Настоящее изобретение относится к регулирующему устройству для клети прокатного стана. Оно относится также к компьютерной программе для программируемого программным обеспечением регулирующего устройства для клети прокатного стана. Кроме того, заявленное изобретение относится к прокатному устройству. Наконец, настоящее изобретение относится к прокатному стану с несколькими прокатными устройствами.
Для клетей прокатного стана известны различные регулирующие устройства. Важнейшими регулирующими устройствами являются средства регулирования зоны деформации при прокатке и средства регулирования усилия прокатки. Оба регулирования предусматривают, что исполнительный элемент, посредством которого может устанавливаться зона деформации прокатной клети, переставляется под нагрузкой.
При регулировании зоны деформации при прокатке на регулятор положения подается номинальное значение установочного хода. Номинальное значение установочного хода соизмеряется таким образом, что зона деформации при прокатке устанавливается надлежащим образом. Фактическое значение установочного хода определяется посредством подходящего элемента определения и также подается на регулятор положения. На основе поданных на него значений регулятор положения определяет установочный параметр, на основе которого может изменяться установочный ход исполнительного элемента, так что фактическое значение установочного хода приближается к номинальному значению установочного хода. Установочный параметр выдается регулятором положения на исполнительный элемент.
При прокатке прокатываемого материала прокатная клеть упруго деформируется (пружинит) ввиду воздействующего на прокатываемый материал усилия прокатки. Для компенсации этого пружинения известным является определение усилия прокатки (точнее, фактического значения усилия прокатки), определение на основе фактического значения усилия прокатки пружинения прокатной клети и коррекция номинального значения установочного хода таким образом, чтобы пружинение прокатной клети компенсировалось. Если усилие прокатки повышается, то за счет этого номинальное значение установочного хода изменяется таким образом, что коррекция номинального значения установочного хода действует противоположно обусловленному пружинением увеличению зоны деформации при прокатке.
Вышеописанное регулирующее устройство работает вполне удовлетворительно, если валки, посредством которых выполняется прокатка прокатываемого материала, являются точно круглыми и установлены точно по центру. Однако эти оба условия, как правило, не точно обеспечиваются. Таким образом, как правило, имеет место эксцентриситет и/или некруглость. В последующем описании более подробно рассматривается только эксцентриситет. Однако проблемы, связанные с некруглостью, эквиваленты проблемам, связанным с эксцентриситетом.
Если ввиду эксцентриситета зона деформации при прокатке, например, уменьшается, то прокатываемый материал в зоне деформации прокатной клети прокатывается более интенсивно. Для этого требуется повышенное усилие прокатки. Если - соответственно вышеописанному способу для компенсации пружинения прокатной клети - повышенное усилие прокатки интерпретируется как пружинение прокатной клети, то зона деформации при прокатке, дополнительно к обусловленному эксцентриситетом уменьшению зоны деформации при прокатке, еще более уменьшается за счет вышеописанного способа действия. Поэтому ошибки эксцентриситета прокатки в усиленной степени сказываются на прокатываемом материале. Если усилие прокатки увеличивается под влиянием эксцентриситета, номинальное значение установочного хода должно тогда так варьироваться, чтобы зона деформации при прокатке расширялась, чтобы компенсировать обусловленное эксцентриситетом уменьшение зоны деформации при прокатке. Поэтому требуемое варьирование номинального значения установочного хода при изменениях усилия прокатки, обусловленных эксцентриситетом, диаметрально противоположно требуемому изменению номинального значения установочного хода, которое основывается на других изменениях усилия прокатки.
В уровне техники известно, что в регуляторе зоны деформации при прокатке ввиду периодических колебаний, например, усилия прокатки или натяжений в прокатываемом материале, перед или после рассматриваемой прокатной клети, определяется эксцентриситет валков, и эксцентриситет валков посредством соответствующего предрегулирования номинального значения установочного хода компенсируется. Лишь остаточное колебание усилия прокатки учитывается как пружинение и соответственно корректируется. При этом способе действий решающим является то, что изменение номинального значения установочного хода из-за обусловленных эксцентриситетом изменений усилия прокатки, с одной стороны, и из-за обусловленных иным образом изменений усилия прокатки, с другой стороны, являются противоположными друг другу. Соответствующие способы, как упоминалось, известны. Лишь в качестве примера можно сослаться на US 4656854 A, US 4222254 А и US 3709009 A.
При регулировании усилия прокатки на регулятор усилия прокатки подается номинальное значение усилия прокатки и фактическое значение усилия прокатки. На основе поданных на него значений регулятор усилия определяет установочный параметр, на основе которого изменяется установочный ход исполнительного элемента, так что фактическое значение усилия прокатки приближается к номинальному значению усилия прокатки.
Теоретически при регулировании усилия прокатки эксцентриситет валков не является критическим. Поскольку эксцентриситет приводит, например, кратковременно к уменьшению зоны деформации при прокатке и, тем самым, к повышению фактического значения усилия прокатки, то установочный ход исполнительного элемента изменяется таким образом, что зона деформации при прокатке расширяется, и поэтому фактическое значение усилия прокатки вновь снижается.
На практике определение фактического значения усилия прокатки, однако, искажается из-за сил трения, которые возникают в исполнительном элементе и в прокатной клети. Кроме того, динамика регулирования усилий прокатки, в частности, при высоких скоростях прокатки слишком мала, чтобы быстро в достаточной степени скомпенсировать обусловленные эксцентриситетом колебания усилия прокатки.
Из DE 198 34758 А1 известно регулирующее устройство для прокатной клети, которое имеет регулятор усилия и регулятор положения. При работе регулирующего устройства на регулятор усилия подаются номинальное значение усилия прокатки и фактическое значение усилия прокатки. Регулятор усилия на основе поданных на него значений определяет корректирующее значение установочного хода. Корректирующее значение установочного хода и действительное значение установочного хода исполнительного элемента подаются на регулятор положения. Регулятор положения на основе поданных на него значений определяет установочный параметр, на основе которого изменяется установочный ход исполнительного элемента. Установочный параметр выдается на исполнительный элемент.
Задача настоящего изобретения состоит в том, чтобы создать возможности, посредством которых и при регулировании усилия прокатки можно было бы эффективно компенсировать эксцентриситеты.
Эта задача прежде всего решается регулирующим устройством для прокатной клети, которое имеет признаки пункта 1 формулы изобретения. Кроме того, эта задача решается компьютерной программой для программируемого программным обеспечением регулирующего устройства с признаками пункта 8 формулы изобретения. Кроме того, эта задача решается прокатным устройством с признаками пункта 11 формулы изобретения и прокатным станом с признаками пункта 12 формулы изобретения.
В соответствии с изобретением регулирующее устройство имеет регулятор усилия и подчиненный регулятору усилия регулятор положения. В процессе работы регулирующего устройства на регулятор усилия подается номинальное значение усилия прокатки и фактическое значение усилия прокатки. Регулятор усилия на основе поданных на него номинального значения усилия прокатки и фактического значения усилия прокатки определяет корректирующее значение установочного хода. Корректирующее значение установочного хода, отличающееся от корректирующего значения установочного хода значение компенсации эксцентриситета и фактическое значение установочного хода исполнительного элемента подаются на регулятор положения. Регулятор положения на основе поданных на него значений определяет установочный параметр, на основе которого изменяется установочный ход исполнительного элемента. Установочный параметр выдается с регулятора положения на исполнительный элемент. Компоненты регулирующего устройства таким образом взаимодействуют друг с другом, что регулирующее устройство в процессе работы обуславливает регулирование усилия прокатной клети.
Если регулирующее устройство является программируемым с помощью программного обеспечения, соответствующая изобретению компьютерная программа содержит машинный код, который непосредственно исполняется регулирующим устройством. Исполнение машинного кода посредством регулирующего устройства вызывает то, что регулирующее устройство реализует регулятор усилия и регулятор положения, причем оба регулятора действуют, как описано выше. Компьютерная программа может быть сохранена на носителе данных.
Прокатное устройство в соответствии с изобретением содержит прокатную клеть. Прокатная клеть имеет исполнительный элемент, посредством которого зона деформации прокатной клети может регулироваться под нагрузкой. Прокатная клеть имеет элементы определения, посредством которых в процессе работы прокатного устройства определяется фактическое значение установочного хода исполнительного элемента и определяется, по меньшей мере, один первый параметр, который является характерным для фактического значения усилия прокатки, с которым в процессе работы прокатного устройства осуществляется прокатка прокатываемого материала в зоне деформации прокатной клети. Прокатное устройство содержит, кроме того, регулирующее устройство, как описано выше. В процессе работы прокатного устройства на регулятор усилия регулирующего устройства подается, по меньшей мере, один первый параметр или выведенное из первого параметра фактическое значение усилия прокатки. Фактическое значение установочного хода подается на регулятор положения регулирующего устройства. Установочный параметр, определенный регулятором положения регулирующего устройства, выдается на исполнительный элемент.
Соответствующее изобретению прокатное устройство может применяться, в частности, в прокатном стане, который содержит множество прокатных устройств, через которые в процессе работы прокатного стана проходит прокатываемый материал. В принципе, соответствующее изобретению прокатное устройство может представлять собой любое из прокатных устройств прокатного стана. Как правило, однако, соответствующее изобретению прокатное устройство будет представлять собой последнее прокатное устройство, через которое в процессе работы прокатного стана проходит прокатываемый материал.
С помощью предложенного в соответствии с изобретением способа действия обуславливается то, что эксцентриситет валков прокатной клети может компенсироваться за счет соответствующего предрегулирования исполнительного элемента, хотя регулирующее устройство в результате осуществляет регулирование усилия прокатной клети.
Предпочтительным образом регулятор усилия действует путем интегрирования. В частности, он может быть выполнен как регулятор с интегрирующим звеном. При таком выполнении регулятор усилия работает особенно эффективно.
Является возможным, на регулятор положения в процессе работы регулирующего устройства, дополнительно к корректирующему значению установочного хода, значению компенсации эксцентриситета и фактическому значению установочного хода, подавать номинальное значение установочного хода. Посредством такого способа действия достигается то, что уже в начале работы прокатного устройства исполнительный элемент, по меньшей мере, в основном, устанавливается на целесообразное начальное значение.
Предпочтительным образом регулятор положения выполнен как чисто пропорциональный регулятор. Посредством такого выполнения реализуется качественно более ценное регулирование усилия прокатки.
Является возможным, на регулирующее устройство непосредственно подавать фактическое значение усилия прокатки. Альтернативно, регулирующее устройство может иметь блок определения фактического значения усилия прокатки, на который в процессе работы регулирующего устройства подаются параметры, характерные для фактического значения усилия прокатки. В этом случае блок определения фактического значения усилия прокатки с помощью этих характерных параметров определяет фактическое значение усилия прокатки.
Регулирующее устройство может быть выполнено программируемым с помощью программного обеспечения. В этом случае регулятор усилия и регулятор положения реализованы как модули программного обеспечения. В случае если регулирующее устройство имеет вышеупомянутый блок определения фактического значения усилия прокатки, то предпочтительно также блок определения фактического значения усилия прокатки реализован как модуль программного обеспечения.
Относительно компьютерной программы, исполнение машинного кода регулирующим устройством вызывает предпочтительным образом то, что регулирующее устройство также реализует блок определения фактического значения усилия прокатки. Компьютерная программа, в особенности, может быть представлена как компьютерный программный продукт.
Другие преимущества и особенности вытекают из последующего описания примера выполнения со ссылками на чертежи, на которых в схематичном изображении представлено следующее:
Фиг.1 - соответствующее изобретению прокатное устройство,
Фиг.2 - возможное выполнение регулирующего устройства и
Фиг.3 - прокатный стан.
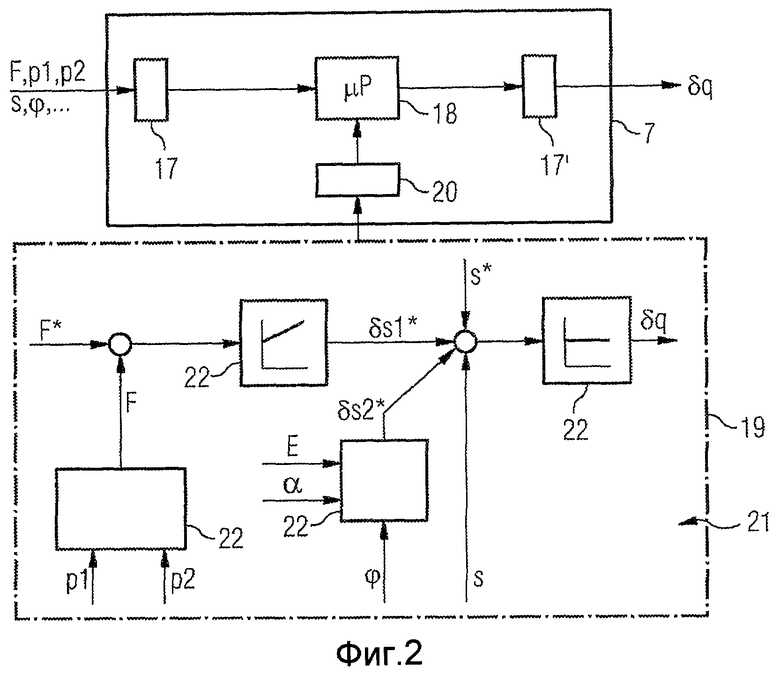
Согласно фиг.1, прокатное устройство 1 содержит прокатную клеть 2. Прокатная клеть 2, согласно фиг.1, выполнена как четырехвалковая клеть (кварто). Выполнение прокатной клети 2 как клети кварто рамках предложенного изобретения имеет, однако, несущественное значение.
Прокатная клеть 2 имеет рабочие валки 3. Рабочие валки 3 образуют между собой зону 4 деформации. В зоне 4 деформации осуществляется прокатка прокатываемого материала 5. Процесс прокатки может быть процессом холодной прокатки или горячей прокатки.
Прокатываемый материал 5, согласно фиг.1, представляет собой металлическую полосу. Прокатываемый материал 5 может, однако, в качестве альтернативы, представлять собой другую форму, например выполняться в форме стержня или трубы.
Прокатываемый материал 5 может состоять из стали, алюминия или меди. В качестве альтернативы, прокатываемый материал 5, независимо от его формы, может состоять из другого материала, например из пластика.
Зона 4 деформации регулируется посредством исполнительного элемента 6. Согласно фиг.1, исполнительный элемент 6 выполнен как блок гидравлического цилиндра. Выполнение в виде блока гидравлического цилиндра, однако, является несущественным. Важным является то, что исполнительный элемент 6 может устанавливаться не только в свободном от нагрузки состоянии, но и также под нагрузкой, таким образом, во время прокатки прокатываемого материала 5 в зоне 4 деформации.
Прокатное устройство 1 также содержит регулирующее устройство 7. В процессе работы прокатного устройства 1 прокатная клеть 2 регулируется регулирующим устройством 7. С этой целью регулирующее устройство 7 содержит регулятор 8 усилия и регулятор 9 положения. Регулятор 9 положения является при этом подчиненным регулятору 8 усилия. В процессе работы прокатного устройства 1 (или в процессе работы регулирующего устройства 7) прокатная клеть 2 (включая ее исполнительный элемент 6) и регулирующее устройство 7 работают следующим образом.
На регулятор 8 усилия подаются номинальное значение F* усилия прокатки и фактическое значение F усилия прокатки. При определенном усилии прокатки, соответствующем фактическому значению F усилия прокатки, в зоне 4 деформации прокатной клети 2 прокатывается прокатываемый материал 5.
Номинальное значение F* усилия прокатки может, например, генерироваться регулирующим устройством 7 посредством внутреннего блока определения номинального значения усилия прокатки. Блок определения номинального значения усилия прокатки, однако, не показан на фиг.1. В качестве альтернативы, номинальное значение F* усилия прокатки может подаваться извне на регулирующее устройство 7.
Фактическое значение F усилия прокатки должно определяться прямым или косвенным образом с помощью подходящих элементов 10 определения. Согласно фиг.1, например, определяются характерные параметры р1, р2, из которых выводится фактическое значение F усилия прокатки. Например, в качестве характерных параметров р1, р2 определяются давления р1, р2, которые имеют место в рабочих объемах 11, 12 блока 6 гидравлического цилиндра. Определенные характерные параметры р1, р2, согласно фиг.1, подаются на блок 13 определения фактического значения усилия прокатки. Блок 13 определения фактического значения усилия прокатки определяет на основе поданных на него характерных параметров р1, р2 фактическое значение F усилия прокатки и передает фактическое значение F усилия прокатки далее на регулятор 8 усилия. В частности, блок 13 определения фактического значения усилия прокатки, в случае выполнения согласно фиг.1, может определять фактическое значение F усилия прокатки согласно соотношению:
F = p1A1 - p2A2
причем А1 и А2 являются ограничивающими рабочие объемы 11, 12 блока 6 гидравлического цилиндра площадями А1, А2 поршня 14 блока 6 гидравлического цилиндра. Если бы исполнительный элемент 6 был выполнен иным образом, то фактическое значение F усилия прокатки могло бы определяться также иным образом. В частности, является возможным, фактическое значение F усилия прокатки непосредственно определять посредством динамометрического датчика. Этот способ действия возможен независимо от того, реализован ли исполнительный элемент 6 как блок гидравлического цилиндра или нет. В этом случае на регулятор 8 усилия непосредственно подается определенный параметр, так как определенный параметр в этом случае непосредственно соответствует фактическому значению F усилия прокатки.
Регулятор 8 усилия определяет на основе номинального значения F* усилия прокатки и фактического значения F усилия прокатки корректирующее значение δs1* установочного хода. Корректирующее значение δs1* установочного хода подается регулятором 8 усилия на регулятор 9 положения.
Регулятор 9 положения воспринимает корректирующее значение δs1* установочного хода. В качестве других входных значений регулятор 9 положения также принимает фактическое значение s установочного хода и значение δs2* компенсации эксцентриситета. Кроме того, на регулятор 9 положения может дополнительно подаваться основное номинальное значение s* установочного хода. Однако это является только факультативным.
На основе поданных на него значений δs1*, δs1*, s и, при необходимости, s*, регулятор 9 положения определяет установочный параметр δq. Установочный параметр δq выдается с регулятора 9 положения на исполнительный элемент 6. На основе установочного параметра δq изменяется установка исполнительного элемента 6. Установочный параметр δq может, в случае выполнения исполнительного элемента 6 в виде блока гидравлического цилиндра, представлять собой, например, количество масла, которое с помощью не показанного на чертеже масляного насоса в единицу времени может закачиваться в рабочий объем 11 блока гидравлического цилиндра или откачиваться из него.
Фактическое значение s установочного хода определяется посредством известного как таковой элемента 10' определения прокатного устройства 1 и подается от этого элемента 10' определения на регулятор 9 положения. Подобные элементы 10' определения являются общеизвестными.
Характеристика эксцентриситета может самостоятельно определяться внутри регулирующего устройства 7. Соответствующие устройства определения известны в технике, см., например, патенты США 4656854, 4222254 и 3709009. В качестве альтернативы, характеристика эксцентриситета может подаваться на регулирующее устройство 7 извне. Важным является то, что параметры Е, α, которые описывают характеристику эксцентриситета, известны регулирующему устройству 7. В случае указанных параметров речь может идти, например, об амплитуде Е эксцентриситета и фазовом положении α эксцентриситета. Фазовое положение α может, при обстоятельствах, представлять собой вектор, который для каждого из валков 3, 15 прокатной клети 2 содержит собственную частоту и собственное отдельное фазовое положение как для каждого из рабочих валков 3, так и для каждого из опорных валков 15.
Согласно фиг.1, посредством другого элемента 10'' определения определяется соответствующее угловое положение φ валков 3, 15 прокатной клети 2. Угловое положение φ (которое может быть вектором, аналогично фазовому положению α) подается на блок 16 определения значения компенсации. Блок 16 определения значения компенсации определяет на основе поданных на него параметров Е, α, φ известным как таковой способом значение δs2* компенсации эксцентриситета и подает его на регулятор 9 положения.
В уровне техники - в связи с регулированием зоны деформации прокатной клети - известны другие способы для определения значения δs2* компенсации эксцентриситета. Например, известно, что на основе числа оборотов приводного двигателя для рабочих валков 3 (по меньшей мере) определяется частота эксцентриситета (и, тем самым, значения δs2* компенсации эксцентриситета), и амплитуда и фазовое положение временного хода для значения δs2* компенсации эксцентриситета подстраиваются до тех пор, пока эксцентриситет не будет полностью скомпенсирован. Решение о том, какой способ определения значения δs2* компенсации эксцентриситета должен применяться, будет приниматься на усмотрение специалиста. Важным является то, что блок 16 определения значения компенсации корректным образом определяет значение δs2* компенсации эксцентриситета и подает его на регулятор 9 положения.
Регулятор 8 усилия работает таким образом, что он при постоянном номинальном значении F* усилия прокатки так долго регулирует корректирующее значение δs1* установочного хода, пока фактическое значение F усилия прокатки не будет соответствовать номинальному значению F* усилия прокатки. В частности, регулятор 8 усилия при повышении фактического значения F усилия прокатки не вызывает перемещение рабочих валков 3 прокатной клети 2 друг к другу, как это имело бы место при компенсации пружинения прокатной клети 2. Напротив, регулятор 8 усилия в подобном случае вызывает перемещение рабочих валков 3, чтобы согласовать фактическое значение F усилия прокатки с номинальным значением F* усилия прокатки.
Регулятор 8 усилия должен предпочтительно действовать интегрирующим образом. С этой целью регулятор 8 усилия может выполняться как I-регулятор, как PI-регулятор или как PID-регулятор. Сокращения P, I и D обозначают здесь общепринятые обозначения пропорционального, интегрального и дифференциального регуляторов. Регулятор 8 усилия, в качестве альтернативы, может быть выполнен как другой регулятор с интегрирующим звеном. Регулятор 9 положения предпочтительно выполнен как чистый Р-регулятор. Он может включать в себя компенсацию ошибки нулевого положения и линеаризацию поведения исполнительного элемента.
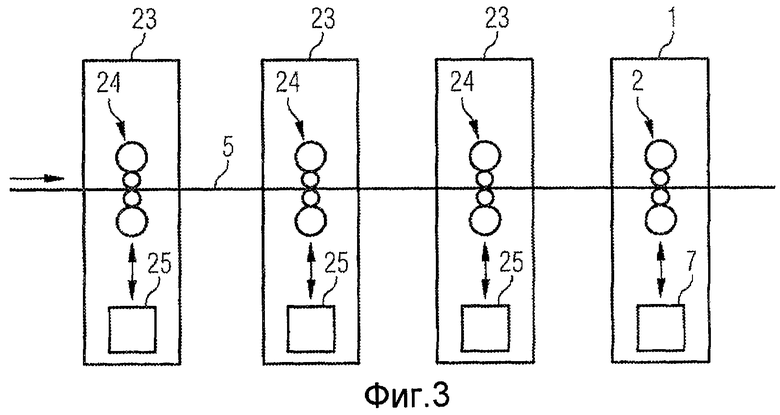
Соответствующее изобретению регулирующее устройство 7 может быть выполнено как аппаратная схема. Однако предпочтительным образом регулирующее устройство 7 согласно фиг.2 выполнено как программируемое программным обеспечением регулирующее устройство. Регулирующее устройство 7 содержит устройство 17 ввода, через которое на регулирующее устройство 7 подаются, по меньшей мере, фактическое значение s установочного хода и, по меньшей мере, один дополнительный параметр. По меньшей мере, один дополнительный параметр представляет собой либо фактическое значение F усилия прокатки, либо, по меньшей мере, один параметр р1, р2, из которого может выводиться фактическое значение F усилия прокатки. Если необходимо, на регулирующее устройство 7 могут подаваться через показанное на фиг.2 устройство 17 ввода или через другое, не показанное на фиг.2 устройство ввода дополнительные значения, например, номинальное значение F* усилия прокатки, основное номинальное значение s* установочного хода или параметры Е, α, которые описывают эксцентриситет.
Регулирующее устройство 7 по фиг.2 содержит, кроме того, вычислительный блок 18, например, микропроцессор. Вычислительный блок 18 обрабатывает компьютерную программу 19, которая сохранена в запоминающем устройстве 20 регулирующего устройства 7. Запоминающее устройство 20 регулирующего устройства 7 соответствует носителю данных в смысле предложенного изобретения.
Компьютерная программа 19 имеет машинный код 21, который является непосредственно исполняемым регулирующим устройством 7. Выполнение машинного кода 21 регулирующим устройством 7 обуславливает то, что регулирующее устройство 7 реализует, по меньшей мере, регулятор 8 усилия и регулятор 9 положения в виде модулей 22 программного обеспечения. Если регулирующее устройство 7 имеет дополнительные компоненты, например, блок 13 определения значения усилия прокатки и/или блок 16 определения значения компенсации, исполнение машинного кода 21 обуславливает посредством регулирующего устройства 7 предпочтительно также реализацию этих компонентов 13, 16 в виде модулей 22 программного обеспечения. Регулятор 8 усилия, реализованный в виде модуля 22 программного обеспечения, регулятор 9 положения, в виде модуля 22 программного обеспечения, и, при необходимости, другие компоненты 13, 16 регулирующего устройства 7, реализованные в виде модулей 22 программного обеспечения, действуют, разумеется, так, как это детально описано выше в связи с фиг.1. В частности, вычислительное устройство 18 определяет установочный параметр δq и выдает его через устройство 17' вывода на исполнительный элемент 6.
Со ссылкой на фиг.3 ниже описан прокатный стан. Прокатный стан, согласно фиг.3, содержит несколько прокатных устройств 1, 23. Каждое прокатное устройство 1, 23 содержит прокатную клеть 2, 24, которая регулируется одним из регулирующих устройств 7, 25, относящихся к соответствующим прокатным устройствам 1, 23. Прокатные устройства 1, 23 прокатного стана в процессе работы прокатного стана проходятся прокатываемым материалом 5 друг за другом. Прокатная клеть 2, которую прокатываемый материал 5 проходит последней, часто выполняется как так называемая дрессировочная прокатная клеть. По меньшей мере, прокатное устройство 1, которое в процессе работы прокатного станка проходится прокатываемым материалом 5 последним, предпочтительно выполнено в соответствии с фиг.1 и эксплуатируется таким образом, как детально пояснено со ссылками на фиг.1. Однако в качестве альтернативы или дополнительно также возможно, что, по меньшей мере, одно другое прокатное устройство 23 прокатного стана выполнено согласно фиг.1 и работает согласно фиг.1.
При соответствующем изобретению способе действия реализуется эффективный, с регулируемым усилием режим работы прокатного устройства 1. В частности, эксцентриситеты могут регулироваться значительно лучше, чем это возможно согласно уровню техники.
Приведенное выше описание служит исключительно пояснению предложенного изобретения. Однако объем защиты предложенного изобретения должен определяться исключительно приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУНКЦИОНИРОВАНИЯ ПРОКАТНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ С УЛУЧШЕННОЙ ДИНАМИКОЙ | 2009 |
|
RU2500494C2 |
| НАДЕЖНАЯ РЕГУЛИРОВКА НАТЯЖЕНИЯ ПОЛОСЫ | 2017 |
|
RU2731220C2 |
| СПОСОБ ПОДАВЛЕНИЯ ВЛИЯНИЯ ЭКСЦЕНТРИСИТЕТОВ ВАЛКОВ | 2007 |
|
RU2429925C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДАВЛЕНИЯ ВИБРАЦИЙ В ПРОКАТНОМ СТАНЕ | 2009 |
|
RU2503512C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ | 2018 |
|
RU2732460C1 |
| СПОСОБ РАБОТЫ ДЛЯ ВВОДА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ПРОКАТНУЮ КЛЕТЬ ПРОКАТНОГО СТАНА, УПРАВЛЯЮЩЕЕ УСТРОЙСТВО, НОСИТЕЛЬ ДАННЫХ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ФОРМЕ ПОЛОСЫ | 2008 |
|
RU2448790C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ | 2012 |
|
RU2583550C2 |
| СПОСОБ УСТАНОВКИ ВАЛКОВ УНИВЕРСАЛЬНОЙ ПРОКАТНОЙ КЛЕТИ | 1988 |
|
RU2018386C1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
Изобретение относится к прокатному производству. Технический результат - повышение качества прокатываемого материала. Регулирующее устройство (7) для клети (2) прокатного стана содержит регулятор (8) усилия и подчиненный регулятору (8) усилия регулятор (9) положения. В процессе работы регулирующего устройства на регулятор (8) усилия подается номинальное значение (F*) усилия прокатки и фактическое значение (F) усилия прокатки. Регулятором (8) усилия на основе поданных на него номинального значения (F*) усилия прокатки и фактического значения (F) усилия прокатки определяется корректирующее значение (δs1*) установочного хода. На регулятор (9) положения подаются корректирующее значение (δs1*) установочного хода, отличающееся от корректирующего значения (δs1*) установочного хода значение компенсации (δs2*) эксцентриситета и фактическое значение (s) установочного хода исполнительного элемента (6). Регулятор (9) положения на основе поданных на него значений (δs1*, δs2*, s) определяет установочный параметр (δq). На основе установочного параметра (δq) изменяется установочный ход исполнительного элемента (6). 4 н. и 7 з.п. ф-лы, 3 ил.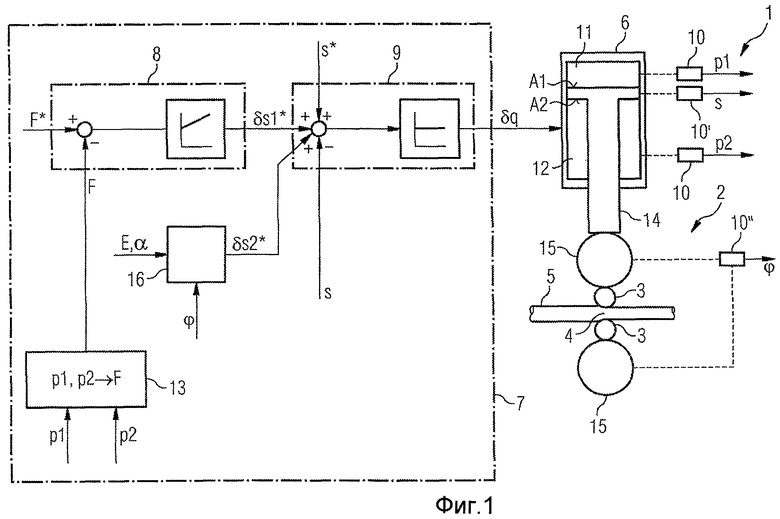
1. Устройство (7) для регулирования усилия прокатки в клети (2) прокатного стана, содержащее регулятор (8) усилия и подчиненный регулятору (8) усилия регулятор (9) положения, при этом регулятор (8) усилия выполнен с возможностью подачи на него в процессе работы устройства номинального значения (F*) усилия прокатки и фактического значения (F) усилия прокатки и возможностью определения корректирующего значения (δs1*) установочного хода исполнительного элемента (6) на основе поданных на него номинального значения (F*) усилия прокатки и фактического значения (F) усилия прокатки, регулятор (9) положения выполнен с возможностью подачи на него в процессе работы устройства корректирующего значения (δs1*) установочного хода исполнительного элемента (6), отличающегося от корректирующего значения (δs1*) установочного хода значения компенсации (δs2*) эксцентриситета и фактического значения (s) установочного хода исполнительного элемента (6), и возможностью определения на основе поданных на него значений (δs1*, δs2*, s) установочного параметра (δq), на основе которого изменяется установочный ход исполнительного элемента (6), выдаваемый на исполнительный элемент (6).
2. Устройство по п.1, отличающееся тем, что регулятор (8) усилия выполнен с возможностью интегрирования, в частности, он выполнен как регулятор с интегрирующим звеном.
3. Устройство по п.1 или 2, отличающееся тем, что регулятор (9) положения выполнен с возможностью подачи на него основного номинального значения (s*) установочного хода исполнительного элемента (6) в процессе работы устройства дополнительно к корректирующему значению (δs1*) установочного хода исполнительного элемента (6), значению (δs2*) компенсации эксцентриситета и фактическому значению (s) установочного хода исполнительного элемента (6).
4. Устройство по п.1 или 2, отличающееся тем, что регулятор (9) положения выполнен как чисто пропорциональный регулятор.
5. Устройство по п.1 или 2, отличающееся тем, что оно содержит блок (13) определения фактического значения (F) усилия прокатки, который выполнен с возможностью подачи на него параметров (p1, р2), характерных для фактического значения (F) усилия прокатки в процессе работы устройства, и определения на основе характерных параметров (p1, р2) фактического значения (F) усилия прокатки.
6. Устройство по п.1 или 2, отличающееся тем, что оно выполнено программируемым с помощью программного обеспечения, при этом регулятор (8) усилия и регулятор (9) положения реализованы как модули (22) программного обеспечения.
7. Устройство по п.6, отличающееся тем, что оно содержит блок (13) определения фактического значения (F) усилия прокатки, выполненный с возможностью подачи на него параметров (p1, р2), характерных для фактического значения (F) усилия прокатки в процессе работы устройства, и определения на основе характерных параметров (p1, р2) фактического значения (F) усилия прокатки, причем блок (13) определения фактического значения усилия прокатки реализован как модуль (22) программного обеспечения.
8. Носитель данных, предназначенный для хранения в машиночитаемой форме компьютерной программы для устройства (7) для регулирования усилия прокатки по любому из пп.1-4, 6 или 7, которая содержит машинный код (21) для непосредственного исполнения устройством (7) функций регулятора (8) усилия и регулятора (9) положения.
9. Носитель данных по п.8, отличающийся тем, что машинный код (21) дополнительно предназначен для исполнения регулирующим устройством (7) по п.5 функции блока (13) определения фактического значения усилия прокатки.
10. Прокатное устройство, содержащее прокатную клеть (2), с исполнительным элементом (6), выполненным с возможностью регулирования под нагрузкой зоны (4) деформации прокатной клети (2), элементами (10, 10′) определения, выполненными с возможностью определения в процессе работы прокатного устройства фактического значения (s) установочного хода исполнительного элемента (6) и определения по меньшей мере одного первого параметра (p1, р2), который является характерным для фактического значения (F) усилия прокатки, с которым в процессе работы прокатного устройства осуществляется прокатка прокатываемого материала (5) в зоне (4) деформации прокатной клети (2), отличающееся тем, что оно снабжено регулирующим устройством (7) для регулирования усилия прокатки по любому из пп.1-7, при этом регулятор (8) усилия устройства (7) выполнен с возможностью подачи на него в процессе работы прокатного устройства по меньшей мере одного первого параметра (p1, р2) или выведенного из первого параметра (p1, р2) фактического значения (F) усилия прокатки, регулятор (9) положения устройства (7) выполнен с возможностью подачи на него в процессе работы прокатного устройства фактического значения (s) установочного хода исполнительного элемента (6) и возможностью выдачи определенного им установочного параметра (δq) на исполнительный элемент (6).
11. Прокатный стан с множеством прокатных устройств (1, 23), через которые в процессе работы прокатного стана последовательно проходит прокатываемый материал (5), отличающийся тем, что прокатное устройство (1), через которое в процессе работы прокатного стана прокатываемый материал (5) проходит последним, выполнено по п.10.
| DE 19834758 А1, 03.02.2000 | |||
| ПЕРОРАЛЬНО БИОДОСТУПНЫЕ ПРОЛЕКАРСТВА (+)-3- ГИДРОКСИМОРФИНАНА ДЛЯ ПРОФИЛАКТИКИ ИЛИ ЛЕЧЕНИЯ БОЛЕЗНИ ПАРКИНСОНА | 2008 |
|
RU2430089C2 |
| US 3543549 А, 01.12.1970 | |||
| СИСТЕМА УПРАВЛЕНИЯ НАЖИМНЫМ УСТРОЙСТВОМ ПРОКАТНОГО СТАНА | 1994 |
|
RU2124405C1 |

