Область техники, к которой относится изобретение
Настоящее изобретение относится к способу определения излома в металлических штампованных изделиях, устройству, программе и машиночитаемому носителю записи, и, в частности, к технологиям, предпочтительно пригодным для определения трещины в процессе штампования различных материалов из металла для материалов на основе железа, не на основе железа и многослойных материалов.
Уровень техниких
В процессе штампования, в частности, штампы применяются с силой нажима штамповочного пресса, силой реакции вследствие сопротивления деформации заготовки и т.д., и вызывают упругую деформацию. Упругая деформация штампов упоминается как механическое напряжение штампа. Поскольку любое повреждение при штамповании, к примеру, излом в процессе штампования, может варьировать значение механического напряжения штампа, которое должно быть сформировано, очень важно измерять значение механического напряжения штампа. Механическое напряжение штампа может, тем не менее, варьироваться в зависимости не только от повреждения при штамповании, но также и от факторов внешних помех, таких как варьирование прочности материала заготовок, изменения в температуре и т.д. Следовательно, предположительно должна быть создана технология более эффективного прогнозирования явлений повреждения при штамповании на основе информации значения механического напряжения штампа.
В качестве устройства для измерения механического напряжения штампов патентный документ 1 раскрывает устройство коррекции лодкообразной формы для листоштамповочного пресса, который изгибает заготовку между пуансоном, прикрепленным к верхней балке, и штампом, прикрепленным к нижней балке, перемещаемыми так, чтобы соединяться и разъединяться друг от друга. Устройство коррекции лодкообразной формы имеет множество датчиков механического напряжения верхней балки для определения отклонения верхней балки, предоставленного в продольном направлении верхней балки; множество датчиков механического напряжения нижней балки для определения отклонения нижней балки, предоставленного в продольном направлении нижней балки; множество исполнительных механизмов, размещенных между нижней балкой и нижней частью штампа или между верхней балкой и верхней частью штампа распределенным способом в направлении линии изгиба, чтобы применять силу нажима к нижней части штампа или верхней части штампа; и модуль управления, который прерывает опускание верхней балки в момент времени между началом и концом нажима, извлекает выводы определения посредством датчиков механического напряжения верхней балки и датчиков механического напряжения нижней балки в ходе прерывания, вычисляет величину отклонения верхней балки и нижней балки на основе выводов определения, управляет работой множества исполнительных механизмов на основе вычисленных результатов, чтобы регулировать величину отклонения верхней балки и нижней балки как надлежащие значения, и затем перезапускает управление нажимом.
В качестве устройства, имеющего модель для прогнозирования деформации штампов, патентный документ 2 раскрывает чеканочный штамп, который имеет модуль 4 определения нагрузки; модуль 5 определения величины хода; модуль 6 определения для числа раз штампования; модуль 7 определения для температуры штампа; причем модель прогнозирования деформации, которая состоит из любой из одной или множества моделей, выбранных из модели 9 изнашивания штампа, модели 10 температурной деформации штампа, модели 11 деформации под действием нагрузки штампа, модели 12 температурной деформации заготовки и модели 13 отскакивания заготовки; формирователь 14 многомерных управляющих сигналов; и исполнительный механизм 15, такой как пьезоэлектрический элемент, для деформации внутренней стенки полости 3, направлена на предоставление чеканочных штампов, допускающих точное и автоматическое управление размером и геометрией изделий с целью упрощения процесса посредством стимулирования производства штампованных изделий с формой, близкой к заданной при штамповании. Следует отметить, что ссылки с номерами, прилагаемые в данном документе, являются ссылками с номерами, используемыми в патентном документе 2.
В качестве устройства для измерения механического напряжения штампов, патентный документ 3 раскрывает изобретение, выполненное так, как описано ниже, направленное на предоставление штампов, допускающих определение угла изгиба заготовок и механического напряжения заготовок, и модуль датчиков механического напряжения, используемый для него. В формирующей механическое напряжение области, в которой механическое напряжение заготовки W возникает в процессе обработки, и в плоскости, нормальной к опорной поверхности 3U заготовки, над которой главный модуль 3 штампа поддерживает заготовку, главный модуль 3 штампа содержит датчики 9 механического напряжения, заглубленные в нем в двух или более положениях близко и далеко от положения обработки заготовки W. Множество датчиков 9 механического напряжения расположено способом прохождения между верхней поверхностью 3U главного модуля штампа 3 и формирующей паз поверхностью 5F, имеющей сформированный на ней изогнутый паз 5. Модуль датчиков механического напряжения имеет датчики для определения механического напряжения во множестве положений на основании 13, состоящем из изоляционного материала. Основание 13 выполнено с возможностью иметь поверхности для присоединения датчиков 21A, 21B, имеющие присоединенные датчики 9, и связывающие поверхности, дающие возможность связывания основания 13 с внутренней поверхностью посадочного отверстия интегрированным способом, чтобы формировать зазор между каждой поверхностью для присоединения датчиков и внутренней поверхностью посадочного отверстия, когда основание приспособлено к посадочному отверстию. Ссылки с номерами, прилагаемые в данном документе, являются ссылками с номерами, используемыми в патентном документе 3.
В качестве устройства для измерения механического напряжения штампов, патентный документ 4 раскрывает изобретение, выполненное так, как описано ниже, направленное на предоставление штампов, допускающих увеличение силы нажима в зависимости от глубины (хода) заготовок в V-образном пазе. Штамп 1, используемый для изгиба листообразной заготовки W в V-образную форму, имеет наклонную поверхность 5, создающую V-образный паз 3, сформированный в выпуклых искривленных поверхностях 5U, 5L, при этом кривизна DR2 нижней части искривленной поверхности превышает кривизну DR1 верхней части искривленной поверхности, чтобы давать возможность искривленным поверхностям 5U, 5L входить в контакт с заготовкой W в режиме катящегося контакта в процессе изгиба. Штамп 1, используемый для изгиба листообразной заготовки W в V-образную форму, альтернативно выполнен с возможностью иметь наклонную поверхность 5 для формирования V-образного паза 3, сформированного в выпуклой искривленной поверхности, которая находится в контакте с овалом. Штамп 1 имеет датчик 7 для определения деформации в положении, близком к наклонной поверхности 5. Ссылки с номерами, прилагаемые в данном документе, являются ссылками с номерами, используемыми в патентном документе 4.
В качестве устройства для измерения механического напряжения штампов, патентный документ 5 раскрывает изобретение, выполненное так, как описано ниже, направленное на предоставление способа и устройства для определения угла изгиба заготовок посредством определения механического напряжения штампов. В процессе изгиба листообразной заготовки W шаблон деформации штампа 5 измеряется с использованием датчиков S1-S4 механического напряжения, предоставленных в штампе 5, прогнозирующее уравнение определяется посредством сравнения измеренного шаблона механического напряжения с множеством шаблонов механического напряжения, предварительно сохраненных в базе 15 данных, коэффициент трения обнаруживается из определенного таким образом прогнозирующего уравнения шаблона, и угол изгиба заготовки вычисляется на основе значения, определенного посредством датчиков механического напряжения, с использованием прогнозирующего уравнения шаблона. Датчики механического напряжения для определения механического напряжения штампа в процессе изгиба заготовки предоставляются во множестве положений. Модуль 9 управления имеет базу 15 данных, модуль 17 определения прогнозирующих уравнений, который определяет прогнозирующее уравнение шаблона посредством сравнения определенного механического напряжения штампа 5 с шаблонами механического напряжения, сохраненными в базе 15 данных, и модуль 21 вычислений, который определяет коэффициент трения с использованием прогнозирующего уравнения шаблона. Ссылки с номерами, прилагаемые в данном документе, являются ссылками с номерами, используемыми в патентном документе 5.
В качестве устройства для измерения механического напряжения штампов, патентный документ 6 описывает изобретение, выполненное так, как описано ниже, направленное на обеспечение требуемого штампования. Арифметическое устройство 104 для условного задания сравнивает фактические значения характеристик материала, отправляемые из модуля 101 предоставления данных характеристик материала через сеть 105, со стандартными значениями и корректирует условия формовки, такие как скорость перемещения рабочего органа и силу прижима заготовки, в зависимости от результатов сравнения. Модуль 300 управления управляет штамповочным прессом 102, чтобы начинать штамповать заготовку 300 согласно корректированным условиям формирования. Таким образом, формирование трещин и сгибов предотвращается в максимально возможной степени в процессе штампования заготовки 300, чтобы получать приемлемые изделия, имеющие геометрию, идентичную в максимально возможной степени. Ссылки с номерами, прилагаемые в данном документе, являются ссылками с номерами, используемыми в патентном документе 6.
Патентный документ 7 раскрывает штамповочный пресс для тонкого листа, имеющий пуансон, штамп, штамп удержания заготовок, модуль измерения силы трения, прикрепленный между штампом и штампом удержания заготовок, и модуль регулирования силы прижима заготовки. Сила трения непосредственно измеряется посредством модуля измерения силы трения, и сила прижима заготовки дополнительно управляется посредством модуля регулирования силы прижима заготовки, чтобы регулировать силу трения как предварительно определенное значение. Изобретение направлено на применение соответствующей силы трения независимо от переменных факторов, таких как смазочные характеристики между штампом и заготовкой, поверхностное свойство и т.д., и тем самым на постоянное предоставление годных изделий.
Патентный документ 8 раскрывает изобретение, выполненное так, как описано ниже, направленное на предоставление штамповочного пресса, допускающего управление механическим напряжением штампа в процессе штампования. Изобретение включает в себя пуансон; штамп, который перемещается относительно пуансона; модуль измерения механического напряжения, предоставленный в цели, которая должна управляться, которой является по меньшей мере любой одним из пуансона и штампа, с тем чтобы измерять значение механического напряжения цели, которая должна управляться, сформированной по мере выполнения штампования; и модуль управления механическим напряжением, предоставленный в цели, которая должна управляться, чтобы управлять значением механического напряжения, сформированного по мере выполнения штампования. Модуль управления механическим напряжением управляет значением приведения цели, которая должна управляться, чтобы регулировать значение механического напряжения, измеренное посредством модуля измерения механического напряжения, в рамках предварительно определенного диапазона в процессе формовки.
Авторы настоящего изобретения в непатентном документе 1 раскрыли штамповочный пресс, который имеет встроенный пьезоэлектрический элемент (датчик трения штампа) для измерения механического напряжения при сжатии и растяжении в ортогональных направлениях, предоставленных около части заплечика штампа, и дали четкое представление о том, что геометрия заготовок, такая как отскок и наклон, может прогнозироваться из информации, предоставленной посредством датчика трения штампа.
Список библиографических материалов
Патентная литература
Патентный документ 1. Выложенная патентная публикация (Япония) номер H5-337554
Патентный документ 2. Выложенная патентная публикация (Япония) номер H9-029358
Патентный документ 3. Выложенная патентная публикация (Япония) номер 2005-199336
Патентный документ 4. Выложенная патентная публикация (Япония) номер 2005-254300
Патентный документ 5. Выложенная патентная публикация (Япония) номер 2006-136926
Патентный документ 6. Выложенная патентная публикация (Япония) номер 2006-075884
Патентный документ 7. Выложенная патентная публикация (Япония) номер 2004-249365
Патентный документ 8. Брошюра международной публикации WO 07/080983
Непатентные документы
Непатентный документ 1. Proceedings of Annual Congress of JSAE, No.19-07, стр.17-20 (2007)
Раскрытие изобретения
Техническая задача
Патентный документ 1 раскрывает изобретение, касающееся устройства, имеющего функцию измерения механического напряжения штампов, но не содержит описания определения повреждений, таких как трещины в процессе штампования.
Изобретение патентного документа 1 раскрывает только то, что датчики механического напряжения балки предоставляются в продольном направлении балок листоштамповочного пресса. С целью точного измерения механического напряжения штампов при штамповании с использованием штампов, имеющих более сложные геометрии, чем используемые в листоштамповочном прессе, может быть необходимым предоставлять функции измерения механического напряжения в штампах, таких как пуансон, штамп и штамп удержания заготовок, и непосредственно измерять механическое напряжение получившихся штампов. Изобретение, раскрытое в патентном документе 1, является недостаточным для этой цели.
Согласно изобретению, раскрытому в патентном документе 1, когда формовка прервана до завершения, значение механического напряжения верхней и нижней балок определяется и затем оптимизируется посредством исполнительных механизмов в ходе прерывания; далее формовка перезапускается. Тем не менее, при штамповании, сила трения между заготовкой и инструментами, измеренная в ходе прерывания штампования, может в значительной степени отличаться от силы трения, измеренной в ходе прерывания, в отличие от формовки, характеризующейся главным образом посредством изгибания с использованием листоштамповочного пресса. По этой причине, изобретение, раскрытое в патентном документе 1, может предоставлять только значение деформации штампа, отличающееся от измеренного в процессе штампования, с недостаточным уровнем точности измерения, даже если изобретение применяется к штампованию.
В заключение, изобретение, раскрытое в патентном документе 1, является недостаточным для определения трещин в процессе штампования.
Патентный документ 2 раскрывает изобретение, касающееся устройства, имеющего модель для прогнозирования деформации штампов, но не содержит описания определения повреждений, таких как трещины в процессе штампования.
Изобретение, раскрытое в патентном документе 2, включает в себя модуль определения нагрузки для определения нагрузки, применяемой для всего набора штампов, и модель деформации штампов под действием нагрузки, которые используются для определения деформации штампов. Тем не менее, значение изменения в нагрузке, возможно применяемой ко всему набору штампов, когда трещина локально возникает в штампованном изделии, является очень небольшим и трудным в определении. Даже если определение завершено удачно, невозможно определять точку возникновения такой микротрещины, возникающей в результате значения изменения.
В заключение, изобретение, раскрытое в патентном документе 2, является недостаточным для определения трещин в процессе штампования.
Патентный документ 3 раскрывает изобретение, касающееся устройства для измерения механического напряжения штампов, но не содержит описания определения трещин в штампованных компонентах в процессе штампования.
Согласно изобретению, раскрытому в патентном документе 3, датчик механического напряжения заглублен в плоскости, нормальной к опорной поверхности заготовки, на которой поддерживается заготовка в главном модуле штампа. Главный модуль штампа 3, используемый для изгиба заготовок, может содержать заглубленный датчик механического напряжения согласно изобретению, раскрытому в патентном документе 3, поскольку верхняя поверхность 3U, которая соответствует опорной поверхности заготовки, задана плоской, и тем самым поверхность, нормальная к верхней поверхности 3U и продольному направлению изогнутого паза 5, может быть безусловно задана. Тем не менее, при штамповании, возможно, испытывающем проблемы трещин, штампы для штампования, в общем, имеют более сложные геометрии, чем геометрии штампов для изгиба. Опорная поверхность заготовки штампов для штампования имеет сложный искривленный профиль, а не плоский профиль, так что невозможно задавать нормаль к поверхности. Даже направление, к примеру, заданное для изогнутого паза 5, не может быть задано. Поэтому, невозможно предоставлять заглубленный датчик механического напряжения в штампах для штампования согласно изобретению, раскрытому в патентном документе 3.
В заключение, изобретение, раскрытое в патентном документе 3, является недостаточным для определения трещин в процессе штампования.
Патентный документ 4 раскрывает изобретение, касающееся устройства для измерения механического напряжения штампов, но не содержит описания определения трещин в штампованных компонентах в процессе штампования.
Патентный документ 4 также не предоставляет конкретного описания датчика для определения механического напряжения, предоставляя только описание того, что конфигурация, описанная в непатентном документе, с использованием заглубленного датчика механического напряжения является предпочтительной. Непатентный документ, упомянутый в данном документе, тем не менее, касается изгибания, так что невозможно предоставлять заглубленный датчик механического напряжения в штампах для штампования согласно изобретению, раскрытому в патентном документе 4.
В заключение, изобретение, раскрытое в патентном документе 4, является недостаточным для определения трещин в процессе штампования.
Патентный документ 5 раскрывает изобретение, касающееся устройства измерения механического напряжения штампов, но не содержит описания определения трещин в штампованных изделиях в процессе штампования.
Аналогично вышеописанному патентному документу 3 и патентному документу 4, в тексте отсутствует конкретное описание датчика механического напряжения, за исключением того, что он имеет конфигурацию, идентичную конфигурации, описанной в непатентном документе, и непатентный документ, упомянутый в данном документе, относится только к изгибанию. По этой причине, невозможно предоставлять заглубленный датчик механического напряжения в штампах для штампования согласно способу, раскрытому в патентном документе 5.
В заключение, изобретение, раскрытое в патентном документе 5, является недостаточным для определения трещин в процессе штампования.
Патентный документ 6 раскрывает изобретение, касающееся устройства измерения механического напряжения штампов, но не содержит описания определения трещин в штампованных изделиях в процессе штампования.
Датчик механического напряжения показан на фиг. 3, но не описывается подробно в тексте. По этой причине, невозможно предоставлять заглубленный датчик механического напряжения согласно способу, раскрытому в патентном документе 6.
В заключение, изобретение, раскрытое в патентном документе 6, является недостаточным для определения трещин в процессе штампования.
Патентный документ 7 направлен на измерение силы трения посредством размещения некоторой структуры на штампе удержания заготовок или на штампах, но не путем прямого измерения механического напряжения штампа удержания заготовок или штампов. Для определения трещин в процессе штампования необходимо непосредственно измерять механическое напряжение штампов, таких как пуансон, штамп и штамп удержания заготовок. Изобретение, раскрытое в патентном документе 7, следовательно, является недостаточным для этой цели.
Патентный документ 8 раскрывает изобретение, касающееся устройства для измерения механического напряжения штампов, но не содержит описания определения трещин в штампованных компонентах в процессе штампования. Изобретение, раскрытое в патентном документе 8, следовательно, является недостаточным для определения трещин в процессе штампования.
Изобретение, раскрытое в непатентном документе 1, описывает, что встроенные датчики трения, заглубленные около заплечика штампа, также могут определять трещины в штампованных изделиях, но не предоставляет конкретного описания процедур, а также того, как определять излом в штампованных изделиях с использованием датчика механического напряжения. Соответственно, фактическое определение того, существуют или нет фактически трещины, неизбежно базируется на методе проб и ошибок.
Настоящее изобретение создано после рассмотрения вышеописанных проблем, и его цель состоит в том, чтобы предоставлять способ и устройство для определения излома металлических штампованных изделий, программу и машиночитаемый носитель записи и, в частности, цель состоит в том, чтобы предоставлять технологии, предпочтительно приемлемые для определения трещин при штамповании различных материалов из металла, к примеру, для материалов на основе железа, не на основе железа и многослойных материалов.
Решение задачи
Средство для решения вышеописанных задач, предложенных посредством настоящего изобретения, приводится далее.
(1)
Способ определения излома в металлическом штампованном изделии, который определяет трещину в металлическом штампованном изделии, сформированном с использованием пуансона и штампа,
использующий модуль измерения механического напряжения, который измеряет механическое напряжение по меньшей мере любого из пуансона и штампа, выбранного в качестве целевого штампа, который должен измеряться, и
модуль хранения, который сохраняет, в качестве эталонных данных, механическое напряжение целевого штампа, который должен измеряться, за весь период или частичный период от времени начала штампования до времени окончания штампования, и производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа, относительно множества штампованных изделий, не имеющих сформированной трещины,
при этом способ включает:
этап обнаружения, который обнаруживает, в целевом штамповании для определения излома и в качестве целевых данных для определения излома, механическое напряжение целевого штампа, который должен измеряться посредством модуля измерения механического напряжения, за весь период или частичный период от времени начала штампования до времени окончания штампования, и обнаруживает производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа;
этап извлечения, который извлекает, из эталонных данных, данные, удовлетворяющие предварительно определенному условию, в качестве сравнительных данных на основе производственных условий эталонных данных, извлеченных из модуля хранения, а также на основе производственных условий целевых данных для определения излома, и
этап определения, который сравнивает механическое напряжение в сравнительных данных и механическое напряжение в целевых данных для определения излома и определяет возникновение трещины в штампованном изделии, если предварительно определенное условие удовлетворяется.
(2)
Способ определения излома в металлическом штампованном изделии согласно (1), в котором производственные условия дополнительно включают в себя, в дополнение к скорости перемещения рабочего органа по меньшей мере одно из времени изготовления, температуры окружающей среды, влажности, силы прижима заготовки, номера партии заготовки, информации положения для процесса обработки заготовки, отслеживаемой из партии материалов, предела прочности заготовки, предела текучести заготовки, значения однородного удлинения заготовки и толщины заготовки.
(3)
Способ определения излома в металлическом штампованном изделии согласно (1), в котором этап извлечения извлекает эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля хранения, и производственными условиями целевых данных для определения излома, в качестве сравнительных данных.
(4)
Способ определения излома в металлическом штампованном изделии согласно (1), в котором этап определения определяет возникновение трещины в штампованном изделии, если максимальное значение разности между механическим напряжением сравнительных данных и механическим напряжением целевых данных для определения излома превышает предварительно определенное значение.
(5)
Способ определения излома в металлическом штампованном изделии согласно любому из (1)-(4), в котором дополнительно посредством использования штампа удержания заготовок по меньшей мере одно из пуансона, штампа и штампа удержания заготовок выбирается в качестве целевого штампа, который должен измеряться.
(6)
Способ определения излома в металлическом штампованном изделии согласно (1), в котором этап извлечения извлекает эталонные данные на основе производственных условий эталонных данных, извлеченных из модуля хранения, и производственных условий целевых данных для определения излома, в течение длительности от времени начала штампования до времени, когда штампование выполняется за пределами предварительно определенного диапазона величины хода штампования, в качестве сравнительных данных.
(7)
Способ определения излома в металлическом штампованном изделии согласно (3), в котором этап извлечения извлекает эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля хранения, и производственными условиями целевых данных для определения излома, в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, в качестве сравнительных данных.
(8)
Способ определения излома в металлическом штампованном изделии согласно (7), дополнительно содержащий этап сравнения максимальных значений механического напряжения сравнительных данных в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, с максимальным значением механического напряжения целевых данных для определения излома; допущения максимального значения механического напряжения целевых данных для определения излома в качестве результата беззаготовочного штампования, если значение меньше 20% максимального значения механического напряжения сравнительных данных, и исключения значения из определения излома; и подвергания только максимального значения механического напряжения целевых данных для определения излома, не меньшего 20% максимального значения механического напряжения сравнительных данных, этапу определения.
(9)
Способ определения излома в металлическом штампованном изделии согласно (7), дополнительно содержащий этап сравнения форм сигнала механического напряжения сравнительных данных в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, с формой сигнала механического напряжения целевых данных для определения излома; допущения формы сигнала механического напряжения целевых данных для определения излома в качестве результата анормального измерения, если форма сигнала показывает коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных меньше 0,6, и исключения формы сигнала механического напряжения из определения излома; и подвергания только формы сигнала механического напряжения целевых данных для определения излома, показывающего коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных не меньше 0,6, этапу определения.
(10)
Способ определения излома в металлическом штампованном изделии согласно (3), в котором этап извлечения извлекает эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля хранения, и производственными условиями целевых данных для определения излома, в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования от положения нижней мертвой точки, в качестве сравнительных данных.
(11)
Способ определения излома в металлическом штампованном изделии согласно (10), дополнительно содержащий этап сравнения форм сигнала механического напряжения сравнительных данных в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, с формой сигнала механического напряжения целевых данных для определения излома; допущения формы сигнала механического напряжения целевых данных для определения излома в качестве результата анормального измерения, если форма сигнала показывает коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных меньше 0,6, и исключения формы сигнала механического напряжения из определения излома; и подвергания только формы сигнала механического напряжения целевых данных для определения излома, показывающего коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных не меньше 0,6, этапу определения, в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки.
(12)
Устройство определения излома для определения излома в металлическом штампованном изделии, которое определяет трещину в металлическом штампованном изделии, сформированном с использованием пуансона и штампа, которое включает в себя:
модуль измерения механического напряжения, который измеряет механическое напряжение по меньшей мере любого из пуансона и штампа, выбранного в качестве целевого штампа, который будет измеряться;
модуль хранения, который сохраняет, в качестве эталонных данных, механическое напряжение целевого штампа, который должен измеряться, за весь период или частичный период от времени начала штампования до времени окончания штампования, и производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа, относительно множества штампованных изделий, не имеющих сформированной трещины;
модуль обнаружения, который обнаруживает, в целевом штамповании для определения излома и в качестве целевых данных для определения излома, механическое напряжение целевого штампа, который должен измеряться посредством модуля измерения механического напряжения, за весь период или частичный период от времени начала штампования до времени окончания штампования, и обнаруживает производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа;
модуль извлечения, который извлекает, из эталонных данных, данные, удовлетворяющие предварительно определенному условию, в качестве сравнительных данных на основе производственных условий эталонных данных, извлеченных из модуля хранения, а также на основе производственных условий целевых данных для определения излома; и
модуль определения, который сравнивает механическое напряжение в сравнительных данных и механическое напряжение в целевых данных для определения излома и определяет возникновение трещины в штампованном изделии, если предварительно определенное условие удовлетворяется.
(13)
Машиночитаемый носитель записи, сохраняющий программу, которая дает возможность компьютеру выполнять определение излома металлического штампованного изделия, которое определяет излом в металлическом штампованном изделии, сформированном с использованием пуансона и штампа,
использующий модуль измерения механического напряжения, который измеряет механическое напряжение по меньшей мере любого из пуансона и штампа, выбранного в качестве целевого штампа, который должен измеряться, и
модуль хранения, который сохраняет, в качестве эталонных данных, механическое напряжение целевого штампа, который должен измеряться, за весь период или частичный период от времени начала штампования до времени окончания штампования, и производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа, относительно множества штампованных изделий, не имеющих сформированной трещины,
при этом программа включает в себя:
процесс обнаружения, который обнаруживает, в целевом штамповании для определения излома и в качестве целевых данных для определения излома, механическое напряжение целевого штампа, который должен измеряться посредством модуля измерения механического напряжения, за весь период или частичный период от времени начала штампования до времени окончания штампования, и обнаруживает производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа;
процесс извлечения, который извлекает, из эталонных данных, данные, удовлетворяющие предварительно определенному условию, в качестве сравнительных данных на основе производственных условий эталонных данных, извлеченных из модуля хранения, а также на основе производственных условий целевых данных для определения излома; и
процесс определения, который сравнивает механическое напряжение в сравнительных данных и механическое напряжение в целевых данных для определения излома и определяет возникновение трещины в штампованном изделии, если предварительно определенное условие удовлетворяется.
(14)
Машиночитаемый носитель записи, сохраняющий программу согласно (13).
Преимущества изобретения
Согласно этому изобретению, могут быть точно определены трещины, возможно, формируемые в процессе штампования различных материалов из металла, к примеру, для изделий на основе железа, не на основе железа и многослойных изделий.
Краткое описание чертежей
Фиг.1 представляет собой чертеж, иллюстрирующий конфигурации штамповочного пресса и устройства определения излома.
Фиг.2 представляет собой блок-схему последовательности операций способа, касающуюся измерения механического напряжения целевого штампа, который должен измеряться, и обнаружения производственных условий.
Фиг.3 представляет собой блок-схему последовательности операций способа, касающуюся определения излома.
Фиг.4 представляет собой блок-схему последовательности операций способа, касающуюся определения излома.
Фиг.5 представляет собой блок-схему последовательности операций способа, касающуюся определения излома.
Подробное описание вариантов осуществления изобретения
Предпочтительные варианты осуществления настоящего изобретения поясняются ниже, со ссылкой на прилагаемые чертежи.
Первый вариант осуществления
Фиг.1 иллюстрирует конфигурации штамповочного пресса и устройства 100 определения излома этого варианта осуществления. В штамповочном прессе, пуансон 2 присоединяется к брусу 1 штамповочного пресса, штамп 4 удержания заготовок присоединяется к модулю 3 регулирования нагрузки прижима заготовки, и штамп 7 присоединяется к верхнему подвижному рабочему органу 6, который приводится посредством модуля 5 регулирования скорости/нагрузки при штамповании. Лист 10 в качестве заготовки размещается на пуансоне 2 и штампе 4 удержания заготовок.
При допущении по меньшей мере любого из пуансона 2, штампа 7 и штампа 4 удержания заготовок в качестве целевого штампа, который должен измеряться, модули 8 измерения механического напряжения измеряют механическое напряжение, сформированное в них. Каждый модуль 8 измерения механического напряжения выполнен посредством тензодатчика, пьезоэлектрического элемента, FBG-датчика с использованием оптоволокна и т.д. Хотя модули 8 измерения механического напряжения могут быть размещены на поверхности целевого штампа, который должен измеряться, они предпочтительно могут быть размещены внутри целевого штампа, который должен измеряться, для точного измерения механического напряжения без ограничения на число их размещений. Хотя штамповочный пресс, проиллюстрированный на фиг. 1, имеет штамп удержания заготовок по меньшей мере любой из пуансона 2 и штампа 7 альтернативно может быть допущен в качестве целевого штампа, который должен измеряться, если штамп удержания заготовок не предоставляется.
В устройстве 100 определения излома, модуль 104 хранения типично выполнен посредством жесткого диска компьютера и т.п. и сохраняет, в качестве эталонных данных и производственных условий, включающих в себя по меньшей мере скорость перемещения рабочего органа, относительно множества штампованных изделий, не имеющих сформированной трещины, за весь период или частичный период от времени начала штампования до времени окончания штампования, при этом производственные условия включают в себя время изготовления, температуру окружающей среды, влажность, скорость перемещения рабочего органа, силу прижима заготовки, номер партии заготовки, информацию положения для процесса обработки заготовки, отслеживаемую из партии материалов, предел прочности заготовки, предел текучести заготовки, значение однородного удлинения заготовки и толщину заготовки. Модуль 104 хранения содержит эталонные данные штампованных изделий, предварительно подтвержденные посредством проверки инспектором или посредством любой общеизвестной технологии проверки трещин так, чтобы они не имели сформированных трещин. Помимо этого, модуль 104 хранения может быть выполнен с возможностью иметь эталонные данные штампованных изделий, которые, как доказано посредством устройства 100 определения излома этого варианта осуществления, «не представляют проблемы», и последовательно накапливать их, как описано ниже.
Модуль 101 обнаружения обнаруживает, в целевом штамповании для определения излома и в качестве целевых данных для определения излома, механическое напряжение целевого штампа, которое должно измеряться посредством модуля 8 измерения механического напряжения за период от времени начала штампования до времени окончания штампования, и обнаруживает производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа, типично посредством измерения; при этом производственные условия включают в себя время изготовления, температуру окружающей среды, влажность, скорость перемещения рабочего органа, силу прижима заготовки, номер партии заготовки, информацию положения для процесса обработки заготовки, отслеживаемую из партии материалов, предел прочности заготовки, предел текучести заготовки, значение однородного удлинения заготовки и толщину заготовки.
Модуль 102 извлечения извлекает эталонные данные, которые удовлетворяют предварительно определенному условию, в качестве сравнительных данных на основе производственных условий эталонных данных, извлеченных из модуля 104 хранения, а также на основе производственных условий целевых данных для определения излома.
Модуль 103 определения сравнивает механическое напряжение в сравнительных данных, извлеченных посредством модуля 102 извлечения, и механическое напряжение в целевых данных для определения излома и определяет возникновение трещины в штампованном изделии, если предварительно определенное условие удовлетворяется.
В настоящем изобретении модуль хранения сохраняет производственные условия, которые содержат по меньшей мере скорость перемещения рабочего органа, в качестве эталонных данных. Этап обнаружения обнаруживает производственные условия, которые содержат по меньшей мере скорость перемещения рабочего органа. Причина, по которой скорость перемещения рабочего органа является важной в качестве производственного условия, состоит в том, что также механическое напряжение, возможно сформированное в целевом штампе, который должен измеряться, варьируется в ассоциации с изменениями в скорости перемещения рабочего органа.
Одна возможная причина может быть обусловлена эффектом изменений в динамической нагрузке, которая формируется, когда штамп 7, как тяжелое вещество, соударяется с пуансоном и штампом 4 удержания заготовок около положения нижней мертвой точки, налагаемого посредством изменений в скорости перемещения рабочего органа. Другой возможной причиной может быть эффект изменений в эффекте гидравлического удара, который формируется в напорном трубопроводе модуля 3 регулирования нагрузки прижима заготовки, вызываемый посредством изменений в скорости перемещения рабочего органа. Тем не менее, другие возможные причины включают в себя зависимость сопротивления деформации от степени механического напряжения, зависимость сопротивления подвижного рабочего органа от скорости перемещения рабочего органа и т.д.
Другая причина, по которой скорость перемещения рабочего органа является важной в качестве производственного условия, состоит в том, что может повышаться точность сравнения механического напряжения целевых данных для определения излома с механическим напряжением сравнительных данных относительно целевого штампа, который должен измеряться, которое осуществляется на этапе определения, описанном позднее.
Механическое напряжение, сформированное в целевом штампе, который должен измеряться, предоставляет вывод характерной формы сигнала в зависимости от величины хода штампования, т.е. относительного позиционного соотношения между верхней частью штампа и нижней частью штампа. Измерительные приборы для измерения формы сигнала, в общем, выполнены с возможностью выполнять дискретизацию данных через регулярные интервалы времени. Посредством использования информации скорости перемещения рабочего органа данные механического напряжения, дискретизированные через регулярные интервалы времени, теперь могут быть преобразованы в данные, соответствующие величине хода штампования. Таким образом, данные механического напряжения могут сравниваться на этапе определения простым и точным способом.
Фиг.2 является блок-схемой последовательности операций способа, касающейся измерения механического напряжения целевого штампа, который должен измеряться, и обнаружения производственных условий. Фиг. 3 является блок-схемой последовательности операций способа, касающейся определения излома.
Сначала поясняется блок-схема последовательности операций способа на фиг. 2.
На этапе S101 (процесс для определения начала штампования) определяется то, начато или нет штампование. Начало штампования в данном документе определяется, если подвижный рабочий орган штамповочного пресса удерживается в положении готовности в начале работы и перемещается между верхним и нижним штампом. Когда заготовка устанавливается в обычном положении нижней части штампа, и подвижный рабочий орган перемещается вперед в положение касания между верхним и нижним штампом, заготовка фиксируется посредством верхнего и нижнего штампа, и штампование начинается. Если нет заготовки, установленной на нижней части штампа, штампование заготовки не начинается, даже если подвижный рабочий орган перемещается вперед в положение касания между верхним и нижним штампом.
Продвижение подвижного рабочего органа в положение касания между верхним и нижним штампом и начало штампования заготовки, возможно, не синхронизировано, типично также, когда заготовка устанавливается на нижней части штампа, несовмещенной относительно обычного положения. Даже в этом случае, определение «Штампование начато?=ДА» всегда предоставляется, если подвижный рабочий орган штамповочного пресса перемещается вперед в положение касания между верхним и нижним штампом, чтобы выполнять процесс.
Одним возможным способом определения того, начато или нет штампование, т.е. перемещен или нет подвижный рабочий орган между верхним и нижним штампом, может быть такой способ, как предварительное обнаружение угла кривошипа штамповочного пресса или положения подвижного рабочего органа штамповочного пресса, который соответствует положению касания между верхним и нижним штампом, и предоставление механизма, такого как ретранслятор, который формирует сигнал, когда подвижный рабочий орган достигает положения, чтобы осуществлять определение «штампование начато», если сигнал принимается. Другим возможным способом может быть такой способ, как мониторинг выходных сигналов из модулей 8 измерения механического напряжения, предоставленных в целевом штампе, который должен измеряться, и определение начала штампования при условии, что время, когда вывод поднимается до предварительно определенного уровня, соответствует положению касания между верхним и нижним штампом.
Если определение «Штампование начато?=НЕТ» осуществлено, определение повторяется до тех пор, пока «Штампование начато?=ДА» не выдается.
На этапе S102 (измерение значения механического напряжения штампа) значения механического напряжения штампа, заданного в качестве целевого штампа, который должен измеряться, измеряется посредством модулей 8 измерения механического напряжения.
На этапе S103 (обнаружение производственных условий) производственные условия, включающие в себя по меньшей мере скорость перемещения рабочего органа, обнаруживаются из производственных условий, включающих в себя время изготовления, температуру окружающей среды, влажность, скорость перемещения рабочего органа, силу прижима заготовки, номер партии заготовки, информацию положения для процесса обработки заготовки, отслеживаемую из партии материалов, предел прочности заготовки, предел текучести заготовки, значение однородного удлинения заготовки и толщину заготовки.
Номером партии заготовки в данном документе является номер партии, предоставленный, когда заготовка изготовлена посредством изготовления материала и т.п. Для примерного случая листового металла, намотанного на каркас катушки, это может быть контрольный номер катушки и т.п. согласно номеру партии.
Информация положения для процесса обработки заготовки, отслеживаемая из партии материалов, означает информацию о том, какая часть заготовки одной партии, типично изготавливаемой изготовителем материала, является заготовкой, полученной посредством побочной обработки. Для примерного случая листового металла, доставленного после намотки на каркас катушки, информация является полезной для понимания того, от какой части катушки отрезана заготовка. Более конкретно, информацией может быть такая информация, как представление положения отрезания заготовки x[m] в системе координат, имеющей начало координат, заданное в верхней части катушки, и имеющей направление по оси Х, заданное в направлении прокатки, или может быть такая информация, как представление положения отрезания y[m] (положения в направлении ширины катушки) в системе координат, имеющей ось Y, заданную нормальной к направлению по оси Х в вышеописанной системе координат.
На этапе S104 (процесс для определения завершения штампования) определяется то, завершено или нет штампование. Определение завершения штампования в данном документе осуществляется, когда подвижный рабочий орган штамповочного пресса, после достижения положения нижней мертвой точки штампования и последующей смены на обратный рабочий ход, возвращен в начальное положение штампования. Задание начального положения является идентичным заданию, описанному на этапе S101.
Одним возможным способом определения того, завершено или нет штампование, т.е. возвращен или нет подвижный рабочий орган в начальное положение штампования, может быть такой способ, как предварительное обнаружение угла кривошипа штамповочного пресса или положения подвижного рабочего органа штамповочного пресса, который соответствует завершению штампования, и предоставление механизма, такого как ретранслятор, который формирует сигнал, когда подвижный рабочий орган достигает положения, чтобы осуществлять определение «штампование завершено», если сигнал принимается.
Другим возможным способом может быть такой способ, как использование информации скорости перемещения рабочего органа, обнаруживаемой на этапе S103. В этом способе определение «штампование завершено» осуществляется по истечении определенного вычисленного времени после времени начала штампования, поскольку время завершения штампования может легко вычисляться, если подвижный рабочий орган штамповочного пресса, как предварительно известно, работает согласно синусоидальной кривой, и скорость перемещения рабочего органа в начале штампования предоставлена.
Если определение «Штампование завершено?=НЕТ» осуществлено, этап S102 и этап S103 повторяются до тех пор, пока «Штампование завершено?=ДА» не осуществлено.
Поскольку формирование трещины в процессе штампования является явлением, в общем, который возникает в пределах времени не более нескольких миллисекунд, так, что также этап S102 предпочтительно повторяется в цикле повторения из нескольких миллисекунд или менее. Измерение на частоте дискретизации 1 кГц или выше является предпочтительным, если оно является допустимым посредством производительности обработки измерительного прибора.
Цикл повторения этапа S103 может быть синхронным или несинхронным с процессом 102. Из производственных условий, поскольку время изготовления, номер партии заготовки, информация положения для процесса обработки заготовки, отслеживаемая из партии материалов, предел прочности заготовки, предел текучести заготовки, значение однородного удлинения заготовки, толщина заготовки и т.д. предположительно практически не варьируются в рамках одного цикла и, следовательно, могут измеряться один раз в подходящее время в цикле повторения, к примеру, в первом цикле или в последнем цикле.
На этапе S105 (сохранение во внутреннем запоминающем устройстве) механическое напряжение целевого штампа, который должен измеряться в течение длительности от времени начала штампования до времени окончания штампования, которое обнаружено посредством предыдущего процесса и производственные условия сохраняются во внутреннем запоминающем устройстве, таком как запоминающее устройство компьютера.
Затем поясняется блок-схема последовательности операций способа на фиг.3.
На этапе S201 (считывание из внутреннего запоминающего устройства) считываются данные в течение длительности времени от времени начала штампования до времени окончания штампования (механическое напряжение целевого штампа, который должен измеряться и производственные условия), которые сохраняются во внутреннем запоминающем устройстве, упоминаемом в вышеописанной блок-схеме последовательности операций способа на фиг. 2.
На этапе S202 (определение целевого штампования для определения излома) определяется то, являются или нет данные, считанные из внутреннего запоминающего устройства на этапе S201, данными целевого штампования для определения. Если данные являются данными целевого штампования для определения излома, данные в течение длительности от времени начала штампования до времени окончания штампования задаются в качестве целевых данных для определения излома, и процесс переходит к этапу S203. Если данные не являются данными целевого штампования для определения излома, производственные условия, которые, предварительно доказывают, что трещина не формируется в соответствии с ними, сохраняются, в качестве эталонных данных, в модуле 104 хранения.
На этапе S203 (извлечение из эталонных данных) из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые удовлетворяют предварительно определенному условию, извлекаются в качестве сравнительных данных на основе производственных условий целевых данных для определения излома, которые считаны из внутреннего запоминающего устройства на этапе S201. Одним конкретным способом может быть такой способ, как извлечение эталонных данных, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, в качестве сравнительных данных.
Если имеется только одно производственное условие целевых данных для определения излома, данные, сохраненные в модуле 104 хранения, повышаются относительно производственного условия, и данные, которые являются ближайшими по значению производственного условия (т.е. данные, дающие минимальную разность), извлекаются в качестве сравнительных данных. Если имеется множество данных, сохраняющих одинаковое производственное условие в модуле 104 хранения, файл, имеющий самое позднее время сохранения, из множества данных, предпочтительно извлекается в качестве производственных условий. Альтернативно, данные могут произвольно извлекаться типично посредством использования случайного числа вместо использования времени хранения.
Если имеется два или более производственных условия целевых данных для определения излома, данные, которые являются ближайшими по значениям производственных условий, извлекаются в качестве сравнительных данных, согласно нижеприведенным процедурам. Рассмотрим теперь случай, когда три производственных условия A, B, C измеряются в качестве целевых данных для определения Xt излома. Значения производственного условия A, производственного условия B и производственного условия C обозначаются как В, Bt и Ct, соответственно. Сначала, из данных, сохраненных в модуле 104 хранения, близость dAi между i-ми данными Xi и целевыми данными для определения Xt излома относительно производственных условий A задается посредством нижеприведенного уравнения (1):
dAi=αA・(Ai-В)/At・・・(1),
где Ai является значением производственных условий A данных Xi. αA является весовым коэффициентом и в основном задается равным 1, но может произвольно модифицироваться в зависимости от значимости производственных условий, которые должны учитываться.
Также производственные условия B и C задаются аналогично.
dBi=αB・(Bi-Bt)/Bt・・・(2)
dCi=αC・(Ccs-Ct)/Ct・・・(3)
Близость di между i-ми данными Xi и целевыми данными для определения Xt излома относительно производственных условий A, B и C задается посредством нижеприведенного уравнения (4):
di=dAi+dBi+dCi・・・(4)
Такое di вычисляется относительно всех данных, сохраненных в модуле 104 хранения, и данные, которые дают di ближе всего к нулю, извлекаются в качестве данных, имеющих ближайшие производственные условия.
Поскольку уравнения (1)-(3) приводят к невозможному результату, если В, Bt или Ct равно нулю, может быть необходимым принимать некоторую меру, такую преобразование системы единиц с тем, чтобы не выдавать нуль, или такую как добавление константы. Более конкретно, например, если температура из производственных условий выражается в шкале Фаренгейта, а не Цельсия, уравнения (1)-(3) могут становиться возможными, даже если температура окружающей среды падает до нуля зимой. В другом примерном случае, если номер партии заготовки, выражаемый в 6-разрядном числе, может иметь значение "000000" и т.п., уравнения (1)-(3) всегда могут сохраняться возможными без деления на нуль посредством добавления «100000» к номеру партии.
Помимо них, также можно извлекать ближайшие данные с использованием различных кластерных аналитических способов, а более конкретно, способов иерархического кластерного анализа, таких как способ ближайшего соседа, способ самого дальнего соседа, способ среднего по группе и способ Уорда; либо технологии неиерархической кластеризации, такой как K-средние.
На этапе S204 (определение того, удовлетворяется или нет предварительно определенное условие) механическое напряжение сравнительных данных, извлеченных на этапе S203, и сравниваются механическое напряжение целевых данных для определения излома, определяется и удовлетворяется или нет предварительно определенное условие. Одним конкретным способом является такой способ, как определение того, меньше или нет максимальное значение разности между механическим напряжением извлеченных сравнительных данных и механическим напряжением целевых данных для определения излома предварительно определенного значения. Механическое напряжение может получаться в качестве данных формы сигнала, при этом разность данных формы сигнала получается посредством сравнения значения механического напряжения эталонных данных со значением механического напряжения целевых данных для определения излома в одинаковых положениях величины хода. Разности получаются для всех положений величины хода, и разность, имеющая самое большое абсолютное значение, задается в качестве максимального значения разности. Другим возможным способом может быть такой способ, как дискретизация множества разностей между механическим напряжением сравнительных данных и механическим напряжением целевых данных для определения излома в одинаковых положениях величины хода и последующее определение того, меньше или нет сумма квадратов разностей предварительно определенного значения. Еще одним другим возможным способом может быть такой способ, как получение разности между механическим напряжением сравнительных данных и механическим напряжением целевых данных для определения излома в качестве данных формы сигнала и последующее определение того, меньше или нет первичная производная или вторичная производная предварительно определенного значения.
Если результатом определения на этапе S204 является «ДА», процесс переходит к этапу S205, чтобы осуществлять определение «трещина возникла» в штампованном изделии. Если результатом определения на этапе S204 является «НЕТ», процесс переходит к этапу S206, чтобы осуществлять определение «проблема отсутствует». Что касается штампованного изделия, определенного в данном документе как «проблема отсутствует», механическое напряжение целевого штампа, который должен измеряться в течение длительности от времени начала штампования до времени окончания штампования, и производственные условия могут сохраняться в качестве эталонных данных в модуле 104 хранения.
В вышеописанном варианте осуществления длительность от времени начала штампования до времени окончания штампования задана в качестве целевой длительности, которая должна быть определена, используемой на этапе извлечения. Напротив, также способ приспособления длительности от времени начала штампования до времени, когда штампование выполняется за пределами предварительно определенного диапазона величины хода штампования, может быть задан в качестве целевой длительности, которая должна быть определена, используемой на этапе извлечения.
Посредством ограничения длительности, которая должна быть определена таким образом, эффект точного определения при одновременном исключении всех влияний внешних помех может получаться. Также объем данных может сокращаться, и тем самым степень обработки может увеличиваться.
Второй вариант осуществления
Во втором варианте осуществления длительность от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, задается в качестве целевой длительности, которая должна быть оценена. Поскольку устройство 100 определения излома и базовые операции по его обработке являются идентичными описанным в первом варианте осуществления, поэтому ниже пояснение, главным образом, аспектов, отличающихся от аспектов в первом варианте осуществления.
Во втором варианте осуществления блок-схема последовательности операций способа, касающаяся измерения механического напряжения целевого штампа, который должен измеряться, и обнаружения производственных условий является идентичной поясненной на фиг. 2. В этом варианте осуществления длительность от времени начала штампования до времени окончания штампования может выбираться в качестве целевой, или длительность от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, может выбираться в качестве целевой.
Фиг. 4 является блок-схемой последовательности операций способа, касающейся определения излома. Блок-схема последовательности операций способа, проиллюстрированная на фиг. 4, является аналогичной фиг. 3 за исключением того, что длительность от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более, выбирается в качестве целевой, и что два процесса (этап S301, S302), описанные ниже, добавляются к блок-схеме последовательности операций способа на фиг. 3. Ниже приводится пояснение, главным образом, аспектов, отличающихся от аспектов на фиг. 3.
На этапе S203 (извлечение из эталонных данных) из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые являются ближайшими к производственным условиям целевых данных для определения излома в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Более конкретно, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, извлекаются в качестве сравнительных данных.
На этапе S301 (определение беззаготовочного штампования) из данных, извлеченных на этапе S203, максимальное значение механического напряжения сравнительных данных и максимальное значение механического напряжения целевых данных для определения излома сравниваются в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования. Если, как следствие, максимальное значение механического напряжения целевых данных для определения излома меньше 20% максимального значения механического напряжения сравнительных данных, процесс переходит к этапу S302, чтобы осуществлять определение «беззаготовочного штампования» и исключать значение из определения излома. Напротив, процесс переходит к этапу S204 для определения излома, только когда обнаружено, что максимальное значение механического напряжения целевых данных для определения излома не меньше 20% максимального значения механического напряжения сравнительных данных.
Третий вариант осуществления
Также в третьем варианте осуществления длительность от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, задается в качестве целевой длительности, которая должна быть определена, аналогично второму варианту осуществления. Поскольку устройство 100 определения излома и базовые операции по его обработке являются идентичными описанным в первом варианте осуществления, поэтому ниже приводится пояснение, главным образом, аспектов, отличающихся от аспектов в первом варианте осуществления.
В третьем варианте осуществления блок-схема последовательности операций способа, касающаяся измерения механического напряжения целевого штампа, который должен измеряться, и обнаружения производственных условий является идентичной поясненной на фиг. 2. В этом варианте осуществления длительность от времени начала штампования до времени окончания штампования может выбираться в качестве целевой, или длительность от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, может выбираться в качестве целевой.
Фиг. 5 является блок-схемой последовательности операций способа, касающейся определения излома. Блок-схема последовательности операций способа, проиллюстрированная на фиг. 5, является аналогичной фиг. 3 за исключением того, что длительность от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, выбирается в качестве целевой, и что два процесса (этап S401, S402), описанные ниже, добавляются к блок-схеме последовательности операций способа на фиг. 3. Ниже приводится пояснение, главным образом, аспектов, отличающихся от аспектов на фиг. 3.
На этапе S203 (извлечение из эталонных данных), аналогично описанному во втором варианте осуществления, из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые являются ближайшими к производственным условиям целевых данных для определения излома в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Более конкретно, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, извлекаются в качестве сравнительных данных.
На этапе S401 (определение анормального измерения) из данных, извлеченных на этапе S203, форма сигнала механического напряжения сравнительных данных и форма сигнала механического напряжения целевых данных для определения излома сравниваются в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования. Если, как следствие, коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома меньше 0,6, процесс переходит к этапу S402, чтобы осуществлять определение «анормального измерения», и исключает его из определения излома. Напротив, процесс переходит к этапу S204 для определения излома, только когда коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома равен 0,6 или более. Способ вычисления коэффициента корреляции в основном соответствует способу вычисления коэффициента корреляции произведения моментов Пирсона.
Четвертый вариант осуществления
В четвертом варианте осуществления длительность от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, задается в качестве целевой длительности, которая должна быть определена. Поскольку устройство 100 определения излома и базовые операции по его обработке являются идентичными описанным в первом варианте осуществления, поэтому ниже приводится пояснение, главным образом, аспектов, отличающихся от аспектов в первом варианте осуществления.
В четвертом варианте осуществления блок-схема последовательности операций способа, касающаяся измерения механического напряжения целевого штампа, который должен измеряться, и обнаружения производственных условий является идентичной поясненной на фиг. 2. В этом варианте осуществления длительность от времени начала штампования до времени окончания штампования может выбираться в качестве целевой, или длительность от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, может выбираться в качестве целевой.
На этапе S203 (извлечение из эталонных данных) из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые являются ближайшими к производственным условиям целевых данных для определения излома в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Более конкретно, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, извлекаются в качестве сравнительных данных.
Пятый вариант осуществления
Также в пятом варианте осуществления длительность от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, задается в качестве целевой длительности, которая должна быть определена, аналогично четвертому варианту осуществления. Поскольку устройство 100 определения излома и базовые операции по его обработке являются идентичными описанным в первом варианте осуществления, поэтому ниже приводится пояснение, главным образом, аспектов, отличающихся от аспектов в первом варианте осуществления.
В пятом варианте осуществления блок-схема последовательности операций способа, касающаяся измерения механического напряжения целевого штампа, который должен измеряться, и обнаружения производственных условий является идентичной поясненной на фиг. 2. В этом варианте осуществления длительность от времени начала штампования до времени окончания штампования может выбираться в качестве целевой, или длительность от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, может выбираться в качестве целевой.
Процессы в блок-схеме последовательности операций способа, касающейся определения излома, являются аналогичными поясненным со ссылкой на фиг. 5, за исключением этапов S203 и S401.
На этапе S203 (извлечение из эталонных данных), аналогично описанному в четвертом варианте осуществления, из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые являются ближайшими к производственным условиям целевых данных для определения излома, в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Более конкретно, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, извлекаются в качестве сравнительных данных.
На этапе S401 (определение анормального измерения) из данных, извлеченных на этапе S203, форма сигнала механического напряжения сравнительных данных и форма сигнала механического напряжения целевых данных для определения излома сравниваются в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки. Если, как следствие, коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома меньше 0,6, процесс переходит к этапу S402, чтобы осуществлять определение «анормального измерения», и исключает его из определения излома. Напротив, процесс переходит к этапу S204 для определения излома, только когда коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома равен 0,6 или более. Способ вычисления коэффициента корреляции в основном соответствует способу вычисления коэффициента корреляции произведения моментов Пирсона.
Пример 1
В качестве примера 1 настоящего изобретения определение излома штампованных изделий выполнено согласно блок-схемам последовательности операций способа, проиллюстрированным на фиг. 2 и фиг. 3 в первом варианте осуществления. Характеристики стального листа, используемого в качестве заготовки, перечислены в таблице 1. Стальной лист, используемый в данном документе, имеет толщину 1,8 мм и предел прочности при растяжении класса 590 МПа.
[МПа]
Сначала поясняются применяемые состояния блок-схемы последовательности операций способа на фиг.2. На этапе S101 приспособлен способ мониторинга сигнала, выводимого из модулей 8 измерения механического напряжения, присоединенных к целевому штампу, который должен измеряться, и определения начала штампования при допущении времени, когда вывод поднимается до предварительно определенного уровня, в качестве положения касания между верхним и нижним штампом. Пьезоэлектрические элементы, размещенные внутри целевого штампа, который должен измеряться, использованы в качестве модуля 8 измерения механического напряжения.
Что касается цикла повторения этапа S102, для измерения реализована частота дискретизации 1 [кГц].
На этапе S103 реализованы комбинации всех одиннадцати производственных условий (время изготовления, температура окружающей среды, влажность, скорость перемещения рабочего органа, сила прижима заготовки, номер партии заготовки, информация положения для процесса обработки заготовки, отслеживаемая из партии материалов, предел прочности заготовки, предел текучести заготовки, значение однородного удлинения заготовки, толщина заготовки), указываемые посредством настоящего изобретения, которые признаны результативными при обнаружении трещин, не вызывая каких-либо проблем. Комбинации производственных условий, приспосабливаемых в данном документе, значения весового коэффициента α, соответствующая степень ненормальности, степень нормального определения, степень избыточного определения и степень пропуска перечислены в таблице 2.
(1=используется, 0=не используется)
общее число изделий) [%]
общее число изделий) [%]
общее число изделий) [%]
общее число изделий) [%]
В этом примере поясняются случаи, когда три производственных условия из времени изготовления, скорости перемещения рабочего органа и температуры окружающей среды, в частности, выбраны.
В повторных циклах этапа S103 измерение выполнено в первом цикле из повторных циклов. Более конкретно, из трех производственных условий время изготовления означает время изготовления сразу после того, как определение «штампование начато» осуществлено на этапе S101, и скорость перемещения рабочего органа и температура окружающей среды означают скорость перемещения рабочего органа и температуру окружающей среды при определенном таким образом времени изготовления, т.е. скорость перемещения рабочего органа и температуру окружающей среды сразу после касания штампов, соответственно.
В качестве способа осуществления определения «штампование завершено» на этапе S104, т.е. способа определения того, возвращен или нет подвижный рабочий орган в начальное положение штампования, приспосабливаемого в данном документе, предусмотрен способ осуществления определения «штампование завершено», после приема сигнала, сформированного, когда подвижный рабочий орган достигает положения, представленного посредством угла кривошипа штамповочного пресса 220°, который, как обнаружено, соответствует положению завершения штампования.
На этапе S105 запоминающее устройство компьютера использовано в качестве внутреннего запоминающего устройства.
Затем поясняются применяемые состояния блок-схемы последовательности операций способа на фиг. 3. Сначала, чтобы подтверждать функции блок-схемы последовательности операций способа на фиг. 3, штампование выполняется десять раз, чтобы собирать эталонные данные, которые не используются в качестве целевых для определения излома, и другое штампование выполняется один раз, чтобы получать целевые данные для определения излома. Подробности десяти эталонных данных, не используемых в качестве целевых для определения излома, перечислены в таблице 3. Вначале, на этапе S202 определяется то, является или нет процесс целевым штампованием для определения излома. Производственные условия, которые, как подтверждено, не дают трещину, сформированную в соответствии с ними, и не используются в качестве целевых для определения излома, сохраняются в модуле 104 хранения в качестве эталонных данных. Если определено в качестве целевого штампования для определения излома, процесс затем переходит к этапу S203 и далее.
В таблице 3 данные X1-X10 представляют результаты измерения значения механического напряжения целевого штампа, который должен измеряться. Содержимое данных X1 перечислено в таблице 4. Первый столбец представляет время, истекшее от времени начала штампования [мс], а второй столбец представляет значение механического напряжения целевого штампа, который должен измеряться [με]. Что касается данных X1, измерение выполнено до истекшего времени 1500 [мс] от времени начала штампования, поскольку скорость перемещения рабочего органа составляет 99 [мм/с], а частота дискретизации измерения составляет 1 [кГц].
Затем, целевые данные для определения излома в течение одного времени перечислены в таблице 5. Содержимое целевых данных для определения излома является идентичным содержимому эталонных данных, перечисленных в таблице 3 или таблице 4.
С использованием теперь уравнений (1)-(4), данные, ближайшие к целевым данным для определения излома, перечисленным в таблице 4 выше, извлекаются из эталонных данных, перечисленных в таблице 2. Сначала, три весовых коэффициента αA, αB и αC, используемые для уравнений (1)-(3), перечислены в таблице 6.
(скорость перемещения рабочего органа)
Затем, результаты вычисления каждых из десяти эталонных данных, перечисленных в таблице 3, полученных с использованием уравнений (1)-(4), перечислены в таблице 7.
Как очевидно из таблицы 7, данными, предоставляющими di, ближайшее нулю, являются i=5 (номер 5 в таблице 3), так что данные номер 5 извлекаются в качестве целевых данных для определения излома и задаются в качестве сравнительных данных.
Затем, на этапе S205 разность между сравнительными данными номер 5, извлеченными выше, и целевыми данными для определения излома вычислена, и меньше или нет максимальное значение разности предварительно определенного значения, определено. Предварительно определенное значение в данном документе задано равным 30 [με].
Фактически, штампование, не используемое в качестве целевого для определения излома, выполнено 5000 раз, аналогично согласно процедурам, описанным выше. Данные, собранные из них, сохранены в модуле 104 хранения. Модулем 104 хранения, используемым в данном документе, является жесткий диск компьютера.
Затем, целевое штампование для определения излома выполнено 100000 раз. Ближайшие данные извлечены аналогично согласно процедурам, описанным выше, в течение каждой из 100000 штамповок, разность в механическом напряжении относительно извлеченных данных вычислена, и то, равно или превышает максимальное значение разности предварительно определенное значение 30 [με], определено. Результаты вычисления перечислены в таблице 8. Следует понимать, что обнаружение трещин является высокоточным, демонстрируя степень нормального определения в 1,64% при степени избыточного определения в 230 [частей на миллион] и степени пропуска в 110 [частей на миллион].
Пример 2
В качестве примера 2 настоящего изобретения определение излома штампованных изделий выполнено согласно блок-схемам последовательности операций способа, проиллюстрированным на фиг. 2 и фиг. 3 в первом варианте осуществления. В этом примере пьезоэлектрические элементы, в качестве модулей 8 измерения механического напряжения, расположены в пуансоне и штампе удержания заготовок. Подтверждено то, что определение излома является успешно нормальным для всех испытаний расположения модулей 8 измерения механического напряжения во всех возможных комбинациях пуансона, штампа и штампа удержания заготовок, хотя описание в данном документе рассматривает только случаи, когда модули 8 измерения механического напряжения расположены в пуансоне и штампе удержания заготовок.
Характеристики стального листа, используемого в качестве заготовки, перечислены в таблице 1. Также способы применения блок-схем последовательности операций способа, проиллюстрированных на фиг. 2 и фиг. 3, являются идентичными описанным в примере 1.
Фактически, штампование для получения эталонных данных, но не используемое в качестве целевого для определения излома, выполнено 5000 раз, аналогично согласно процедурам, описанным выше. Данные, собранные из них, сохранены в модуле 104 хранения. Модулем 104 хранения, используемым в данном документе, является жесткий диск компьютера.
Затем, целевое штампование для определения излома выполнено 100000 раз. Ближайшие данные извлечены аналогично согласно процедурам, описанным выше, в течение каждой из 100000 штамповок, разность в механическом напряжении относительно сравнительных данных вычислена, и то, равно или превышает максимальное значение разности предварительно определенное значение (30 [με]), определено. Результаты вычисления перечислены в таблице 9. Следует понимать, что обнаружение трещин является высокоточным, демонстрируя степень нормального определения в 1,64% при степени избыточного определения в 220 [частей на миллион] и степени пропуска в 160 [частей на миллион].
Пример 3
В качестве примера 3 настоящего изобретения определение излома штампованных изделий выполнено согласно блок-схемам последовательности операций способа, проиллюстрированным на фиг. 2 и фиг. 4 во втором варианте осуществления. Характеристики стального листа, используемого в качестве заготовки, перечислены в таблице 1. Также способ применения блок-схемы последовательности операций способа, проиллюстрированной на фиг. 2, является идентичным описанному в примере 1. Измерение механического напряжения штампов является идентичным описанному в примере 1. Также способы применения блок-схемы последовательности операций способа на фиг. 2 являются идентичными описанным в примере 1.
Также для блок-схемы последовательности операций способа на фиг. 4, процессы являются аналогичными описанным в примере 1, за исключением этапа S203 и этапа S301, поэтому в данном документе приводится описание только способов применения этапа S203 и этапа S301.
На этапе S203 (извлечение из эталонных данных) из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Конкретный способ вычисления минимальной суммы разностей в производственных условиях является идентичным описанному в примере 1.
На этапе S301 (определение беззаготовочного штампования) из данных, извлеченных на этапе S203, максимальное значение механического напряжения сравнительных данных и максимальное значение механического напряжения целевых данных для определения излома сравниваются в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования. Если, как следствие, максимальное значение механического напряжения целевых данных для определения излома меньше 20% максимального значения механического напряжения сравнительных данных, процесс переходит к этапу S302, чтобы осуществлять определение «беззаготовочного штампования» и исключать значение из определения излома. Напротив, определение излома осуществляется, только когда обнаружено, что максимальное значение механического напряжения целевых данных для определения излома не меньше 20% максимального значения механического напряжения сравнительных данных.
Фактически, штампование для получения эталонных данных, но не используемое в качестве целевого для определения излома, выполнено 5000 раз, аналогично согласно процедурам, описанным выше. Данные, собранные из них, сохранены в модуле 104 хранения. Модулем 104 хранения, используемым в данном документе, является жесткий диск компьютера.
Затем, целевое штампование для определения излома выполнено 100000 раз. Ближайшие данные извлечены аналогично согласно процедурам, описанным выше, в течение каждой из 100000 штамповок, разность в механическом напряжении относительно сравнительных данных вычислена, и то, равно или превышает максимальное значение разности предварительно определенное значение (30 [με]), определено. Результаты вычисления перечислены в таблице 10. Следует понимать, что обнаружение трещин является высокоточным, демонстрируя степень нормального определения в 1,63% при степени избыточного определения в 120 [частей на миллион] и степени пропуска в 260 [частей на миллион]. Вместе с тем, следует понимать, что трещины точно определяются также для беззаготовочного штампования без результирующего избыточного определения и пропуска.
Пример 4
В качестве примера 4 настоящего изобретения определение излома штампованных изделий выполнено согласно блок-схемам последовательности операций способа, проиллюстрированным на фиг. 2 и фиг. 5 в третьем варианте осуществления. Характеристики стального листа, используемого в качестве заготовки, перечислены в таблице 1. Измерение механического напряжения штампов является идентичным описанному в примере 1. Также способы применения блок-схемы последовательности операций способа на фиг. 2 являются идентичными описанным в примере 1.
На этапе S203 (извлечение из эталонных данных) из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Конкретный способ вычисления минимальной суммы разностей в производственных условиях является идентичным описанному в примере 1.
На этапе S401 (определение анормального измерения) из данных, извлеченных на этапе S203, форма сигнала механического напряжения сравнительных данных и форма сигнала механического напряжения целевых данных для определения излома сравниваются в течение длительности от времени начала штампования до времени, когда штампование выполняется по меньшей мере на 30% или более от величины хода штампования. Если, как следствие, коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома меньше 0,6, определение "анормального измерения" осуществляется, и данные исключаются из определения излома. Напротив, определение излома выполняется, только когда коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома равен 0,6 или более. Способ вычисления коэффициента корреляции в основном соответствует способу вычисления коэффициента корреляции произведения моментов Пирсона.
Фактически, штампование для получения эталонных данных, не используемое в качестве целевого для определения излома, выполнено 5000 раз, аналогично согласно процедурам, описанным выше. Данные, собранные из них, сохранены в модуле 104 хранения. Модулем 104 хранения, используемым в данном документе, является жесткий диск компьютера.
Затем, целевое штампование для определения излома выполнено 100000 раз. Ближайшие данные извлечены аналогично согласно процедурам, описанным выше, в течение каждой из 100000 штамповок, разность в механическом напряжении относительно сравнительных данных вычислена, и то, равно или превышает максимальное значение разности предварительно определенное значение (30 [με]), определено. Результаты вычисления перечислены в таблице 10. Следует понимать, что обнаружение трещин является высокоточным, демонстрируя степень нормального определения в 1,63% при степени избыточного определения в 110 [частей на миллион] и степени пропуска в 280 [частей на миллион]. Вместе с тем, следует понимать, что трещины точно определяются также при определении анормального измерения без результирующего избыточного определения и пропуска.
Пример 5
В качестве примера 5 настоящего изобретения определение излома штампованных изделий выполнено согласно блок-схемам последовательности операций способа, проиллюстрированным на фиг. 2 и фиг. 3 в четвертом варианте осуществления. Характеристики стального листа, используемого в качестве заготовки, перечислены в таблице 1. Измерение механического напряжения штампов является идентичным описанному в примере 1. Также способы применения блок-схемы последовательности операций способа на фиг. 2 являются идентичными описанным в примере 1.
На этапе S203 (извлечение из эталонных данных) из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Конкретный способ вычисления минимальной суммы разностей в производственных условиях является идентичным описанному в примере 1.
Фактически, штампование для получения эталонных данных, не используемое в качестве целевого для определения излома, выполнено 5000 раз, аналогично согласно процедурам, описанным выше. Данные, собранные из них, сохранены в модуле 104 хранения. Модулем 104 хранения, используемым в данном документе, является жесткий диск компьютера.
Затем, целевое штампование для определения излома выполнено 100000 раз. Ближайшие данные извлечены аналогично согласно процедурам, описанным выше, в течение каждой из 100000 штамповок, разность в механическом напряжении относительно сравнительных данных вычислена, и то, равно или превышает максимальное значение разности предварительно определенное значение (30 [με]), определено. Результаты вычисления перечислены в таблице 12. Следует понимать, что обнаружение трещин является высокоточным, демонстрируя степень нормального определения в 1,66% при степени избыточного определения в 10 [частей на миллион] и степени пропуска в 20 [частей на миллион].
Пример 6
В качестве примера 6 настоящего изобретения определение излома штампованных изделий выполнено согласно блок-схемам последовательности операций способа, проиллюстрированным на фиг. 2 и фиг. 5 в пятом варианте осуществления. Характеристики стального листа, используемого в качестве заготовки, перечислены в таблице 1. Измерение механического напряжения штампов является идентичным описанному в примере 1. Также способы применения блок-схемы последовательности операций способа на фиг. 2 являются идентичными описанным в примере 1.
На этапе S203 (извлечение из эталонных данных) из эталонных данных, сохраненных в модуле 104 хранения, эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля 104 хранения, и производственными условиями целевых данных для определения излома, в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки, считанные из внутреннего запоминающего устройства на этапе S201, извлекаются в качестве сравнительных данных. Конкретный способ вычисления минимальной суммы разностей в производственных условиях является идентичным описанному в примере 1.
На этапе S401 (определение анормального измерения) из данных, извлеченных на этапе S203, форма сигнала механического напряжения сравнительных данных и форма сигнала механического напряжения целевых данных для определения излома сравниваются в течение длительности от времени, когда штампование выполняется по меньшей мере на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняется по меньшей мере на 20% или более от величины хода штампования из положения нижней мертвой точки. Если, как следствие, коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома меньше 0,6, процесс переходит к этапу S402, чтобы осуществлять определение "анормального измерения", и исключает его из определения излома. Напротив, определение излома выполняется, только когда коэффициент корреляции формы сигнала механического напряжения сравнительных данных и формы сигнала механического напряжения целевых данных для определения излома равен 0,6 или более. Способ вычисления коэффициента корреляции в основном соответствует способу вычисления коэффициента корреляции произведения моментов Пирсона.
Фактически, штампование для получения эталонных данных, не используемое в качестве целевого для определения излома, выполнено 5000 раз, аналогично согласно процедурам, описанным выше. Данные, собранные из них, сохранены в модуле 104 хранения. Модулем 104 хранения, используемым в данном документе, является жесткий диск компьютера.
Затем, целевое штампование для определения излома выполнено 100000 раз. Ближайшие данные извлечены аналогично согласно процедурам, описанным выше, в течение каждой из 100000 штамповок, разность в механическом напряжении относительно сравнительных данных вычислена, и то, равно или превышает максимальное значение разности предварительно определенное значение (30 [με]), определено. Результаты вычисления перечислены в таблице 13. Следует понимать, что обнаружение трещин является высокоточным, демонстрируя степень нормального определения в 1,66% при степени избыточного определения в 10 [частей на миллион] и степени пропуска в 30 [частей на миллион].
Цель настоящего изобретения может достигаться также посредством предоставления носителя хранения данных, который содержит программный код программного обеспечения, реализующего функции вышеописанных вариантов осуществления, записанный на нем, для системы или устройства. В этом случае, компьютер (или CPU и MPU) системы или устройства считывает программный код, сохраненный в носителе хранения данных, и выполняет его.
В этом случае, программный код как таковой, считываемый из носителя хранения данных, реализует функции в вышеописанных вариантах осуществления, и программный код как таковой и носитель хранения данных, сохраняющий программный код, выполняют настоящее изобретение.
Гибкий диск, жесткий диск, оптический диск, магнитооптический диск, CD-ROM, CD-R, магнитная лента, лента на основе энергонезависимого запоминающего устройства, карта на основе энергонезависимого запоминающего устройства, ROM и т.д. может быть приемлемым в качестве носителя хранения данных для предоставления программного кода.
Выполнение программного кода, считываемого посредством компьютера, не только реализует функции вышеописанных вариантов осуществления. Например, на основе инструкций посредством программного кода, часть или вся часть фактической обработки может выполняться посредством ОС (базовой системы или операционной системы), которая работает на компьютере, и функции вышеописанных вариантов осуществления могут быть реализованы посредством обработки.
Другим возможным режимом может быть такой режим, что программный код, считываемый с носителя хранения данных, записывается в запоминающее устройство на функциональной плате расширения функции, вставленной в компьютер или находящейся на функциональном модуле расширения, подключенном к компьютеру. В этом случае, после того, как программный код записан в запоминающем устройстве, CPU и т.п. на функциональной плате расширения функции или в функциональном модуле расширения выполняет часть или всю часть фактической обработки на основе инструкций программного кода, и тем самым функции вышеописанных вариантов осуществления реализуются посредством обработки.
Промышленная применимость
Посредством определения излома для металлических штампованных изделий, применяемого с помощью настоящего изобретения, могут быть точно определены трещины, возможно, формируемые в процессе штампования различных материалов из металла, например, для изделий на основе железа, не на основе железа и многослойных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО КОМПОНЕНТА, ШТАМПОВАННЫЙ КОМПОНЕНТ, ШТАМП И ШТАМПОВОЧНОЕ УСТРОЙСТВО | 2016 |
|
RU2674364C1 |
| ШОКОВАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2691814C1 |
| УСТРОЙСТВО ШТАМПОВКИ, СПОСОБ ШТАМПОВКИ, КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ ПРОДУКТ И НОСИТЕЛЬ ИНФОРМАЦИИ | 2004 |
|
RU2335369C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| СПОСОБ ШТАМПОВАНИЯ БРУСКОВ ДЕТЕРГЕНТА | 1997 |
|
RU2195469C2 |
| СПОСОБЫ СМАЗКИ ДЛЯ УЛУЧШЕНИЯ СПОСОБНОСТИ ДЕФОРМИРОВАТЬСЯ ПРИ ШТАМПОВКЕ | 2011 |
|
RU2572639C2 |
| ШТАМПОВОЧНОЕ УСТРОЙСТВО И СПОСОБ ШТАМПОВКИ | 2016 |
|
RU2686709C1 |
| СПОСОБ ШТАМПОВКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2395360C2 |
| ШТАМП И СПОСОБ ШТАМПОВАНИЯ БРУСКОВ МОЮЩЕГО СРЕДСТВА | 1998 |
|
RU2203313C2 |
| СИСТЕМА ОБРАБОТКИ ДАВЛЕНИЕМ, СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ И КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ ПРОДУКТ | 2005 |
|
RU2352423C2 |
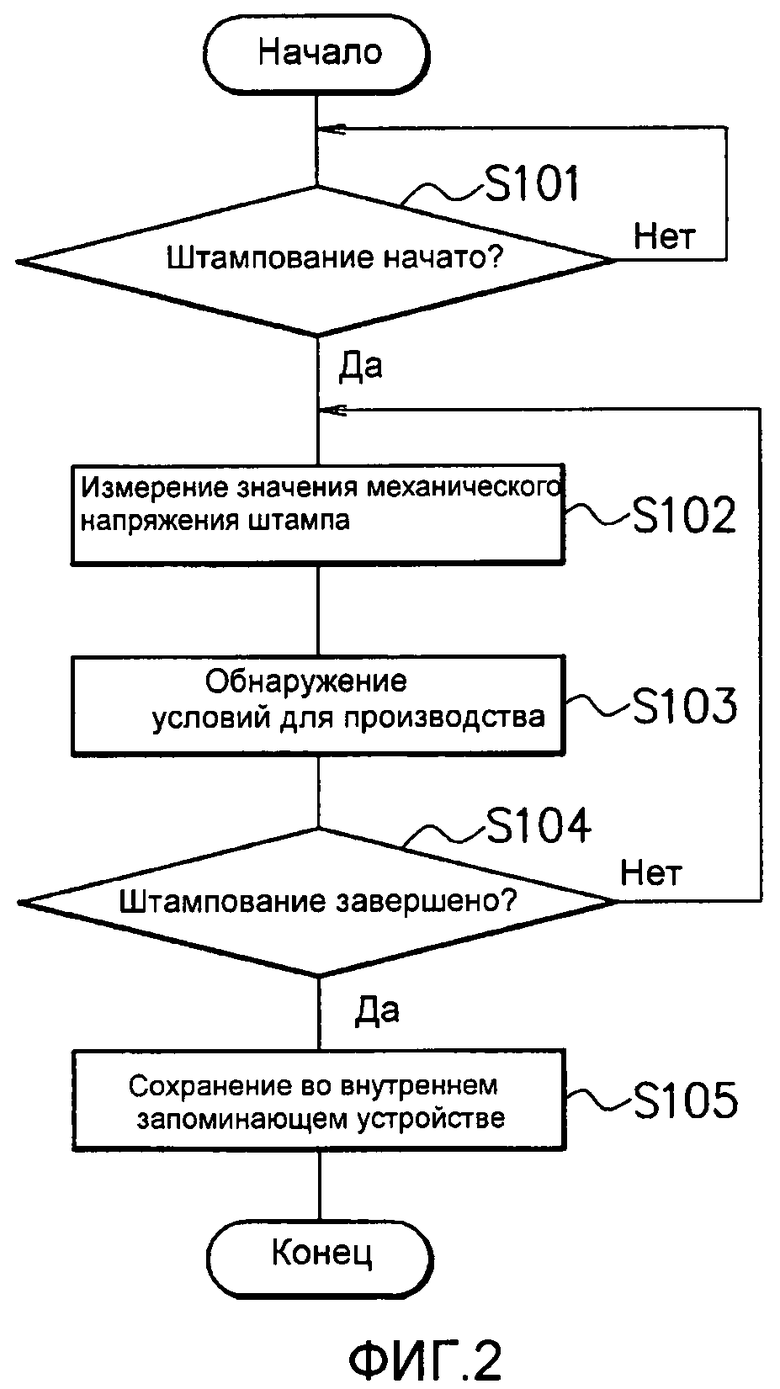
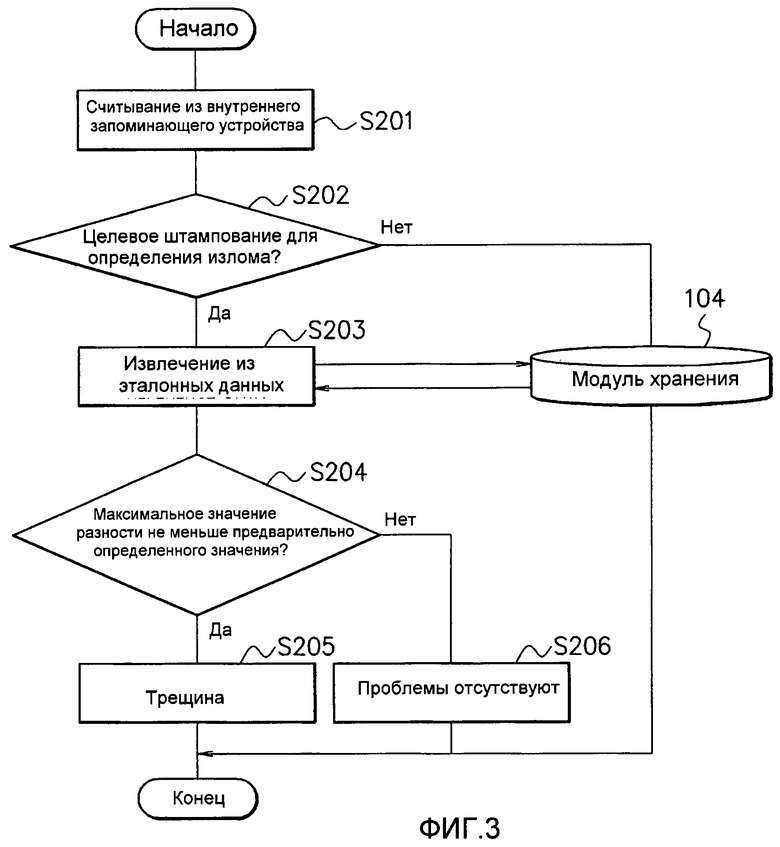
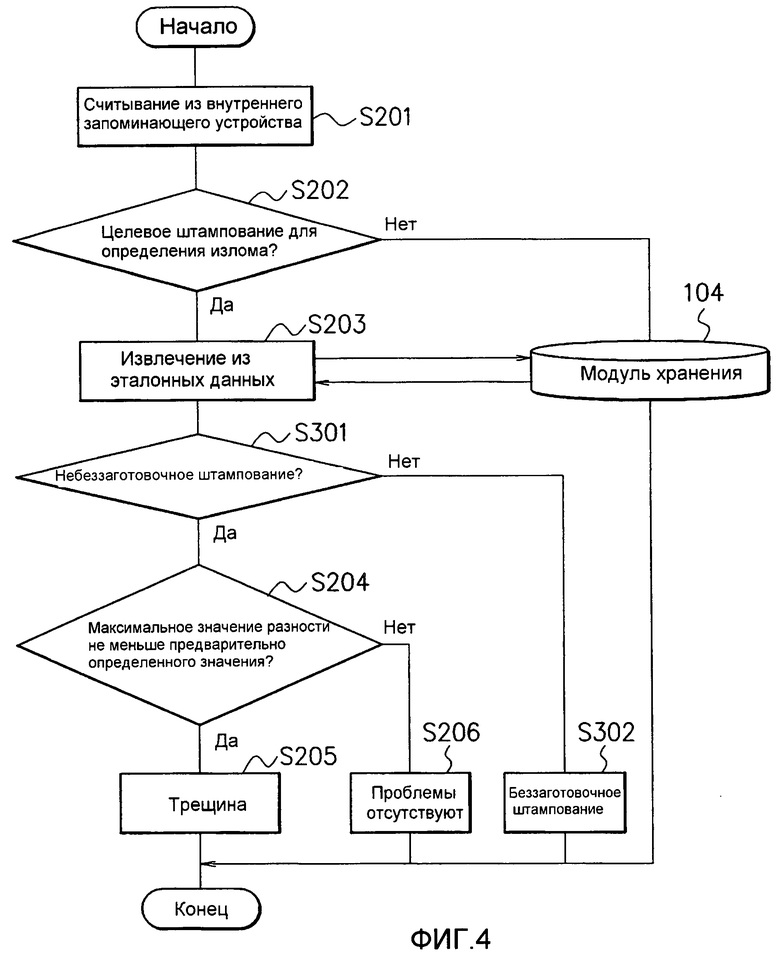
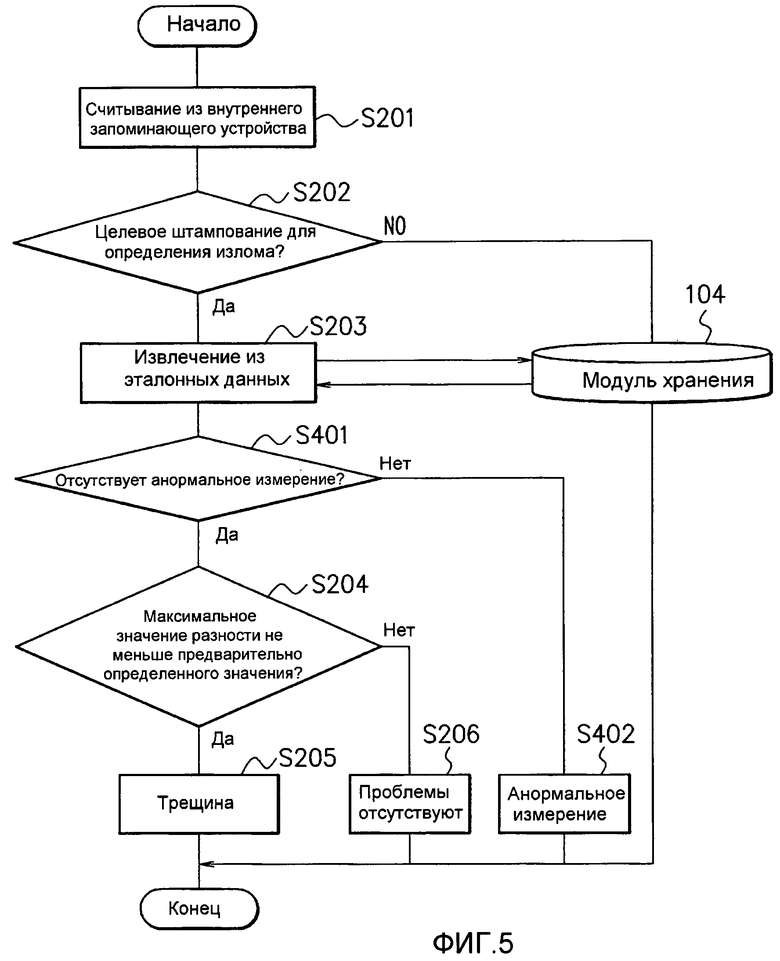
Изобретение относится к области обработки металлов давлением, точнее, к определению возможности возникновения трещин в процессе штампования различных материалов из металла. Для определения излома в процессе целевого штампования модуль обнаружения обнаруживает, в качестве целевых данных для определения излома, механическое напряжение целевого штампа, который должен измеряться в течение длительности от времени начала штампования, измеренного посредством модулей измерения механического напряжения, до времени окончания штампования, а также обычно обнаруживает условия работы посредством измерения. Модуль извлечения извлекает эталонные данные, которые дают минимальную сумму разностей между производственными условиями эталонных данных, извлеченных из модуля хранения, и условиями работы целевых данных для определения излома, в качестве сравнительных данных. Модуль определения сравнивает механическое напряжение в сравнительных данных, извлеченных посредством модуля извлечения, и механическое напряжение в целевых данных для определения излома и определяет возникновение трещины в штампованном изделии, если максимальное значение разности не меньше предварительно определенного значения. Повышается достоверность определения излома. 3 н. и 10 з.п. ф-лы, 5 ил., 6 пр., 13 табл.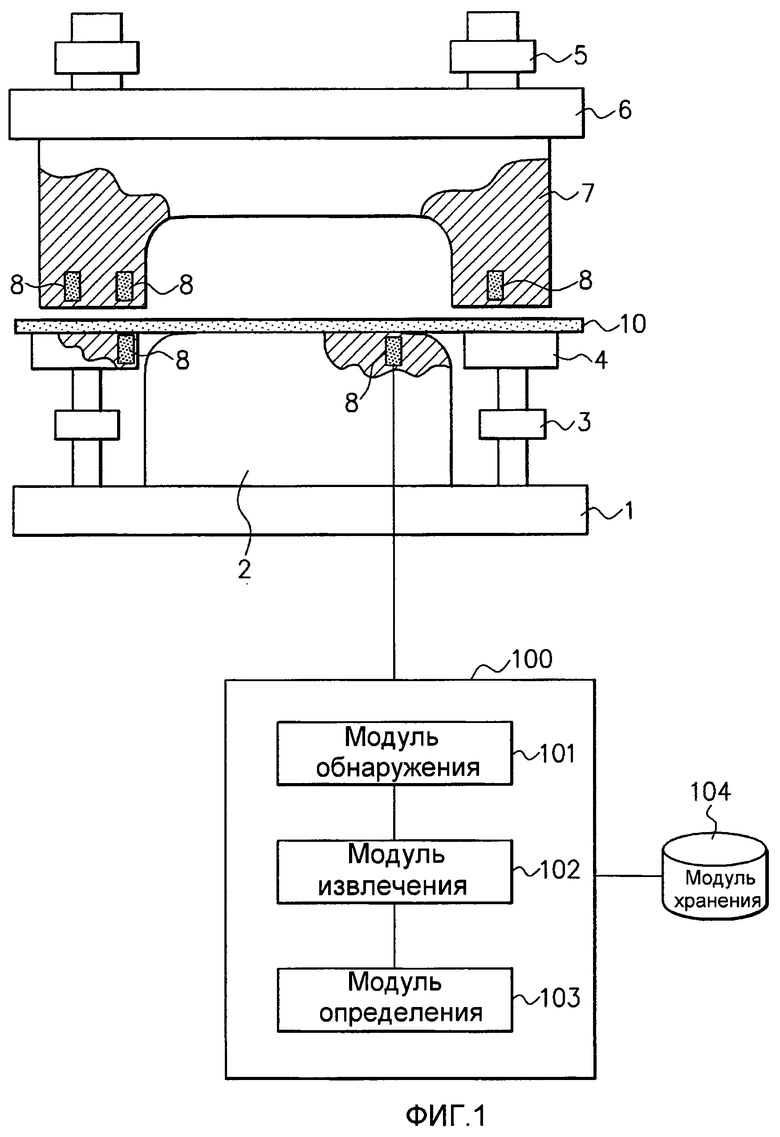
1. Способ определения излома в металлическом штампованном изделии, сформированном с использованием пуансона и штампа, включающий использование модуля измерения механического напряжения, который измеряет механическое напряжение, по меньшей мере, любого из пуансона и штампа, выбранного в качестве целевого штампа, который должен измеряться, и
использование модуля хранения, который сохраняет, в качестве эталонных данных, механическое напряжение целевого штампа, который должен измеряться, за весь период или частичный период от времени начала штампования до времени окончания штампования, и условия работы, включающие, по меньшей мере, скорость перемещения рабочего органа относительно множества штампованных изделий, не имеющих сформированной трещины,
этап обнаружения, который включает обнаруживание в целевом штамповании для определения излома и в качестве целевых данных для определения излома механического напряжения целевого штампа, которое должно измеряться посредством модуля измерения механического напряжения за весь период или частичный период от времени начала штампования до времени окончания штампования, и обнаруживание условий работы, включающих, по меньшей мере, скорость перемещения рабочего органа;
этап извлечения, который включает извлечение из эталонных данных, данных, удовлетворяющих предварительно определенному условию, в качестве сравнительных данных на основе условий работы эталонных данных, извлеченных из модуля хранения, а также на основе условий работы целевых данных для определения излома, и
этап определения, на котором сравнивают механическое напряжение в сравнительных данных и механическое напряжение в целевых данных для определения излома и определяют возникновение трещины в штампованном изделии, если предварительно определенное условие удовлетворяется.
2. Способ по п.1, в котором условия работы дополнительно включают, в дополнение к скорости перемещения рабочего органа, по меньшей мере, одно из времени изготовления, температуры окружающей среды, влажности, силы прижима заготовки, номера партии заготовки, информации положения для процесса обработки заготовки, отслеживаемой из партии материалов, предела прочности заготовки, предела текучести заготовки, значения однородного удлинения заготовки и толщины заготовки.
3. Способ по п.1, в котором этап извлечения включает извлечение эталонных данных, которые дают минимальную сумму разностей между условиями работы эталонных данных, извлеченных из модуля хранения, и условиями работы целевых данных для определения излома, в качестве сравнительных данных.
4. Способ по п.1, в котором этап определения включает определение возникновения трещины в штампованном изделии, если максимальное значение разности между механическим напряжением сравнительных данных и механическим напряжением целевых данных для определения излома превышает предварительно определенное значение.
5. Способ по любому из пп.1-4, в котором в качестве целевого штампа дополнительно используют штамп удержания заготовок.
6. Способ по п.1, в котором этап извлечения включает извлечение эталонных данных на основе условий работы эталонных данных, извлеченных из модуля хранения, и условий работы целевых данных для определения излома, в течение длительности времени от начала штампования до времени, когда штампование выполняют за пределами предварительно определенного диапазона величины хода штампования, в качестве сравнительных данных.
7. Способ по п.3, в котором этап извлечения включает извлечение эталонных данных, которые дают минимальную сумму разностей между условиями работы эталонных данных, извлеченных из модуля хранения, и условиями работы целевых данных для определения излома, в течение длительности времени от начала штампования до времени, когда штампование выполняют, по меньшей мере, на 30% или более от величины хода штампования, в качестве сравнительных данных.
8. Способ по п.7, который дополнительно включает этап сравнения максимальных значений механического напряжения сравнительных данных в течение длительности времени от начала штампования до времени, когда штампование выполняют, по меньшей мере, на 30% или более от величины хода штампования, с максимальным значением механического напряжения целевых данных для определения излома, допущения максимального значения механического напряжения целевых данных для определения излома в качестве результата беззаготовочного штампования, если значение меньше 20% максимального значения механического напряжения сравнительных данных, и исключения значения из определения излома, и подвергания только максимального значения механического напряжения целевых данных для определения излома, не меньшего 20% максимального значения механического напряжения сравнительных данных, этапу определения.
9. Способ по п.7, который дополнительно включает этап сравнения форм сигнала механического напряжения сравнительных данных в течение длительности времени от начала штампования до времени, когда штампование выполняют, по меньшей мере, на 30% или более от величины хода штампования с формой сигнала механического напряжения целевых данных для определения излома, допущения формы сигнала механического напряжения целевых данных для определения излома в качестве результата анормального измерения, если форма сигнала показывает коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных меньше 0,6, и исключения формы сигнала механического напряжения из определения излома, и подвергания только формы сигнала механического напряжения целевых данных для определения излома, показывающего коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных не меньше 0,6, этапу определения.
10. Способ по п.3, в котором этап извлечения включает извлечение эталонных данных, которые дают минимальную сумму разностей между условиями работы эталонных данных, извлеченных из модуля хранения, и условиями работы целевых данных для определения излома, в течение длительности от времени, когда штампование выполняют, по меньшей мере, на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняют, по меньшей мере, на 20% или более от величины хода штампования от положения нижней мертвой точки, в качестве сравнительных данных.
11. Способ по п.10, который дополнительно включает этап сравнения форм сигнала механического напряжения сравнительных данных в течение длительности от времени, когда штампование выполняют, по меньшей мере, на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняют, по меньшей мере, на 20% или более от величины хода штампования из положения нижней мертвой точки, с формой сигнала механического напряжения целевых данных для определения излома, допущения формы сигнала механического напряжения целевых данных для определения излома в качестве результата анормального измерения, если форма сигнала показывает коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных меньше 0,6, и исключения формы сигнала механического напряжения из определения излома, и подвергания только формы сигнала механического напряжения целевых данных для определения излома, показывающего коэффициент корреляции относительно формы сигнала механического напряжения сравнительных данных не меньше 0,6, этапу определения, в течение длительности от времени, когда штампование выполняют, по меньшей мере, на 60% величины хода штампования от времени начала штампования, до времени, когда обратный рабочий ход подвижного рабочего органа штамповочного пресса, после достижения положения нижней мертвой точки штампования и смены на обратный рабочий ход, выполняют, по меньшей мере, на 20% или более от величины хода штампования из положения нижней мертвой точки.
12. Устройство для определения излома в металлическом штампованном изделии, сформированном с использованием пуансона и штампа, содержащее:
модуль измерения механического напряжения, который измеряет механическое напряжение, по меньшей мере, любого из пуансона и штампа, выбранного в качестве целевого штампа, который должен измеряться; и
модуль хранения, который сохраняет, в качестве эталонных данных, механическое напряжение целевого штампа, который должен измеряться, за весь период или частичный период от времени начала штампования до времени окончания штампования, и условия работы, включающие, по меньшей мере, скорость перемещения рабочего органа относительно множества штампованных изделий, не имеющих сформированной трещины;
модуль обнаружения, который обнаруживает в целевом штамповании для определения излома и в качестве целевых данных для определения излома механическое напряжение целевого штампа, который должен измеряться посредством модуля измерения механического напряжения за весь период или частичный период от времени начала штампования до времени окончания штампования, и обнаруживает условия работы, включающие, по меньшей мере, скорость перемещения рабочего органа;
модуль извлечения, который извлекает из эталонных данных данные, удовлетворяющие предварительно определенному условию, в качестве сравнительных данных на основе условий работы эталонных данных, извлеченных из модуля хранения, а также на основе условий работы целевых данных для определения излома; и
модуль определения, который сравнивает механическое напряжение в сравнительных данных и механическое напряжение в целевых данных для определения излома и определяет возникновение трещины в штампованном изделии, если предварительно определенное условие удовлетворяется.
13. Машиночитаемый носитель записи, содержащий программный продукт для определения излома в металлическом штампованном изделии способом по любому из пп.1-11.
| Способ оценки штампуемости листового металла | 1988 |
|
SU1683842A1 |
| Штамп для чистовой вырубки детали с отверстием | 1986 |
|
SU1398955A1 |
| МОДЕЛЬНЫЙ ШТАМП ДЛЯ ИЗМЕРЕНИЯ ВЕЛИЧИН ПАРАМЕТРОВ, ПРИСУЩИХ ВЫТЯЖКЕ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ, ИСПОЛЬЗУЮЩИЙ ТАКОЙ ШТАМП | 1992 |
|
RU2096115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 1990 |
|
RU2007243C1 |
| US 5692405 А, 02.12.1997. | |||

