Предполагаемое изобретение относится к области металлургии, а именно, к устройствам для ввода в жидкий металл алюминиевой и порошковой проволоки с целью его раскисления, легирования и удаления неметаллических включений.
Известен двухручьевой трайб-аппарат, содержащий три пары приводных и прижимных роликов на каждом ручье, индивидуальные механизмы вращения и прижима роликов для каждого ручья. /Каталог «Трайб-аппараты». Чепецкий механический завод. 2003-2004 г. - С.10/.
К его недостаткам относятся ограниченные технологические возможности в связи с подачей только двух видов проволоки, усложненная конструкция, увеличенная металлоемкость и сниженная надежность вследствие наличия двух приводов вращения.
Из известных наиболее близким к предложенному является трайб-аппарат для подачи алюминиевой и порошковой проволоки, содержащий четыре ручья, образованных несколькими парами прижимных и приводных роликов, индивидуальные механизмы вращения и прижима роликов для каждого ручья /Каталог фирмы Odermath, Германия, 2001 г./.
Недостатками известного устройства является усложненная конструкция, сниженная надежность и увеличенная металлоемкость, недостаточно высокая точность дозирования вследствие инерционности приводов, а также сложности при эксплуатации вследствие увеличенного количества приводов.
Техническим результатом предлагаемого изобретения является упрощение конструкции, повышение надежности, уменьшение металлоемкости, повышение точности дозирования проволоки и улучшение условий эксплуатации.
Технический результат достигается тем, что в многоручьевом трайб-аппарате для подачи алюминиевой и порошковой проволоки, содержащем, по крайней мере, два ручья, образованных несколькими парами прижимных и приводных роликов, в каждом ручье между парами роликов установлены трубчатые направляющие, связанные с приводами перемещения прижимных роликов, при этом один из прижимных роликов каждого ручья снабжен счетчиком оборотов. Трубчатые направляющие одного ручья связаны между собой посредством стержня, соединенного с рычагами привода перемещения прижимных роликов посредством шарнирных тяг, при этом прижимные ролики установлены на двуплечих рычагах, шарнирно закрепленных на корпусе и посредством шарниров соединенных между собой силовыми цилиндрами. Привод вращения расположен между ручьями.
Предлагаемый трайб-аппарат приведен в графических материалах, где
- на фиг.1 изображен общий вид трайб-аппарата;
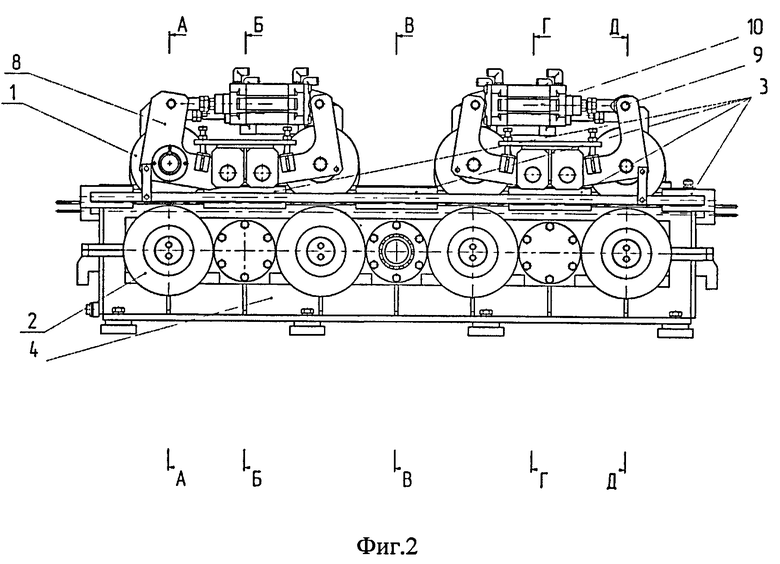
- на фиг.2 - общий вид клети;
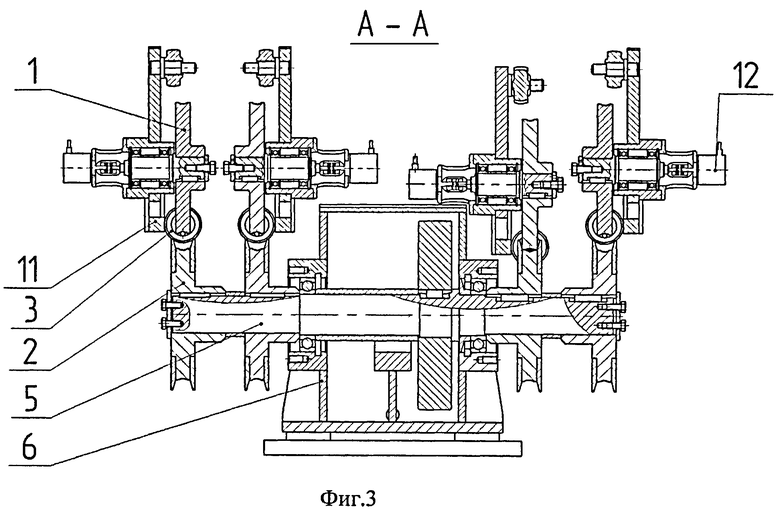
- на фиг.3 - разрез по А-А;
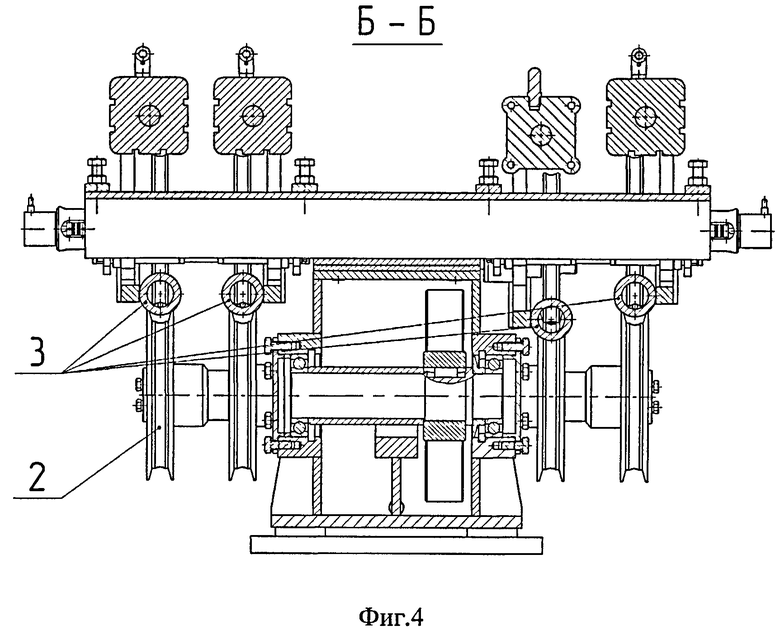
- на фиг.4 - разрез по Б-Б;
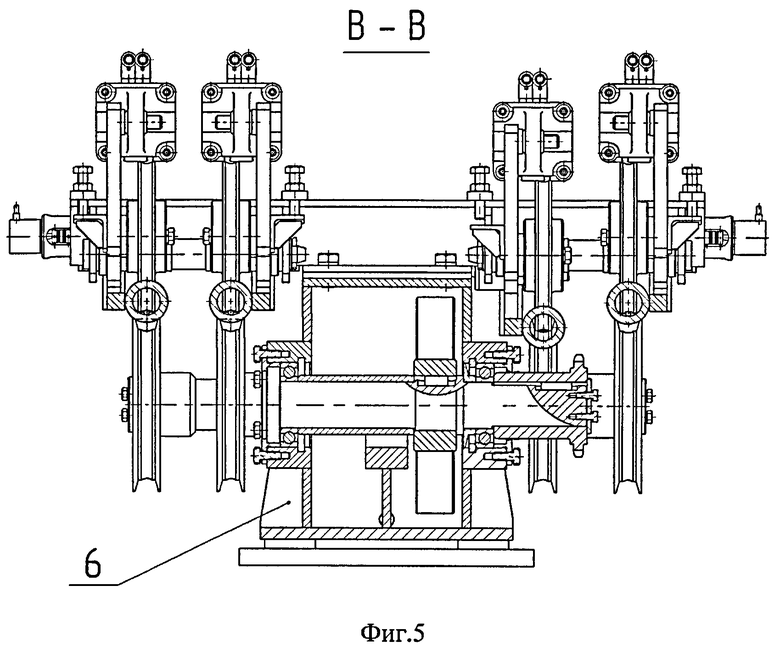
- на фиг.5 - разрез по В-В;
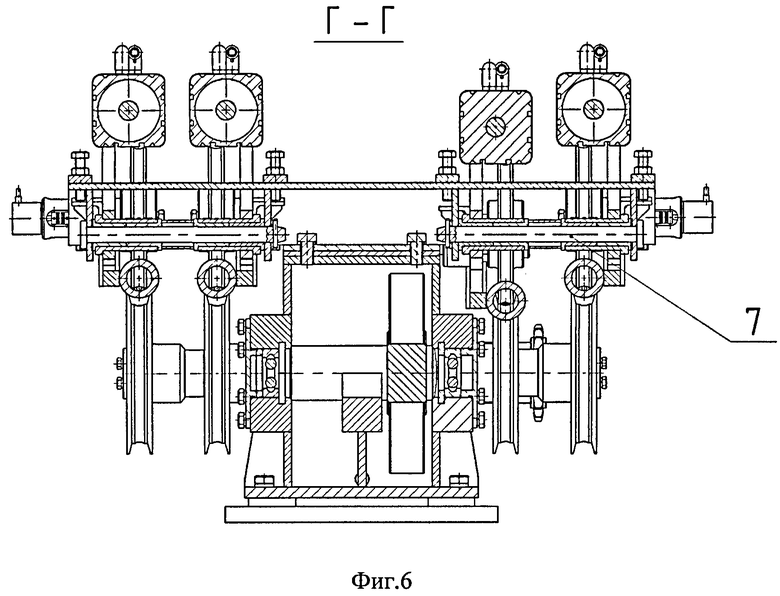
- на фиг.6 - разрез по Г-Г;
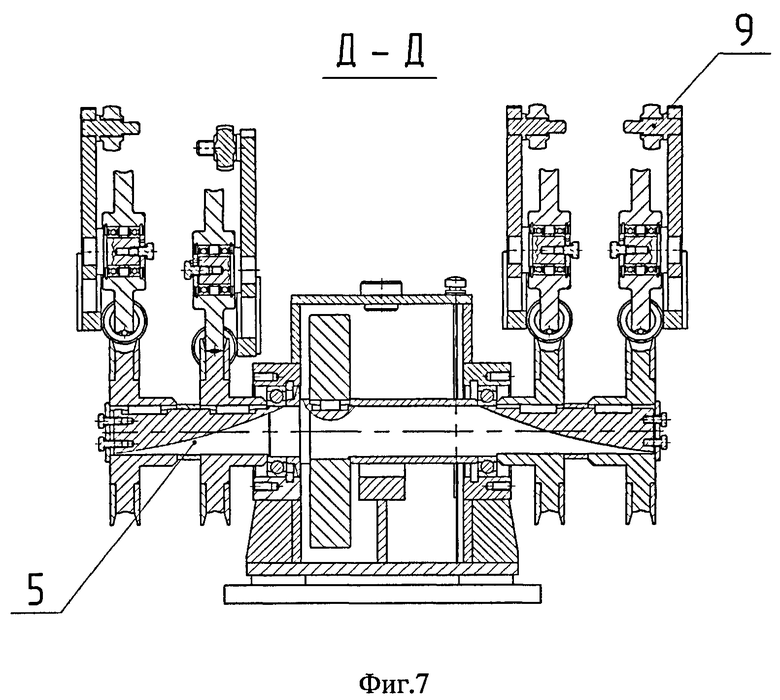
- на фиг.7 - разрез по Д-Д.
В качестве примера предлагаемого изобретения представлен четырехручъевой трайб-аппарат, образованный четырьмя парами прижимных 1 и приводных 2 роликов в каждом ручье с трубчатыми направляющими 3 между парами роликов каждого ручья. Привод вращения приводных роликов 2, общий для всех ручьев, расположен между ручьями и выполнен в виде группового редуктора 4 с четырьмя последовательно расположенными валами 5 с каждой стороны, на которых закреплены по два приводных ролика 2 соседних ручьев.
На корпусе привода вращения 6 посредством шарниров 7 закреплены одними своими концами двуплечие рычаги 8 с прижимными роликами 1, а каждая пара двуплечих рычагов 8 соединена с помощью шарниров 9 на других своих концах силовым гидроцилиндром 10, образуя привод перемещения пары прижимных роликов 1 одного ручья. Трубчатые направляющие 3 каждого ручья связаны между собой посредством стержня 11, соединенного с двуплечими рычагами 8 привода перемещения прижимных роликов 1 данного ручья посредством шарнирных тяг. Один из прижимных роликов 1 каждого ручья снабжен счетчиком оборотов 12.
Двигатель привода вращения 13 также как и гидростанция 14 расположены в нижней части корпуса 15 многоручьевого трайб-аппарата. На корпусе 15 трайб-аппарата смонтированы упоры 16, предотвращающие выскальзывание проволоки из трубчатых направляющих 3 в верхнем положении двуплечих рычагов 8.
Для заправки определенного ручья проволокой в силовые цилиндры 10 привода перемещения прижимных роликов 1 данного ручья подается давление, и включается привод вращения 13 приводных роликов 2.
Прижимные ролики 1 и трубные направляющие 3 опускаются вниз. После включения привода вращения 13, заданная в первую пару роликов проволока передается по трубной направляющей 3 к последующей паре и так до выхода из трайб-аппарата, когда по показателям счетчика оборотов 12 дается команда на гидропривод 14 подать давление в силовые гидроцилиндры 10 данного ручья для подъема прижимных роликов 1 и трубных направляющих 3 с заправленной в них проволокой до прижима проволоки к упорам 16, предотвращающих выскальзывание проволоки. Показание счетчика оборотов 12 обнуляется и данный ручей трайб-аппарат готов к работе. Аналогично подготавливаются и работают другие ручьи.
При необходимости подачи алюминиевой или одной из заправленных в ручьи порошковой проволоки включается привод вращения 13 приводных роликов 2 и гидроприводом 14 подается давление в силовые цилиндры 10 привода перемещения прижимных роликов 1 одного или нескольких ручьев. Проволока в трубных проводках 3 опускается до соприкосновения с приводными роликами 2, прижимается к ним прижимными роликами 1 и перемещается на выход из трайб-аппарата и далее в ковш с металлом, при этом счетчик оборотов 12 фиксирует ее количество.
После того как необходимое количество проволоки данным ручьем будет выдано, гидропривод 14 подает давление в другие полости силовых цилиндров 10 и прижимные ролики 1 с трубными направляющими 3 и проволокой поднимаются вверх, выходя из контакта с приводными роликами 2. Подача проволоки данным ручьем прекращается.
На фигуре 5 (разрез В-В) показано, что два левых и крайний правый ручей находятся в позиции ожидания подачи или паузы, и второй справа в позиции подачи проволоки.
Таким образом, для прекращения подачи проволоки на каждом из ручьев достаточно поднять прижимные ролики. Для этого требуется значительно меньше времени, чем для остановки привода вращения в известных устройствах, вследствие чего точность дозирования проволоки существенно повышается. Благодаря объединению приводов вращения роликов и наличию трубчатых направляющих, связанных с приводами перемещения прижимных роликов, существенно снижается металлоемкость трайб-аппарата, вследствие возможности оперативного прекращения подачи проволоки повышается точность дозирования, повышается его надежность и упрощается обслуживание.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАЙБ-АППАРАТ | 2011 |
|
RU2462515C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2005 |
|
RU2292254C2 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103136C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| СПОСОБ ВВОДА МОДИФИЦИРУЮЩИХ ДОБАВОК В РАСПЛАВЛЕННЫЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506319C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
Изобретение относится к области металлургии, а именно к устройствам для ввода в жидкий металл алюминиевой и порошковой проволоки для его раскисления, легирования и удаления неметаллических включений. Устройство содержит корпус и, по крайней мере, два ручья, образованных несколькими парами прижимных и приводных роликов, при этом в каждом ручье между парами роликов установлены трубчатые направляющие, связанные с приводами перемещения прижимных роликов, а приводные ролики имеют общий для всех ручьев привод вращения, при этом один из прижимных роликов каждого ручья снабжен счетчиком оборотов. Прижимные ролики установлены на двуплечих рычагах, шарнирно закрепленных на корпусе и посредством шарниров, соединенных между собой силовыми цилиндрами. Привод вращения расположен между ручьями. Изобретение позволяет упростить конструкцию, повысить ее надежность, уменьшить металлоемкость, а также повысить точность дозирования проволоки. 3 з.п. ф-лы, 7 ил.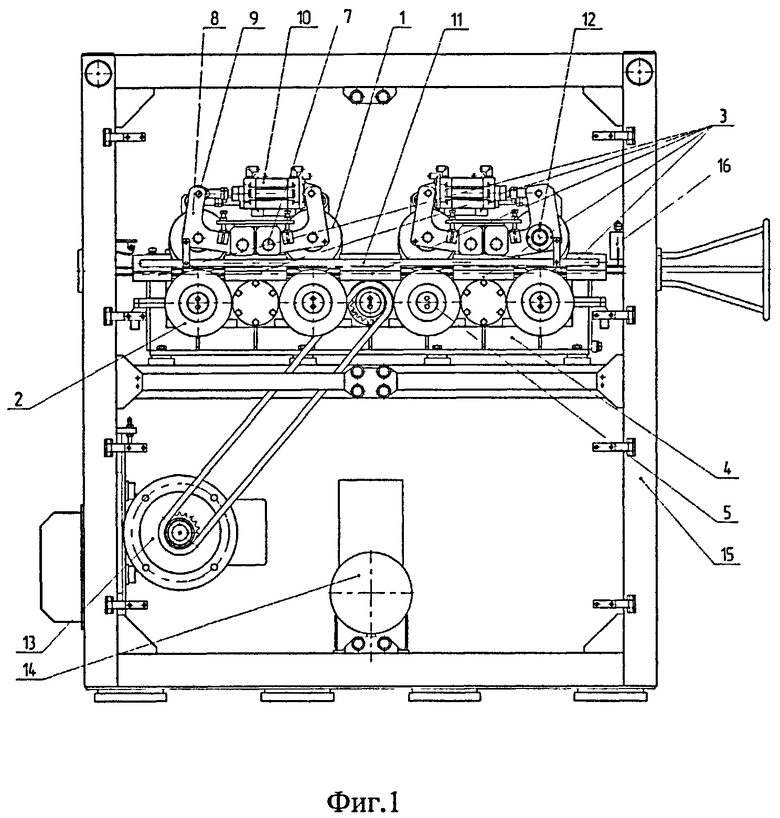
1. Многоручьевой трайб-аппарат для подачи алюминиевой и порошковой проволоки, содержащий корпус и, по крайней мере, два ручья, образованных несколькими парами прижимных и приводных роликов, отличающийся тем, что в каждом ручье между парами роликов установлены трубчатые направляющие, связанные с приводами перемещения прижимных роликов, а приводные ролики имеют общий для всех ручьев привод вращения, при этом один из прижимных роликов каждого ручья снабжен счетчиком оборотов.
2. Многоручьевой трайб-аппарат по п.1, отличающийся тем, что прижимные ролики установлены на двуплечих рычагах, шарнирно закрепленных на корпусе и посредством шарниров соединенных между собой силовыми цилиндрами.
3. Многоручьевой трайб-аппарат по п.1, отличающийся тем, что трубчатые направляющие каждого ручья связаны между собой посредством стержня, соединенного с рычагами привода перемещения прижимных роликов посредством шарнирных тяг.
4. Многоручьевой трайб-аппарат по п.1, отличающийся тем, что общий для всех ручьев привод вращения расположен между ручьями.
| УСТАНОВКА ДЛЯ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ | 2000 |
|
RU2175676C2 |
| Пружинящее колесо для повозок | 1931 |
|
SU26557A1 |
| US 4481032 А, 06.11.1984 | |||
| Несущий мост грузоподъемного устройства типа мостового крана | 1985 |
|
SU1585278A1 |

