Предлагаемое изобретение относится к сварочному производству, а именно к сборке и сварке изделий коробчатой формы на специализированных устройствах и может быть использовано при изготовлении сварных изделий коробчатой формы, в частности корпусов трансформаторов с гофрированными стенками.
Известно устройство для сборки под сварку изделий коробчатой формы (см., например, а.с. №1532239 А1, МПК В23К 11/10, 30.12.1989 г.). Устройство содержит прижимные устройства с планшайбами, на которых устанавливают при сборке стенки изделия, а посредством перемещения планшайб осуществляют сборку элементов изделия между собой.
В данном устройстве, как и в большинстве известных из уровня техники конструкций, части собираемых изделий закрепляют на планшайбах, при этом используют две независимые, противоположно размещенные планшайбы. Такие устройства не обеспечивают точного одновременного центрирования элементов собираемого изделия корпуса - рамки крышки и днища корпуса. Причем для закрепления элементов изделия используются прижимы, которые не всегда гарантируют точности сборки и требуют дополнительного времени для совмещения элементов.
Наиболее близким техническим решением предлагаемого устройства можно считать устройство для сборки под сварку изделий коробчатой формы по патенту №55663, МПК В23К 37/04, 27.08.2006, бюл. №24.
Устройство содержит корпус с размещенным в нем электроприводом поворота установленной на боковой стенке корпуса планшайбы, оно снабжено тягой, консольно установленной с возможностью ее продольного перемещения посредством ручного винтового привода и связанными с тягой разжимными элементами в виде коаксиально установленных относительно тяги направляющей и опоры, двух оппозитно размещенных балок, каждая из которых посредством ролика, установленного на оси, перпендикулярной балке, контактирует с планшайбой и шарнирно связана с опорой посредством, пар рычагов, размещенных по длине балки, причем на обоих концах каждой балки установлено по паре подпружиненных распорных рычагов с возможностью фиксирования днища и рамки крышки собираемого изделия. Недостатком известного устройства является трудность позиционирования в вертикальной плоскости рамки крышки и днища при установке их на распорных рычагах перед фиксацией, связанная с неопределенностью их расположения, что приводит к необходимости неоднократного ручного измерения расстояния между ними. Кроме того, ручной винтовой привод продольного перемещения тяги, размещенный на тыльной стороне корпуса устройства, не позволяет производить установку и позиционирование крышки рамки и днища одному оператору. Применение устройства для последующей сварки собранного изделия с использованием автоматической сварки при выполнении сварных швов в нижнем положении также затруднительно, так как в нем отсутствует точное позиционирование планшайбы с изделием при повороте на требуемый угол 90°.
Для обеспечения качественной сборки изделий коробчатой формы, в частности корпусов трансформаторов с гофростенками, необходимым условием является не только точная центровка рамки крышки и днища, но и размер между ними, от точности которого во многом зависит качество корпусов. Неточность прихватки стенок вызывает накапливаемую угловую погрешность при последующей сборке и может привести к неисправимому несовпадению кромок гофростенок на заключительной стадии сборки при стыковке первой гофростенки и четвертой.
Техническим результатом предлагаемого решения является улучшение условий сборки изделия с одновременным повышением точности сборки и производительности сварки при уменьшении цикла сборки и сварки корпуса в целом.
Указанный технический результат достигается за счет того, что устройство для изготовления сварных изделий коробчатой формы, содержащее корпус с установленной на его боковой стенке планшайбой и с размещенным в нем электроприводом поворота планшайбы, тягу, консольно установленную в корпусе с возможностью ее продольного перемещения от привода, связанные с тягой и коаксиально установленные относительно нее направляющую и опору, две оппозитно размещенные балки, каждая из которых расположена с возможностью взаимодействия через ролики с планшайбой и шарнирно связана с опорой посредством рычагов, размещенных попарно по длине каждой балки, и пару подпружиненных распорных рычагов, установленных на обоих концах каждой балки, отличающееся тем, что устройство дополнительно снабжено приводом продольного перемещения тяги, выполненного с возможностью регулирования распирающего усилия подпружиненных распорных рычагов, при этом распорные рычаги оснащены жесткими упорами, а те из них, что расположены на свободных концах балок оснащены регулируемыми упорами, при этом электропривод поворота планшайбы снабжен датчиком положения.
Привод продольного перемещения тяги может быть выполнен в виде гидроцилиндра, соединенного с гидростанцией трубопроводом, на котором установлен регулятор давления, или выполнен в виде электромеханического привода «мотор-редуктор» с муфтой, выполненной с регулируемым усилием передачи.
Заявляемое устройство для изготовления сварных изделий коробчатой формы схематично представлено на фиг.1…4, где
- на фиг.1 показан вид сбоку на устройство для изготовления сварных изделий коробчатой формы в исходном положении;
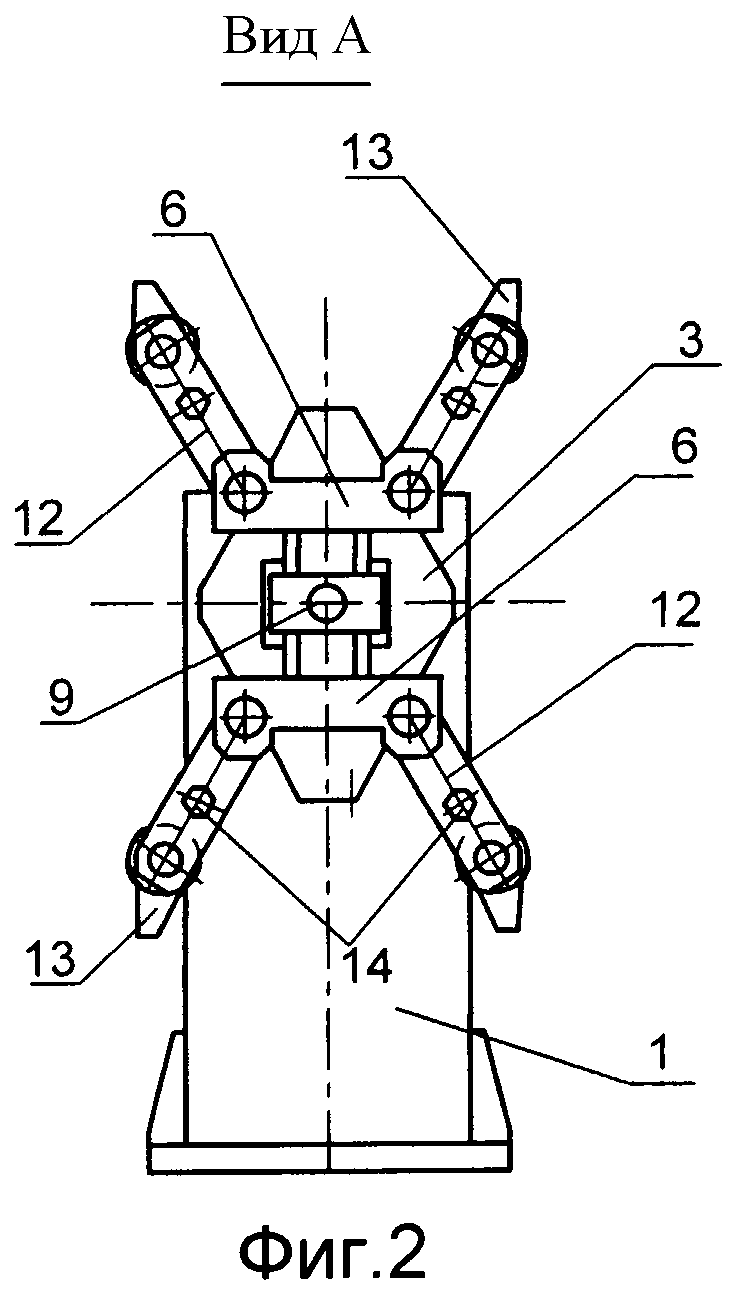
- на фиг.2 показан вид по стрелке А на устройство для изготовления сварных изделий коробчатой формы в исходном положении;
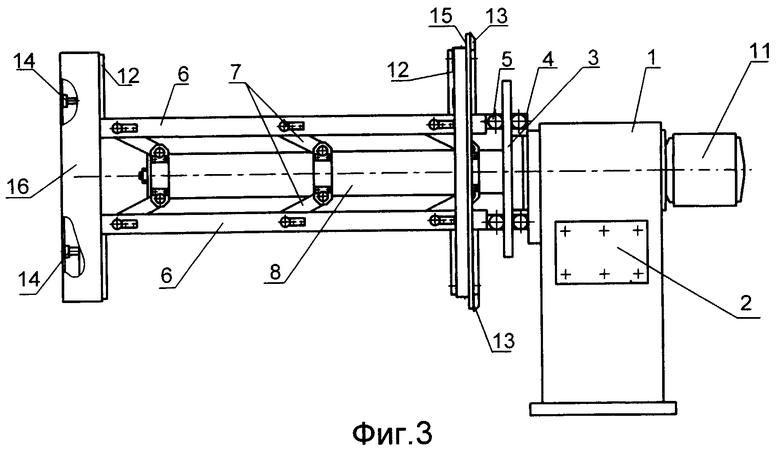
- на фиг.3 показан вид сбоку на устройство для изготовления сварных изделий коробчатой формы с закрепленными на нем рамкой крышки и днищем корпуса трансформатора;
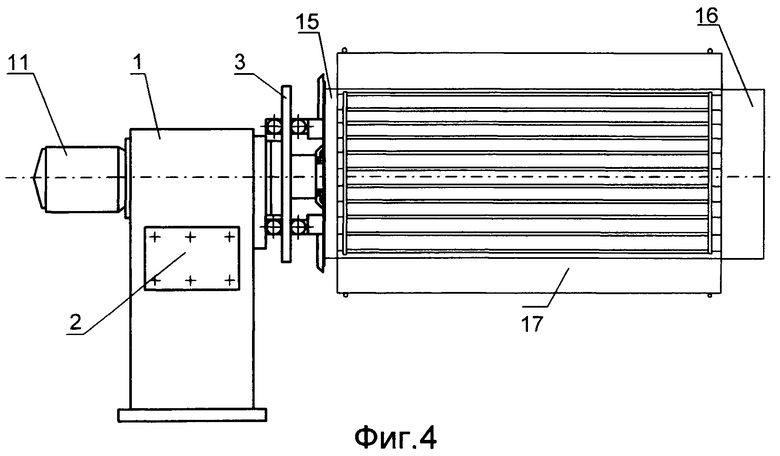
- на фиг.4 показан вид сбоку на устройство для изготовления сварных изделий коробчатой формы перед сваркой собранного корпуса трансформатора.
Устройство для изготовления сварных изделий коробчатой формы, в частности корпусов трансформатора, состоит из корпуса 1 с размещенным в нем шестеренчатым электроприводом 2 с датчиком положения (на чертеже не показан), установленной на боковой стенке корпуса планшайбы 3 с ползунами 4, на которых установлены ролики осей 5 балок 6. Балки 6 соединены рычагами 7 с опорой 8, которая в свою очередь через тягу 9 и направляющую 10 соединена с возможностью продольного (осевого) перемещения усилием, создаваемым приводом продольного перемещения 11 тяги 9. На балках 6 установлены подпружиненные распорные рычаги 12, причем те из них, что размещены на ближнем к планшайбе конце балки, имеют жесткие упоры 13, а дальние распорные рычаги 12, расположенные на свободных концах балок 6, снабжены регулируемыми винтовыми упорами 14.
Устройство для изготовления сварных изделий коробчатой формы работает следующим образом:
- устанавливают рамку крышки 15 корпуса трансформатора на ролики ближних к планшайбе 3 распорных рычагов 12 и поджимают вертикальные полки уголков рамки крышки 15 к жестким упорам 13 каждого распорного рычага 12;
- затем на ролики второй группы распорных рычагов 12 устанавливают днище 16 корпуса, поджимают его к отрегулированным по размеру стенки упорам 14 рычагов 12, включают привод продольного перемещения 11 тяги 9 и разводят оппозитно расположенные балки 6 рычагами 7, при этом ролики, попарно расположенных на балках 6 подпружиненных распорных рычагов 12, входят в углы рамки крышки 15 и днища 16 корпуса, тем самым позиционируя и фиксируя их в устройстве;
- для предотвращения искажения геометрии крышки 15 и днища 16 распирающее усилие привода продольного перемещения 11 тяги 9 при использовании электродвигателя ограничивает муфта с регулируемым усилием передачи, а при использовании гидро- или пневмоцилиндра в качестве привода продольного перемещения - настраиваемые на заданное давление распределители;
- далее на горизонтальные плоскости рамки крышки 15 и днища 16 укладывают первую гофростенку 17 и осуществляют прихватку ее к рамке крышки 15 и днищу 16 полуавтоматической сваркой в среде защитных газов или используют для этого переносное устройство односторонней контактной сварки;
- затем включают шестеренчатый электропривод 2 поворота планшайбы 3 и выполняют поворот планшайбы 3 вместе с зафиксированными на ней деталями корпуса, при этом датчик положения привода отслеживает угол поворота и автоматически отключает электродвигатель при достижении угла в 90°, укладывают вторую гофростенку 17 и осуществляют прихватку ее к рамке крышки 15, днищу 16 и первой гофростенке 17.
Аналогичные действия выполняют с третьей и четвертой гофростенками.
После выполнения полной сборки изделия перемещают устройство для изготовления сварных изделий коробчатой формы к посту автоматической сварки или при стационарной установке устройства перемещают горелку к нему сварочным роботом или по сварочному порталу. После сварки всех швов на одной стороне устройство поворачивает изделие точно на 90°, что позволяет выполнять все сварочные швы в наиболее приемлемом для сварки нижнем положении.
В отличие от известных устройств, в нашем случае крышка и днище изделия не собираются на планшайбах, опорными элементами для них являются рычаги балок. При этом балки служат одновременно и элементами для центрирования располагаемых оппозитно днища и крышки корпуса трансформатора, и для закрепления упомянутых элементов перед их сборкой со стенками корпуса трансформатора посредством установленных на балках распорных рычагов, и несущими конструкциями при осуществлении поворота изделия при сборке его элементов и последующей сварке.
Применение предложенного устройства для изготовления сварных изделий коробчатой формы за счет поджима рамки крышки к жестким упорам, которыми оснащены ближние к планшайбе распорные рычаги, а днища к регулируемым упорам распорных рычагов обеспечивает их строгое вертикальное расположение при сборке и точность в соблюдении размеров корпуса.
Кроме повышения точности сборки и снижения влияния на ее субъективного фактора, использование предложенного устройства позволит увеличить производительность сборки и уменьшить производственный цикл сварки корпуса в целом и облегчит работу персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ | 2008 |
|
RU2376120C1 |
| СПОСОБ СБОРКИ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2479393C1 |
| УЧАСТОК ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2378097C1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ШВОВ С ПЕРИОДИЧЕСКИМ ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2008 |
|
RU2374048C1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Установка для сборки под сварку балок коробчатого сечения | 1976 |
|
SU662304A1 |
Изобретение относится к сборке и сварке изделий коробчатой формы на специализированных устройствах. Технический результат заключается в улучшении условий сборки изделия с одновременным повышением точности сборки и производительности сварки при уменьшении цикла его сборки и сварки. Устройство содержит корпус с установленной на боковой стенке планшайбой и с размещенным в нем электроприводом поворота планшайбы. Тяга консольно установлена в корпусе с возможностью ее продольного перемещения. С тягой связаны разжимные элементы в виде коаксиально установленных относительно тяги направляющей и опоры, двух оппозитно размещенных балок. Каждая из балок расположена с возможностью взаимодействия через ролики с планшайбой и шарнирно связана с опорами рычагов, размещенных попарно по длине балки. На обоих концах каждой балки установлено по паре подпружиненных распорных рычагов с возможностью фиксации днища и рамки крышек собираемого изделия. Привод продольного перемещения тяги выполнен с возможностью регулирования усилия подпружиненных распорных рычагов. 2 з.п. ф-лы, 4 ил.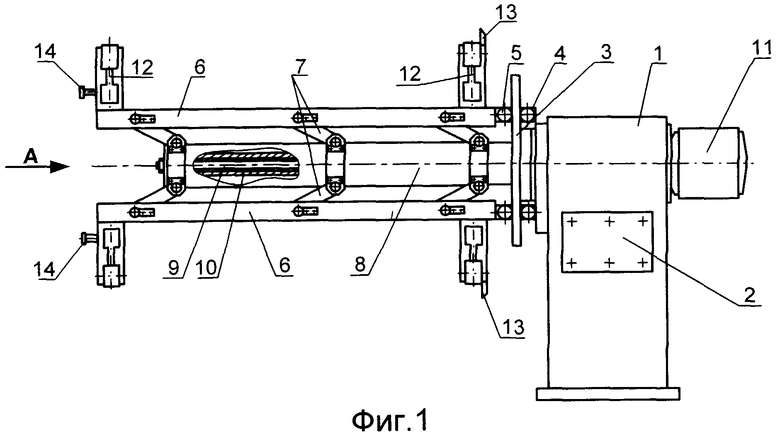
1. Устройство для изготовления сварных изделий коробчатой формы, содержащее корпус с установленной на его боковой стенке планшайбой и с размещенным в нем электроприводом поворота планшайбы, тягу, консольно установленную в корпусе с возможностью ее продольного перемещения от привода, связанные с тягой и коаксиально установленные относительно нее направляющую и опору, две оппозитно размещенные балки, каждая из которых расположена с возможностью взаимодействия через ролики с планшайбой и шарнирно связана с опорой посредством рычагов, размещенных попарно по длине каждой балки, и пару подпружиненных распорных рычагов, установленных на обоих концах каждой, отличающееся тем, что устройство дополнительно снабжено приводом продольного перемещения тяги, выполненным с возможностью регулирования усилия подпружиненных распорных рычагов, при этом распорные рычаги оснащены жесткими упорами, а те из них, которые расположены на свободных концах балок, оснащены регулируемыми упорами, а электропривод поворота планшайбы снабжен датчиком положения.
2. Устройство для изготовления сварных изделий коробчатой формы по п.1, отличающееся тем, что привод продольного перемещения тяги выполнен в виде гидроцилиндра, соединенного с гидростанцией трубопроводом, на котором установлен регулятор давления.
3. Устройство для изготовления сварных изделий коробчатой формы по п.1, отличающееся тем, что привод продольного перемещения тяги выполнен в виде электромеханического привода «мотор-редуктор» с муфтой, выполненной с регулируемым усилием передачи.
| Устройство для автоматического включения синхронных машин на параллельную работу | 1937 |
|
SU55663A1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ | 2008 |
|
RU2376120C1 |
| Устройство для сборки под сварку балок коробчатого сечения | 1978 |
|
SU724304A1 |
| Устройство для сборки под сварку угловых коробчатых металлоконструкций | 1980 |
|
SU910387A1 |
| US 2009050679 А1, 26.02.2009 | |||
| JP 2001287090 А, 16.10.2001 | |||
| US 5984289 А, 16.11.1999. | |||

