Предлагаемое изобретение относится к сварочному производству, а именно к устройствам сборки и сварки изделий коробчатой формы на специализированных устройствах, и может быть использовано при изготовлении сварных изделий коробчатой формы, например корпусов трансформаторов с гофрированными стенками.
Корпусы трансформаторов состоят из днища, рамы крышки и четырех приваренных к ним гофростенок. Для повышения производительности при изготовлении таких корпусов их собирают и сваривают на участках, оборудованных специальными устройствами, а также сварочными горелками автоматической сварки.
Известно, например, устройство для сварки коробчатых конструкций, приведенное в SU 1754383, А1 МПК В23К 37/04, 15.08.1992 г., которое содержит сварочную головку, позиционер, привод подъема и поворота позиционера, ограничители хода сварочной головки и средства фиксации, расположенные в пазах планшайбы позиционера. Это устройство позволяет сваривать швы прямоугольного коробчатого изделия без переналадки положения сварочной головки относительно изделия.
Основным недостатком данного устройства является то, что в нем невозможно сварить швы поперечного направления, которые соединяют гофростенки между собой.
Прототипом предлагаемого решения можно считать участок сборки и сварки корпусов трансформаторов из гофростенки, представленный в технико-коммерческом предложении №5875-7/01 фирмы «Heinrich Georg GMBH». «Производственная линия для изготовления гофрированных стенок трансформаторных емкостей», 1996 г. (см. черт.4-058929), содержащий рабочие места для установки, сборки и сварки гофрокорпусов, снабженные манипуляторами, узлами фиксации и крепления деталей корпуса, устройством для загрузки деталей и выгрузки корпуса в виде трех напольных подъемных кранов, соответствующих количеству манипуляторов, при этом рабочие места объединены порталом для размещения сварочных горелок, соединенных со сварочными трансформаторами и установленных с возможностью перемещения, параллельно и перпендикулярно порталу.
Недостатком участка является необходимость организации промежуточного складирования деталей изделий и сваренных корпусов вблизи зоны действия напольных кранов или применение цехового транспорта для доставки деталей корпуса к участку сборки и сварки, а также при транспортировке готового изделия на стенд проверки качества. В первом случае необходимо иметь дополнительные производственные площади вблизи участка сборки и сварки, во втором - возможен сбой ритма сборки изделий и снижение производительности изготовления корпусов трансформаторов в целом. Съем готового корпуса при помощи напольного крана может приводить к повреждению гофростенок узлом фиксации манипулятора.
Техническим результатом предлагаемого решения является упрощение доставки деталей корпусов на участок сборки и сварки и обеспечение максимальной производительности изготовления гофрокорпусов за счет организации цикличного поступления деталей на рабочие места и съема готовых изделий с манипуляторов.
Указанный технический результат достигается за счет того, что в участке изготовления коробчатых сварных изделий, содержащем рабочие места для установки, сборки и сварки изделий, снабженные манипуляторами, узлами фиксации и крепления деталей изделия, устройствами для загрузки деталей и выгрузки изделий и объединенные порталом для размещения сварочной горелки, соединенной со сварочным трансформатором и установленной с возможностью перемещения, параллельно и перпендикулярно порталу, устройство для загрузки деталей и выгрузки изделий выполнено в виде перемещающейся по расположенным параллельно порталу рельсам грузовой тележки, снабженной подъемно-поворотным приемным столом с механизмом удержания деталей в виде кулачковых прижимов и поворотной платформой, механизмом снятия изделия с манипулятора и установки на приемный стол грузовой тележки, выполненном в виде подъемно-поворотной стрелы, при этом рельсовые пути расположены с выходом за зону портала.
Заявляемый участок изготовления коробчатых сварных изделий иллюстрируется чертежами 1-2.
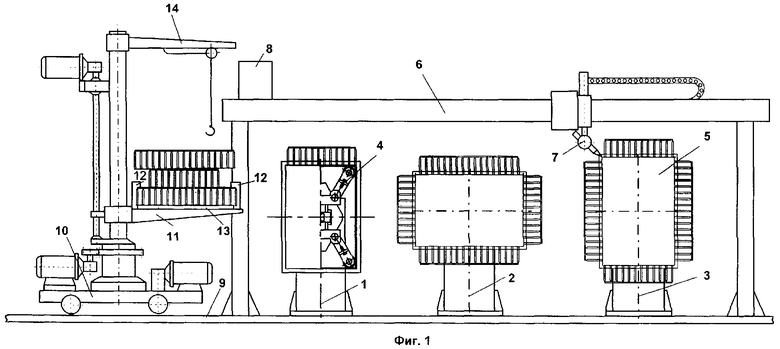
На фиг.1 схематично показан участок изготовления коробчатых сварных изделий в момент подачи деталей корпуса.
На фиг.2 - вид сверху участка изготовления коробчатых сварных изделий
Участок изготовления коробчатых сварных изделий содержит рабочие места для установки, сборки и сварки изделий, снабженные манипуляторами 1, 2, 3, узлами фиксации и крепления 4 деталей изделия 5, порталом 6 для размещения сварочной горелки 7, соединенной со сварочным трансформатором 8 и установленной с возможностью перемещения, параллельно и перпендикулярно порталу 6, а также устройство для загрузки деталей и выгрузки изделий, выполненное в виде перемещающейся по расположенным параллельно порталу 6 рельсам 9 грузовой тележки 10, снабженной подъемно-поворотным приемным столом 11 с механизмом удержания деталей изделий 5 в виде кулачковых прижимов 12 и шарнирной платформой 13, механизмом снятия изделия 5 с манипуляторов 1, 2, 3 и установки их на приемный стол 11 грузовой тележки 10, выполненном в виде подъемно-поворотной стрелы 14, при этом рельсовые пути 9 расположены с выходом за зону портала 6.
Предлагаемый участок обслуживается следующим образом.
На складе подготовленных и размещенных вдоль рельсового пути комплектов деталей изделий с помощью механизма 14 грузовой тележки 10 комплект укладывают на приемный стол 11, зажимают детали кулачковыми прижимами 12 стола 11 и транспортируют на рабочее место к свободному манипулятору 1. Затем с помощью механизма 14 грузовой тележки 10, после освобождения кулачковых прижимов 12, устанавливают на узлы фиксации и крепления 4 детали изделия 5 - рамку крышки и днище и закрепляют их, далее снимают механизмом 14 с приемного стола 11 первую стенку, устанавливают ее на рамку крышки и днище изделия 5 и прихватывают сваркой. Далее манипулятором 1 выполняют поворот рамки крышки и днища изделия 5 вместе с прихваченной первой стенкой на 90°, укладывают вторую стенку изделия 5 и осуществляют ее прихватку с рамкой крышки, днищем и первой стенкой изделия 5. Таким образом собирают и прихватывают остальные стенки изделия 5, используя механизм 14 и поворачивая в необходимое положение манипулятор. После этого тележку 10 направляют к манипулятору 3 с полностью сваренным изделием 5, подводят под него подъемно-поворотный приемный стол 11, снимают усилие узла фиксации 4 с изделия 5, при этом изделие 5 опускается на шарнирную платформу 13, а затем синхронными поворотом приемного стола 11 и отводом грузовой тележки 10 от манипулятора 3 снимают изделие 5 с манипулятора. Шарнирная платформа 13 с независимым от приемного стола 11 поворотом удерживает правильное положение изделия 5 при съеме, что предупреждает от повреждения стенок узлом фиксации 4. Далее грузовой тележкой 10 изделие 5 транспортируют к стенду (не показан) для проверки на герметичность сварных швов. В это время сварочную горелку 7 по порталу 6 перемещают к собранному под сварку изделию 5 на манипуляторе 2 и обваривают гофростенки по контуру рамки крышки и днища, а также сваривают стенки между собой, при этом горелка 7 перемещается вначале параллельно, а затем перпендикулярно порталу 6.
Данный участок изготовления коробчатых сварных изделий универсальный и предназначен, например, для сборки и сварки корпусов силовых трансформаторов мощностью от 100 до 1250 кВ·А с габаритными размерами по длине от 860 до 1700 мм, по ширине от 750 до 1080 мм и по высоте от 665 до 1415 мм.
Количество манипуляторов на участке должно быть не менее двух. Оптимальным количеством считается установка трех манипуляторов, но при необходимости количество манипуляторов может быть увеличено до пяти. Количество сварочных горелок с увеличением количества манипуляторов также может быть увеличено до 2-4.
Таким образом, использование предложенного участка изготовления коробчатых сварных изделий, оснащенного устройством для загрузки деталей и выгрузки изделий, выполненным в виде перемещающейся по расположенным параллельно порталу рельсам грузовой тележки, снабженной подъемно-поворотным приемным столом с механизмом удержания деталей в виде кулачковых прижимов и шарнирной платформой, механизмом снятия изделия с манипулятора и установки на приемный стол грузовой тележки, выполненном в виде стрелы, размещенной с возможностью подъема, перемещения и поворота изделия, а рельсовые пути расположены с выходом за зону портала, позволяет упростить доставку деталей изделий на участок сборки и сварки и обеспечить максимальную производительность изготовления изделий за счет цикличности поступления деталей на рабочие места и съема готовых изделий с манипуляторов, организация механизированного съема изделий при этом позволяет избежать повреждения стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2479393C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ШВОВ С ПЕРИОДИЧЕСКИМ ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2008 |
|
RU2374048C1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ | 2008 |
|
RU2376120C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ | 2011 |
|
RU2464145C1 |
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕРЕДЕЛОВ | 2018 |
|
RU2708709C1 |
| СПОСОБ ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ С ОДНОВРЕМЕННОЙ ПРИВАРКОЙ УСИЛИВАЮЩИХ ПРУТКОВ | 2013 |
|
RU2542204C1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |

Изобретение может быть использовано при изготовлении сварных изделий коробчатой формы, например корпусов трансформаторов с гофрированными стенками. Устройство для установки, сборки и сварки изделий включает, по меньшей мере, два узла фиксации деталей с манипуляторами. На портале установлена с возможностью параллельного и перпендикулярного перемещения, по меньшей мере, одна сварочная горелка, соединенная со сварочным трансформатором. Устройство для загрузки деталей и выгрузки готовых изделий выполнено в виде грузовой тележки с возможностью ее перемещения по расположенным параллельно порталу рельсам. На тележке смонтирован подъемно-поворотный приемный стол с механизмом удержания деталей в виде кулачковых прижимов и подъемно-поворотная стрела. Подъемно-поворотный приемный стол выполнен с возможностью съема сваренного изделия с манипулятора и оснащен шарнирной платформой для его размещения. Рельсовые пути расположены с выходом за зону портала. Техническим результатом является упрощение доставки деталей на участок сборки и сварки, организация механизированного съема готовых изделий без повреждения гофростенок, а также обеспечение максимальной производительности изготовления гофрокорпусов за счет цикличности поступления деталей на рабочие места и съема готовых изделий с манипуляторов. 2 ил.
Участок изготовления коробчатых сварных изделий, содержащий устройство для установки, сборки и сварки изделий, включающее, по меньшей мере, два узла фиксации деталей с манипуляторами, устройство для загрузки деталей и выгрузки сваренных изделий и портал с установленной на нем с возможностью перемещения параллельно и перпендикулярно порталу, по меньшей мере, одной сварочной горелкой, соединенной со сварочным трансформатором, отличающийся тем, что устройство для загрузки деталей и выгрузки готовых изделий выполнено в виде грузовой тележки с возможностью ее перемещения по расположенным параллельно порталу рельсам, на которой смонтированы подъемно-поворотный приемный стол с механизмом удержания деталей в виде кулачковых прижимов и подъемно-поворотная стрела, обеспечивающая перемещение деталей между приемным столом и манипулятором, при этом подъемно-поворотный приемный стол выполнен с возможностью съема сваренного изделия с манипулятора и оснащен шарнирной платформой для его размещения, а рельсовые пути расположены с выходом за зону портала.
| Держатель для свечи Яблочкова | 1926 |
|
SU5875A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Установка для сварки металлоконструкций | 1979 |
|
SU897102A3 |

