Изобретение относится к металлургии и касается способа установки валков универсальной прокатной клети, в частности универсальной чистовой клети, включающего электромеханическую грубую и гидравлическую тонкую установку валков.
Известен способ установки валков прокатной клети, согласно которому предусмотрено регулирование первоначального положения валков и величины зазора между ними и в котором предусмотрены дополнительное регулирование положения одного из валков [1].
Согласно этому патенту установку раствора валков осуществляют сначала гидравлически, а затем механически. С помощью гидравлических средств осуществляют непрерывную и быструю регулировку зазора между валками во время прокатки.
Известен способ установки валков на реверсивном прокатном стане, предусматривающий измерение и учет, в том числе характеристик упругости клети, установку валков и воздействие в процессе прокатки, при отклонении этого параметра от уставки, на регулируемый параметр: раствор прокатных валков [2].
Однако названные известные способы имеют ряд недостатков: установку валков осуществляют с предварительной пробной прокаткой и при постоянном значении уставки позиционных значений давлений в клети, что снижает точность регулирования.
В основу изобретения положена задача создать способ установки валков универсальной прокатной клети, осуществляемый посредством электротехнической грубой установки и гидравлической тонкой установки, осуществляемой раздельно от электромеханической, и позволяющей осуществлять точную прокатку профилей автоматически, без потерь времени.
Эта задача решена согласно изобретению посредством способа установки валков универсальной прокатной клети, при котором электромеханическую грубую и гидравлическую тонкую установку валков в каждом проходе осуществляют по заданной и запомненной программе пропусков, а корректировку тонкой установки валков - в зависимости от фактического значения в каждом проходе параметров металла и клети, причем в качестве корректирующего параметра используют в том числе характеристику жесткости системы металл-клеть, эталонное значение которой запоминают по меньшей мере перед вторым пропуском, и в котором согласно изобретению предварительно перед прокаткой устанавливают зависимость жесткости клети от давления при сдвинутых валках в рабочем диапазоне усилий, и в каждом пропуске при отклонении фактического значения гидравлического давления от уставки определяют по запомненной зависимости фактическое значение жесткости клети и корректируют уставку давления тонкой установки в соответствии с этой зависимостью.
Хотя изобретение и может применяться в черновых проходах на универсальном рельсобалочном стане, изобретение касается прежде всего чистовой клети: для воспроизводимой и зависимой от программы прокатки установки калибра после открытия чистового калибра для свободного прохода черновых профилей в универсальном прокатном стане с чистовой клетью, расположенной непосредственно за реверсивной клетьевой группой.
Сущность способа заключается, таким образом, в следующем: при начале регулировки и позднее при периодическом действии регулировки валки устанавливают при помощи электромеханической грубой установки в клети прокатного стана без зазора или с помощью эталонов в распор на определенный зазор, постоянный между валками. Посредством гидравлических устройств для точной регулировки путем контролируемого повышения давления в регулировочных цилиндрах создается прижатие, сжимающее клетьевые и установочные детали, передающие горизонтальные, а также вертикальные усилия с таким давлением, которое соответствует в среднем теоретически ожидаемому прокатному усилию согласно плану пропусков.
Уставка электромеханической грубой установки воспроизводится при помощи датчика перемещений. Этот тарировочный процесс многократно повторяется при нескольких давлениях в цилиндрах установки для точной регулировки. Получающиеся отсюда различные позиционные величины создают (горизонтальные и вертикальные) характеристики упругости клети, которые запоминаются электроникой, заданные величины позиции для электромеханической грубой установки запоминаются согласно соответствующим планам пропусков отдельно. Величины гидравлического давления в установочных цилиндрах установки воспроизводимы для точной регулировки с помощью датчика давления или прокатных усилий и в соответствии с ранее произведенной тарировкой запоминаются в качестве нулевого значения (уставки).
Во время прокатки замеряют зависящие от усилий проката отклонения давления от нулевого значения в гидравлической установке для точной регулировки и в зависимости от сопряженных характеристик клети корректируют заданные величины позиционного регулирования гидравлической установки для более точного регулирования, в том числе уставку, чтобы компенсировать изменения упругости клети, зависящие от материала и профиля проката. Зависимая от прокатных усилий гидравлическая регулировка перемещения каждого валка обеспечивает то, чтобы желаемая и воспроизводимая установка валков оставалась независимой от изменения прокатных усилий.
При изменении программы или после установки новых валков заданные установочные величины электромеханической установки для черновой регулировки корректируют в соответствии с произведенной шлифовкой валка.
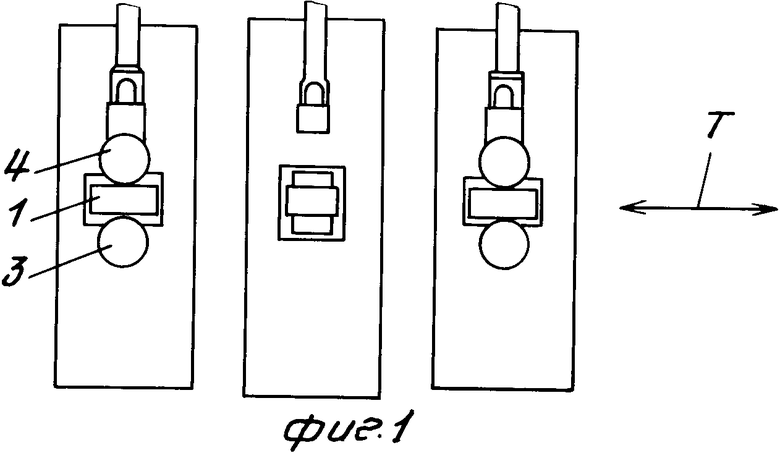
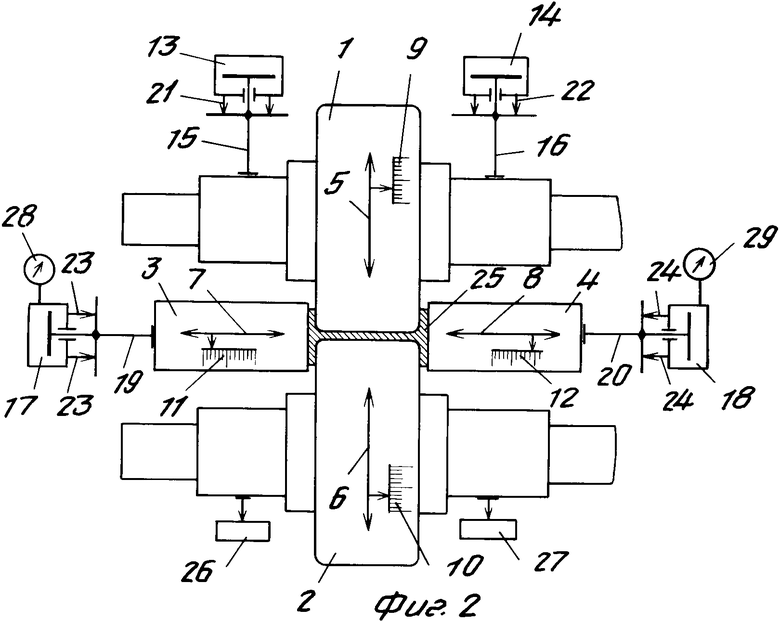
На фиг. 1 показан универсальный стан для проката балок для пояснения предлагаемого способа; на фиг.2 - валки универсальной клети прокатного стана с деталями установочного механизма.
Рельсобалочный стан (фиг. 1) состоит из двух универсальных прокатных клетей, а также из одной обжимной клети, расположенной между ними. Три клети расположены в плотной последовательности и образуют так называемую универсальную компактную клетьевую группу, которая работает реверсивно, что обозначено стрелкой Т. Балки прокатывают в универсальной клети и обжимной клети из чернового профиля в нескольких реверсивных пропусках до тех пор, пока в универсальной чистовой клети в качестве последнего пропуска проводится чистовой пропуск. До чистового пропуска остается открытым образованный валками 1-4 чистовой калибр чистовой клети для свободного прохода черновых профилей. Установочный механизм (фиг.2) позволяет быстро установить валки на желаемый размер чистового калибра без того, чтобы при этом возникла необходимость получать установочные данные для чистового калибра с помощью серии испытаний на одном или нескольких пробных образцах.
Как с верхним горизонтальным валком 1, так и с нижним валком 2 сопряжено по электромеханическому устройству 5 и 6 для грубой установки, то же относится и к электромеханическим устройствам 7 и 8 для грубой установки вертикальных валков 3 и 4. Соответствующая позиция горизонтальных валков 1 и 2 контролируется датчиками 9 и 10 перемещения, представленными шкалами.
Позиция вертикальных валков 3 и 4 таким же образом контролируется датчиками 11 и 12.
С верхним горизонтальным валком 1 сопряжены два гидравлических регулировочных цилиндра или две установки 13 и 14 для точной регулировки с поршнями 15 и 16, с вертикальными валками 3 и 4 также сопряжены гидравлические устройства 17 и 18 с поршнями 19 и 20 для точной регулировки. Позиция поршней относительно цилиндра контролируется двумя датчиками перемещений на каждый цилиндр, а именно датчики перемещений 21 и 22 служат для контроля устройств 13 и 14, в то время как датчики перемещений 23 и 24 контролируют устройства 17 и 18.
Прокатное усилие горизонтальных валков 1 и 2 на прокатываемый профиль 25 замеряется датчиками прокатного усилия или месдозами 26 и 27. Прокатные усилия от вертикальных валков 3 и 4 определяются датчиками 28 и 29 давления.
Гидравлические устройства 13, 14, 17 и 18 регулируются по перемещению, т.е. чистовая клеть по фиг.1 как для горизонтальных, так и для вертикальных валков соединена с устройством для автоматической регулировки зазоров.
Установочный механизм с электронным регулировочным устройством действует следующим образом.
Периодически во времени требуется производить операцию тарировки, особенно после шлифовки валков. Для этого все валки один за другим устанавливают на нулевой калибр, для чего применяют электромеханические устройства 5-8 для грубой регулировки. Затем в гидравлических установках 13, 14 для точной регулировки устанавливаются различные, ожидаемые в соответствии с планом пропусков средние величины гидравлического давления, благодаря чему станины прокатного стана будут подвергаться растяжению. Гидравлические давления деформации определяют датчиками 21 и 22 установок 13 и 14 для точного регулирования, причем соответствующие давления или усилия регистрируются месдозами 26 и 27. Все запомненные гидравлические давления или вертикальные усилия и вытекающие из зависящих от давления деформаций различные позиции установок 13 и 14 создают характеристику упругости клети для действия вертикальных усилий, которая воспроизводимо запоминается в электронном регулировочном устройстве. Таким же образом определяется характеристика упругости клети для действия горизонтальных усилий, в то время как гидравлические давления в установках 17 и 18 для вертикальных валиков 3 и 4 устанавливаются на ожидаемые в соответствии с планом пропусков средние величины, из-за чего вертикальные валки все сильнее давят на торцы горизонтальных валков 1 и 2. Соответственно все больше растягиваются станины прокатного стана для приема усилий от вертикальных валков. Эти зависящие от давления деформации определяются датчиками 23 и 24 перемещений и создают совместно с различными величинами от датчиков 28 и 29 давления характеристику упругости клети для действия горизонтальных сил, которая также воспроизводимо запоминается. В заключение все устанавливаемые при эталонных условиях позиции и величины давлений устанавливают на нулевую отметку для автоматического регулирования в электронном регулировочном устройстве. По окончании этих тарировочных операций открывается калибр универсальной чистовой клети так, что все валки 1-4 возвращаются посредством воздействия электромеханических устройств 5-8. При этом снимаются гидравлические давления в устройствах 13,14 и 17, 18 для точной установки. Все данные об изменяющихся величинах от датчиков перемещений и давления поступают в электронное регулировочное устройство.
Подготовкой программы проката предусматривается, что после тарировки в регулировочное устройство вводятся зависящие от плана пропусков уставки позиций для электромеханических устройств для грубой регулировки, а также в соответствии с планом пропусков величины гидравлических давлений и перемещений.
При прокатке черновой профиль реверсивно прокатывается в обеих клетях универсальной компактной клетьевой группы по фиг.1, причем чистовой калибр в чистовой клети широко открыт для свободного прохода прокатываемого материала. При необходимости произвести чистовой пропуск электронным регулировочным устройством воспроизводятся или вызываются необходимые для установки валков в соответствии с планом пропусков соответствующие данные, так что валки 1-4 электромеханически и гидравлически устанавливаются на желаемый чистовой калибр.
После первого прохода прокатываемого материала заранее определенные установки затем согласуются с устанавливаемыми фактическими значениями, чтобы получить окончательный продукт в требуемых допусках, благодаря чему точнее смогут быть выданы заданные величины запланированных пропусков. Установочный механизм учитывает также допуски чернового проката, изменения температур и различное сопротивление материала тем, что в течение чистового пропуска измеряются отклонения от нулевых значений гидравлических давлений, в регулировочном устройстве определяется соответствующее изменение упругости клети на основе запомненных характеристик упругости клети и измененная характеристика упругости клети используется для корректировки нулевой позиции (уставки) гидравлических устройств 13, 14 или 17, 18 для точной регулировки, с помощью этих скорректированных данных сохраняется желаемая воспроизводимая установка валков независимо от изменений усилий при прокате.
Если после последнего свободного прохода прокатываемого материала через универсальную чистовую клеть должен быть быстро установлен чистовой калибр, чтобы произвести чистовой пропуск, в зависимости от обстоятельств потребуется значительное время, пока электромеханические устройства для грубой установки, которые обычно состоят из винтов гаек, пройдут их путь. Поэтому можно позаботиться о том, чтобы для закрытия перед этим открытого чистового калибра электромеханические устройства для грубой установки были постепенно задействованы уже во время реверсивного пропуска в реверсивной клетевой группе.
Способ может быть использован также в универсальных клетях, которые не выполняют чистовой пропуск. Так как заданные планы пропусков реализуются точнее, число необходимых пропусков может быть сокращено и повышена производительность.
Использование: в области прокатного производства, конкретно при точной установке раствора валков на универсальном балочном стане. Сущность изобретения: способ включает операции грубой установки валков калибра с помощью электромеханических средств и тонкой установки тех же валков с помощью гидравлических средств. Программа пропусков запоминается компьютером и, кроме того, в память вводятся характеристики упругости клети в функции давления, получаемые предварительной тарировкой клети при установке валков враспор. В дальнейшем при регулировке раствора учитывают изменение фактических характеристик жесткости системы металл - клеть путем корректировки уставки давления тонкой установки. Способ позволяет оперативно устанавливать нужный размер чистового калибра при схеме реверсивной прокатки, когда в процессе черновой прокатки калибр чистовой клети открыт для свободного прохода металла. Такая схема прокатки позволяет компактно разместить клети стана. 2 ил.
СПОСОБ УСТАНОВКИ ВАЛКОВ УНИВЕРСАЛЬНОЙ ПРОКАТНОЙ КЛЕТИ, включающий электромеханическую грубую и гидравлическую тонкую установку валков в каждом проходе по заданной и запомненной программе пропусков и корректировку тонкой установки валков в зависимости от фактического значения в каждом проходе параметров металла и клети, причем в качестве корректирующего параметра используют в том числе характеристику жесткости системы металл-клеть, эталонное значение которой запоминают по меньшей мере перед вторым пропуском, отличающийся тем, что предварительно перед прокаткой устанавливают зависимость жесткости клети от давления при сдвинутых валках в рабочем диапазоне усилий и в каждом пропуске при отклонении фактического значения гидравлического давления от уставки определяют по запомненной зависимости фактическое значение жесткости клети и корректируют уставку давления тонкой установки в соответствии с этой зависимостью.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ регулирования толщины листов на реверсивном прокатном стане | 1981 |
|
SU1011290A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
