в судостроении, машиностроении и других отраслях промышленко- сти.
Цель изобретения - расширение технологических возможностей путем обеспечения сварки листов разной толщины.
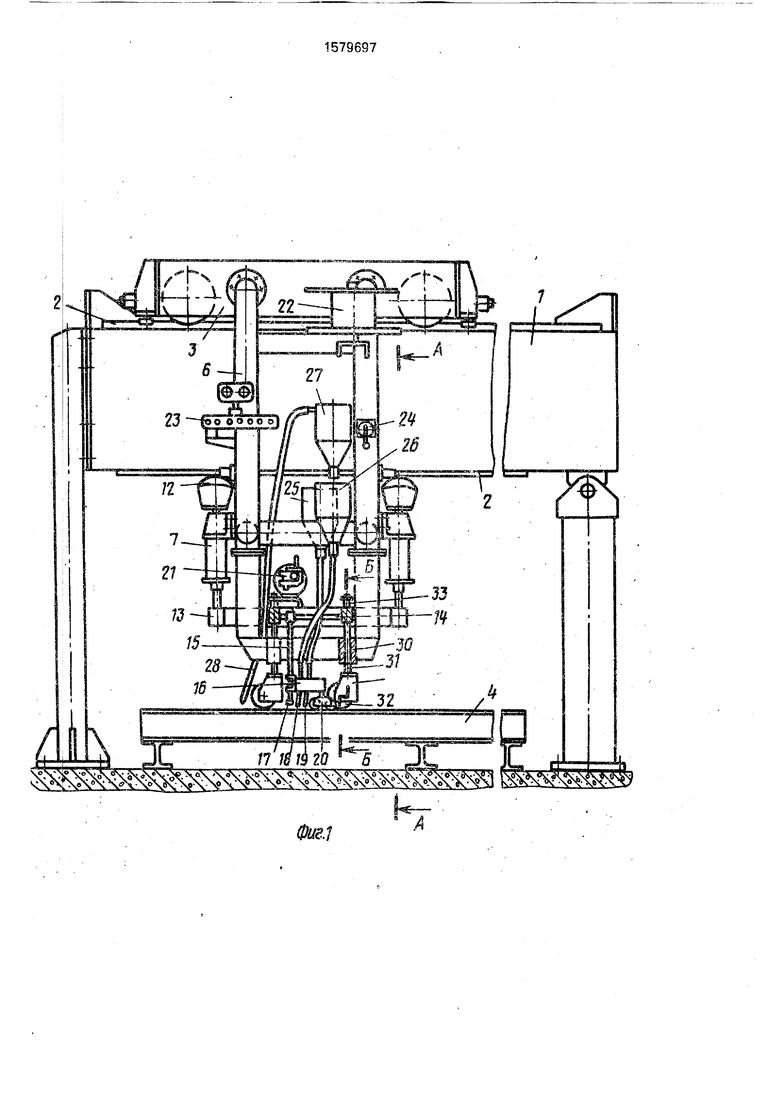
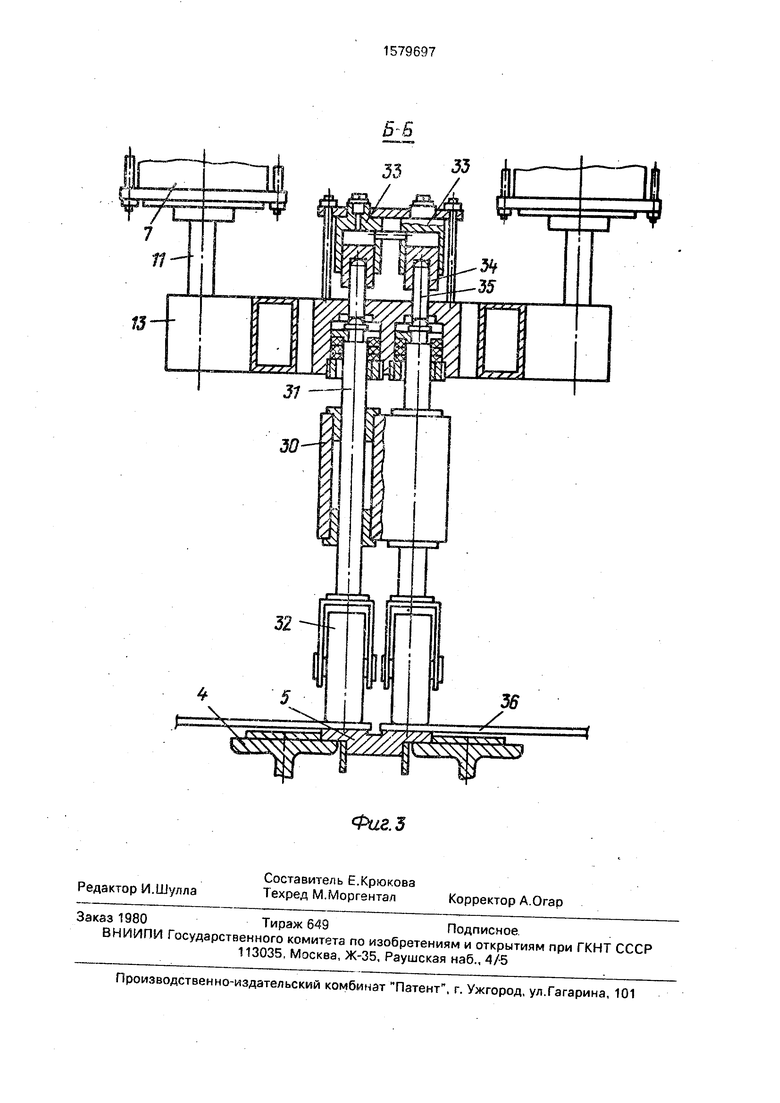
На фиг, 1 показан стенд, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фй|. 3 - разрез Б-Б на фиг.1.
Стенд содержит портал 1 с иапрааляю- щей 2, на котором установлена приводная тележка 3, и опорную балку 4 с формирую- щей шов подкладкой 5. Тележка 3 имеет раму 6, на которой установлены силовые цилиндры 7 с взаиморасходящимися в корпусах поршнями 8 и 9, оснащенными соответственно штоками 10 и 11. На штоках 10 поршней 8 смонтированы опорные ролики 12, а на штоках 11 поршней 9 шариирно смонтирована траверса 13, На траверсе 13 установлена поворотная ось 14с подвеской 15, Подвеска 15 имеет кронштейн 16, ча котором закреплены мундштук 17, крупкоп- ровод 18, фпюсопровол 19 я направляющие ролики 20, а также механизм 21 подачи сварочной проволоки. На раме 6 тележки 3 ус- тановлены барабан 22 сварочной проволоки, пульт 23 управления, пусковой блок 24 для подачи сжатого воздуха в цилиндры 7, бункер 25 для крупки, бункер 25 для флюса, бункер 27 для отсоса флюса, приемник 28 отсоса флюса На раме б также име- ются ролики 29, взаимодействующие с направляющими 2 портала 1.
На траверсе 13 шарнирно установлены обоймы 30 с толкателями 31, оснащенными прижимными роликами 32. На траверсе 13 также установлены силовые цилиндры 33 с толкателями 34 и плунжерами 35, причем полости силовых цилиндроа попаоно соединены. На опорной балке 4 для поддержания полотнища 36 формирующая шов подклад- ка 5 установлена с превышением уровня опорной поверхности.
Для выполнения односторонней сварки с двусторонним формированием сварочного шва предварительно канавка формирующей подкладки 5 наполняется флюсом, с гбеих сторон на торцах у кромок свариваемых полотнии1 36 прижимаются формирующие планки. Свариваемые листы располагаются стыком по оси канавки формирующей подкладки 5, Величина зазора между полотнищами определяется их тол шиной. Тележка 3 устанавливается на портале 1 в положении, при котором одни прижимные ролики 32 располагаются на формирующих планках, другие прижимные ролики 32 - на свариваемых листах 36, а крупкопрс юд 18- перед кромками свариваемых поло.нищ, Поворотом рукоятки пускового блока 24 гжатый воздух подается в мехпоршневое пространство цилиндров 7, при этом поршни 8 и 9 расходятся в противоположные стороны.
Верхние поршни 8 через штоки 10 прижимают опорные ролики 12 к направляющим 2, нижние поршни 9 воздействуют через штоки 11, траверсу 13, толкатели 31, расположенные в обоймах 30 рамы б, на прижимные ролики 32. Таким образом, создается распорное упругое усилие з силовой цепи, создаваемой следующими элементами: опорные ролики 12, штоки 10, поршни 8, подушка сжатого воздуха в силовом цилиндре 7, поршни 9, штоки 11, траверса 13, толкатели 31, прижимные ролики 32 и замыкаемой направляющими 2 портала 1 и свариваемыми листами 36, лежащими на формирующей подкладке 5. Для поддержания распорного усилия подают давление силовые цилиндры 33, которые толкателями 34 и плунжерами 35 воздействуют на толкатели 31.
При сварке листов 36 различной топщи- ны пара последовательно расположенных прижимных роликов 32 опирается на лист большей толщины, после чего траверса 13 благодаря ее шарнирному соединению со штоками 11 и толкателями 31 наклоняется в сторону листа меньшей толщины до упора в него другой лары последовательно расположенных роликов 32, После чаго происходит окончательный локальный прижим кромок
свариваемых листов 36 к формирующей подкладке 5.
При опускании траверсы 13 опускается закрепленная на ней подвеска 15 с мундштуком 17, флюсопроводом 19. крупкопрово- дом 18 и направляющими роликами 20, устанавливающимися в зазор между свариваемыми полотнищами 36, направляя по зазору крупкопровод 18, флюсопровод 19 и мундштук 17. Открытием заслонок на буь «е- pax 25 и 26 производится подача крупки и флюса на стык свариваемых листов. Включаются механизм передвижения тележки 3 и sr(8xaHH3M 21 подачи сварочной проволоки, подаются сварочный ток на мундштук 17 и сжатый воздух на флюсоотсос.
После проварки стыка отключаются подачи крупки и флюса сварочной проволоки, сварочного тока. Поворотом рукоятки пускового блока 24 межпоршневые про- странства цилиндров 7 соединяются с атмосферой, а в штоковые пространстза подается сжатый воздух. При этом опорные ролики 12 опускаются, а траверса с прижимными роликами 32 и подвеской 15 поднима- ется.
Создание распорного усилия посредством силовых цилиндоов двойного действия (пневмоцилиндров с расходящимися поршнями) позволяет создать распорное усилие между сварива мыми полотнищами и порталом через траверсу, шарнирно соединенную со штоками нижних поршней и осями обойм прижимных роликов, обеспечивая последовательный прижим кромок сварива- емых листов к плоскости формирующей подкладки в районе сварки,- независимо от одинаковой или разной толщины свариваемых листов, не передавая усилие прижима на раму, что расширяет технологические воз- можности стенда. Расположение контактирующей плоскости формирующей
подкладки выше плоскости опорной балки и дополнительно спаренные гидроцилиндры для прижимных роликов обеспечивают надежность прижима кромок свариваемых листов к формирующей подкладке, исключая подтекание металла между контактирующими плоскостями, повышая качество нижнего шва.
Формула изобретения i. Стенд для автоматической односторонней сварки с обратным формированием шва, содержащий опорную балку для укладки свариваемого полотнища с формирующей шов подкладкой, портал с направляющей, приводную тележку, установленную с возможностью перемещения по направляющей и выполненную в виде рэмы, прижимного органа с опорными и прижимными роликами, и подвеску с закрепленным на ней сварочным оборудованием, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения сварки листов разной толщинь, тележка оснащена траверсой с двумя парами шарнирно смонтированных толкателей, двумя парами силовых двухпор- шневых цилиндров, штоки одних из которых соединены с траверсой, штоки других снабжены опорными роликами, а корпуса закреплены на раме тележки, прижимные ролики установлены на толкателях траверсы, а подвеска с закрепленным на ней сварочным оборудованием шарнирно установлена на траверсе между парами толкателей.
| Авторское свидетельство СССР № 1156888, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки | 1979 |
|
SU1013173A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
