Изобретение относится к источникам питания, преимущественно к источникам питания для сварки, и может быть использовано в качестве источника питания дуги сварки, а также в качестве источника питания дуги с модуляцией сварочного тока.
Цель изобретения - повышение производительности и качества сварки за счет облегчения регулировки и повышения ее точности в источнике питания дуги путем независимого регулирования всех параметров сварочного тока: амплитуды импульсов и г1аузтока, временных параметров сварочного тока, скоростей нарастания и спада тока импульсов.
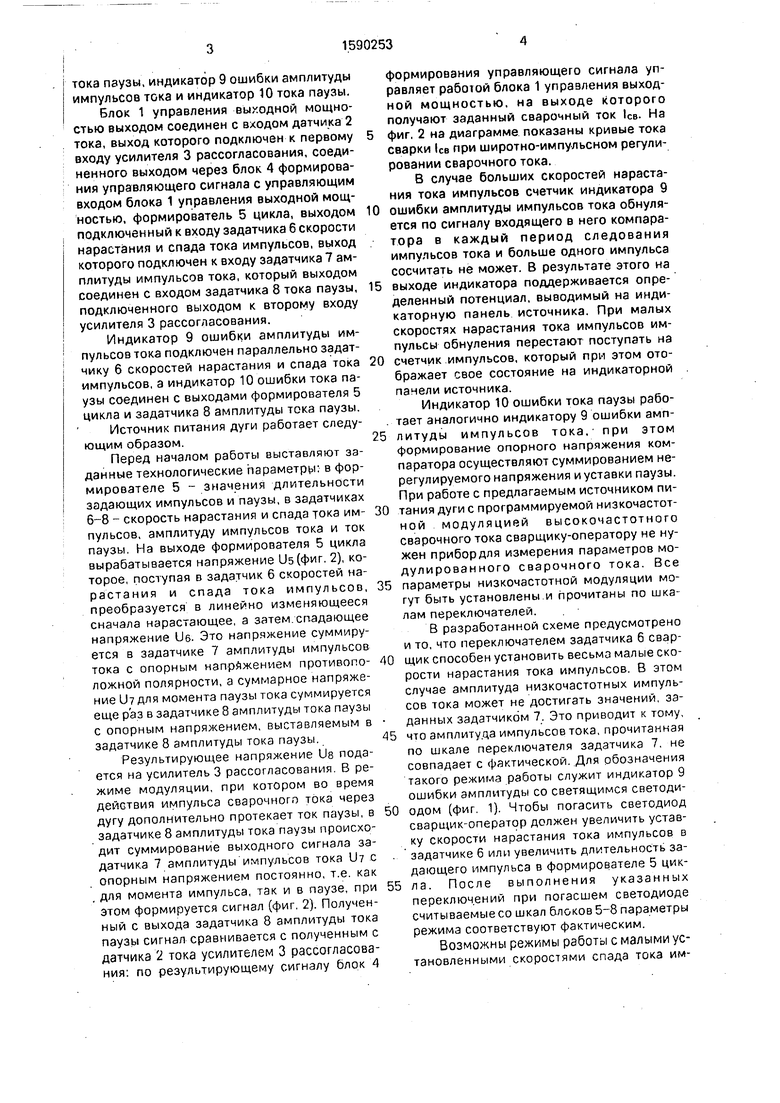
На фиг. 1 представлена функциональная схема источника питания дуги; на фиг. 2 - временные диаграммы напряжений на элементах схемы и сварочного тока.
Устройство содержит блок 1 управления выходной мощностью, датчик 2 тока, усилитель 3 рассогласования, блок 4 формирования управляющего сигнала, формирователь 5 цикла, задатчик 6 скоростей нарастания и спада тока импульсов, задатчик 7 амплиту-. ды импульсов тока, задатчик 8 амплитуды
ел ю о ю ел со
тока паузы, индикатор 9 ошибки амплитуды импульсов тока и индикатор 10 тока паузы. Блок 1 управления выходной мощностью выходом соединен с входом датчика 2 тока выход которого подключен к первому входу усилителя 3 рассогласования, соединенного выходом через блок 4 формирования управляющего сигнала с управляющим входом блока 1 управления выходной мощностью, формирователь 5 цикла, выходом подключенный к входу задатчика 6 скорости нарастания и спада тока импульсов, выход которого подключен к входу задатчика 7 амплитуды импульсов тока, который выходом соединен с входом задатчика 8 тока паузы, подключенного выходом к второму входу усилителя 3 рассогласования.
Индикатор 9 ошибки амплитуды импульсов тока подключен параллельно задат- чику 6 скоростей нарастания и спада тока импульсов, а индикатор 10 ошибки тока паузы соединен с выходами формирователя 5 цикла и задатчика 8 амплитуды тока паузы. Источник питания дуги работает следующим образом.
Перед началом работы выставляют заданные технологические napaMeTpt i; в формирователе 5 - значения длительности задающих импульсов и паузы, в задатчиках 6-8 - скорость нарастания и спада тока импульсов, амплитуду импульсов тока и ток паузы. На выходе формирователя 5 цикла вырабатывается напряжение УбСфиг. 2), которое, поступая в задатчик 6 скоростей на- пастания и спада тока импульсов, преобразуется в линейно изменяющееся сначала нарастающее, а затем/спадающее напряжение Ue. Это напр.чжение суммируется в задатчике 7 амплитуды импульсов тока с опорным напряжением противоположной полярности, а суммарное напряжение и для момента паузы тока суммируется еще раз в задатчике 8 амплитуды тока паузы с опорным напряжением, выставляемым в задатчике 8 амплитуды тока паузы.
Результирующее напряжение Us подается на усилитель 3 рассогласования. В режиме модуляции, при котором во время действия импульса сварочного тока через дугу дополнительно протекает ток паузы, в задатчике 8 амплитуды тока паузы происхо- дит суммирование выходного сигнала задатчика 7 амплитуды импульсов тока Uy с опорным напряжением постоянно, т.е. как для момента импульса, так и в паузе, при этом формируется сигнал (фиг. 2). Полученный с выхода задатчика 8 амплитуды тока паузы сигнал сравнивается с полученным с датчика 2 тока усилителем 3 рассогласования по результирующему сигналу блок 4
5
10 15 2
формирования управляющего сигнала управляет работой блока 1 управления выходной мощностью, на выходе которого получают заданный сварочный ток 1св. На фиг, 2 на диаграмме показаны кривые тока сварки 1св при широтно-импульсном регулировании сварочного тока.
В случае больших скоростей нарастания тока импульсов счетчик индикатора 9 ошибки амплитуды импульсов тока обнуляется по сигналу входящего в него компаратора в каждый период следования импульсов тока и больше одного импульса сосчитать не может. В результате этого на выходе индикатора поддерживается определенный потенциал, выводимый на индикаторную панель источника. При малых скоростях нарастания тока импульсов импульсы обнуления перестают поступать на счетчик импульсов, который при этом отображает свое состояние на индикаторной панели источника.
Индикатор 10 ошибки тока паузы работает аналогично индикатору 9 ошибки амп- литуды импульсов тока. при этом формирование опорного напряжения компаратора осуществляют суммированием нерегулируемого напряжения и уставки паузы. При работе с предлагаемым источником пи- 0 тания дуги с программируемой низкочастот- ной модуляцией высокочастотного сварочного тока сварщику-оператору не нужен прибор для измерения параметров модулированного сварочного тока. Все 5 параметры низкочастотной модуляции могут быть установлены.и прочитаны по шкалам переключателей.
В разработанной схеме предусмотрено и то, что переключателем задатчика 6 свар- 0 щик способен установить весьма малые скорости нарастания тока импульсов. В этом случае амплитуда низкочастотных импульсов тока может не достигать значении, за- данных задатчикбм 7. Это приводит к тому, 45 что амплитуда импульсов тока, прочитанная по шкале переключателя задатчика 7, не совпадает с фактической. Для обозначения такого режима работы служит индикатор У ошибки амплитуды со светящимся снетоди- 50 одом (фиг. 1). Чтобы погасить светодиод сварщик-оператор должен увеличить уставку скорости нарастания тока импульсов в задатчике 6 или увеличить длительность задающего импульса в формирователе 5 цик- 55 ла После выполнения указанных переключений при погасшем светодиоде считываемые со шкал блоков 5-8 параметры режима соответствуют фактическим.
Возможны режимы работы с малыми установленными скоростями спада тока импульсов. Это приводит к тому, что в любой фазе паузы, задаваемой формирователем 5 цикла ток дуги определяется только током отрицательного фронта импульсов. В этом случае ток паузы, прочитанный по шкале переключателя задатчика 8, не является достоверным. Для обозначения такого режима работы служит индикатор 10 ошибки тоха паузы (фиг. 1). Чтобы погасить светодиод индикатора 10свзрщику-оператору необхо- димо увеличить уставку скорости спада тока импульсов в задатчике 6 или увеличить дли- тельность задающей паузы в формирователе 5 цикла, или увеличить уставку тока паузы. После выполнения указанных деист- ВИЙ при погасшем светодиоде индикатора 10 считываемые со шкал блоков 5-8 пара- метры режима работы совпадают с фактическими.
Источник питания дуги с программиру- емой низкочастотной модуляцией высокочастотного сварочного тока обеспечивает простое, точное и оперативное управление процессом сварки неплавящимся электродом в защитных газах. Формула изобретения 1. Источник питания дуги с программируемой низкочастотной модуляцией высокочастотного сварочного тока, содержащий
блок управления выходной мощностью, выходом последовательно соединенный с входом, датчика тока, выход- которого подключен к первому входу усилителя рассогласования, соединенного выходом через блок формирования управляющего сигнала с управляющим выходом блока управления выходной мощностью, формирователь цикла, выходом подключенный к входу задатчика скоростей нарастания и спада тока импульсов, задатчики амплитуды импульсов тока, тока паузы, отличающийся тем, что, с целью повышения точности задания параметров и облегчения регулировки, выход задатчика скоростей нарастания и спада тока импульсов подключен к входу задатчика амплитуды импульсов тока, выход которого соединен с входом задатчика тока паузы, подключенного выходом к второму входу усилителя рассогласования.
2. Источник питания по п. 1, отличающийся тем, что в него введены индикаторы ошибок амплитуды импульсов тока и тока паузы, причем индикатор ошибки амплитуды импульсов подключен параллельно задатчику скоростей нарастания и спада тока импульсов, а индикатор ошибки тока паузы соединен с выходами формирователя цикла и задатчика тока паузы.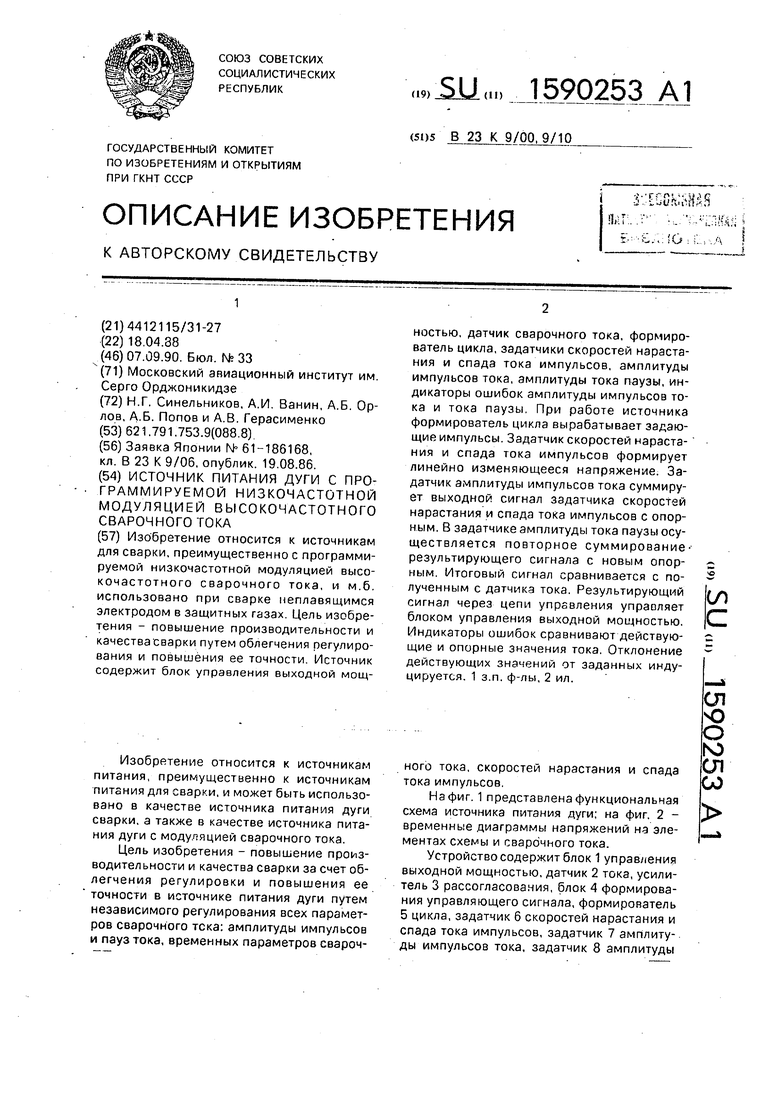

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| Способ автоматического регулирования глубины проплавления | 1980 |
|
SU984756A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
| Устройство для электрошлаковой сварки, наплавки и переплава | 1985 |
|
SU1731536A1 |

Изобретение относится к источникам питания для сварки, преимущественно с программируемой низкочастотной модуляцией высокочастотного сварочного тока, и м.б. использовано при сварке неплавящимся электродом в защитных газах. Цель изобретения - повышение производительности и качества сварки путем облегчения регулирования и повышения ее точности. Источник содержит блок управления выходной мощностью, датчик сварочного тока, формирователь цикла, задатчики скоростей нарастания и спада тока импульсов, амплитуды импульсов тока, амплитуды тока паузы, индикаторы ошибок амплитуды импульсов тока и тока паузы. При работе источника формирователь цикла вырабатывает задающие импульсы. Задатчик скоростей нарастания и спада тока импульсов формирует линейно изменяющееся напряжение. Задатчик амплитуды импульсов тока суммирует выходной сигнал задатчика скоростей нарастания и спада тока импульсов с опорным. В задатчике амплитуды тока паузы осуществляется повторное суммирование результирующего сигнала с новым опорным. Итоговый сигнал сравнивается с полученным с датчика тока. Результирующий сигнал через цепи управления управляет блоком управления выходной мощностью. Индикаторы ошибок сравнивают действующие и опорные значения тока. Отклонение действующих значений от заданных индуцируется. 1 з.п. ф-лы, 2 ил.
Сеть
Фиг.1
Us
игг,
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
