Изобретение относится к способам изготовления промышленных трубопроводов для шахтной и рудничной вентиляции.
Известен способ соединения гибких спирально-шовных труб, включающий соединение отрезков гибких спирально-шовных труб, например, муфтовым соединением или распорными кольцами, при этом соединяют отрезки труб, навитых в одном направлении («Повышение эффективности проветривания тупиковых выработок на основе создания и применения гибких и полужестких сварных вентиляционных труб» Дегтярев Н.Ю. Автореферат диссертации на соискание ученой степени кандидата технических наук, Кемерово, Кузбасский политехнический институт, 1989 г., стр.7-8).
Однако в процессе работы под давлением воздуха трубы начинают вращаться вокруг оси, что предотвращают путем применения подвесок для трубопровода через каждый метр трубопровода, что вызывает удорожание и неудобство эксплуатации.
Технической задачей данного изобретения является удешевление и повышение удобства эксплуатации трубопроводов.
Поставленная задача решается путем использования способа соединения гибких спирально-шовных труб, включающего соединение отрезков гибких спирально-шовных труб любым способом, например муфтовым соединением или распорным устройством, при этом отрезки гибких спирально-шовных труб с правой ориентировкой спирально-сварного шва соединяют с отрезками гибких спирально-шовных труб равной длины с левой ориентировкой спирально-сварного шва.
Длина отрезков армированных гибких спирально-шовных труб предпочтительна в пределах 15-25 м.
Длина отрезков неармированных гибких спирально-шовных труб предпочтительна в пределах 40-60 м.
Масса 1 квадратного метра материала, из которого изготавливают отрезки гибких спирально-шовных труб, предпочтительна в пределах 0,15-0,7 кг.
Пример 1 осуществления способа
Вентиляционная труба (так называемый став) для проветривания тупиковых выработок угольных шахт длиной 800 м. Она состоит из 20 отрезков гибких спирально-шовных труб, длина каждого из которых составляет 40 м, диаметр 0,6 м, масса 1 квадратного метра материала, из которого изготавливают трубы, - 0,3 кг.
К первому отрезку гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва присоединяют, например, муфтовым соединением второй отрезок гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва, затем к второму отрезку гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва присоединяют аналогично третий отрезок гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва и так далее.
В результате вентиляционная труба перестает крутиться во время эксплуатации, требует использования в четыре раза меньшего количества подвесок, чем при соединении отрезков с сохранением одинаковой ориентировки спирально-сварного шва.
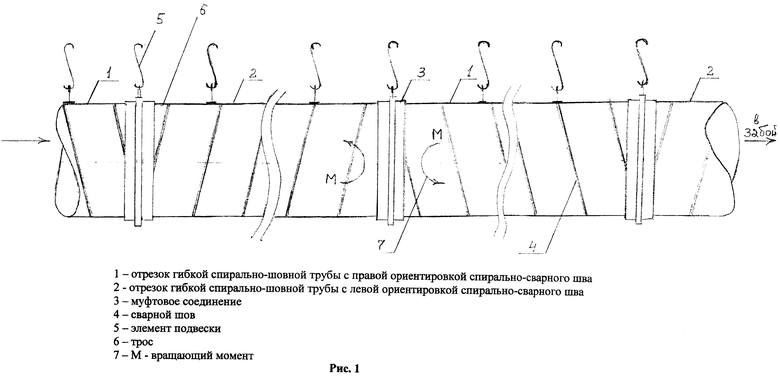
На чертеже схематично показано направление швов на соединенных отрезках гибких спирально-шовных труб.
Пример 2 осуществления способа
Для подачи свежего воздуха в тупиковую выработку длиной 2400 м вентиляционную трубу соединяют из 40 отрезков длиной 60 м и диаметром 1,2 м гибких спирально-шовных труб, масса 1 квадратного метра материала, из которого изготавливают трубы, - 0,4 кг.
К первому отрезку гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва присоединяют, например, распорным устройством второй отрезок гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва, затем к второму отрезку гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва присоединяют аналогично третий отрезок гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва и так далее.
В результате вентиляционная труба перестает крутиться во время эксплуатации, требует использования в три раза меньшего количества подвесок, чем при соединении отрезков с сохранением одинаковой ориентировки спирально-сварного шва
Пример 3 осуществления способа
Вентиляционная труба (так называемый став) для отсоса и транспортировки пыле-метано-воздушной смеси из призабойного пространства тупиковой выработки угольных шахт длиной 240 м. Она состоит из 16 отрезков длиной 15 м и диаметром 0,4 м армированных стальной пружиной гибких спирально-шовных труб, масса 1 квадратного метра материала, из которого изготавливают трубы, - 0,15 кг.
К первому отрезку гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва присоединяют, например, распорным устройством второй отрезок гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва, затем к второму отрезку гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва присоединяют аналогично третий отрезок гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва и так далее.
В результате вентиляционная труба перестает крутиться во время эксплуатации, требует использования в семь раз меньшего количества подвесок, чем при соединении отрезков с сохранением одинаковой ориентировки спирально-сварного шва.
Пример 4 осуществления способа.
По мере продвижения вглубь забоя длина труб увеличивается. Вентиляционная труба (так называемый став) для отсоса и транспортировки пыле-метано-воздушной смеси длиной 600 м. Ее соединяют из 24 отрезков длиной 25 м и диаметром 0,8 м армированных стальной пружиной гибких спирально-шовных труб, масса 1 квадратного метра материала, из которого изготавливают трубы, - 0,7 кг.
К первому отрезку гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва присоединяют, например, распорным устройством второй отрезок гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва, затем к второму отрезку гибкой спирально-шовной трубы с левой ориентировкой спирально-сварного шва присоединяют аналогично третий отрезок гибкой спирально-шовной трубы с правой ориентировкой спирально-сварного шва и так далее.
В результате вентиляционная труба перестает крутиться во время эксплуатации, требует использования в пять раз меньшего количества подвесок, чем при соединении отрезков с сохранением одинаковой ориентировки спирально-сварного шва.
Предлагаемый способ соединения гибких спирально-шовных труб позволяет использовать получаемые вентиляционные ставы для применения прогрессивных всасывающего и комбинированного способов проветривания в тупиковых выработках угольных шахт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНО-ШОВНЫХ ТРУБ С ЗАМКОВЫМ СОЕДИНЕНИЕМ ШВА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПИРАЛЬНО-ШОВНАЯ ТРУБА (ВАРИАНТЫ) | 1996 |
|
RU2152282C1 |
| Устройство для непрерывного наращивания гибкого трубопровода при всасывающем способе проветривания тупиковых выработок | 1990 |
|
SU1765452A1 |
| Способ изготовления гасителя лавинного разрушения магистральных трубопроводов | 1987 |
|
SU1447617A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ С ЗАМКОВЫМ СОЕДИНЕНИЕМ ШВА | 2006 |
|
RU2305016C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТРУБУ, ИМЕЮЩУЮ ВАЛИК СВАРНОГО ШВА | 2007 |
|
RU2424254C2 |
| Устройство-конструктор для обслуживания пациента на кровати | 2021 |
|
RU2779485C1 |
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2002 |
|
RU2235937C2 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ ИЗ ЛИСТОВОГО ПРОКАТА | 2002 |
|
RU2227762C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТА | 2000 |
|
RU2230974C2 |
| Способ изготовления спирально-шовных труб | 1986 |
|
SU1389898A1 |
Изобретение относится к соединениям гибких спирально-шовных труб для шахтной и рудничной вентиляции. Способ соединения включает соединение отрезков гибких спирально-шовных труб, причем отрезки гибких спирально-шовных труб с правой ориентировкой спирально-сварного шва соединяют с отрезками гибких спирально-шовных труб равной длины с левой ориентировкой спирально-сварного шва. Изобретение повышает надежность трубы. 3 з.п. ф-лы, 1 ил.
1. Способ соединения гибких спирально-шовных труб, включающий соединение отрезков гибких спирально-шовных труб, например, муфтовым соединением или распорным устройством, отличающийся тем, что отрезки гибких спирально-шовных труб с правой ориентировкой спирально-сварного шва соединяют с отрезками гибких спирально-шовных труб равной длины с левой ориентировкой спирально-сварного шва.
2. Способ по п.1, отличающийся тем, что длина отрезков армированных гибких спирально-шовных труб предпочтительна в пределах 15-25 м.
3. Способ по п.1, отличающийся тем, что длина отрезков неармированных гибких спирально-шовных труб предпочтительна в пределах 40-60 м.
4. Способ по любому из пп.1, 2, 3, отличающийся тем, что масса 1 м2 материала, из которого изготавливают трубы, предпочтительна в пределах - 0,15-0,7 кг.
| ДЕГТЯРЕВ Н.Ю | |||
| Повышение эффективности проветривания тупиковых выработок на основе создания и применения гибких и полужестких сварных вентиляционных труб, Автореферат диссертации на соискание ученой степени кандидата технических наук, Кемерово, Кузбасский политехнический институт, 1989, с.7-8 | |||
| Гофрированная труба | 1989 |
|
SU1740847A1 |
| Вентиляционный гибкий трубопровод | 1982 |
|
SU1033762A1 |
| Соединение гибких вентиляционных труб | 1984 |
|
SU1157255A1 |
| US 3527258 А, 08.09.1970 | |||
| US 3889717 А, 17.06.1975. | |||

