Данное изобретение исходит из способа регулировки натяжения для металлической полосы, которая сначала прокатывается в передней прокатной клети многоклетевого прокатного стана, а затем в задней прокатной клети многоклетевого прокатного стана,
- причем при помощи приложенного между передней прокатной клетью и задней прокатной клетью к металлической полосе петлевого подъемника регистрируется натяжение полосы, которое преобладает между передней прокатной клетью и задней прокатной клетью в металлической полосе,
- причем натяжение полосы подается на первый регулятор натяжения, который определяет дополнительное расчетное значение регулировки,
- причем натяжение полосы подается далее на второй регулятор натяжения, который определяет дополнительное расчетное значение скорости,
- причем второй регулятор натяжения определяет в качестве дополнительного расчетного значения скорости значение, меньшее 0, если натяжение полосы находится ниже нижней границы натяжения полосы, определяет в качестве дополнительного расчетного значения скорости значение, большее 0, если натяжение полосы находится выше верхней границы натяжения полосы, и возвращает дополнительное расчетное значение скорости к значению, равному 0, если натяжение полосы находится между нижней и верхней границей натяжения полосы,
- причем дополнительное расчетное значение регулировки действует на заднюю прокатную клеть, а дополнительное расчетное значение скорости действует с положительным знаком на переднюю прокатную клеть или с отрицательным знаком на заднюю прокатную клеть.
Данное изобретение исходит далее из компьютерной программы, включающей в себя машинный код, который может выполняться устройством управления для прокатного стана,
- причем металлическая полоса сначала прокатывается в передней прокатной клети многоклетевого прокатного стана, а затем в задней прокатной клети многоклетевого прокатного стана,
- причем при помощи приложенного между передней прокатной клетью и задней прокатной клетью к металлической полосе петлевого подъемника регистрируется натяжение полосы, которое преобладает между передней прокатной клетью и задней прокатной клетью в металлической полосе,
- причем выполнение машинного кода устройством управления вызывает то, что
-- устройство управления принимает зарегистрированное натяжение полосы,
-- устройство управления реализовывает первый регулятор натяжения, на который подается натяжение полосы, и который определяет дополнительное расчетное значение регулировки,
-- устройство управления реализовывает далее второй регулятор натяжения, на который подается натяжение полосы, и который определяет дополнительное расчетное значение скорости,
-- устройство управления реализовывает второй регулятор натяжения таким образом, что второй регулятор натяжения определяет в качестве дополнительного расчетного значения скорости значение, меньшее 0, если натяжение полосы находится ниже нижней границы натяжения полосы, определяет в качестве дополнительного расчетного значения скорости значение, большее 0, если натяжение полосы находится выше верхней границы натяжения полосы и возвращает дополнительное расчетное значение скорости к значению, равному 0, если натяжение полосы находится между нижней и верхней границей натяжения полосы, и
-- дополнительное расчетное значение регулировки действует на заднюю прокатную клеть, а дополнительное расчетное значение скорости действует с положительным знаком на переднюю прокатную клеть или с отрицательным знаком на заднюю прокатную клеть.
Данное изобретение исходит далее из устройства управления для многоклетевого прокатного стана для прокатки металлической полосы, причем устройство управления запрограммировано подобной компьютерной программой.
Данное изобретение исходит помимо этого из многоклетевого прокатного стана для прокатки металлической полосы,
- причем прокатный стан имеет переднюю и заднюю прокатную клеть, в которых прокатывается металлическая полоса,
- причем прокатный стан имеет расположенный между передней прокатной клетью и задней прокатной клетью петлевой подъемник, который прикладывается к металлической полосе и регистрирует натяжение полосы, которое преобладает между передней прокатной клетью и задней прокатной клетью в металлической полосе,
- причем прокатный стан имеет подобное устройство управления, на которое подается натяжение полосы, и которое действует на заднюю прокатную клеть.
Способ регулировки натяжения и соответствующий прокатный стан известны, например, из US 3 977 233 A. При известном из US 3 977 233 A способе регулировки натяжения рассчитываются на основе отклонения положения петлевого подъемника дополнительное расчетное значение регулировки и дополнительное расчетное значение скорости для задней прокатной клети. Чтобы подобный расчет был возможен, петлевой подъемник должен с определенным, известным моментом прижиматься к металлической полосе. Проверяется, находится ли зарегистрированное положение внутри изначально определенной ширины полосы. Если это так, то управляющие воздействия не осуществляются. И первый, и второй регулятор натяжения определяют, следовательно, в качестве соответствующего дополнительного расчетного значения значение, равное 0. Лишь в том случае, если зарегистрированное положение покидает предварительно определенную ширину полосы, оба регулятора натяжения определяют в качестве соответствующего дополнительного расчетного значения отличное от 0 значение. В этом случае, однако, оба регулятора натяжения определяют отличное от 0 значение. Оба регулятора натяжения действует, следовательно, равнозначно.
При прокатке начисто в стане горячей прокатки полосы допуски толщины горячекатаной металлической полосы являются важным признаком качества. Для соблюдения допусков требуется с одной стороны хорошее механическое состояние прокатного стана. С другой стороны также требуется хорошо разработанный концепт автоматизации и регулировки.
Чистовой прокатный стан состоит, как правило, из пяти-семи прокатных клетей. Каждая прокатная клеть имеет устройство для установки зазора между валками. При этом зачастую речь идет о гидравлической регулировке. Во многих случаях речь идет об электромеханической регулировке. Соответствующая прокатная клеть вызывает при прокатке металлической полосы уменьшение толщины металлической полосы. Между отдельными прокатными клетями расположен обычно петлевой подъемник, который прикладывается к металлической полосе. Зачастую петлевой подъемник используется для того, чтобы производить кратковременную амортизацию соответствующего участка металлической полосы. Кроме того, петлевой подъемник может использоваться в качестве датчика для натяжения полосы.
Чтобы катаная металлическая полоса могла прокатываться с необходимыми допусками толщины, в рамках эксплуатации чистового прокатного стана требуется в первую очередь подходящий план прокатки. Кроме того, требуется хорошо настроенная базовая автоматизация. Базовая автоматизация имеет своей задачей минимизировать, насколько это возможно, отклонения толщины, которые возникают на выходе чистового прокатного стана, и сохранять процесс прокатки стабильным.
Нестабильность процесса прокатки может возникать, например, благодаря нарушению, такому как изменение толщины металлической полосы со стороны входа. Дальнейшим нарушением, которое может приводить к нестабильности, является, например, изменение твердости металлической полосы. Подобные нарушения изменяют - в отношении соответствующей прокатной клети - входную и выходную скорость металлической полосы и приводят, как следствие, к изменению натяжения полосы. В зависимости от направления изменения натяжение полосы может настолько повышаться, что полоса разрывается, или настолько опускаться, что между следующими друг за другом прокатными клетями образовывается петля полосы.
Нарушения как таковые неизбежны на практике. Задача базовой автоматизации своевременно компенсировать посредством изменения отдельных параметров процесса эти нарушения и при этом одновременно сохранять или снова устанавливать необходимую выходную толщину, с которой металлическая полоса выходит из чистового прокатного стана. Параметрами процесса, которые изменяются при помощи базовой автоматизации, являются, например, скорость валков, положение прикладывания, положение петлевого подъемника и многие другие.
Классический концепт регулировки в базовой автоматизации чистового прокатного стана при горячей прокатке использует петлевой подъемник и скорость клетей, для того чтобы компенсировать нарушения, которые сказываются на входной и выходной скорости полосы, и стабилизировать тем самым чистовой прокатный стан. При этом концепте регулировки петлевой подъемник удерживается при помощи регулировки натяжения полосы на металлической полосе, для того чтобы устанавливать необходимое натяжение полосы. Угол или - что равнозначно - положение петлевого подъемника используются для того, чтобы адаптировать скорость клетей. Благодаря адаптации скорости клетей изменения скорости металлической полосы компенсируются, и необходимый запас полосы в области между клетями снова устанавливается. Чтобы за счет изменений скорости колебания натяжения в других областях между клетями не вызывались, изменения скорости прокатных клетей передаются посредством обратного каскада или прямого каскада на другие прокатные клети. Изменения входной толщины металлической полосы и колебания твердости металлической полосы регулируются через компенсацию упругой деформации клетей (AGC=Automatic Gauge Control или Automatic Gap Control).
В идеальном случае выходная толщина металлической полосы за соответствующей прокатной клетью остается вследствие этого неизменной. Остающиеся отклонения толщины на выходе чистового прокатного стана регулируются через регулировку контроля толщины за счет адаптации положения прикладывания и скорости клетей. Регулировка контроля толщины действует, по меньшей мере, на последнюю прокатную клеть прокатного стана, зачастую также на предпоследнюю прокатную клеть, во многих случаях также еще на более ранние прокатные клети.
Из EP 0 710 513 A1 известна регулировка натяжения полосы при помощи электрического петлевого подъемника, причем скорости клетей адаптируются. Далее в указанном EP-тексте описан способ, при помощи которого управляющие сигналы для скорости валков и крутящего момента петлевого подъемника могут определяться таким образом, что может осуществляться отделенная друг от друга регулировка скорости валков и крутящего момента петлевого подъемника.
Из US 5 718 138 A известна регулировка натяжения полосы при помощи гидравлического петлевого подъемника, причем регулировка положения петлевого подъемника осуществляется в связи с AGC. Далее в указанном US-тексте описан способ, при помощи которого управляющие сигналы для петлевого подъемника и AGC могут определяться таким образом, что может осуществляться отделенная друг от друга регулировка.
При холодной прокатке используется, как правило, в рамках базовой автоматизации другой концепт регулировки. Существенное отличие заключается в том, что натяжение полосы регулируется через адаптацию положения прикладывания или через адаптацию скорости клетей при помощи так называемого ITC (= Interstand Tension Control). При этом обычно скорость клетей адаптируется только при положении покоя и при очень малых скоростях, во всех других рабочих состояниях адаптируется положение прикладывания. Благодаря измерению толщины и скорости полосы до и после первой прокатной клети стана холодной прокатки может при помощи регулировки массового расхода, предварительного управления толщиной и регулировки толщины устанавливаться постоянный массовый расход в первой прокатной клети. Далее компенсация упругой деформации клетей (AGC) и регулировка петли не используются.
Из EP 0 455 381 A1 известна регулировка натяжения полосы в тандемном стане холодной прокатки, при которой отклонения натяжения полосы гасятся за счет искаженных соотношений скоростей.
Из GB 1 501 627 A известен способ регулировки натяжения для металлической полосы, которая сначала прокатывается в передней, а затем в задней прокатной клети. Натяжение регистрируется и регулируется на расчетное натяжение. В качестве регулирующей переменной используется установка передней или задней прокатной клети.
Из DE 1 290 234 B или одинакового по содержанию документа US 3 334 502 A известно металлическую полосу сначала прокатывать в передней, а затем в задней прокатной клети. Между обеими прокатными клетями расположен петлевой подъемник. Угол петлевого подъемника регистрируется и регулируется на расчетное значение. В качестве регулирующей переменной используется установка задней прокатной клети.
Из DE 26 18 901 A или одинакового по содержанию документа US 4 033 492 A известен способ регулировки натяжения для металлической полосы, которая сначала прокатывается в передней, а затем в задней прокатной клети. Натяжение регистрируется и регулируется на расчетное натяжение. В качестве регулирующей переменной используется установка петлевого подъемника и дополнительно скорость передней прокатной клети.
Задача данного изобретения заключается в том, чтобы создать возможности, при помощи которых реализуется имеющий отношение к регулировке концепт для базовой автоматизации, так что, несмотря на имеющиеся нарушающие воздействия, необходимые допуски толщины могут хорошо выдерживаться, и одновременно процесс прокатки остается стабильным.
Задача решается с помощью способа регулировки натяжения с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления способа регулировки натяжения являются предметом зависимых пунктов 2-8 формулы изобретения.
Согласно изобретению, способ регулировки натяжения указанного вначале типа реализуется вследствие того, что
- на первый регулятор натяжения дополнительно подается также расчетное натяжение, которое находится между нижней и верхней границей натяжения полосы,
- первый регулятор натяжения определяет дополнительное расчетное значение регулировки с использованием правила определения на основе отклонения натяжения полосы от расчетного натяжения, и
- правило определения допускает в качестве дополнительного расчетного значения регулировки отличное от 0 значение также в том случае, если натяжение полосы находится между нижней и верхней границей натяжения полосы.
Согласно изобретению натяжение полосы регулируется таким образом в основном и в первую очередь при помощи дополнительного расчетного значения регулировки. Если, однако, несмотря на эту регулировку, натяжение полосы покидает заданный нижней и верхней границей натяжения полосы, предельно допустимый интервал, то дополнительно также оказывается воздействие на скорость, с которой эксплуатируется передняя или задняя прокатная клеть. Первый и второй регулятор натяжения могут быть выполнены в зависимости от потребности. Предпочтительно речь идет о регуляторе с интегральной характеристикой, например, о (чистом) интегральном регуляторе, пропорционально-интегральном регуляторе или пропорционально-интегрально-дифференциальном регуляторе.
Возможно, что дополнительным расчетным значением регулировки является дополнительное расчетное значение усилия прокатки. В этом случае задняя прокатная клеть эксплуатируется с регулировкой усилия прокатки. Альтернативно возможно, что дополнительным расчетным значением регулировки является дополнительное расчетное значение зазора между валками. В этом случае задняя прокатная клеть эксплуатируется с регулировкой зазора между валками. Оба варианта приводят к хорошим результатам.
В случае регулировки зазора между валками предпочтительно предусмотрено, что на первый регулятор натяжения подаются нижнее и верхнее пороговое значение регулировки, что первый регулятор натяжения ограничивает выданное дополнительное расчетное значение регулировки внизу нижним и вверху верхним пороговым значением регулировки. Кроме того, в этом случае нижнее и верхнее пороговое значение регулировки динамически определяются нижним и верхним определителем порогового значения в зависимости от усилия прокатки, с которым металлическая полоса прокатывается в задней прокатной клети, и от дополнительного расчетного значения регулировки и задаются для первого регулятора натяжения. Вследствие этого возможна динамическая адаптация в зависимости от рабочего состояния задней прокатной клети.
В частности возможно, что нижний определитель порогового значения поднимает нижнее пороговое значение регулировки, пока усилие прокатки, с которым металлическая полоса прокатывается в задней прокатной клети, превышает верхнее пороговое значение усилия прокатки, и в противном случае удерживает нижнее пороговое значение регулировки на заданном интервале от дополнительного расчетного значения регулировки, и что верхний определитель порогового значения опускает верхнее пороговое значение регулировки, пока усилие прокатки, с которым металлическая полоса прокатывается в задней прокатной клети, находится ниже нижнего порогового значения усилия прокатки, и в противном случае удерживает верхнее пороговое значение регулировки на заданном интервале от дополнительного расчетного значения регулировки. Вследствие этого может достигаться то, что задняя прокатная клеть всегда эксплуатируется внутри предельно допустимого диапазона усилия прокатки. Оба определителя порогового значения имеют, таким образом, предпочтительно интегральную характеристику.
Если второй регулятор натяжения определяет отличное от 0 дополнительное расчетное значение скорости, то есть если натяжение полосы находится ниже нижней границы натяжения полосы или выше верхней границы натяжения полосы, второй регулятор натяжения назначает дополнительное расчетное значение скорости предпочтительно таким образом, что натяжение полосы устанавливается на нижнюю или верхнюю границу натяжения полосы.
Предпочтительно предусмотрено, что петлевой подъемник удерживается при помощи регулятора положения в определенном положении. Вследствие этого достигается то, что колебания натяжения полосы не сказываются на положении петлевого подъемника. Отрицательное воздействие на стабильность процесса прокатки вследствие этого предотвращается.
Возможно, что металлическая полоса прокатывается в холодном состоянии в передней прокатной клети и задней прокатной клети. Однако предпочтительно металлическая полоса прокатывается в горячем состоянии в передней прокатной клети и задней прокатной клети.
Задача решается далее с помощью компьютерной программы с признаками пункта 9 формулы изобретения. Предпочтительные варианты осуществления компьютерной программы являются предметом зависимых пунктов 10-16 формулы изобретения.
Согласно изобретению компьютерная программа указанного вначале типа реализована таким образом, что выполнение машинного кода устройством управления вызывает то, что первый регулятор натяжения определяет дополнительное расчетное значение регулировки с использованием правила определения на основе отклонения натяжения полосы от расчетного натяжения, которое находится между нижней и верхней границей натяжения полосы, и что правило определения допускает в качестве дополнительного расчетного значения регулировки отличное от 0 значение также в том случае, если натяжение полосы находится между нижней и верхней границей натяжения полосы.
Предпочтительные варианты осуществления компьютерной программы соответствуют предпочтительным вариантам осуществления способа регулировки натяжения.
Задача решается далее с помощью устройства управления с признаками пункта 17 формулы изобретения. Согласно изобретению, устройство управления реализовано вследствие того, что оно запрограммировано соответствующей изобретению компьютерной программой.
Кроме того, задача решается с помощью многоклетевого прокатного стана для прокатки металлической полосы с признаками пункта 18 формулы изобретения. Согласно изобретению, при многоклетевом прокатном стане выполнено соответствующее изобретению устройство управления указанного вначале типа.
Дальнейшие преимущества и подробности проистекают из последующего описания примеров осуществления в сочетании с чертежом. На чертеже на схематичных принципиальных изображениях показаны:
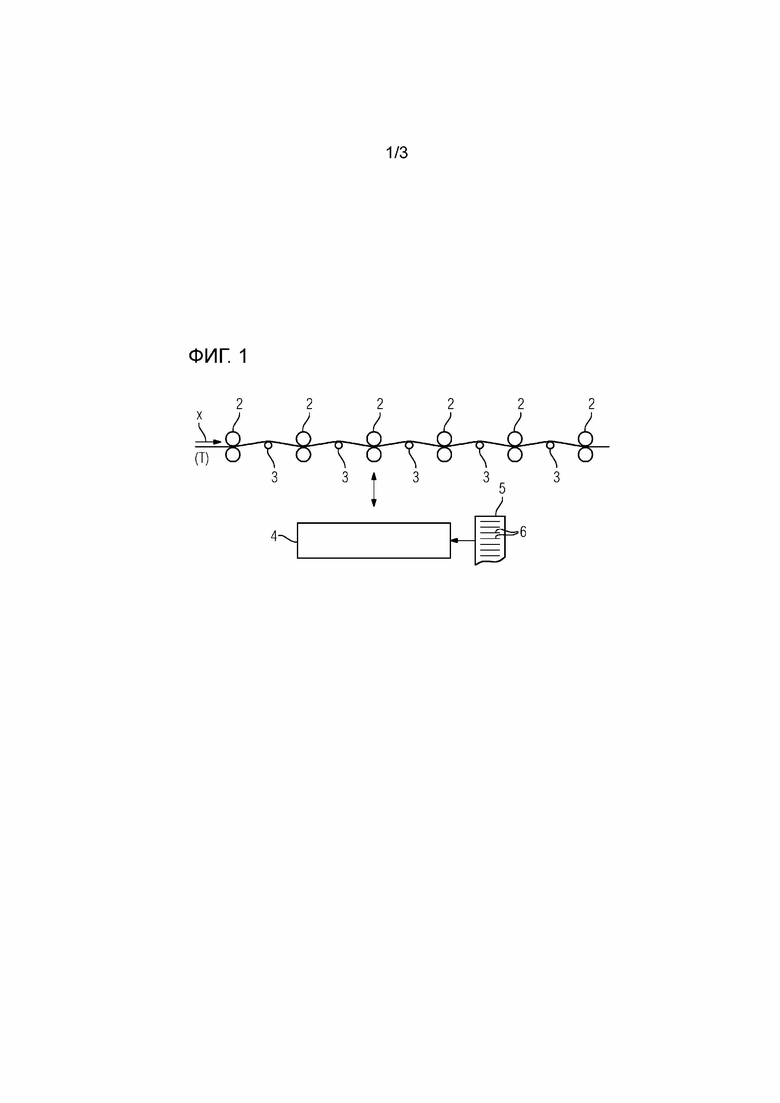
фиг. 1 - многоклетевой прокатный стан;
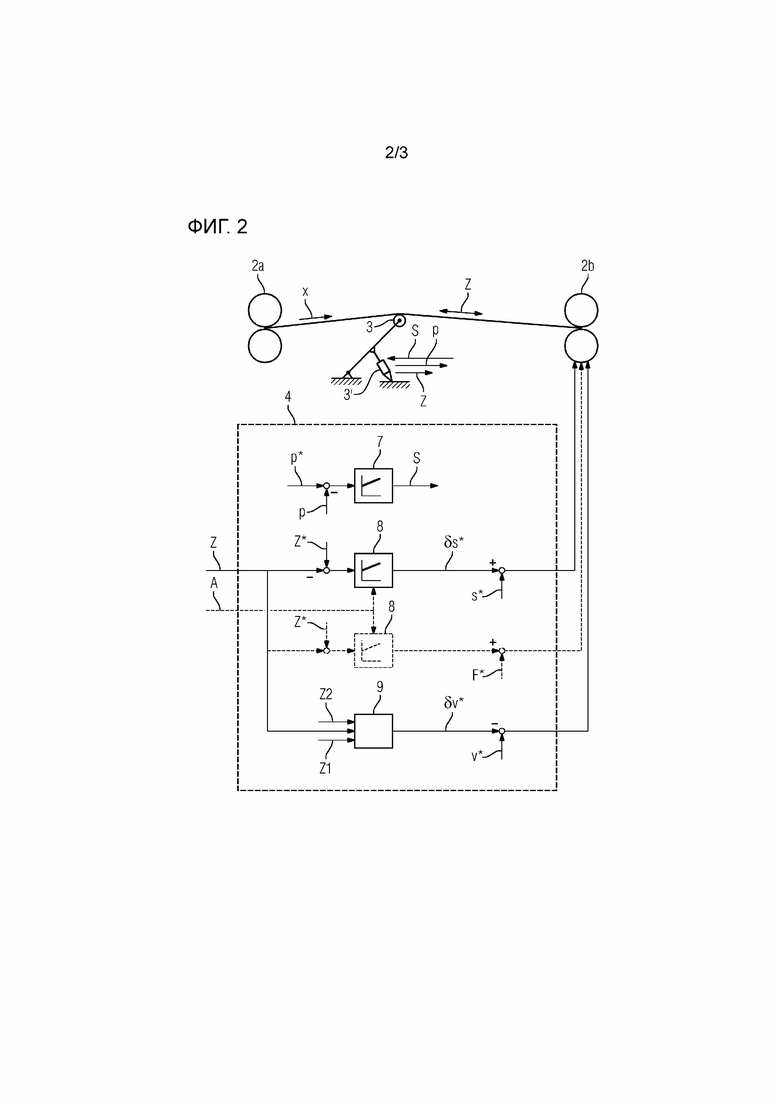
фиг. 2 - передняя и задняя прокатная клеть и расположенный между этими обеими прокатными клетями петлевой подъемник, а также регулировочное устройство;
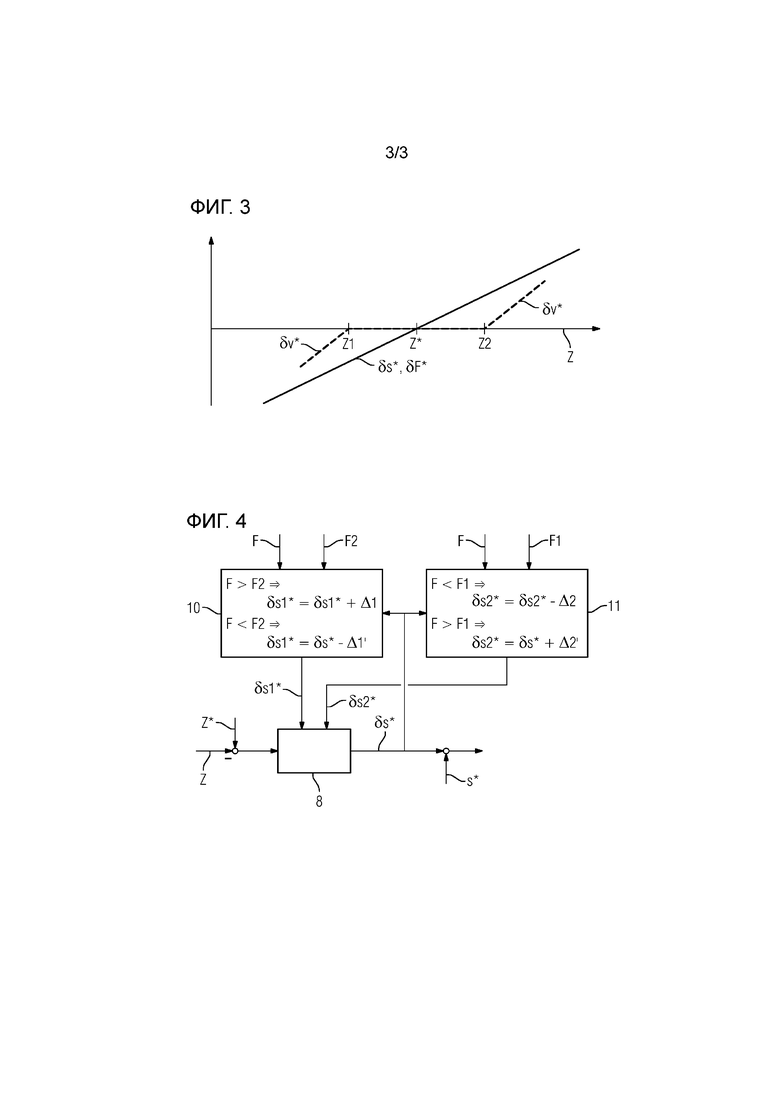
фиг. 3 - регулирующие переменные как функции натяжения полосы; и
фиг. 4 - исполнение части регулировочного устройства с фиг. 3.
Согласно фиг. 1 при помощи прокатного стана должна прокатываться металлическая полоса 1. Металлическая полоса 1 может состоять, например, из стали или алюминия. Альтернативно она может состоять также из другого металла. Для прокатки металлической полосы 1 прокатный стан имеет несколько прокатных клетей 2. Как правило, количество прокатных клетей 2 составляет от трех до восьми, в частности от четырех до семи, например, пять или шесть. Прокатные клети 2 имеют, как правило, рабочие валки и опорные валки, то есть выполнены в виде клетей кварто (четыре валка). Во многих случаях прокатные клети 2 имеют в дополнение к рабочим валкам и опорным валкам также промежуточные валки, то есть выполнены в виде клетей сексто (шесть валков). На фиг. 1 (и также на фиг. 2) изображены лишь рабочие валки.
Металлическая полоса 1 проходит через прокатные клети 2 прокатного стана последовательно друг за другом. Она проходит через прокатный стан, таким образом, в транспортном направлении x. В прокатных клетях 2 металлическая полоса 1 прокатывается. Толщина металлической полосы 1, таким образом, постепенно все больше сокращается. Между каждыми двумя, следующими друг за другом прокатными клетями 2 расположен в каждом случае петлевой подъемник 3, который приложен к металлической полосе 1. Металлическая полоса 1 может входить в первую прокатную клеть 2 прокатного стана, например, с температурой T, которая составляет от 850°C до 1100°C. В этом случае металлическая полоса 1 прокатывается в прокатных клетях 2 в горячем состоянии. Однако принципиально также возможно, что металлическая полоса 1 прокатывается в прокатных клетях 2 в холодном состоянии.
Прокатный стан управляется устройством 4 управления. Устройство 4 управления запрограммировано компьютерной программой 5. Компьютерная программа 5 включает в себя машинный код 6. Машинный код 6 может выполняться устройством 4 управления. Благодаря выполнению машинного кода 6 устройством 4 управления устройство 4 управления реализовывает способ регулировки натяжения, который разъясняется в дальнейшем более подробно.
Способ регулировки натяжения относится в каждом случае к участку металлической полосы 1, который находится между двумя следующими непосредственно друг за другом прокатными клетями 2. Фиг. 2 показывает подобный участок металлической полосы 1, обе задействованные прокатные клети 2 и петлевой подъемник 3 между этими обеими прокатными клетями 2. В связи с этими обеими прокатными клетями 2 и петлевым подъемником 3 между этими обеими прокатными клетями 2 данное изобретение разъясняется ниже. Прокатная клеть 2, которую металлическая полоса 1 проходит первой, обозначается в дальнейшем как передняя прокатная клеть и снабжается ссылочной позицией 2a. Прокатная клеть 2, которую металлическая полоса 1 проходит после этого, обозначается в дальнейшем как задняя прокатная клеть и снабжается ссылочной позицией 2b. Петлевой подъемник 3 обозначается просто как петлевой подъемник 3. Однако всегда имеется в виду петлевой подъемник 3 между передней прокатной клетью 2a и задней прокатной клетью 2b.
Петлевой подъемник 3, как уже было упомянуто, приложен к металлической полосе 1. Например, устройство 4 управления может за счет выполнения машинного кода 6 реализовывать регулятор 7 положения, при помощи которого петлевой подъемник 3 прикладывается к металлической полосе 1. В этом случае на регулятор 7 положения подается соответствующее расчетное значение p* положения. Расчетное значение p* положения, как правило, неизменно. Расчетное значение p* положения может генерироваться, например, внутри устройства 4 управления. Альтернативно оно может задаваться устройству 4 управления извне.
На регулятор 7 положения подается далее соответствующее фактическое значение p положения. В зависимости от отклонения регулируемой величины - то есть от разницы между расчетным значением p* положения и фактическим значением p положения - регулятор 7 положения определяет затем управляющий сигнал S для исполнительного органа 3` (например, для блока гидравлического цилиндра), при помощи которого положение петлевого подъемника 3 в случае необходимости корректируется. В результате петлевой подъемник 3 удерживается, таким образом, при помощи регулятора 7 положения в определенном положении - а именно в расчетном значении p* положения. Регулятор 7 положения может быть выполнен в зависимости от потребности. Предпочтительно регулятор 7 положения выполнен в виде регулятора с интегральной составляющей, например, в виде пропорционально-интегрального регулятора.
При помощи петлевого подъемника 3 регистрируется далее натяжение Z полосы, которое преобладает между передней прокатной клетью 2a и задней прокатной клетью 2b в металлической полосе 1. Например, может регистрироваться оказанный исполнительным органом 3` на петлевой подъемник 3 момент или соответствующее усилие, и из этого в сочетании с фактическим значением p положения и геометрическими соотношениями прокатных клетей 2a, 2b и петлевого подъемника 3 друг относительно друга может определяться натяжение Z полосы. Однако предпочтительно петлевой подъемник 3 имеет датчик измерения нагрузки, при помощи которого напрямую регистрируется усилие, с которым ролик петлевого подъемника прижимается к петлевому подъемнику 3. Вследствие этого возможно более точное определение натяжения Z полосы.
Зарегистрированное натяжение Z полосы подается на устройство 4 управления и принимается устройством 4 управления. Устройство 4 управления реализовывает, выполняя машинный код 6, первый регулятор 8 натяжения и второй регулятор 9 натяжения. Натяжение Z полосы подается на первый регулятор 8 натяжения и второй регулятор 9 натяжения.
Первый регулятор 8 натяжения определяет с использованием правила определения дополнительное расчетное значение δs* регулировки. Дополнительным расчетным значением δs* регулировки может быть в частности дополнительное расчетное значение δs* зазора между валками. Дополнительное расчетное значение δs* регулировки применяется в этом случае к расчетному значению s* регулировки, заданному как расчетное значение s* зазора между валками. Второй регулятор 9 натяжения определяет дополнительное расчетное значение δv* скорости. Дополнительное расчетное значение δv* скорости применяется к расчетному значению v* скорости. Дополнительное расчетное значение δs* регулировки действует на заднюю прокатную клеть 2b. В частности дополнительное расчетное значение δs* регулировки действует на установку задней прокатной клети 2b. Дополнительное расчетное значение δv* скорости может действовать на приводы, при помощи которых вращаются валки задней прокатной клети 2b. В этом случае также дополнительное расчетное значение δv* скорости действует согласно изображению на фиг. 2 на заднюю прокатную клеть 2b. Альтернативно дополнительное расчетное значение δv* скорости могло бы действовать на переднюю прокатную клеть 2a.
На второй регулятор 9 натяжения подается в дополнение к натяжению Z полосы нижняя граница Z1 натяжения полосы и верхняя граница Z2 натяжения полосы. Верхняя граница Z2 натяжения полосы больше, чем нижняя граница Z1 натяжения полосы. Если и пока натяжение Z полосы находится между нижней и верхней границей Z1, Z2 натяжения полосы, определенное вторым регулятором 9 натяжения дополнительное расчетное значение δv* скорости имеет согласно изображению на фиг. 3 значение, равное 0. Напротив, если и пока натяжение Z полосы находится выше верхней границы Z2 натяжения полосы, второй регулятор 9 натяжения определяет в качестве дополнительного расчетного значения δv* скорости значение, большее 0. Наоборот, если и пока натяжение Z полосы находится ниже нижней границы Z1 натяжения полосы, второй регулятор 9 натяжения определяет в качестве дополнительного расчетного значения δv* скорости значение, меньшее 0. Второй регулятор 9 натяжения может определять дополнительное расчетное значение δv* скорости в частности таким образом, что натяжение Z полосы в том случае, если оно находится ниже нижней границы Z1 натяжения полосы, устанавливается на нижнюю границу Z1 натяжения полосы и наоборот в том случае, если оно превышает верхнюю границу Z2 натяжения полосы, устанавливается на верхнюю границу Z2 натяжения полосы. Если натяжение Z полосы после преодоления вверх верхней границы Z2 натяжения полосы или после преодоления вниз нижней границы Z1 натяжения полосы снова принимает значение между нижней и верхней границей Z1, Z2 натяжения полосы, второй регулятор 9 натяжения возвращает дополнительное расчетное значение δv* скорости снова к значению, равному 0. Второй регулятор 9 натяжения предпочтительно выполнен в виде регулятора с интегральной составляющей, например в виде пропорционально-интегрального регулятора.
Если определенное вторым регулятором 9 натяжения дополнительное расчетное значение δv* скорости действует на заднюю прокатную клеть 2b, то дополнительное расчетное значение δv* скорости добавляется согласно изображению на фиг. 2 с отрицательным знаком к расчетному значению v* скорости для задней прокатной клети 2b. В противном случае, то есть если дополнительное расчетное значение δv* скорости действует на переднюю прокатную клеть 2a, дополнительное расчетное значение δv* скорости добавляется с положительным знаком к расчетному значению скорости для передней прокатной клети 2a.
На первый регулятор 8 натяжения подается в дополнение к натяжению Z полосы расчетное натяжение Z*. Расчетное натяжение Z* находится между нижней и верхней границей Z1, Z2 натяжения полосы. В частности, расчетное натяжение Z* может находиться приблизительно или даже точно посередине между нижней и верхней границей Z1, Z2 натяжения полосы. Как правило, справедливо математическое выражение: Z*=kZ1+(1-k)Z2, причем коэффициент k находится, как правило, между 0,4 и 0,6, предпочтительно даже между 0,45 и 0,55. Первый регулятор 8 натяжения определяет дополнительное расчетное значение δs* регулировки на основе отклонения натяжения Z полосы от расчетного натяжение Z*. Однако в отличие от правила определения для второго регулятора 9 натяжения правило определения для первого регулятора 8 натяжения допускает в качестве дополнительного расчетного значения δs* регулировки отличное от 0 значение также в том случае, если натяжение Z полосы находится между нижней и верхней границей Z1, Z2 натяжения полосы. И хотя определенное в каждом случае в текущий момент дополнительное расчетное значение δs* регулировки может кратковременно иметь в отдельном случае значение, равное 0. Тем не менее, в этом случае это вызвано конкретными значениями натяжения Z полосы и расчетного натяжение Z* и возможно их предыдущими ходами значений, но не тем, что натяжение Z полосы находится между нижней и верхней границей Z1, Z2 натяжения полосы.
Правило определения может быть, например, таким, что первый регулятор 8 натяжения выполнен в виде регулятора с интегральной составляющей, например, в виде пропорционально-интегрального регулятора. Если в этом случае моментальная интегральная составляющая положительна, а моментальная пропорциональная составляющая отрицательна, то на короткий момент времени интегральная составляющая и пропорциональная составляющая могут взаимно компенсировать друг друга. Однако если отклонение натяжения Z полосы от расчетного натяжение Z* в течение длительного времени отлично от 0, то принудительно в какой-либо момент времени определенное дополнительное расчетное значение δs* регулировки должно принимать отличное от 0 значение. Это справедливо также в том случае, если натяжение Z полосы в течение всего промежутка времени отклоняется только между нижней и верхней границей Z1, Z2 натяжения полосы. Аналогичные ситуации возникают при других исполнениях первого регулятора 8 натяжения, например, в виде пропорционально-интегрально-дифференциального регулятора или в виде интегрального регулятора, а также при исполнении в виде чистого пропорционального регулятора.
Насколько было до сих пор разъяснено, дополнительным расчетным значением δs* регулировки является дополнительное расчетное значение зазора между валками. В этом случае дополнительное расчетное значение δs* регулировки действует прямо и непосредственно на установку задней прокатной клети 2b. Однако альтернативно возможно, что дополнительным расчетным значением δF* регулировки является дополнительное расчетное значение δF* усилия прокатки. В этом случае дополнительное расчетное значение δF* регулировки применяется к заданному как расчетное усилие F* прокатки расчетному значению F* регулировки и действует опосредованно - а именно через усилие F прокатки - на установку задней прокатной клети 2b. Это исполнение изображено на фиг. 2 пунктиром. Также в этом случае первый регулятор 8 натяжения предпочтительно выполнен в виде регулятора с интегральной составляющей, например в виде пропорционально-интегрального регулятора. Остальные исполнения в отношении принципа действия первого регулятора 8 натяжения также имеют место для этого случая.
Согласно изображению на фиг. 2 даже возможно, что первый регулятор 8 натяжения имеется в сдвоенном виде, а именно один раз в виде первого регулятора 8 натяжения для определения дополнительного расчетного значения δs* зазора между валками и один раз в виде первого регулятора 8 натяжения для определения дополнительного расчетного значения δF* усилия прокатки. В этом случае посредством сигнала A выбора решается, активен ли один или другой первый регулятор 8 натяжения. Также это показано на фиг. 2 пунктиром. Сигнал A выбора может задаваться устройству 4 управления, например, в рамках параметризации перед вводом в эксплуатацию. Даже возможно во время эксплуатации прокатного стана переключать сигнал A выбора. То есть возможно изображенную на фиг. 2 прокатную клеть 2b эксплуатировать временно с регулировкой зазора между валками и временно с регулировкой усилия прокатки и в зависимости от текущего режима работы определять соответствующее дополнительное расчетное значение δs*, δF* регулировки и применять его к соответствующему расчетному значению s*, F* регулировки.
Фиг. 4 показывает возможную модификацию первого регулятора 8 натяжения. Исполнения с фиг. 4 относятся при этом к тому случаю, что первый регулятор 8 натяжения выполнен для определения дополнительного расчетного значения δs* зазора между валками.
Согласно фиг. 4 на первый регулятор 8 натяжения подаются нижнее и верхнее пороговое значение δs1*, δs2* регулировки. В этом случае первый регулятор 8 натяжения ограничивает выданное дополнительное расчетное значение δs* регулировки внизу нижним и вверху верхним пороговым значением δs1*, δs2* регулировки. Нижнее и верхнее пороговое значение δs1*, δs2* регулировки могут динамически определяться, например, согласно изображению на фиг. 4 нижним и верхним определителем 10, 11 порогового значения в зависимости от усилия F прокатки, с которым металлическая полоса 1 прокатывается в задней прокатной клети 2b, и от дополнительного расчетного значения δs* регулировки. Пороговые значения δs1*, δs2* регулировки задаются первому регулятору 8 натяжения обоими определителями 10, 11 порогового значения.
В частности, согласно изображению на фиг. 4 возможно, что верхний определитель 11 порогового значения проверяет, находится ли усилие F прокатки, с которым металлическая полоса 1 прокатывается в задней прокатной клети 2b, ниже нижнего порогового значения F1 усилия прокатки. Если это так, то верхний определитель 11 порогового значения уменьшает - исходя из актуального в конце значения для верхнего порогового значения δs2* регулировки - верхнее пороговое значение δs2* регулировки на определенную величину Δ2. Величина Δ2 может быть альтернативно неизменной или зависеть от того, насколько усилие F прокатки находится ниже нижнего порогового значения F1 усилия прокатки. В противном случае верхний определитель 11 порогового значения устанавливает верхнее пороговое значение δs2* регулировки таким образом, что оно имеет заданный интервал Δ2` от моментального текущего значения дополнительного расчетного значения δs* регулировки.
Аналогично согласно изображению на фиг. 4 возможно, что нижний определитель 10 порогового значения проверяет, находится ли усилие F прокатки, с которым металлическая полоса 1 прокатывается в задней прокатной клети 2b, выше верхнего порогового значения F2 усилия прокатки. Если это так, то нижний определитель 10 порогового значения повышает - исходя из актуального в конце значения для нижнего порогового значения δs1* регулировки - нижнее пороговое значение δs1* регулировки на определенную величину Δ1. Величина Δ1 может быть альтернативно неизменной или зависеть от того, насколько усилие F прокатки находится выше верхнего порогового значения F2 усилия прокатки. В противном случае нижний определитель 10 порогового значения устанавливает нижнее пороговое значение δs1* регулировки таким образом, что оно имеет заданный интервал Δ1` от моментального текущего значения дополнительного расчетного значения δs* регулировки. Интервал Δ1` может, но не должен быть тем же интервалом Δ2`, который устанавливается верхним определителем 11 порогового значения, если усилие F прокатки не находится ниже нижнего порогового значения F1 усилия прокатки.
Уменьшение верхнего порогового значения δs2* регулировки может продолжаться настолько, что верхнее пороговое значение δs2* регулировки становится меньше, чем (фактическое) дополнительное расчетное значение δs* регулировки. В этом случае действует ограничение верхним пороговым значением δs2* регулировки. Следовательно, первый регулятор 8 натяжения больше не может компенсировать отклонение натяжения Z полосы от расчетного натяжения Z*. Это приводит тому, что отклонение натяжения Z полосы от расчетного натяжения Z* становится все больше, пока не нарушится одна из границ Z1, Z2 натяжения полосы. В этом случае затем вступает в корректирующее действие второй регулятор 9 натяжения. Аналогичные исполнения имеют место для того случая, что нижнее пороговое значение δs1* регулировки все дальше повышается.
Данное изобретение имеет множество преимуществ. Так даже при неблагоприятных условиях (например, избыточной нагрузке или недостаточной нагрузке задней прокатной клети 2b) границы усилия прокатки и натяжения полосы надежно выдерживаются. Процесс прокатки стабилизируется. Это справедливо в частности по сравнению с ITC. При помощи соответствующего изобретению способа регулировки натяжения можно, например, даже металлическую полосу 1 с толщиной 1 мм и менее стабильно и надежно прокатывать в рамках способа бесконечной горячей прокатки. То же самое относится к общепринятому чистовому прокатному стану (HSM=hot strip mill). Кроме того, может упрощаться гидравлический привод петлевого подъемника 3. Это приводит к сокращению расходов.
Дальнейшим преимуществом является то, что не требуется ни AGC ни петлевая регулировка. Предполагается лишь, что петлевой подъемник 3 не двигается во время регулировки натяжения. Однако это может без проблем обеспечиваться регулятором 7 положения. И хотя для компенсации отклонений толщины на выходе прокатного стана требуется регулировка толщины более высокого уровня. Тем не менее, регулировка толщины также необходима в уровне техники и соответствует также исполнению уровня техники.
Благодаря соответствующей изобретению регулировке натяжения Z полосы предотвращаются далее проблемы, которые возникают при AGC. Так как при регулировке при помощи AGC должна быть очень точно известна упругая деформация клетей, для того чтобы достигать хороших результатов. Проблемой при этом является то, что ввиду слишком недостаточного моделирования упругой деформации клетей AGC перекомпенсирован, и это приводит затем к нестабильному процессу прокатки. При данном же изобретении AGC не требуется, не используется, и также упругая деформация клетей не требуется для хорошей компенсации.
Дальнейшее преимущество заключается в том, что сложное разъединение регулировки натяжения полосы и петлевой регулировки не требуется, так как регулировка натяжения полосы имеет другой исполнительный орган, чем это принято в уровне техники, и петлевая регулировка не требуется.
Вышеизложенное описание служит исключительно для разъяснения данного изобретения. Объем же защиты данного изобретения должен быть установлен исключительно приложенной формулой изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 металлическая полоса
2, 2a, 2b прокатные клети
3 петлевой подъемник
3` исполнительный орган
4 устройство управления
5 компьютерная программа
6 машинный код
7 регулятор положения
8, 9 регуляторы натяжения
10, 11 определители порогового значения
A сигнал выбора
F усилие прокатки
F*, s* расчетные значения регулировки
F1, F2 пороговые значения усилия прокатки
k коэффициент
p, p* значения положения
S управляющий сигнал
T температура
v* расчетное значение скорости
x транспортное направление
Z натяжение полосы
Z1, Z2 границы натяжения полосы
Z* расчетное натяжение
δ величина изменения
δ1, δ2 пределы
δs*, δF* дополнительное расчетное значение регулировки
δs1*, δs2* пороговые значения регулировки
δv* дополнительное расчетное значение скорости
Δ1, Δ2 величины
Δ1`, Δ2` интервалы
Изобретение относится к области прокатки. Металлическую полосу (1) сначала прокатывают в передней, а затем в задней прокатной клети (2a, 2b) многоклетьевого прокатного стана. Приложенный между прокатными клетями (2a, 2b) к металлической полосе (1) петлевой подъемник (3) регистрирует преобладающее в металлической полосе (1) натяжение (Z) полосы. Натяжение (Z) полосы подается на первый и второй регуляторы (8, 9) натяжения, которые определяют дополнительное расчетное значение (δs*, δF*) определенных параметров регулировки и дополнительное расчетное значение (δv*) скорости. Второй регулятор (9) натяжения определяет в качестве дополнительного расчетного значения (δv*) скорости значение, меньшее или большее 0, только в том случае, если натяжение (Z) полосы находится ниже или выше нижней или верхней границы (Z1, Z2) натяжения полосы. В противном случае он возвращает дополнительное расчетное значение (δv*) скорости к значению, равному 0. На первый регулятор (8) натяжения дополнительно подается также расчетное натяжение (Z*), которое находится между границами (Z1, Z2) натяжения полосы. Первый регулятор (8) натяжения определяет дополнительное расчетное значение (δs*, δF*) регулировки. Дополнительное расчетное значение (δs*, δF*) регулировки действует на заднюю прокатную клеть (2b). Дополнительное расчетное значение (δv*) скорости действует с положительным знаком на переднюю прокатную клеть (2a) или с отрицательным знаком на заднюю прокатную клеть (2b). Изобретение обеспечивает возможность стабилизации процесса прокатки и повышения точности размеров, в частности толщины полосы, несмотря на нарушающие воздействия. 3 н. и 10 з.п. ф-лы, 4 ил.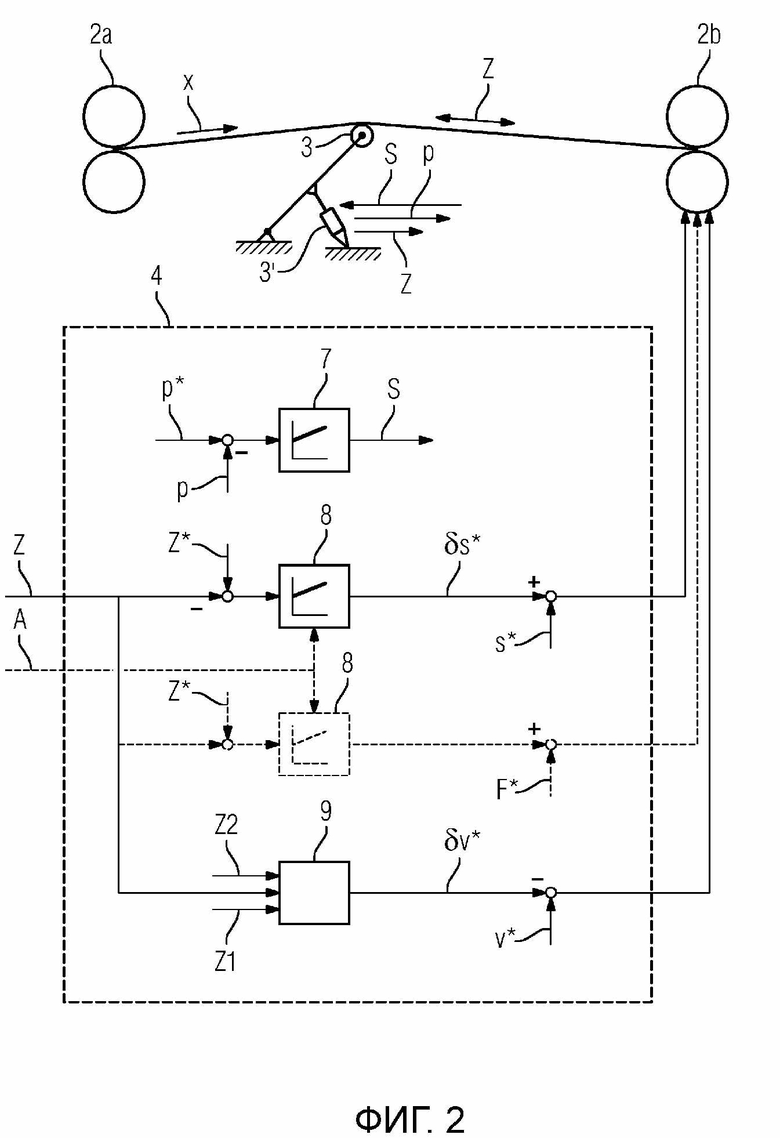
1. Способ регулировки натяжения металлической полосы (1), которую прокатывают в передней прокатной клети (2a) многоклетьевого прокатного стана, а затем в задней прокатной клети (2b) многоклетьевого прокатного стана,
- причем при помощи петлевого подъемника (3), приложенного между передней прокатной клетью (2a) и задней прокатной клетью (2b) к металлической полосе (1), регистрируют натяжение (Z) полосы, которое преобладает между передней прокатной клетью (2a) и задней прокатной клетью (2b) в металлической полосе (1),
- причем натяжение (Z) полосы подают на первый регулятор (8) натяжения, который определяет дополнительное расчетное значение (δs*) регулировки зазора между валками и дополнительное расчетное значение (δF*) регулировки усилия прокатки,
- причем натяжение (Z) полосы подают далее на второй регулятор (9) натяжения, который определяет дополнительное расчетное значение (δv*) скорости,
- причем второй регулятор (9) натяжения определяет в качестве дополнительного расчетного значения (δv*) скорости значение, большее 0, если натяжение (Z) полосы находится выше верхней границы (Z2) натяжения полосы, определяет в качестве дополнительного расчетного значения (δv*) скорости значение, меньшее 0, если натяжение (Z) полосы находится ниже нижней границы (Z1) натяжения полосы, и возвращает дополнительное расчетное значение (δv*) скорости к значению, равному 0, если натяжение (Z) полосы находится между нижней и верхней границами (Z1, Z2) натяжения полосы,
- причем упомянутое дополнительное расчетное значение (δs*, δF*) регулировки действует на заднюю прокатную клеть (2b), а дополнительное расчетное значение (δv*) скорости действует с положительным знаком на переднюю прокатную клеть (2a) или с отрицательным знаком на заднюю прокатную клеть (2b),
отличающийся тем, что
- на первый регулятор (8) натяжения дополнительно подают расчетное натяжение (Z*), которое находится между нижней и верхней границами (Z1, Z2) натяжения полосы, при этом
- первый регулятор (8) натяжения определяет дополнительное расчетное значение (δs*, δF*) регулировки на основе отклонения натяжения (Z) полосы от расчетного натяжения (Z*), причем в качестве дополнительного расчетного значения (δs*, δF*) регулировки допустимо отличное от 0 значение также в том случае, если натяжение (Z) полосы находится между нижней и верхней границами (Z1, Z2) натяжения полосы.
2. Способ по п.1, отличающийся тем, что на первый регулятор (8) натяжения подают нижнее и верхнее пороговые значения (δs1*, δs2*) регулировки, при этом первый регулятор (8) натяжения ограничивает выданное дополнительное расчетное значение (δs*) регулировки внизу нижним и вверху верхним пороговыми значениями (δs1*, δs2*) регулировки, причем нижнее и верхнее пороговые значения (δs1*, δs2*) регулировки динамически определяются нижним и верхним определителями (10, 11) порогового значения в зависимости от усилия (F) прокатки, с которым металлическая полоса (1) прокатывается в задней прокатной клети (2b), и от дополнительного расчетного значения (δs*) регулировки и задаются первому регулятору (8) натяжения.
3. Способ по п.2, отличающийся тем, что нижний определитель (10) порогового значения поднимает нижнее пороговое значение (δs1*) регулировки, если усилие (F) прокатки, с которым металлическая полоса (1) прокатывается в задней прокатной клети (2b), превышает верхнее пороговое значение (F2) усилия прокатки, а в противном случае устанавливает интервал между нижним пороговым значением (δs1*) регулировки и дополнительным расчетным значением (δs*) регулировки на заданное значение (Δ1`), при этом верхний определитель (11) порогового значения опускает верхнее пороговое значение (δs2*) регулировки, если усилие (F) прокатки, с которым металлическая полоса (1) прокатывается в задней прокатной клети (2b), находится ниже нижнего порогового значения (F1) усилия прокатки, а в противном случае устанавливает интервал между верхним пороговым значением (δs2*) регулировки и дополнительным расчетным значением (δs*) регулировки на заданное значение (Δ2`).
4. Способ по любому из пп. 1-3, отличающийся тем, что второй регулятор (9) натяжения в том случае, если натяжение (Z) полосы находится ниже нижней границы (Z1) натяжения полосы или выше верхней границы (Z2) натяжения полосы, назначает дополнительное расчетное значение (δv*) скорости таким образом, что натяжение (Z) полосы устанавливается на нижнюю или верхнюю границу (Z1, Z2) натяжения полосы.
5. Способ по любому из пп. 1-4, отличающийся тем, что петлевой подъемник (3) удерживают при помощи регулятора (7) положения в определенном положении (p*).
6. Способ по любому из пп. 1-5, отличающийся тем, что металлическую полосу (1) прокатывают в горячем состоянии в передней прокатной клети (2a) и задней прокатной клети (2b).
7. Устройство управления многоклетьевого прокатного стана для прокатки металлической полосы (1), причем устройство управления запрограммировано компьютерной программой (5), включающей в себя машинный код (6), который может выполняться устройством (4) управления прокатного стана, в котором
- металлическая полоса (1) сначала прокатывается в передней прокатной клети (2a) многоклетьевого прокатного стана, а затем в задней прокатной клети (2b) многоклетьевого прокатного стана,
- причем при помощи приложенного к металлической полосе (1) петлевого подъемника (3) между передней прокатной клетью (2a) и задней прокатной клетью (2b) регистрируется натяжение (Z) полосы, которое преобладает между передней прокатной клетью (2a) и задней прокатной клетью (2b) в металлической полосе (1),
- при этом устройство (4) управления выполнено с возможностью выполнения машинного кода (6), приводящего к тому, что
-- устройство (4) управления принимает зарегистрированное натяжение (Z) полосы,
-- устройство (4) управления реализовывает первый регулятор (8) натяжения, на который подается натяжение (Z) полосы и который определяет дополнительное расчетное значение (δs*) регулировки зазора между валками и дополнительное расчетное значение (δF*) регулировки усилия прокатки,
-- устройство (4) управления реализовывает далее второй регулятор (9) натяжения, на который подается натяжение (Z) полосы и который определяет дополнительное расчетное значение (δv*) скорости,
-- устройство (4) управления реализовывает второй регулятор (9) натяжения таким образом, что второй регулятор (9) натяжения определяет в качестве дополнительного расчетного значения (δv*) скорости значение, меньшее 0, если натяжение (Z) полосы находится ниже нижней границы (Z1) натяжения полосы, определяет в качестве дополнительного расчетного значения (δv*) скорости значение, большее 0, если натяжение (Z) полосы находится выше верхней границы (Z2) натяжения полосы и возвращает дополнительное расчетное значение (δv*) скорости к значению, равному 0, если натяжение (Z) полосы находится между нижней и верхней границами (Z1, Z2) натяжения полосы, и
-- дополнительное расчетное значение (δs*, δF*) регулировки действует на заднюю прокатную клеть (2b), а дополнительное расчетное значение (δv*) скорости действует с положительным знаком на переднюю прокатную клеть (2a) или с отрицательным знаком на заднюю прокатную клеть (2b),
- причем выполнение машинного кода (6) устройством (4) управления вызывает то, что первый регулятор (8) натяжения определяет дополнительное расчетное значение (δs*, δF*) регулировки на основе отклонения натяжения (Z) полосы от расчетного натяжения (Z*), которое находится между нижней и верхней границами (Z1, Z2) натяжения полосы, при этом в качестве дополнительного расчетного значения (δs*, δF*) регулировки допустимо значение, отличное от 0, также в том случае, если натяжение (Z) полосы находится между нижней и верхней границами (Z1, Z2) натяжения полосы.
8. Устройство управления по п.7, отличающееся тем, что выполнение им машинного кода (6) вызывает то, что на первый регулятор (8) натяжения подаются нижнее и верхнее пороговые значения (δs1*, δs2*) регулировки, что первый регулятор (8) натяжения ограничивает выданное дополнительное расчетное значение (δs*) регулировки внизу нижним и вверху верхним пороговыми значениями (δs1*, δs2*) регулировки и что устройство (4) управления реализовывает нижний и верхний определители (10, 11) порогового значения, которыми нижнее и верхнее пороговые значения (δs1*, δs2*) регулировки динамически определяются в зависимости от усилия (F) прокатки, с которым металлическая полоса (1) прокатывается в задней прокатной клети (2b), и от дополнительного расчетного значения (δs*) регулировки и задаются первому регулятору (8) натяжения.
9. Устройство управления по п.8, отличающееся тем, что выполнение машинного кода (6) вызывает то, что нижний определитель (10) порогового значения поднимает нижнее пороговое значение (δs1*) регулировки, если усилие (F) прокатки, с которым металлическая полоса (1) прокатывается в задней прокатной клети (2b), превышает верхнее пороговое значение (F2) усилия прокатки, и в противном случае устанавливает интервал между нижним пороговым значением (δs1*) регулировки и дополнительным расчетным значением (δs*) регулировки на заданное значение (Δ1`), и что верхний определитель (11) порогового значения опускает верхнее пороговое значение (δs2*) регулировки, если усилие (F) прокатки, с которым металлическая полоса (1) прокатывается в задней прокатной клети (2b), находится ниже нижнего порогового значения (F1) усилия прокатки, и в противном случае устанавливает интервал между верхним пороговым значением (δs2*) регулировки и дополнительным расчетным значением (δs*) регулировки на заданное значение (Δ2`).
10. Устройство управления по любому из пп. 7-9, отличающееся тем, что выполнение машинного кода (6) вызывает то, что второй регулятор (9) натяжения в том случае, если натяжение (Z) полосы находится ниже нижней границы (Z1) натяжения полосы или выше верхней границы (Z2) натяжения полосы, назначает дополнительное расчетное значение (δv*) скорости таким образом, что натяжение (Z) полосы устанавливается на нижнюю или верхнюю границу (Z1, Z2) натяжения полосы.
11. Устройство управления по любому из пп. 7-10, отличающееся тем, что выполнение машинного кода (6) вызывает то, что устройство (4) управления реализовывает регулятор (7) положения, при помощи которого петлевой подъемник (3) удерживается в определенном положении (p*).
12. Устройство управления по любому из пп. 7-11, отличающееся тем, что выполнение машинного кода (6) вызывает то, что металлическая полоса (1) прокатывается в горячем состоянии в передней прокатной клети (2a) и задней прокатной клети (2b).
13. Многоклетьевой прокатный стан для прокатки металлической полосы (1), содержащий
- переднюю и заднюю прокатные клети (2a, 2b), в которых прокатывается металлическая полоса (1),
- расположенный между передней прокатной клетью (2a) и задней прокатной клетью (2b) петлевой подъемник (3), который прикладывается к металлической полосе (1) и регистрирует натяжение (Z) полосы, которое преобладает между передней прокатной клетью (2a) и задней прокатной клетью (2b) в металлической полосе (1),
при этом прокатный стан имеет устройство (4) управления по п.7, на которое подается натяжение (Z) полосы и которое действует на заднюю прокатную клеть (2b).
| GB 1501627 A, 22.02.1978 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ПРОЦЕССЕ ПРОКАТКИ МЕЖДУ КЛЕТЯМИ МНОГОКЛЕТЬЕВОГО СТАНА С ПЕЧНЫМИ МОТАЛКАМИ | 2002 |
|
RU2268800C2 |
| Устройство для регулирования натяжения полосы | 1972 |
|
SU528975A1 |
| ПОРОГОВЫЙ ЭЛЕМЕНТ ТРОИЧНОЙ ЛОГИКИ НА ТОКОВЫХ ЗЕРКАЛАХ | 2016 |
|
RU2618901C1 |

