Изобретение относится к авиастроению и касается технологии сборки панелей агрегатов самолетов, в частности к технологии сборки центроплана самолета.
Известен способ сборки-клепки панелей агрегатов (Григорьев В.П. Сборка клепаных агрегатов самолетов и вертолетов. Учебное пособие. М.: «Машиностроение», 1975 с.11), при котором собираемые детали устанавливают в сборочное положение и для плотного прилегания обшивки к элементам каркаса прижимают ее рубильниками, специальными зажимами или шнурами. Затем обшивку и элементы каркаса временно закрепляют, не допуская их взаимного перемещения при выполнении операций клепки. Сверлят отверстия под заклепки и отверстия для установки средств временного крепления, производят фиксацию и клепку.
Недостатком известного способа является большая трудоемкость сборки, т.к. пакет деталей предварительно ставится на технологический крепеж, затем на окончательный.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является технологический способ сборки панелей агрегатов (Бойцов В.В. и др. Сборка агрегатов самолета. М.: Машиностроение, 1988 г., стр.22, стр.120). Способ сборки панелей агрегатов включает сборку и клепку имеющей заданную кривизну обшивки и прямолинейных стрингеров. При клепке панелей агрегатов, где обшивки имеют заданную кривизну (по конструкторской документации отклонение в свободном состоянии от ложементов стапеля допускается не более 1,0 мм), а стрингеры имеют прямолинейную форму (по конструкторской документации отклонение от контура по наружному и внутреннему поясам допускается ±0,2 мм), отклонение панелей (обшивки+стрингера) после клепки от ложементов стапеля должно быть не более 2,0 мм. Основным недостатком способа является то, что после клепки отклонения между панелями и ложементами стапеля в свободном состоянии фактически получаются до 6,0 мм.
Задачей настоящего изобретения является создание более рациональной технологии клепки панелей агрегатов, позволяющей резко улучшить качество сборки и обеспечить геометрические параметры клепаных панелей.
Сущность изобретения заключается в том, что в способе сборки панелей агрегатов, состоящих из обшивки, имеющей заданную кривизну, и прямолинейных стрингеров, включающем сборку и клепку обшивки, в отличие от прототипа, стрингеры перед сборкой и клепкой предварительно формообразовывают на плазе с введением прогиба с упреждением от 3,0 мм до 5,0 мм и затем упрочняют на ударно-барабанной установке. После сборки панелей в сборочном стапеле стрингеры, которым задана упреждающая кривизна, не позволяют обшивкам отклоняться от заданного теоретического контура, предусмотренного электронной моделью (отклонение в свободном состоянии от ложементов стапеля уменьшаются до 0÷2,0 мм).
Использование предлагаемого изобретения в сравнении с прототипом позволяет улучшить качество сборки, и обеспечить заданные геометрические параметры клепаных панелей обшивок.
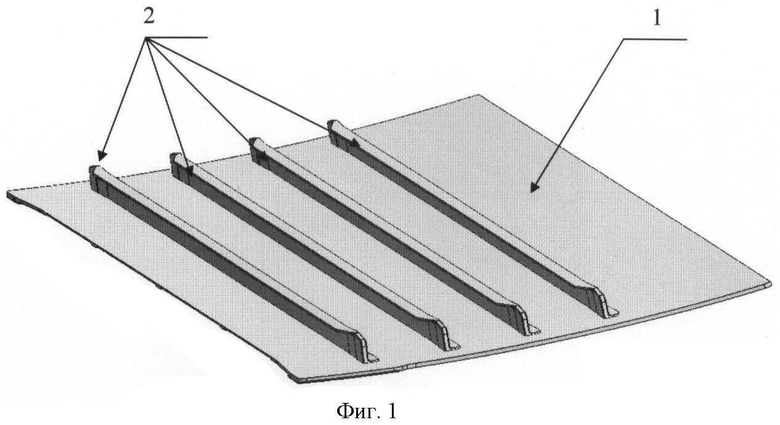
Сущность изобретения поясняется графическими материалами. На фиг.1 в качестве примера представлена панель, состоящая из обшивки (1) и стрингеров (2). На фиг.2 показан стрингер до формообразования (3) (стрингер прилегает к контуру обшивки) и стрингер после формообразования (4) (после ввода прогиба).
Способ сборки панелей агрегатов самолета осуществляют следующим образом. Стрингеры 2 формообразовывают на плазе с введением прогиба с упреждением 3-5 мм, затем стрингеры упрочняют на ударно-барабанной установке. Стрингеры 2 и обшивку 1 устанавливают в сборочное положение на ложементы стапеля (не показаны), временно закрепляют, например, с помощью рубильников, сверлят отверстия под заклепки, производят фиксацию и клепку. Из панелей, изготовленных с учетом введения упреждающей кривизны по стрингерам, производят сборку агрегатов самолета, например центроплана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ФЮЗЕЛЯЖА САМОЛЕТА | 1997 |
|
RU2121452C1 |
| СПОСОБ КЛЕПКИ КРИВОЛИНЕЙНЫХ ПАНЕЛЕЙ НА СВЕРЛИЛЬНО-КЛЕПАЛЬНОМ АВТОМАТЕ | 2014 |
|
RU2555263C1 |
| СПОСОБ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2179136C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ НЕРАЗЪЕМНЫМ ЗАКЛЕПОЧНЫМ ШВОМ | 2006 |
|
RU2288380C1 |
| СПОСОБ СБОРКИ ТОНКОСТЕННЫХ ПАНЕЛЕЙ САМОЛЕТА | 1996 |
|
RU2093297C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| СПОСОБ СБОРКИ ИЗДЕЛИЯ НА НЕСКОЛЬКИХ РАБОЧИХ ЭТАПАХ, КОМПЛЕКС СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИСПОЛЬЗУЕМОЕ В НИХ ПЕРЕНОСНОЕ СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ | 2012 |
|
RU2517920C1 |
| СПОСОБ СБОРКИ ОБЪЕМНЫХ АГРЕГАТОВ | 1967 |
|
SU201051A1 |
| Створка двигательного отсека мотогондолы вертолета и способ ее изготовления | 2020 |
|
RU2739827C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ | 2019 |
|
RU2714961C1 |
Изобретение относится к авиастроению и касается технологии сборки панелей агрегатов самолетов, в частности к технологии сборки центроплана самолета. Способ сборки панелей агрегатов самолета содержит сборку и клепку имеющей заданную кривизну обшивки и прямолинейных стрингеров. Стрингеры перед сборкой и клепкой предварительно формообразовывают на плазе с введением прогиба с упреждением от 3,0 мм до 5,0 мм и затем упрочняют на ударно-барабанной установке. Из изготовленных панелей производят сборку агрегатов самолета. Достигается улучшенное качество сборки и обеспечение заданных геометрических параметров клепаных панелей. 2 ил.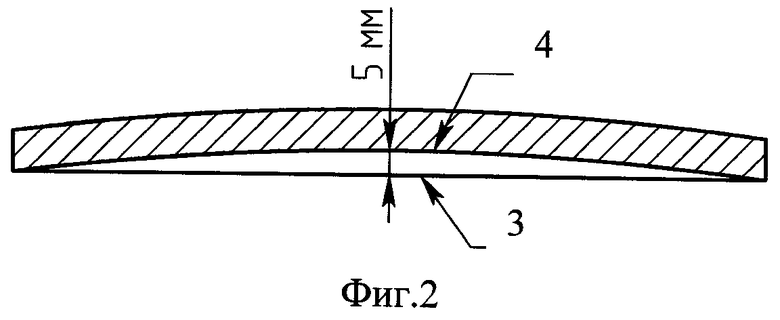
Способ сборки панелей агрегатов самолета, включающий сборку и клепку имеющей заданную кривизну обшивки и прямолинейных стрингеров, отличающийся тем, что стрингеры перед сборкой предварительно формообразовывают с учетом упреждающей кривизны, затем упрочняют.
| Тонкостенная панель с усиливающими элементами | 1982 |
|
SU1076691A1 |
| СТРИНГЕР ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2144487C1 |
| СТРУКТУРНЫЙ ЭЛЕМЕНТ КОНСТРУКЦИИ САМОЛЕТА | 2001 |
|
RU2271304C2 |
| US 2006118213 A1, 08.06.2006. | |||

